You might also like
- Polyurea Waterproofingitp-1 PDFDocument3 pagesPolyurea Waterproofingitp-1 PDFgops1963No ratings yet
- Hempafloor Self-Level 200Document2 pagesHempafloor Self-Level 200Fadi MagdyNo ratings yet
- MOS of BackfillingDocument2 pagesMOS of BackfillingPoru ManNo ratings yet
- PDS Simacover Tar Epoxy 3404-00Document4 pagesPDS Simacover Tar Epoxy 3404-00Aulia RahmahNo ratings yet
- Construction Quality Checklist 1.1Document22 pagesConstruction Quality Checklist 1.1lowiyaun100% (1)
- Architectural Painting Works Ins ChecklistDocument2 pagesArchitectural Painting Works Ins Checklistmunna100% (1)
- Fosroc Polyurea FLMDocument4 pagesFosroc Polyurea FLMtalatzahoorNo ratings yet
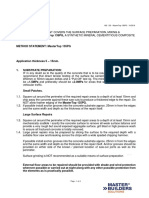
- MS - MasterTop 135PGDocument4 pagesMS - MasterTop 135PGAzhar Shaikh100% (1)
- External Pipe Wrapping - Inspection and Test Plan: Description of LocationDocument2 pagesExternal Pipe Wrapping - Inspection and Test Plan: Description of LocationDavidNo ratings yet
- Painting Work Method StatementDocument5 pagesPainting Work Method StatementMusthafa ShaikNo ratings yet
- Epoxy Grouting Application Work ProcedureDocument14 pagesEpoxy Grouting Application Work Proceduremanoj thakkarNo ratings yet
- Structured Method Statement For Concrete Repair - 2Document10 pagesStructured Method Statement For Concrete Repair - 2m.umarNo ratings yet
- Hydrostatic Testing of Pressure Pipelines PDFDocument3 pagesHydrostatic Testing of Pressure Pipelines PDFEngineerSajidAlam100% (1)
- Study On The Durability of Surface Coating Materials For Concrete StructuresDocument12 pagesStudy On The Durability of Surface Coating Materials For Concrete StructuresagustinussetNo ratings yet
- Blasting and Painting ProcedureDocument27 pagesBlasting and Painting ProcedurePerlie BellomosNo ratings yet
- Emulsion Paint ChecklistDocument2 pagesEmulsion Paint Checklistmesmerize59No ratings yet
- PFP ProcedureDocument6 pagesPFP ProcedureRamesh100% (1)
- Jotun Resist 86Document5 pagesJotun Resist 86Ansar AliNo ratings yet
- Revision Questions PA 10 Specific Page 23-12Document2 pagesRevision Questions PA 10 Specific Page 23-12Bayu Falen100% (2)
- Daily Painting Inspection Report 08Document2 pagesDaily Painting Inspection Report 08Oussama Ben AbbesNo ratings yet
- ID-PRC 21 - Anti-Corrosion Wrapping UG Steel PipingDocument10 pagesID-PRC 21 - Anti-Corrosion Wrapping UG Steel Pipingcloud23No ratings yet
- 1.i-503b - Interlock Logic Test PDFDocument1 page1.i-503b - Interlock Logic Test PDFJan Richardo GultomNo ratings yet
- Fire Stop Work Installation & Application Method Statement: ScopeDocument22 pagesFire Stop Work Installation & Application Method Statement: ScopeWahid HusainNo ratings yet
- Painting Procedure GlobalDocument15 pagesPainting Procedure GlobalUbed KudachiNo ratings yet
- Vetonit Spatter Dash-MC SDM212Document2 pagesVetonit Spatter Dash-MC SDM212toni mujiyonoNo ratings yet
- Apcs 17a 85710Document2 pagesApcs 17a 85710jojo_323No ratings yet
- Cem Tec White PuDocument2 pagesCem Tec White Pupravi3434No ratings yet
- AST Nozzle Repair Req.Document10 pagesAST Nozzle Repair Req.Irvansyah RazadinNo ratings yet
- Fenomastic Hygiene Emulsion SilkDocument4 pagesFenomastic Hygiene Emulsion Silkمحمد عزتNo ratings yet
- Application ProcedureDocument18 pagesApplication ProcedureTeguh SilaNo ratings yet
- GeoGuide LR11 RecordDocument2 pagesGeoGuide LR11 RecordBình Huỳnh ThanhNo ratings yet
- Method Statement Installation Os Static Equipment and InternalsDocument24 pagesMethod Statement Installation Os Static Equipment and InternalsAjin SNo ratings yet
- Work Procedure For Concreting Along With ChecklistDocument13 pagesWork Procedure For Concreting Along With ChecklistNaveed AhsanNo ratings yet
- Method Statement For Bituminous Damp Proofing For Concrete and Masonry WorkDocument11 pagesMethod Statement For Bituminous Damp Proofing For Concrete and Masonry WorkOsama Abdulkafi100% (1)
- Ed 000 CST WMS 0021Document9 pagesEd 000 CST WMS 0021Fitriansyah Adi Putra IrwanNo ratings yet
- Method Statement For Repaire External PaintingDocument1 pageMethod Statement For Repaire External PaintingYASIRNo ratings yet
- Renderoc TGDocument4 pagesRenderoc TGBalasubramanian Ananth100% (1)
- Contractor IOT Infrastructure & Energy Services LTDDocument38 pagesContractor IOT Infrastructure & Energy Services LTDNaveen KurupNo ratings yet
- IP MS 09 GroutingDocument4 pagesIP MS 09 GroutingZubair Ahmed KhaskheliNo ratings yet
- WMS-POP Punning PDFDocument1 pageWMS-POP Punning PDFRobin DahiyaNo ratings yet
- Procedure For Holiday Testing PDFDocument2 pagesProcedure For Holiday Testing PDFSaptarshi MandalNo ratings yet
- Polyseal 1PU: One Part Polyurethane Joint SealantDocument2 pagesPolyseal 1PU: One Part Polyurethane Joint SealantVaittianathan MahavapillaiNo ratings yet
- Epoxy Painting MethodDocument3 pagesEpoxy Painting MethodKaram MoatasemNo ratings yet
- Quality Assurance ManualDocument6 pagesQuality Assurance ManualEdgarDavidDiazCamposNo ratings yet
- Painting Method StatementDocument10 pagesPainting Method StatementYusufNo ratings yet
- SurfaceProcedure Preparation-085 R3Document17 pagesSurfaceProcedure Preparation-085 R3Vinu Raveendran100% (1)
- Injection SystemDocument8 pagesInjection SystemMohammed Alkhateeb100% (1)
- (MS) Nitofill PU 1FDocument4 pages(MS) Nitofill PU 1FMuhammad FachriNo ratings yet
- 1method Statement For Passivation and PicklingDocument6 pages1method Statement For Passivation and PicklinggatoNo ratings yet
- Saudi Aramco Inspection ChecklistDocument10 pagesSaudi Aramco Inspection ChecklistAbdul HannanNo ratings yet
- Blasting Painting ProcedureDocument4 pagesBlasting Painting ProcedureRyanNo ratings yet
- Method Statement For ScaffoldingDocument3 pagesMethod Statement For ScaffoldingDouglas JambaNo ratings yet
- (Painting Works) : Inspection and Test PlanDocument2 pages(Painting Works) : Inspection and Test Planrize1159No ratings yet
- Specification Checklist For Steel and Concrete CoatingDocument5 pagesSpecification Checklist For Steel and Concrete Coatingsea_jazzNo ratings yet
- Painting Process Equipment and PipingDocument17 pagesPainting Process Equipment and PipingJoseph Darwin ZionNo ratings yet
- Corus - A Corrosion Protection GuideDocument6 pagesCorus - A Corrosion Protection GuideBellana SirishNo ratings yet
- Durashield 110 61Document6 pagesDurashield 110 61huicholeNo ratings yet
- Hot Dip Galvanizing For Structural SteelDocument4 pagesHot Dip Galvanizing For Structural SteelAnonymous wj4TSO8No ratings yet
- Shop Painting 411Document4 pagesShop Painting 411quietdifferentNo ratings yet
- 41537TECH MechDocument24 pages41537TECH MechSunilChotaliyaNo ratings yet
- Asme Addenda 2011Document59 pagesAsme Addenda 2011ricardodelatorreNo ratings yet
- CSM Truckpro Catalogue 2014Document28 pagesCSM Truckpro Catalogue 2014Alberto BarrazaNo ratings yet
- Zbirno - Manual ARGO EN12845 - 2011.09 Rev.02 - EN-1 PDFDocument44 pagesZbirno - Manual ARGO EN12845 - 2011.09 Rev.02 - EN-1 PDFDelibor DeliboricNo ratings yet
- Andenes Oljekj - Ler KS12-AEP-123 L800Document19 pagesAndenes Oljekj - Ler KS12-AEP-123 L800MaxiwendelNo ratings yet
- BS 10 Table Flange Dimensions PDFDocument5 pagesBS 10 Table Flange Dimensions PDFvishwas salunkhe100% (1)
- HTTP WWW Pressbolt Com Astm A193 b7, b7m, b8, b8m, b16, A320 l7, l7m, l43 Studbolts HTMLDocument2 pagesHTTP WWW Pressbolt Com Astm A193 b7, b7m, b8, b8m, b16, A320 l7, l7m, l43 Studbolts HTMLMashudi FikriNo ratings yet
- Commodity Group - PipingDocument12 pagesCommodity Group - PipingAndreas Schlager100% (1)
- IPN (INP) Beams. European Standard Universal Steel I Beams (IPN Section) Flange Slope 14 %Document2 pagesIPN (INP) Beams. European Standard Universal Steel I Beams (IPN Section) Flange Slope 14 %Sampath GaneshNo ratings yet
- 6BT5.9G2 CPL1189 So40147Document85 pages6BT5.9G2 CPL1189 So40147Alexis SanchezNo ratings yet
- 9 - GEST 17 492 Edition 2 - Specifications and Approval Procedure For Valves To Be Used in Liquid Cl2...Document84 pages9 - GEST 17 492 Edition 2 - Specifications and Approval Procedure For Valves To Be Used in Liquid Cl2...Ademilson JuniorNo ratings yet
- 6669 Titan PMB IBC Monitor TrailerDocument2 pages6669 Titan PMB IBC Monitor TrailerAditya Rizky PratamaNo ratings yet
- Pressure/Temperature Ratings For Flanges Asme/Ansi B16.5-2013Document1 pagePressure/Temperature Ratings For Flanges Asme/Ansi B16.5-2013siraphat.bmNo ratings yet
- Cat CSVDocument36 pagesCat CSVaqhammamNo ratings yet
- Bonfiglioli W Series Gearbox ManualDocument54 pagesBonfiglioli W Series Gearbox Manualjadetorres0% (1)
- Practical Piping CurseDocument46 pagesPractical Piping Cursemsaad2100% (1)
- ASTM F1545 Plastic Lined Pipe 0803Document6 pagesASTM F1545 Plastic Lined Pipe 0803JabranYounasNo ratings yet
- Kahramaa Water Specifications PDFDocument102 pagesKahramaa Water Specifications PDFshujad77No ratings yet
- 5.7 Asmeviii A-2 & Tema Split Backing RingDocument1 page5.7 Asmeviii A-2 & Tema Split Backing RingpastylNo ratings yet
- 2GDocument8 pages2GGaurav Panditrao UdanshivNo ratings yet
- 750 Turbo Diagrams & PartsDocument135 pages750 Turbo Diagrams & PartsSandy HillNo ratings yet
- ASME B16.48 2010 Line BlanksDocument56 pagesASME B16.48 2010 Line BlanksRamesh Krishnan100% (2)
- Piping Class - GS70Document1 pagePiping Class - GS70Dmitriy RybakovNo ratings yet
- Galvapole Catalogue 2008Document16 pagesGalvapole Catalogue 2008rieza_fNo ratings yet
- BHMN CondensedCatalog BR 18714E 0121 EnglishDocument24 pagesBHMN CondensedCatalog BR 18714E 0121 EnglishVellandya Devi P SNo ratings yet
- Sanitary and Plumbing System: Proposed Cerise TowerDocument12 pagesSanitary and Plumbing System: Proposed Cerise Towertristan guarinoNo ratings yet
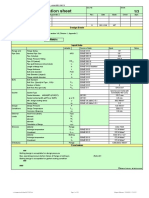
- Flange Calculation Sheet: MetricDocument20 pagesFlange Calculation Sheet: MetricFabricio67% (3)
- Water Meter Design Criteria ManualDocument21 pagesWater Meter Design Criteria ManualAnonymous M0tjyWNo ratings yet
- Catalogue GateDocument1 pageCatalogue Gatezulfan ivanzNo ratings yet
- Gate, Globe and Check Valves (Amendments/Supplements To Iso 15761)Document13 pagesGate, Globe and Check Valves (Amendments/Supplements To Iso 15761)윤규섭100% (1)
- Valvula .ArfluDocument118 pagesValvula .Arfluangel faresNo ratings yet