You might also like
- Renault 47 01 000 E Version AnglaiseDocument34 pagesRenault 47 01 000 E Version Anglaisejoaopedrosousa100% (10)
- 47-0-1000 - F (Ed.2021)Document34 pages47-0-1000 - F (Ed.2021)Ronald AraujoNo ratings yet
- PHMSA 2017 0158 0001 - Attachment - 37Document300 pagesPHMSA 2017 0158 0001 - Attachment - 37Pammy JainNo ratings yet
- 10-000000-0000100595-ACM-ENG-SPC-000430 - Section 032000Document20 pages10-000000-0000100595-ACM-ENG-SPC-000430 - Section 032000ahmad.suliman.saeedNo ratings yet
- 05 73 13 Glazed Metal RailingsDocument9 pages05 73 13 Glazed Metal RailingsdeepuVNITNo ratings yet
- 32-00-008 enDocument40 pages32-00-008 enJose ValenciaNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument29 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- WX100Document21 pagesWX100Emir AkçayNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument26 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument21 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- Low Maintenance Lead Acid Battery SpecDocument17 pagesLow Maintenance Lead Acid Battery SpecShailendra ArunNo ratings yet
- Aips01-02-015 Installation of Blind Type ThreadedDocument22 pagesAips01-02-015 Installation of Blind Type ThreadedAlberto Biedma FernándezNo ratings yet
- National Oil Corporation Special Purpose Couplings SpecDocument13 pagesNational Oil Corporation Special Purpose Couplings SpecYousab JacobNo ratings yet
- Welding Standard Requirements SummaryDocument6 pagesWelding Standard Requirements SummaryAob April100% (1)
- ST.00.776.FCI.000 - Welded Steel WorkDocument28 pagesST.00.776.FCI.000 - Welded Steel WorkDilip Patil100% (1)
- 175-022501 Flanges (WN, BL, Forged Steel & As)Document2 pages175-022501 Flanges (WN, BL, Forged Steel & As)ALINo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument12 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- Oil Company Gear Unit SpecificationDocument13 pagesOil Company Gear Unit SpecificationRochdi SahliNo ratings yet
- Materials For Reinforcing The - 4571000 - CenDocument14 pagesMaterials For Reinforcing The - 4571000 - CenPierre PescayNo ratings yet
- Double Sealed Window SpecDocument8 pagesDouble Sealed Window SpecManoj KumarNo ratings yet
- Offshore CP System Specification SummaryDocument9 pagesOffshore CP System Specification Summarysridar rNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument15 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
- WX100 Fastener Finish Speecification PDFDocument16 pagesWX100 Fastener Finish Speecification PDFJulion2009No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument16 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- CEB Specification 006:2008 Combined Metering TransformersDocument13 pagesCEB Specification 006:2008 Combined Metering TransformerskotiniNo ratings yet
- Wx100 PDF FreeDocument17 pagesWx100 PDF Freechinkal miglaniNo ratings yet
- WX100 World Wide Fastener Standard PDFDocument16 pagesWX100 World Wide Fastener Standard PDFRico Malibiran100% (1)
- 10-000000-0000100595-ACM-ENG-SPC-000649 - Section 034105Document48 pages10-000000-0000100595-ACM-ENG-SPC-000649 - Section 034105ahmad.suliman.saeedNo ratings yet
- Advanced Aluminum Anodizing TechnologyDocument7 pagesAdvanced Aluminum Anodizing TechnologyPuguh Cahpordjo Bae100% (1)
- National Oil Corporation: Rev Date Description Checked ApprovedDocument14 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
- 8474L-000-JSD-2310-001-4-Protective Coatings PDFDocument31 pages8474L-000-JSD-2310-001-4-Protective Coatings PDFDo Quynh100% (2)
- WX100 (04-2011)Document18 pagesWX100 (04-2011)Gustavo FelipeNo ratings yet
- CEB Specification for Outdoor Combined Metering TransformersDocument13 pagesCEB Specification for Outdoor Combined Metering TransformersSmit SoniNo ratings yet
- A1-10 Curtain WallsDocument58 pagesA1-10 Curtain WallsZYWNo ratings yet
- ACSR conductor specificationDocument14 pagesACSR conductor specificationPandora123456No ratings yet
- Dow Toluca agitator specificationDocument17 pagesDow Toluca agitator specificationGustavo HernandezNo ratings yet
- 8474l-000-Jsd-2310-001-2-Protective CoatingDocument31 pages8474l-000-Jsd-2310-001-2-Protective Coatinglebienthuy100% (1)
- National Oil Corporation: Rev Date Description Checked ApprovedDocument18 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- 2004A Rev 7Document78 pages2004A Rev 7Sri Dhar0% (1)
- Modular Cantilever System SpecificationDocument14 pagesModular Cantilever System SpecificationMaddi vasuNo ratings yet
- Sae J120-2002Document21 pagesSae J120-2002Marcos Rosenberg100% (1)
- 6.1. 2005 Rev5.1Document64 pages6.1. 2005 Rev5.1sumit kumarNo ratings yet
- Saudi Aramco Steel Repair MethodDocument11 pagesSaudi Aramco Steel Repair MethodDelta akathehuskyNo ratings yet
- Engineering Standard: SAES-H-200 30 March 2020 Storage, Handling, and Installation of Coated PipesDocument10 pagesEngineering Standard: SAES-H-200 30 March 2020 Storage, Handling, and Installation of Coated PipesMuhammad AsifNo ratings yet
- Spec - MCS - 0080Document15 pagesSpec - MCS - 0080Luv KaushalNo ratings yet
- A2 40 SkylightsDocument16 pagesA2 40 SkylightsJacky TiongNo ratings yet
- Aims03 08 007Document7 pagesAims03 08 007Jorge OrtegaNo ratings yet
- Repair and Reconditioning Specification For AC Squirrel-Cage Motors With Voltage Ratings of 2.3 KV To 13.2 KVDocument132 pagesRepair and Reconditioning Specification For AC Squirrel-Cage Motors With Voltage Ratings of 2.3 KV To 13.2 KVzulham100% (1)
- FS 4015 NGR, Rev - 0Document8 pagesFS 4015 NGR, Rev - 0Dinesh RajNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument31 pagesNational Oil Corporation: Rev Date Description Checked ApprovedAymen BabourNo ratings yet
- 55 Samss 001Document7 pages55 Samss 001Eagle SpiritNo ratings yet
- TS-MES-3203-CGC - Fittings - 13.03.2023Document321 pagesTS-MES-3203-CGC - Fittings - 13.03.2023energy8001No ratings yet
- Specifications for Welding of VII Solubilizer VesselDocument115 pagesSpecifications for Welding of VII Solubilizer Vesselazam RazzaqNo ratings yet
- Install of Grounding ModulesDocument10 pagesInstall of Grounding Modulesolegprikhodko2809No ratings yet
- 55 Samss 001Document7 pages55 Samss 001Vahid KosariNo ratings yet
- Tes H 107 01 R0 Painting PDFDocument56 pagesTes H 107 01 R0 Painting PDFUtkucan KILIÇ100% (2)
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- Aluminum Structures: A Guide to Their Specifications and DesignFrom EverandAluminum Structures: A Guide to Their Specifications and DesignRating: 5 out of 5 stars5/5 (2)
- Standard Operating Procedure for Small Part Analysis in Clean RoomDocument5 pagesStandard Operating Procedure for Small Part Analysis in Clean RoomCarlos LanzillottoNo ratings yet
- jwn890110 enDocument11 pagesjwn890110 enCarlos LanzillottoNo ratings yet
- MRI/US Fusion-Guided Prostate Biopsy Allows For Equivalent Cancer Detection With Significantly Fewer Needle Cores in Biopsy-Naive MenDocument6 pagesMRI/US Fusion-Guided Prostate Biopsy Allows For Equivalent Cancer Detection With Significantly Fewer Needle Cores in Biopsy-Naive MenCarlos LanzillottoNo ratings yet
- 1135 DHF TS 012 2019 v2Document60 pages1135 DHF TS 012 2019 v2Carlos LanzillottoNo ratings yet
- En 12604 (2000) (E)Document7 pagesEn 12604 (2000) (E)Carlos LanzillottoNo ratings yet
- GMW14668Document20 pagesGMW14668Carlos LanzillottoNo ratings yet
- Class X Chapter 1Document5 pagesClass X Chapter 1Krish TiwariNo ratings yet
- KomGuide E PDFDocument260 pagesKomGuide E PDFAmândio PintoNo ratings yet
- New Rich Text DocumentDocument17 pagesNew Rich Text DocumentATUL ARYANNo ratings yet
- Electrochemistry Exercises - SolutionsDocument19 pagesElectrochemistry Exercises - SolutionsHữu ĐứcNo ratings yet
- Haber process conditionsDocument1 pageHaber process conditionsbubutrain2003No ratings yet
- Chemical Reaction 2 PDFDocument32 pagesChemical Reaction 2 PDFIpshita PathakNo ratings yet
- Revision Test Electrolysis OlevelsDocument5 pagesRevision Test Electrolysis OlevelsMomin BabarNo ratings yet
- Process Development To Recover Rare Earth Metals From Monazite Mineral A Review Kumari2015MEDocument15 pagesProcess Development To Recover Rare Earth Metals From Monazite Mineral A Review Kumari2015MEmtanaydinNo ratings yet
- Elemental AnalysisDocument3 pagesElemental AnalysisRicha-Lyn BeldoaNo ratings yet
- Calculations ExamplesDocument7 pagesCalculations ExamplesMduduzi Magiva MahlanguNo ratings yet
- E Book On SS WeldingDocument71 pagesE Book On SS WeldingNiranjan Rajavel TigerNo ratings yet
- Electrochemistry: OxidationDocument17 pagesElectrochemistry: OxidationVignesh RajendranNo ratings yet
- Chapter 3: Chemical Formulas & EquationsDocument10 pagesChapter 3: Chemical Formulas & EquationsSarah WongNo ratings yet
- Potassium Sodium TartrateDocument17 pagesPotassium Sodium TartrateAlyana Dizon100% (1)
- Topic 1 Atomic Structure Revision MatDocument6 pagesTopic 1 Atomic Structure Revision MatMireiaNo ratings yet
- The P-Block ElementsDocument10 pagesThe P-Block ElementsShravani KNo ratings yet
- Bhutan Standard For Natural Mineral Water 1. ScopeDocument2 pagesBhutan Standard For Natural Mineral Water 1. ScopeOjhal RaiNo ratings yet
- F321 Module 3 Practice 3Document10 pagesF321 Module 3 Practice 3coughsyrup123No ratings yet
- Identify Cations Lab: Group I Precipitation ReactionsDocument21 pagesIdentify Cations Lab: Group I Precipitation Reactionsafaflotfi_155696459No ratings yet
- Powerful Disinfectant Tablets for Water TreatmentDocument5 pagesPowerful Disinfectant Tablets for Water TreatmentDiego ArmandoNo ratings yet
- Chapter 5 Coordination CompoundDocument36 pagesChapter 5 Coordination Compoundammar zakariaNo ratings yet
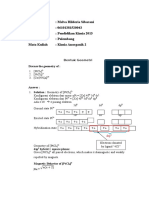
- Tugas VBT Kimia Anorganik 2-Melva Hilderia S. (06101381520043)Document6 pagesTugas VBT Kimia Anorganik 2-Melva Hilderia S. (06101381520043)Melva SibaraniNo ratings yet
- Discovery of Element 101 MendeleviumDocument1 pageDiscovery of Element 101 MendeleviumJebEscuetaAriolaNo ratings yet
- As Level Chemistry A H032 - 01 Data Booklet CST263Document4 pagesAs Level Chemistry A H032 - 01 Data Booklet CST263Sujal PatelNo ratings yet
- Quiz PTOE EC Key AnswersDocument3 pagesQuiz PTOE EC Key AnswersPACITA LESTOJASNo ratings yet
- IGCSE Chemistry - Acids Bases and SaltsDocument13 pagesIGCSE Chemistry - Acids Bases and SaltsChemistryKlipz100% (11)
- P BlockDocument15 pagesP Blockharshul jainNo ratings yet
- Percent YieldDocument14 pagesPercent YieldNav MehrganNo ratings yet
- Curs 8Document38 pagesCurs 8didibutterflyNo ratings yet
- Sodium Metal AnalysisDocument2 pagesSodium Metal AnalysisCindy GallosNo ratings yet