You might also like
- Grove Crane Reeving Diagrams and InformationDocument19 pagesGrove Crane Reeving Diagrams and InformationGiorgio Fer100% (2)
- Grooved Drum ArticleDocument2 pagesGrooved Drum ArticleLizardladNo ratings yet
- Reeving Information Grove CranesDocument19 pagesReeving Information Grove CranesLouisAucamp100% (2)
- DL International Cranes 0710Document2 pagesDL International Cranes 0710sangwoo jungNo ratings yet
- IOM - LSEC LSEH L Series Industrial Revesered Hub CouplingsDocument8 pagesIOM - LSEC LSEH L Series Industrial Revesered Hub CouplingsJhon SanabriaNo ratings yet
- Manual MuellerDocument36 pagesManual MuellerFabianoNo ratings yet
- Countermarch PDFDocument4 pagesCountermarch PDFJennifer Burns100% (1)
- Ae Note 166, Rev 3: Rocketribbon™ Extreme Density Cable Installation ChecklistDocument3 pagesAe Note 166, Rev 3: Rocketribbon™ Extreme Density Cable Installation Checklistfunny04No ratings yet
- Otis PXX Equalizing Prong: Equipment OverviewDocument1 pageOtis PXX Equalizing Prong: Equipment OverviewLydia Eva HariniNo ratings yet
- CBC Couplers: A Report On LHB and Wagon CbcsDocument10 pagesCBC Couplers: A Report On LHB and Wagon CbcsWheel Bogie Parel WSNo ratings yet
- Cable Care Best ParcticeDocument4 pagesCable Care Best ParcticeHariomNo ratings yet
- Highly Flexible Couplings ELPEX-B Series: © Siemens AG 2008Document19 pagesHighly Flexible Couplings ELPEX-B Series: © Siemens AG 2008Miu MiuNo ratings yet
- Lodi Metal Tech LiteratureDocument6 pagesLodi Metal Tech LiteratureJonathan HernandezNo ratings yet
- 1ccjcem6b 578260Document16 pages1ccjcem6b 578260TESLA IngenieriaNo ratings yet
- THE BRUGG LINEDocument8 pagesTHE BRUGG LINEsyalmanNo ratings yet
- Siemon2017 11 RacksDocument20 pagesSiemon2017 11 RacksjosephNo ratings yet
- Rt540E Operator'S Manual Set-Up and InstallationDocument13 pagesRt540E Operator'S Manual Set-Up and InstallationYuri FaroNo ratings yet
- Part 3-1 Well Completion EquipmentDocument24 pagesPart 3-1 Well Completion Equipmentmohsen ThabetNo ratings yet
- Clamp Installation InstructionsDocument2 pagesClamp Installation Instructionsralph100% (1)
- Aluminum Boat Lift Install ManualDocument8 pagesAluminum Boat Lift Install ManualJosef MadronaNo ratings yet
- Cost Effective Linkage Design GuideDocument2 pagesCost Effective Linkage Design GuideMobile SunNo ratings yet
- Laminated Veneer Lumber: Kerto® LVL Beams, Headers, Rafters and Columns For Floor and Roof Applications. Usa VersionDocument16 pagesLaminated Veneer Lumber: Kerto® LVL Beams, Headers, Rafters and Columns For Floor and Roof Applications. Usa VersionJuan Manuel JorqueraNo ratings yet
- HL TC Manual Operador VolvoDocument126 pagesHL TC Manual Operador VolvoVentas BeorienteNo ratings yet
- Acople Flender Highly Flexible CouplingsDocument88 pagesAcople Flender Highly Flexible Couplingsmarcelo castilloNo ratings yet
- Flexible Couplings N-Eupex, Rupex and N-Bipex: Catalog Fle 10.2Document114 pagesFlexible Couplings N-Eupex, Rupex and N-Bipex: Catalog Fle 10.2Fza natNo ratings yet
- Chain Failure by Bending On Deepwater Mooring SystemsDocument2 pagesChain Failure by Bending On Deepwater Mooring Systemssun6968No ratings yet
- BOP TRANSPORTATION SKID SAFE OPERATING MANUAL - Rev.1Document20 pagesBOP TRANSPORTATION SKID SAFE OPERATING MANUAL - Rev.1cmrig7467% (3)
- Winch-Specs-MGZDocument19 pagesWinch-Specs-MGZJcruzadoNo ratings yet
- Clipper DuetDocument16 pagesClipper DuetBNo ratings yet
- Damper (DAMPND12INC-B)Document10 pagesDamper (DAMPND12INC-B)Gerardo Zumbado MNo ratings yet
- Trailer Setup GuideDocument44 pagesTrailer Setup GuideRoderick GuerraNo ratings yet
- Acople Flender Torsionally Rigid CouplingsDocument118 pagesAcople Flender Torsionally Rigid Couplingsmarcelo castilloNo ratings yet
- PENCO ClipperShelvingInstallationDocument4 pagesPENCO ClipperShelvingInstallationnofearnemNo ratings yet
- Elf Assembly Version 1-5 PDFDocument15 pagesElf Assembly Version 1-5 PDFDaiben SulitNo ratings yet
- Shaffer Bop Pipe Ram Model SL-LWS and LWPDocument2 pagesShaffer Bop Pipe Ram Model SL-LWS and LWPhebert perez100% (1)
- Raufoss Couplings CatalogueDocument84 pagesRaufoss Couplings CatalogueGora FedotovNo ratings yet
- AFG-1038 RetlockClampConnectors Brochure HiResDocument4 pagesAFG-1038 RetlockClampConnectors Brochure HiResMiguel CardosoNo ratings yet
- ODN Construction GuidelinesDocument24 pagesODN Construction GuidelinesCiv Herrera100% (3)
- Wells Fundamentals Completion Operations Hole CleaningDocument16 pagesWells Fundamentals Completion Operations Hole CleaningHassan MohamedNo ratings yet
- Anexo 03 Instructivo Instalación Herraje de Suspensión OPGW - ADSSDocument4 pagesAnexo 03 Instructivo Instalación Herraje de Suspensión OPGW - ADSSDidier solanoNo ratings yet
- Catalog EngDocument90 pagesCatalog EngGuillermo Rodriguez LopezNo ratings yet
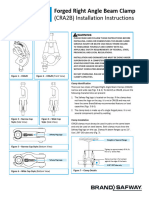
- Orn471 BSL Forged Right Angle Beam Clamp Installation InstructionsDocument4 pagesOrn471 BSL Forged Right Angle Beam Clamp Installation InstructionsNizam ShahNo ratings yet
- Method Statement For HV Cables Laying at Multi Storey Car Park Building at BWTC ComplexDocument9 pagesMethod Statement For HV Cables Laying at Multi Storey Car Park Building at BWTC Complexfibin haneefaNo ratings yet
- Combi-Wall Systems: Connection: Pbs - F/M BBS-F/M PZ Flanges Wof/Wom Intermediate PileDocument20 pagesCombi-Wall Systems: Connection: Pbs - F/M BBS-F/M PZ Flanges Wof/Wom Intermediate Pilemevice63No ratings yet
- Ring Pocket RRS Rev008bDocument22 pagesRing Pocket RRS Rev008bPaul BarriosNo ratings yet
- Subject:: Seal-Lock Apex AncillaryDocument9 pagesSubject:: Seal-Lock Apex AncillaryjaymuscatNo ratings yet
- Installation Manual RockfallDocument38 pagesInstallation Manual RockfallJonas Kañombi MukwatuNo ratings yet
- Well Completion Equipment OverviewDocument91 pagesWell Completion Equipment OverviewRanim Hisham100% (1)
- Cap 151 OmDocument25 pagesCap 151 OmdNo ratings yet
- Installation & Maintenance ManualDocument16 pagesInstallation & Maintenance ManualbryanshaoNo ratings yet
- Conac p45 50 OtherLiftingDocument6 pagesConac p45 50 OtherLifting_at_to_No ratings yet
- Mecalux Pallet Racking Assembly: Guide To Assembly & UsageDocument6 pagesMecalux Pallet Racking Assembly: Guide To Assembly & UsageUni ToolsNo ratings yet
- 11.4.1 Stringing: LS - "-Ca SystemDocument1 page11.4.1 Stringing: LS - "-Ca SystemErolNo ratings yet
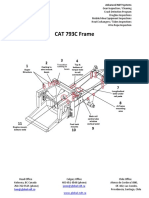
- CAT 793C Frame: WWW - Global-Ndt - CaDocument1 pageCAT 793C Frame: WWW - Global-Ndt - CaDAnielNo ratings yet
- Hausmann - 1440 - Series ManualDocument10 pagesHausmann - 1440 - Series ManualAlexandra JanicNo ratings yet
- Camisa Deslizable Modelo L para H2SDocument5 pagesCamisa Deslizable Modelo L para H2SCO BDNo ratings yet
- Elpex BDocument10 pagesElpex Ba_salehiNo ratings yet
- A Practical Course in Wooden Boat and Ship BuildingFrom EverandA Practical Course in Wooden Boat and Ship BuildingRating: 4 out of 5 stars4/5 (1)
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Experimental Study On Mechanical Characteristics of The End Plates of LEBUS DRUMDocument4 pagesExperimental Study On Mechanical Characteristics of The End Plates of LEBUS DRUMsangwoo jungNo ratings yet
- Hoop Stress: Deepwater Geology & GeoscienceDocument19 pagesHoop Stress: Deepwater Geology & Geosciencesangwoo jungNo ratings yet
- L5080-6-20 HanGis RL05Document16 pagesL5080-6-20 HanGis RL05sangwoo jungNo ratings yet
- Design Critreia For MultilayerDocument6 pagesDesign Critreia For Multilayersangwoo jungNo ratings yet
- 370.design and Finite Element Analysis of Rope Drum and Drum Shaft For Lifted Material Loading ConditionDocument7 pages370.design and Finite Element Analysis of Rope Drum and Drum Shaft For Lifted Material Loading Conditionsangwoo jungNo ratings yet
- Emco Unimat SL and DB Manual (English)Document61 pagesEmco Unimat SL and DB Manual (English)kriskee13100% (28)
- Catalogo Precedent 3 A 10 TonsDocument240 pagesCatalogo Precedent 3 A 10 TonsJuan Carlos TarazonaNo ratings yet
- 2tz Fze 1 1Document21 pages2tz Fze 1 1andypress100% (1)
- HS1L DatasheetDocument8 pagesHS1L DatasheetBlAdE 12No ratings yet
- Hydrodynamic or Full Fluid Film LubricationDocument59 pagesHydrodynamic or Full Fluid Film LubricationAbhishek Singh ChauhanNo ratings yet
- Vespa LX 50 (EN)Document160 pagesVespa LX 50 (EN)ManuallesNo ratings yet
- Perkins Troubleshooting ManualDocument220 pagesPerkins Troubleshooting Manualravi474100% (4)
- Robot End EffectorDocument25 pagesRobot End EffectorRakeshSainiNo ratings yet
- Air Motors: P1V-M Robust Type 0.2, 0.4, 0.6, 0.9 & 1.2 KWDocument32 pagesAir Motors: P1V-M Robust Type 0.2, 0.4, 0.6, 0.9 & 1.2 KWBrunnoNo ratings yet
- Stihl 038 IPLDocument36 pagesStihl 038 IPLKia Anne BaconNo ratings yet
- 7 TroubleshootingDocument6 pages7 TroubleshootingvanapeerNo ratings yet
- Directorate of Technical Education Board Examinations - Apr 2018Document2 pagesDirectorate of Technical Education Board Examinations - Apr 2018skptcaeNo ratings yet
- H80, H90, H100, H110, H120FT (U005)Document1,262 pagesH80, H90, H100, H110, H120FT (U005)Walisson.holiver Honorato De OliveiraNo ratings yet
- Alternators To Suit MitsubishiDocument7 pagesAlternators To Suit MitsubishiDave BowenNo ratings yet
- Wuxi Kipor Power Co., LTD.: Operation ManualDocument54 pagesWuxi Kipor Power Co., LTD.: Operation ManualMustafa Muktar AfatNo ratings yet
- FWD 3 Speed Automatic Transmission Parts List and Overhaul KitsDocument8 pagesFWD 3 Speed Automatic Transmission Parts List and Overhaul KitsAlexander Neyra0% (1)
- 787 No-Bleed Systems:: Saving Fuel and Enhancing Operational EfficienciesDocument6 pages787 No-Bleed Systems:: Saving Fuel and Enhancing Operational EfficienciesRuben RamonNo ratings yet
- 310-1512715 Bilge System H01Document11 pages310-1512715 Bilge System H01buturca sorinNo ratings yet
- Rl4f03a PDFDocument112 pagesRl4f03a PDFHector100% (9)
- Perkins m185c PDFDocument72 pagesPerkins m185c PDFСемён СемёновичNo ratings yet
- Drill Press Manual PDFDocument16 pagesDrill Press Manual PDFhawggy60No ratings yet
- Yamaha Tt600rDocument42 pagesYamaha Tt600rluca corvagliaNo ratings yet
- Applied Thermodynamics Course OutlineDocument4 pagesApplied Thermodynamics Course Outlinenavneetkpatil8409No ratings yet
- Hogahm - Products (Touch Screen, Automted Manual Transmission)Document8 pagesHogahm - Products (Touch Screen, Automted Manual Transmission)joenlikeok100% (2)
- Bepco Air Brake Troubleshooting ChartDocument5 pagesBepco Air Brake Troubleshooting ChartМирослав ВујицаNo ratings yet
- Catalogo Lombardini EngDocument20 pagesCatalogo Lombardini EngpngchanhNo ratings yet
- RT-87 Intermediate Fuel Accumulator (Issue 1, 03-03-2010)Document18 pagesRT-87 Intermediate Fuel Accumulator (Issue 1, 03-03-2010)maxwell333No ratings yet
- Modelo Numero de Parte DescripcionDocument9 pagesModelo Numero de Parte DescripcionLUIS021001No ratings yet
- Radiator - Assemble: Previous ScreenDocument8 pagesRadiator - Assemble: Previous ScreenKusuma JayaNo ratings yet