You might also like
- DIN 7500 - Trilobular Thread Rolling ScrewsDocument3 pagesDIN 7500 - Trilobular Thread Rolling ScrewsDerek100% (1)
- YASHICA MAT-124 User's ManualDocument34 pagesYASHICA MAT-124 User's Manuallegrandew100% (1)
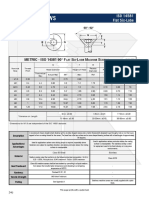
- Iso 14581 CSK ScrewDocument1 pageIso 14581 CSK ScrewMitesh MakvanaNo ratings yet
- Happier at Home by Gretchen Rubin - ExcerptDocument39 pagesHappier at Home by Gretchen Rubin - ExcerptCrown Publishing Group69% (16)
- VQC PDFDocument24 pagesVQC PDFBhargav AS SeeramNo ratings yet
- LEFON Saw Blade CatalogDocument3 pagesLEFON Saw Blade Catalogoleu67No ratings yet
- Bimetal-Strip-Steel 2017 Rev.1Document14 pagesBimetal-Strip-Steel 2017 Rev.1humberto cerda gonzalezNo ratings yet
- Kristeel CatalogueDocument52 pagesKristeel CatalogueRam TejaNo ratings yet
- Circular Saw - Technical DescriptionDocument17 pagesCircular Saw - Technical DescriptionPuneeth KumarNo ratings yet
- SB 870800 R6 HPR260XDDocument2 pagesSB 870800 R6 HPR260XDIlian AvramovNo ratings yet
- Outokumpu Machining Guideline Ultra 254SMODocument2 pagesOutokumpu Machining Guideline Ultra 254SMOzhiqianxuNo ratings yet
- Alloy: Free Cutting BrassDocument2 pagesAlloy: Free Cutting BrassWega WahyuNo ratings yet
- Laser Welding Machine-Tang de LaserDocument11 pagesLaser Welding Machine-Tang de LaserEMPRESA AMENKINo ratings yet
- 101 Factors Affecting Welding Capbility and CostDocument5 pages101 Factors Affecting Welding Capbility and CostdayalramNo ratings yet
- Milling Parameters: N (RPM) (VC (M/min) 1000) / 3.14 Ø d1 (MM) )Document4 pagesMilling Parameters: N (RPM) (VC (M/min) 1000) / 3.14 Ø d1 (MM) )Damir PrstenkovNo ratings yet
- Hard Part Turning With CBNDocument44 pagesHard Part Turning With CBNenamicul50No ratings yet
- HPR260XDDocument2 pagesHPR260XDtammam shamiNo ratings yet
- 3.2 Hole Making Selection and Application - DrillingDocument61 pages3.2 Hole Making Selection and Application - DrillingBaljeet SinghNo ratings yet
- Sheet Metal Design RisksDocument33 pagesSheet Metal Design RisksLuat NguyenNo ratings yet
- Structural FabricationDocument46 pagesStructural FabricationmithileshNo ratings yet
- FSI Catalogue PDFDocument8 pagesFSI Catalogue PDFBerkat TehnikNo ratings yet
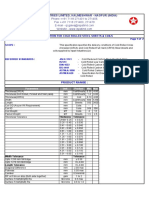
- Ispat Industries Limited, Kalmeshwar - Nagpur (India) : Specification For Cold Rolled Steel Sheets & CoilsDocument4 pagesIspat Industries Limited, Kalmeshwar - Nagpur (India) : Specification For Cold Rolled Steel Sheets & CoilsAbhi Sheoran100% (2)
- KMT OEM Presentation 1Document55 pagesKMT OEM Presentation 1Rodrigo AnitelliNo ratings yet
- TECHNICAL GUIDE TO END MILLSDocument3 pagesTECHNICAL GUIDE TO END MILLSILikeScribd5050No ratings yet
- Solid Carbide End MillDocument33 pagesSolid Carbide End MillLuis PerezNo ratings yet
- Creating Stronger Wires with Precision Diamond DiesDocument14 pagesCreating Stronger Wires with Precision Diamond Diesநளின் கான்No ratings yet
- Rebar Product Guide: Grades, Sizes, Specifications & MoreDocument5 pagesRebar Product Guide: Grades, Sizes, Specifications & MoreJeffrey James AvenidoNo ratings yet
- Rebar SpecificationsDocument5 pagesRebar SpecificationsJeffrey James AvenidoNo ratings yet
- StdrillserratedDocument2 pagesStdrillserratedSaul AguilarNo ratings yet
- Rebar: Applicable StandardsDocument4 pagesRebar: Applicable StandardsG GunawanNo ratings yet
- Vertical and Horizontal Turning/Grinding CentersDocument18 pagesVertical and Horizontal Turning/Grinding CentersArchi DamosNo ratings yet
- Consol Steel Belt - 2018Document12 pagesConsol Steel Belt - 2018Lavender ShenNo ratings yet
- Product Manual: BarrettDocument52 pagesProduct Manual: Barrettbrajendra1020No ratings yet
- Machining Guide for Dura-Bar Ductile IronDocument4 pagesMachining Guide for Dura-Bar Ductile IronricassterNo ratings yet
- Metric Fasteners: Metric - Iso 7045 P P E T SemsDocument1 pageMetric Fasteners: Metric - Iso 7045 P P E T SemsAdriana PérezNo ratings yet
- DC 11Document39 pagesDC 11SatSathyanNo ratings yet
- The Smart Way to Gear GrindingDocument7 pagesThe Smart Way to Gear GrindingvengadeshNo ratings yet
- Karya Silix Product Catalog All LR140917Document24 pagesKarya Silix Product Catalog All LR140917KakasNo ratings yet
- ca104Document1 pageca104Prabakaran DuraiNo ratings yet
- Tugas Si SadeDocument25 pagesTugas Si SadeNabil SatriaNo ratings yet
- AS 3678 STEEL GRADE 350Document3 pagesAS 3678 STEEL GRADE 350gsoaresrj80No ratings yet
- Self Drill Screw With Flange WurthDocument4 pagesSelf Drill Screw With Flange WurthentosektosNo ratings yet
- BOLTs_metric hex cap bolt class 8.8 and 10.9Document3 pagesBOLTs_metric hex cap bolt class 8.8 and 10.9fea.structureengineerNo ratings yet
- Resistance WireDocument16 pagesResistance Wirets01759No ratings yet
- PATTA Rivet Nuts Cat2018 6Document20 pagesPATTA Rivet Nuts Cat2018 6Manuel Antonio Oñate CarvajalNo ratings yet
- Atela - DIANIP - Friction Shims (EN)Document1 pageAtela - DIANIP - Friction Shims (EN)sloansonyNo ratings yet
- 03 - SeAH Metal - Company - EngDocument4 pages03 - SeAH Metal - Company - EngHOSSIENNo ratings yet
- Cutting Off Wheels: Bond Type Resinoid Shellac RubberDocument17 pagesCutting Off Wheels: Bond Type Resinoid Shellac RubberaloordominicNo ratings yet
- Machining Duplex Stainless Steels: Shop Sheet 103Document4 pagesMachining Duplex Stainless Steels: Shop Sheet 103Milenko KraišnikNo ratings yet
- ae8d18e5e2f4953f454e9adc88b79010b71395b4Document20 pagesae8d18e5e2f4953f454e9adc88b79010b71395b4Стоян МитевNo ratings yet
- Grinding Wheel SelectionDocument6 pagesGrinding Wheel SelectionVaishaliYadavNo ratings yet
- TB Grinding EnglishDocument20 pagesTB Grinding EnglishVk PrabakranNo ratings yet
- Cable Heaters Mini K-RINGDocument2 pagesCable Heaters Mini K-RINGEliasNo ratings yet
- Aço Uddeholm CalmaxDocument12 pagesAço Uddeholm CalmaxDanilo SilvaNo ratings yet
- Kinkelder StandardDocument24 pagesKinkelder StandardJason StephensNo ratings yet
- Forming Taps: The Right Tool at The Right TimeDocument9 pagesForming Taps: The Right Tool at The Right TimeĐức Nguyễn VănNo ratings yet
- AsdDocument25 pagesAsdIswell Bert ApongolNo ratings yet
- Bevel-Mill Plate Bevelers GuideDocument13 pagesBevel-Mill Plate Bevelers GuidevengadeshNo ratings yet
- GF - 4 - GF - 6 - 790 700 337 - 01 - enDocument2 pagesGF - 4 - GF - 6 - 790 700 337 - 01 - enAdrianNo ratings yet
- V Forge ThixocastingDocument1 pageV Forge ThixocastinggiakovidNo ratings yet
- Dowel Pin SpecificationsDocument4 pagesDowel Pin Specificationsjitendra patelNo ratings yet
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- Container Generator Qac Qec Leaflet EnglishDocument8 pagesContainer Generator Qac Qec Leaflet EnglishGem RNo ratings yet
- Revit Quiz 1 ReviewerDocument13 pagesRevit Quiz 1 ReviewerLanz RamosNo ratings yet
- No+bake+ing +vol+iiDocument132 pagesNo+bake+ing +vol+iiEugeny TikhomirovNo ratings yet
- Articol S.brînza, V.stati Pag.96Document154 pagesArticol S.brînza, V.stati Pag.96crina1996No ratings yet
- 16656561931665656193FinancialModellingProfessional 1 (1) CompressedDocument17 pages16656561931665656193FinancialModellingProfessional 1 (1) CompressedDharmik UndaviyaNo ratings yet
- Process Validation - SDF - 1 - FDA PDFDocument111 pagesProcess Validation - SDF - 1 - FDA PDFdipakrussiaNo ratings yet
- Did You Ever Meet Shattered Illusions?Document5 pagesDid You Ever Meet Shattered Illusions?Junjie HuangNo ratings yet
- Mesuring Tape HE - mt.001Document2 pagesMesuring Tape HE - mt.001Chethan Nagaraju KumbarNo ratings yet
- TS4F01-1 Unit 4 - Document ControlDocument66 pagesTS4F01-1 Unit 4 - Document ControlLuki1233332No ratings yet
- Ai, Iot, Big Data & BlockchainDocument19 pagesAi, Iot, Big Data & BlockchainClick GroupNo ratings yet
- Fault Code 498 Engine Oil Level Sensor Circuit - Voltage Above Normal, or Shorted To High SourceDocument13 pagesFault Code 498 Engine Oil Level Sensor Circuit - Voltage Above Normal, or Shorted To High SourceAhmedmah100% (1)
- Quality Assurance AnalystDocument2 pagesQuality Assurance AnalystMalikNo ratings yet
- Unit II - MCMTDocument50 pagesUnit II - MCMTSai RamNo ratings yet
- Full Download Agriscience Fundamentals and Applications 6th Edition Burton Solutions ManualDocument36 pagesFull Download Agriscience Fundamentals and Applications 6th Edition Burton Solutions ManualzickshannenukusNo ratings yet
- Katalog Ag-700 To Ag-800Document1 pageKatalog Ag-700 To Ag-800Iqbal AbugindaNo ratings yet
- SummaryDocument3 pagesSummaryОля ВласійчукNo ratings yet
- Fines Tcs198 2x36wDocument8 pagesFines Tcs198 2x36wwilber ticonaNo ratings yet
- Apollo System Engineering Manual. Environmental Control SystemDocument137 pagesApollo System Engineering Manual. Environmental Control Systemjackie_fisher_email8329100% (2)
- UNIT-I Problems (PSE EEE)Document6 pagesUNIT-I Problems (PSE EEE)Aditya JhaNo ratings yet
- Anis MahmudahDocument14 pagesAnis MahmudahAlim ZainulNo ratings yet
- 1 s2.0 S1877042816311582 MainDocument8 pages1 s2.0 S1877042816311582 MainAilyn rodilNo ratings yet
- Tia PortalDocument46 pagesTia PortalAndré GomesNo ratings yet
- Coursebook 1Document84 pagesCoursebook 1houetofirmin2021No ratings yet
- BI and Analytics Design Workshop TemplateDocument20 pagesBI and Analytics Design Workshop TemplateMiftahul HudaNo ratings yet
- Vray Physical Camera GuideDocument4 pagesVray Physical Camera GuideeoghanobrienNo ratings yet
- Krish Kumar 13 Activity 5 SolutionDocument39 pagesKrish Kumar 13 Activity 5 SolutionkrishNo ratings yet
- Manual of Establishment Sections 05ff58f7947ffb7 76283342Document271 pagesManual of Establishment Sections 05ff58f7947ffb7 76283342Vijaya KumariNo ratings yet
- Organization Management and LeadershipDocument26 pagesOrganization Management and LeadershipOtilia BadeaNo ratings yet