You might also like
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet
- Iphone X Schematic - 820-00863-09+820-00864-06Document92 pagesIphone X Schematic - 820-00863-09+820-00864-06Hans LütherNo ratings yet
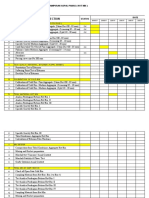
- Calibration Maintance ChartDocument1 pageCalibration Maintance ChartSundara NayakanNo ratings yet
- Calibration Maintance ChartDocument1 pageCalibration Maintance ChartSundara NayakanNo ratings yet
- Schedule DiagramDocument7 pagesSchedule DiagramArvindNo ratings yet
- Steel Michael Transverse FrameDocument21 pagesSteel Michael Transverse FrameMichael Adrian MagbanuaNo ratings yet
- Hfy3 3385 Gen WPR 0044Document7 pagesHfy3 3385 Gen WPR 0044zhangjieNo ratings yet
- Pump Selection Rev 03Document9 pagesPump Selection Rev 03orode franklynNo ratings yet
- Pump Selection Analysis: Calc. by Date CHK'D by Date App'd by DateDocument9 pagesPump Selection Analysis: Calc. by Date CHK'D by Date App'd by Dateorode franklynNo ratings yet
- State Point Analysis SPA Updated 13jan21Document19 pagesState Point Analysis SPA Updated 13jan21syafiq izzuddin bin sapriNo ratings yet
- Watson - Daily Report 2 Sept 2023Document2 pagesWatson - Daily Report 2 Sept 2023andreas pranotoNo ratings yet
- Nido - PSP Mejillones: Estudio Hidrodinámico Rotura de Presas Embalse Superior E InferiorDocument17 pagesNido - PSP Mejillones: Estudio Hidrodinámico Rotura de Presas Embalse Superior E Inferiorpiper123123123No ratings yet
- Fermator VVVF 4Document20 pagesFermator VVVF 4Businge EricNo ratings yet
- Al Multaqaa Presentation v2Document22 pagesAl Multaqaa Presentation v2Hasaan WaheedNo ratings yet
- Om Case StudyDocument15 pagesOm Case StudyPronob MithunNo ratings yet
- 04 Minerals Library Consumer Objects 5p1s4aDocument217 pages04 Minerals Library Consumer Objects 5p1s4aSamrong Chek BENo ratings yet
- Progres Bentoel K1 LAB - 016Document823 pagesProgres Bentoel K1 LAB - 016Toman A. Edoardo NababanNo ratings yet
- Measuring Tape Manufacturing FeasibilityDocument6 pagesMeasuring Tape Manufacturing FeasibilityNauman TajNo ratings yet
- Watson - Daily Report 1 Sept 2023Document2 pagesWatson - Daily Report 1 Sept 2023andreas pranotoNo ratings yet
- Factory Acceptenc Test-12022023151439Document20 pagesFactory Acceptenc Test-12022023151439remarkhb.maintenanceNo ratings yet
- Well Program Bangko # 317Document21 pagesWell Program Bangko # 317Ryan SinagaNo ratings yet
- DR13 12.10.2021Document2 pagesDR13 12.10.2021antaryamisinghNo ratings yet
- Certificate of Analysis: Als Peru S.A. Final 16-AUG-10 16:47 (MT)Document5 pagesCertificate of Analysis: Als Peru S.A. Final 16-AUG-10 16:47 (MT)Anthony Giroshi Torres SotoNo ratings yet
- F PIM 008 Rev 5 Daily Project LogbookAMOROS MAY 4-10-2023Document12 pagesF PIM 008 Rev 5 Daily Project LogbookAMOROS MAY 4-10-2023Mae EregNo ratings yet
- Laporan Progres: Total Sementara 140.148 140.148Document43 pagesLaporan Progres: Total Sementara 140.148 140.148ridhoNo ratings yet
- Weekly Inspection ReportDocument25 pagesWeekly Inspection ReportMariel San AndresNo ratings yet
- Asco Valve Canada Introduces New Red Hat ValveDocument3 pagesAsco Valve Canada Introduces New Red Hat ValveStraw Berry0% (1)
- 05020-250-090-MDS-116-01-01 Rev.2 (090TK-001,002) DCU FEED TANKSDocument5 pages05020-250-090-MDS-116-01-01 Rev.2 (090TK-001,002) DCU FEED TANKSSelim SelimNo ratings yet
- CHART BASAL BOLUS ACTRAPIDpDocument2 pagesCHART BASAL BOLUS ACTRAPIDpAmirNo ratings yet
- Daily Report 24 Februari 2024-1Document2 pagesDaily Report 24 Februari 2024-1stefanustobing0907No ratings yet
- 20 Minerals Library Yard and Port ObjectsDocument49 pages20 Minerals Library Yard and Port ObjectsKhaled EbaidNo ratings yet
- Weekly Report - 03 (20.11.2020) - With MEPDocument23 pagesWeekly Report - 03 (20.11.2020) - With MEPAnisa FebrianaNo ratings yet
- Instructions ADocument16 pagesInstructions AicineysaNo ratings yet
- Polyester Resin ManufactureDocument49 pagesPolyester Resin ManufactureGreg Voloshenko100% (9)
- AA 3204 Silt Curtain System-20160920-JV FDocument14 pagesAA 3204 Silt Curtain System-20160920-JV FGordon KwanNo ratings yet
- 1st Management Review Template 2016Document14 pages1st Management Review Template 2016Gabriel BolatitoNo ratings yet
- Wekkly Report Draft Civil EngineeringDocument120 pagesWekkly Report Draft Civil EngineeringHerman SitinjakNo ratings yet
- Om Case StudyDocument13 pagesOm Case StudyMariya NoorNo ratings yet
- Janitorial EquipmentDocument9 pagesJanitorial EquipmentinfoNo ratings yet
- Basic Production Training: Based On Api - 14 CDocument137 pagesBasic Production Training: Based On Api - 14 CAbdul MuqtadirNo ratings yet
- Staad ReportDocument1,307 pagesStaad ReportMohammed FlahaNo ratings yet
- CurvesDocument49 pagesCurvesSAMBHAVNo ratings yet
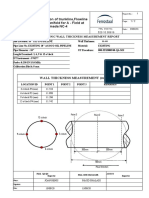
- UT Examination RecordDocument2 pagesUT Examination RecordJoanrenis SaranyaNo ratings yet
- Earthquake Engineering: Job InformationDocument27 pagesEarthquake Engineering: Job Informationpablo naragNo ratings yet
- Lembar Pengesahan Dan CoverDocument12 pagesLembar Pengesahan Dan CoverRamdan Pramedis SetyaNo ratings yet
- Pa-60 R7Document48 pagesPa-60 R7Patrick MbunguNo ratings yet
- Work Step Accelerated Stucture Work: Pt. Totalindo Eka PersadaDocument1 pageWork Step Accelerated Stucture Work: Pt. Totalindo Eka PersadaFernando SaintNo ratings yet
- Temperature Press. Control ValveDocument63 pagesTemperature Press. Control ValveGeorgiNo ratings yet
- STAGEWISE PLAN WhitegateDocument5 pagesSTAGEWISE PLAN WhitegateUtkarsh MathurNo ratings yet
- 1 Lampiran Penilaian TPPDocument26 pages1 Lampiran Penilaian TPPalimin paluNo ratings yet
- Ac A300-600 20091201Document192 pagesAc A300-600 20091201Mahmoud Elbolkini100% (1)
- APEL Aqua Patch Test Data 6e8ded7733Document10 pagesAPEL Aqua Patch Test Data 6e8ded7733Adelina GeorgianaNo ratings yet
- 2VAA000337A5021 en 800 Series Turbine Module Firmware Rev 5.0.2.11 Release NotesDocument11 pages2VAA000337A5021 en 800 Series Turbine Module Firmware Rev 5.0.2.11 Release NotesOscar Garcia100% (1)
- Bar Chart To Re-Balangir 28022017Document6 pagesBar Chart To Re-Balangir 28022017lntpradeepNo ratings yet
- تقرير فحص الكونكريتDocument1 pageتقرير فحص الكونكريتMohammed SamerNo ratings yet
- Schedule Booster FanDocument1 pageSchedule Booster FanMarhendraNo ratings yet
- NM2-SCI-DA-3-GRO-MS-0012-A-PRL - CMS For Curtain Grouting For Main Dam Foundation - Stage 1Document16 pagesNM2-SCI-DA-3-GRO-MS-0012-A-PRL - CMS For Curtain Grouting For Main Dam Foundation - Stage 1Joseph NguyenNo ratings yet
- Fuel+Table+ +compactorsDocument3 pagesFuel+Table+ +compactorsHopper GrassNo ratings yet
- Fuel+Table+ +compactorsDocument3 pagesFuel+Table+ +compactorsHopper GrassNo ratings yet
- Simple C Program To Display "Hello World"Document2 pagesSimple C Program To Display "Hello World"Tanmay VivekNo ratings yet
- Monthly ReportDocument21 pagesMonthly ReportTanmay VivekNo ratings yet
- Nineth Week ReportDocument7 pagesNineth Week ReportTanmay VivekNo ratings yet
- Second Week ReportDocument7 pagesSecond Week ReportTanmay VivekNo ratings yet
- PetlineDocument9 pagesPetlineTanmay VivekNo ratings yet
- Business Forecast 15 YearsDocument95 pagesBusiness Forecast 15 YearsTanmay VivekNo ratings yet
- Four Point Bending Test Presentation of Project ReportDocument17 pagesFour Point Bending Test Presentation of Project ReportTanmay VivekNo ratings yet
- Assembly - Introduction and Practice - Part 1Document22 pagesAssembly - Introduction and Practice - Part 1Tanmay VivekNo ratings yet
- Pig Farm Detail Business PlanDocument46 pagesPig Farm Detail Business PlanTanmay VivekNo ratings yet
- First Week ReportDocument8 pagesFirst Week ReportTanmay VivekNo ratings yet
- Coureswprk On The Job Training ReportDocument72 pagesCoureswprk On The Job Training ReportTanmay VivekNo ratings yet
- 072-BIE-115 OJT PresentationDocument11 pages072-BIE-115 OJT PresentationTanmay VivekNo ratings yet
- Combined Maize Peeler and Thresher AddedDocument24 pagesCombined Maize Peeler and Thresher AddedTanmay VivekNo ratings yet
- Final Year Project ProposalDocument19 pagesFinal Year Project ProposalTanmay VivekNo ratings yet
- Overall Equipment Efficiency A Case Study at Bottling PlantDocument37 pagesOverall Equipment Efficiency A Case Study at Bottling PlantTanmay VivekNo ratings yet
- Engineering Seminar Report 8th SemDocument30 pagesEngineering Seminar Report 8th SemTanmay VivekNo ratings yet
- Nebico BiscuitDocument22 pagesNebico BiscuitTanmay VivekNo ratings yet
- Line Tracking and Net Efficiency CalculationDocument22 pagesLine Tracking and Net Efficiency CalculationTanmay VivekNo ratings yet
- Line Tracking and Study of Production DataDocument11 pagesLine Tracking and Study of Production DataTanmay VivekNo ratings yet
- Case Study On Apollo TyresDocument14 pagesCase Study On Apollo TyresdeepakjmartinNo ratings yet
- List of Variables To Be Used in CapstoneDocument2 pagesList of Variables To Be Used in CapstoneErn TNo ratings yet
- Microfinance For HousingDocument14 pagesMicrofinance For HousingChristopher BennettNo ratings yet
- Budget Monitoring DashboardDocument1 pageBudget Monitoring DashboardapurvajahagirdarNo ratings yet
- Financial Times Europe - 16-10-2019Document20 pagesFinancial Times Europe - 16-10-2019Ashutosh YadavNo ratings yet
- Mcomregulationssyllabus 20Document44 pagesMcomregulationssyllabus 20Prakash KisoreNo ratings yet
- Literacy RateDocument3 pagesLiteracy RateKhaspa ChandraNo ratings yet
- Macroeconomics Canadian 5Th Edition Blanchard Solutions Manual Full Chapter PDFDocument25 pagesMacroeconomics Canadian 5Th Edition Blanchard Solutions Manual Full Chapter PDFkevin.reider416100% (11)
- BIR Ruling On Functional CurrencyDocument2 pagesBIR Ruling On Functional CurrencyOrlando O. CalundanNo ratings yet
- Kualitas Pelayanan Jasa Penerbangan PT Garuda IndonesiaDocument11 pagesKualitas Pelayanan Jasa Penerbangan PT Garuda Indonesiachindy sulistyNo ratings yet
- Handicrafts Key Facts: Home About Us Feedback Contact Us Site MapDocument4 pagesHandicrafts Key Facts: Home About Us Feedback Contact Us Site Map1kashmirNo ratings yet
- Social Costs Social Rights and The Limits of FreeDocument21 pagesSocial Costs Social Rights and The Limits of FreeMarith RosalesNo ratings yet
- Civpro Brondial FTDocument8 pagesCivpro Brondial FTRayner AbuegNo ratings yet
- COGS1 ExampleDocument30 pagesCOGS1 ExamplePritesh MoganeNo ratings yet
- Unemployment QuestionnaireDocument4 pagesUnemployment QuestionnaireAnonymous 2gGScOaS786% (7)
- Accounting An Introduction NZ 2nd Edition Atrill Test BankDocument26 pagesAccounting An Introduction NZ 2nd Edition Atrill Test Banksophronianhat6dk2k100% (26)
- Bizops Tut 1 AnswersDocument2 pagesBizops Tut 1 Answersgao linxinNo ratings yet
- Calculating Days Sales OutstandingDocument3 pagesCalculating Days Sales Outstandingakak0% (1)
- Dynamic Marketing Strategy ProjectDocument10 pagesDynamic Marketing Strategy ProjectSahil SharmaNo ratings yet
- Handbook of Polypropylene and Polypropylene Composites, Revised and Expanded (Plastics Engineering) (2003)Document740 pagesHandbook of Polypropylene and Polypropylene Composites, Revised and Expanded (Plastics Engineering) (2003)Maite Isabel Esteiro100% (1)
- Check Clearing For The 21ST Century ActDocument20 pagesCheck Clearing For The 21ST Century ActkevinmgoreNo ratings yet
- Bank Wise RTGS Inward and Outward - August 2013Document8 pagesBank Wise RTGS Inward and Outward - August 2013Santosh KardakNo ratings yet
- Handbook On Agricultural Cost of Production Statistics PreEGM2015Document124 pagesHandbook On Agricultural Cost of Production Statistics PreEGM2015hodatabaNo ratings yet
- Rtment Billing-1Document6 pagesRtment Billing-1Benita Hikes100% (3)
- The Jap YenDocument13 pagesThe Jap YenRadhika KashyapNo ratings yet
- AMC Diary 2008Document232 pagesAMC Diary 2008bhaveshbhoiNo ratings yet
- Key Differences Between Sole Proprietorship and Joint Hindu Family Firm - A Comparison ChartDocument6 pagesKey Differences Between Sole Proprietorship and Joint Hindu Family Firm - A Comparison ChartVarun KocharNo ratings yet
- Sloping Agricultural Land TechnologyDocument12 pagesSloping Agricultural Land TechnologyBe ChahNo ratings yet
- Economics Study Guide Unit 2: Market Economies at Work: Supply & Demand DemandDocument3 pagesEconomics Study Guide Unit 2: Market Economies at Work: Supply & Demand DemandKini Bubblezz HaynesNo ratings yet
- BB PT SantosaDocument62 pagesBB PT SantosaSiti ZahraNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Marine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsFrom EverandMarine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsRating: 4.5 out of 5 stars4.5/5 (3)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- Design Recipes for FPGAs: Using Verilog and VHDLFrom EverandDesign Recipes for FPGAs: Using Verilog and VHDLRating: 2 out of 5 stars2/5 (1)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionFrom EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneFrom EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneRating: 4.5 out of 5 stars4.5/5 (5)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsFrom EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (12)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Build Better Products: A Modern Approach to Building Successful User-Centered ProductsFrom EverandBuild Better Products: A Modern Approach to Building Successful User-Centered ProductsNo ratings yet