You might also like
- Advanced Water Injection for Low Permeability Reservoirs: Theory and PracticeFrom EverandAdvanced Water Injection for Low Permeability Reservoirs: Theory and PracticeRating: 4 out of 5 stars4/5 (2)
- 948 1849 1 PBDocument17 pages948 1849 1 PBVivi Indah PancaraniNo ratings yet
- Mine Production Index (MPI) - Extension of OEE For Bottleneck Detection in MiningDocument8 pagesMine Production Index (MPI) - Extension of OEE For Bottleneck Detection in Miningmohammad alimohammadi saniNo ratings yet
- Performance Measurement of Surface Mining Equipment by Using Overall Equipment EffectivenessDocument6 pagesPerformance Measurement of Surface Mining Equipment by Using Overall Equipment EffectivenessmellionsbycelmaNo ratings yet
- Performance Measurement of Surface Mining Equipment by Using Overall Equipment EffectivenesssDocument6 pagesPerformance Measurement of Surface Mining Equipment by Using Overall Equipment EffectivenesssFelipe JimenezNo ratings yet
- Energies: Analysing The Utilisation E Machines Using Independent Data Acquisition Systems: A Case StudyDocument15 pagesEnergies: Analysing The Utilisation E Machines Using Independent Data Acquisition Systems: A Case StudyCHzambranoNo ratings yet
- Analisis Efektifitas Kinerja Excavator Pada Aktifitas Ob Removal Penambangan Batubara Menggunakan Metode OeeDocument10 pagesAnalisis Efektifitas Kinerja Excavator Pada Aktifitas Ob Removal Penambangan Batubara Menggunakan Metode OeeAntonius Perdhinando ParhusipNo ratings yet
- Measuring The Effectiveness of Mining ShovelsDocument7 pagesMeasuring The Effectiveness of Mining ShovelsCARLOS FABRIZIO MONTOYA VEGANo ratings yet
- Automatic Estimation of Excavator Actual and Relative Cycle TimesDocument16 pagesAutomatic Estimation of Excavator Actual and Relative Cycle TimesisprengelNo ratings yet
- Application of Queuing Theory For Effective Equipment Utilization and Maximization of Productivity in Construction ManagementDocument10 pagesApplication of Queuing Theory For Effective Equipment Utilization and Maximization of Productivity in Construction Managementعمر الفاضل ود ستوناNo ratings yet
- Auxiliary Intelligent OS DraglineDocument17 pagesAuxiliary Intelligent OS DraglineAlfadinAzzahrawaaniElNauvalNo ratings yet
- Performance Measurement of Mining Equipment: International Journal of Emerging Technology and Advanced EngineeringDocument9 pagesPerformance Measurement of Mining Equipment: International Journal of Emerging Technology and Advanced EngineeringathirahmaricarNo ratings yet
- Optimization of Facility Layout For Improvement in ProductivityDocument7 pagesOptimization of Facility Layout For Improvement in ProductivityTania MajumderNo ratings yet
- Development of A Belt Conveyor For Small Scale Industry: September 2017Document6 pagesDevelopment of A Belt Conveyor For Small Scale Industry: September 2017DatNo ratings yet
- Estimating Capital and Operational Costs of Backhoe ShovelsDocument8 pagesEstimating Capital and Operational Costs of Backhoe Shovelsmohammad alimohammadi saniNo ratings yet
- Use of Machine Learning Algorithm Models To Optimize The Fleet Management System in Opencast MinesDocument9 pagesUse of Machine Learning Algorithm Models To Optimize The Fleet Management System in Opencast MinesInternational Journal of Innovative Science and Research Technology100% (1)
- Mining 01 00011Document13 pagesMining 01 00011bernardNo ratings yet
- A Review Paper of Various Industrial Material Handling SystemsDocument5 pagesA Review Paper of Various Industrial Material Handling SystemsRINKAL LOUNGANINo ratings yet
- A Review Paper of Various Industrial Material Handling SystemsDocument5 pagesA Review Paper of Various Industrial Material Handling SystemsMUKUL VIPATNo ratings yet
- Slod Project 192014005Document23 pagesSlod Project 192014005C.Rajesh ReddyNo ratings yet
- Corrosion Loop Development - AndikaandDocument20 pagesCorrosion Loop Development - AndikaandThanh Dat DoanNo ratings yet
- O MoselhiDocument4 pagesO MoselhiGito NofrenzoNo ratings yet
- Balancing Tak T TimeDocument6 pagesBalancing Tak T TimeKomangNo ratings yet
- OEE Mining EquipmentDocument7 pagesOEE Mining EquipmentdeathbystereoNo ratings yet
- Failure and Prospects of Modification in A Belt Conveyor SystemDocument4 pagesFailure and Prospects of Modification in A Belt Conveyor SystemGogyNo ratings yet
- Minerals 06 00048 PDFDocument17 pagesMinerals 06 00048 PDFJorge ValenciaNo ratings yet
- Best Practice and Lessons Learned For The Development and Calibration of Integrated Production Models For The Cooper Basin, AustraliaDocument40 pagesBest Practice and Lessons Learned For The Development and Calibration of Integrated Production Models For The Cooper Basin, AustralianoorNo ratings yet
- Maintenance Plan For A Fleet of Rotary Drill RigsHDocument14 pagesMaintenance Plan For A Fleet of Rotary Drill RigsHBAROKAH MANDIRI TEKNIKNo ratings yet
- Ram OptimizationDocument7 pagesRam OptimizationNoer MisoearyNo ratings yet
- Efficiency of Batching PlantDocument4 pagesEfficiency of Batching PlantMamaru Nibret DesyalewNo ratings yet
- Methodology On Investigating The Influences of Aut PDFDocument11 pagesMethodology On Investigating The Influences of Aut PDFabhishek ranjanNo ratings yet
- Methodology On Investigating The Influences of Aut PDFDocument11 pagesMethodology On Investigating The Influences of Aut PDFabhishek ranjanNo ratings yet
- Development of An Automated Mechanical Lift For Material Handling PurposesDocument11 pagesDevelopment of An Automated Mechanical Lift For Material Handling Purposessadnesh58No ratings yet
- EfficiencyimprovementofaplantlayoutDocument8 pagesEfficiencyimprovementofaplantlayoutmhabibieNo ratings yet
- Project ReportmechDocument13 pagesProject ReportmechVaisakh KrNo ratings yet
- Applications of Work Study Techniques For ImprovinDocument8 pagesApplications of Work Study Techniques For ImprovinAbbas KhanNo ratings yet
- Cevikcan Kilic2016Document20 pagesCevikcan Kilic2016QMS WIDCCNo ratings yet
- CVDocument6 pagesCVJohn Vivian PrashantNo ratings yet
- Real Time Automation of Cutting Carrying Capacity Index To Predict Hole. Spe-206235-MsDocument6 pagesReal Time Automation of Cutting Carrying Capacity Index To Predict Hole. Spe-206235-Msمحمد مريف حسن الربعي (Mohammed M H Al Rubaii)No ratings yet
- Simulacion de Eventos Discretos en SubteraneoDocument16 pagesSimulacion de Eventos Discretos en SubteraneoAnthony Job Rosales LuisNo ratings yet
- Nicodemus 2021 IOP Conf. Ser. Mater. Sci. Eng. 1098 022048Document8 pagesNicodemus 2021 IOP Conf. Ser. Mater. Sci. Eng. 1098 022048Alexander MuhammadNo ratings yet
- optimizationLHD - IJMME5204Apeletal.3Document15 pagesoptimizationLHD - IJMME5204Apeletal.3Eduardo MenaNo ratings yet
- Understanding and Assessment of Mining Equipment EffectivenessDocument6 pagesUnderstanding and Assessment of Mining Equipment Effectivenesslovepishga,No ratings yet
- A Framework For Crane Selection in Large-Scale Industrial Construction ProjectsDocument9 pagesA Framework For Crane Selection in Large-Scale Industrial Construction ProjectsAnggy de RinconNo ratings yet
- Senny 2021 IOP Conf. Ser. Earth Environ. Sci. 794 012098Document12 pagesSenny 2021 IOP Conf. Ser. Earth Environ. Sci. 794 012098MusaNo ratings yet
- Report On Design of Material HAnDLIng SystemDocument16 pagesReport On Design of Material HAnDLIng SystemSiddiqui Adil AdnanNo ratings yet
- International Journal of Mining Science and Technology: H. Abbaspour, C. Drebenstedt, M. Badroddin, A. MaghaminikDocument10 pagesInternational Journal of Mining Science and Technology: H. Abbaspour, C. Drebenstedt, M. Badroddin, A. MaghaminikZaché le JusteNo ratings yet
- Tijanić 2019 IOP Conf. Ser. Earth Environ. Sci. 222 012009Document12 pagesTijanić 2019 IOP Conf. Ser. Earth Environ. Sci. 222 012009Isteburadayiz Filiz AbayNo ratings yet
- Spe 167350 Ms - Fast Screening ProcessesDocument15 pagesSpe 167350 Ms - Fast Screening ProcessesAtrian RahadiNo ratings yet
- Measurement: Sorin Nanu, Raul Ionel, Ciprian Dughir, Ioana IonelDocument9 pagesMeasurement: Sorin Nanu, Raul Ionel, Ciprian Dughir, Ioana IonelIndra Wisnu wardanaNo ratings yet
- Performance Enhancement of Cylindrical Grinding PRDocument18 pagesPerformance Enhancement of Cylindrical Grinding PRAbhinavNo ratings yet
- Performance Enhancement of Cylindrical Grinding PR PDFDocument18 pagesPerformance Enhancement of Cylindrical Grinding PR PDFAbhinavNo ratings yet
- HTTP WWW - Emeraldinsight.com Insight ViewContentServlet Filename Published Emeraldfulltextarticle PDF 0330270207Document8 pagesHTTP WWW - Emeraldinsight.com Insight ViewContentServlet Filename Published Emeraldfulltextarticle PDF 0330270207thanh thoiNo ratings yet
- Value Stream Mapping: Literature Review and Implications For Indian IndustryDocument12 pagesValue Stream Mapping: Literature Review and Implications For Indian IndustryLê Bảo TrânNo ratings yet
- A Study of Cost Comparison of Precast Concrete Vs Cast-In-Place ConcreteDocument11 pagesA Study of Cost Comparison of Precast Concrete Vs Cast-In-Place Concretepicses67890No ratings yet
- An A LN Implement ChuteDocument6 pagesAn A LN Implement ChuteRieska foni YuniarNo ratings yet
- Review of Falling Weight Deflectometer For Assessment of Flexible PavementDocument18 pagesReview of Falling Weight Deflectometer For Assessment of Flexible PavementSUMIT KUMARNo ratings yet
- Research Paper On MOSTDocument3 pagesResearch Paper On MOSTSagar ShidurkarNo ratings yet
- 7474 16666 1 PBDocument9 pages7474 16666 1 PBYofi Astaman DakundeNo ratings yet
- Measuring The Effectiveness of Mining ShovelsDocument7 pagesMeasuring The Effectiveness of Mining ShovelsCARLOS FABRIZIO MONTOYA VEGANo ratings yet
- Understanding and Assessment of Mining Equipment EffectivenessDocument6 pagesUnderstanding and Assessment of Mining Equipment EffectivenessFelipe JimenezNo ratings yet
- The Measurement and Improvement of Effectiveness in K-440 Haul Truck Using OEE in Coal Minning CompanyDocument6 pagesThe Measurement and Improvement of Effectiveness in K-440 Haul Truck Using OEE in Coal Minning CompanyFelipe JimenezNo ratings yet
- 3 - Performance Measurement of Mining Equipments by Utilizing OEEDocument8 pages3 - Performance Measurement of Mining Equipments by Utilizing OEEGonzalo GarciaNo ratings yet
- Optimization of The Overall Equipment Efficiency (OEE) of Loaders and Rigid Frame Trucks in NAMDEB Southern Coastal Mine Stripping Fleet, NamibiaDocument10 pagesOptimization of The Overall Equipment Efficiency (OEE) of Loaders and Rigid Frame Trucks in NAMDEB Southern Coastal Mine Stripping Fleet, NamibiaFelipe JimenezNo ratings yet
- Ashirvad Plumbing Price List 1-4-2016-OldDocument46 pagesAshirvad Plumbing Price List 1-4-2016-Oldpbsrivinay86% (7)
- Sports-Cote Pro PU - Installation GuidelinesDocument2 pagesSports-Cote Pro PU - Installation GuidelinesRahul KalathingalNo ratings yet
- Batching Mixing TransportatingDocument6 pagesBatching Mixing Transportatingحسين عمران محيسنNo ratings yet
- Effects of Low Temperatures On Flexural Strength of Macro-Synthetic Fiber Reinforced Concrete: Experimental and Numerical InvestigationDocument14 pagesEffects of Low Temperatures On Flexural Strength of Macro-Synthetic Fiber Reinforced Concrete: Experimental and Numerical InvestigationMaría DiazNo ratings yet
- ML-KW-MST-001 R1 False Ceiling WorksDocument7 pagesML-KW-MST-001 R1 False Ceiling WorksprithivirajNo ratings yet
- Roof Construction Dr. Fixit Newcoat PDFDocument1 pageRoof Construction Dr. Fixit Newcoat PDFRishabh VijayNo ratings yet
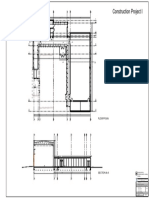
- Construction Project 1 - M Droździecka, N. Serban, Ch. Izunobi, S.MańkowskiDocument1 pageConstruction Project 1 - M Droździecka, N. Serban, Ch. Izunobi, S.MańkowskiSerban Diana NicoleNo ratings yet
- Durability Evaluation of Pre-Cast Concrete Paver Block, Using Steel Slag & Pet FibresDocument32 pagesDurability Evaluation of Pre-Cast Concrete Paver Block, Using Steel Slag & Pet Fibresraja singhNo ratings yet
- Torsion Check in Steel Beam 01Document1 pageTorsion Check in Steel Beam 01ronyNo ratings yet
- Bamboo Symphony: Project DescriptionDocument4 pagesBamboo Symphony: Project DescriptionShubham UdoshiNo ratings yet
- Mivan 5 PDFDocument9 pagesMivan 5 PDFUtkarsh SuranaNo ratings yet
- Upvc Final Code BDocument142 pagesUpvc Final Code ButkarshsabberwalNo ratings yet
- Ayman Salah: Civil EngineerDocument2 pagesAyman Salah: Civil EngineerMostafa IsmailNo ratings yet
- COP-WFP-TMP-09-2013-v1 Sample FIWP (Complete)Document28 pagesCOP-WFP-TMP-09-2013-v1 Sample FIWP (Complete)Mario OvejeroNo ratings yet
- 2017 03438 01 003 - Bom 490Document3 pages2017 03438 01 003 - Bom 490sundyaNo ratings yet
- Procedure of Concrete & Steel StructureDocument28 pagesProcedure of Concrete & Steel StructureAchmad SyifniNo ratings yet
- Quality Control ProgramDocument139 pagesQuality Control ProgramAllen Jesse Atanacio100% (4)
- Base Plate CalculationDocument3 pagesBase Plate Calculationamr ahmedNo ratings yet
- Production Planning & Controlling: Sybba Sem 4 Chapter1Document18 pagesProduction Planning & Controlling: Sybba Sem 4 Chapter1Rahul DodiyaNo ratings yet
- คู่มือการออกแบบโครงสร้างสะพานพิเศษ (3) part2Document100 pagesคู่มือการออกแบบโครงสร้างสะพานพิเศษ (3) part2Chainun TaidamrongNo ratings yet
- Questionnaire QEEnHSMSDocument6 pagesQuestionnaire QEEnHSMSFadzilah MohamadNo ratings yet
- Introduction To Building MaterialsDocument12 pagesIntroduction To Building MaterialsGIAN EMMANUELLE SANCHEZNo ratings yet
- MCC - Remaining Works To CompleteDocument1 pageMCC - Remaining Works To CompleteRhannie GarciaNo ratings yet
- 32 12 16 - Asphalt PavingDocument4 pages32 12 16 - Asphalt PavingSteve LezamaNo ratings yet
- Major ProjectDocument18 pagesMajor ProjectAwesomeNo ratings yet
- Toaz - Info Structural Calculations For 3 Storey Academic Buildingpdf PRDocument78 pagesToaz - Info Structural Calculations For 3 Storey Academic Buildingpdf PRSolomon AhimbisibweNo ratings yet
- KSB Facts Figures Addresses, Property FileDocument12 pagesKSB Facts Figures Addresses, Property FilevicknNo ratings yet
- Materials List 1Document226 pagesMaterials List 1KaJong Jacla100% (1)
- WTC-MQ-XAR-AR-EL-00201 (C) - West Elevation - 02Document1 pageWTC-MQ-XAR-AR-EL-00201 (C) - West Elevation - 02xyzhynNo ratings yet
- Top 10 Construction Companies in PakistanDocument3 pagesTop 10 Construction Companies in PakistanaliNo ratings yet
- The Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverFrom EverandThe Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverRating: 4.5 out of 5 stars4.5/5 (186)
- Scaling Up: How a Few Companies Make It...and Why the Rest Don't, Rockefeller Habits 2.0From EverandScaling Up: How a Few Companies Make It...and Why the Rest Don't, Rockefeller Habits 2.0Rating: 5 out of 5 stars5/5 (1)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Spark: How to Lead Yourself and Others to Greater SuccessFrom EverandSpark: How to Lead Yourself and Others to Greater SuccessRating: 4.5 out of 5 stars4.5/5 (131)
- The 7 Habits of Highly Effective PeopleFrom EverandThe 7 Habits of Highly Effective PeopleRating: 4 out of 5 stars4/5 (2564)
- How to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobFrom EverandHow to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobRating: 4.5 out of 5 stars4.5/5 (36)
- The First Minute: How to start conversations that get resultsFrom EverandThe First Minute: How to start conversations that get resultsRating: 4.5 out of 5 stars4.5/5 (57)
- Unlocking Potential: 7 Coaching Skills That Transform Individuals, Teams, & OrganizationsFrom EverandUnlocking Potential: 7 Coaching Skills That Transform Individuals, Teams, & OrganizationsRating: 4.5 out of 5 stars4.5/5 (28)
- How to Lead: Wisdom from the World's Greatest CEOs, Founders, and Game ChangersFrom EverandHow to Lead: Wisdom from the World's Greatest CEOs, Founders, and Game ChangersRating: 4.5 out of 5 stars4.5/5 (95)
- The Introverted Leader: Building on Your Quiet StrengthFrom EverandThe Introverted Leader: Building on Your Quiet StrengthRating: 4.5 out of 5 stars4.5/5 (35)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The E-Myth Revisited: Why Most Small Businesses Don't Work andFrom EverandThe E-Myth Revisited: Why Most Small Businesses Don't Work andRating: 4.5 out of 5 stars4.5/5 (709)
- 300+ PMP Practice Questions Aligned with PMBOK 7, Agile Methods, and Key Process Groups - 2024: First EditionFrom Everand300+ PMP Practice Questions Aligned with PMBOK 7, Agile Methods, and Key Process Groups - 2024: First EditionNo ratings yet
- The 12 Week Year: Get More Done in 12 Weeks than Others Do in 12 MonthsFrom EverandThe 12 Week Year: Get More Done in 12 Weeks than Others Do in 12 MonthsRating: 4.5 out of 5 stars4.5/5 (411)
- Billion Dollar Lessons: What You Can Learn from the Most Inexcusable Business Failures of the Last Twenty-five YearsFrom EverandBillion Dollar Lessons: What You Can Learn from the Most Inexcusable Business Failures of the Last Twenty-five YearsRating: 4.5 out of 5 stars4.5/5 (52)
- The 4 Disciplines of Execution: Revised and Updated: Achieving Your Wildly Important GoalsFrom EverandThe 4 Disciplines of Execution: Revised and Updated: Achieving Your Wildly Important GoalsRating: 4.5 out of 5 stars4.5/5 (48)
- Work the System: The Simple Mechanics of Making More and Working Less (4th Edition)From EverandWork the System: The Simple Mechanics of Making More and Working Less (4th Edition)Rating: 4.5 out of 5 stars4.5/5 (23)
- Work Stronger: Habits for More Energy, Less Stress, and Higher Performance at WorkFrom EverandWork Stronger: Habits for More Energy, Less Stress, and Higher Performance at WorkRating: 4.5 out of 5 stars4.5/5 (12)
- The Lean Product Playbook: How to Innovate with Minimum Viable Products and Rapid Customer FeedbackFrom EverandThe Lean Product Playbook: How to Innovate with Minimum Viable Products and Rapid Customer FeedbackRating: 4.5 out of 5 stars4.5/5 (81)
- 25 Ways to Win with People: How to Make Others Feel Like a Million BucksFrom Everand25 Ways to Win with People: How to Make Others Feel Like a Million BucksRating: 5 out of 5 stars5/5 (36)
- Good to Great by Jim Collins - Book Summary: Why Some Companies Make the Leap...And Others Don'tFrom EverandGood to Great by Jim Collins - Book Summary: Why Some Companies Make the Leap...And Others Don'tRating: 4.5 out of 5 stars4.5/5 (63)
- The Friction Project: How Smart Leaders Make the Right Things Easier and the Wrong Things HarderFrom EverandThe Friction Project: How Smart Leaders Make the Right Things Easier and the Wrong Things HarderNo ratings yet
- How the World Sees You: Discover Your Highest Value Through the Science of FascinationFrom EverandHow the World Sees You: Discover Your Highest Value Through the Science of FascinationRating: 4 out of 5 stars4/5 (7)
- The Power of People Skills: How to Eliminate 90% of Your HR Problems and Dramatically Increase Team and Company Morale and PerformanceFrom EverandThe Power of People Skills: How to Eliminate 90% of Your HR Problems and Dramatically Increase Team and Company Morale and PerformanceRating: 5 out of 5 stars5/5 (22)
- Agile: The Insights You Need from Harvard Business ReviewFrom EverandAgile: The Insights You Need from Harvard Business ReviewRating: 4.5 out of 5 stars4.5/5 (34)
- Trillion Dollar Coach: The Leadership Playbook of Silicon Valley's Bill CampbellFrom EverandTrillion Dollar Coach: The Leadership Playbook of Silicon Valley's Bill CampbellRating: 4.5 out of 5 stars4.5/5 (626)