You might also like
- Cold Working of Metals 2997Document7 pagesCold Working of Metals 2997RRR180No ratings yet
- Fig 1.1 Fig 1.2Document6 pagesFig 1.1 Fig 1.2Parveen SwamiNo ratings yet
- Unit V Metal Forming Process MTDocument10 pagesUnit V Metal Forming Process MTShivakumarNo ratings yet
- Hot Working & Cold WorkingDocument5 pagesHot Working & Cold WorkingAliNo ratings yet
- Lab 2Document6 pagesLab 2AHMAD NAIM BIN AHMAD NAZRI / UPMNo ratings yet
- Project Report: Metal FormingDocument14 pagesProject Report: Metal FormingohcomeonNo ratings yet
- Fundamentals of Metal Forming: Fig 1.1 Fig 1.2Document54 pagesFundamentals of Metal Forming: Fig 1.1 Fig 1.2jainvikram8498No ratings yet
- Manufacturing Engineering Forming: Chapter 3: MetalDocument98 pagesManufacturing Engineering Forming: Chapter 3: MetalnunuNo ratings yet
- Hot Working & Cold WorkingDocument34 pagesHot Working & Cold Workingavutu_kunduruNo ratings yet
- Fundmentals of ManufacturingDocument4 pagesFundmentals of ManufacturingBivas PanigrahiNo ratings yet
- Hot & Cold WorkingDocument23 pagesHot & Cold WorkingzackaiedaNo ratings yet
- Hot Working of MetalsDocument27 pagesHot Working of MetalsRommel Blanco100% (1)
- Metallography Lab Metallography Lab Metallography Lab Metallography LabDocument14 pagesMetallography Lab Metallography Lab Metallography Lab Metallography Labvishaly_450% (2)
- Metal Working ProcessesDocument191 pagesMetal Working Processesss2mrattriNo ratings yet
- Manufacturing Process - Module2.0Document33 pagesManufacturing Process - Module2.0Fiza KamaNo ratings yet
- Fundamentals of Metal FormingDocument9 pagesFundamentals of Metal FormingGeorge CamachoNo ratings yet
- UNit 2 MEC 305Document32 pagesUNit 2 MEC 305Fuzzy is EasyNo ratings yet
- Myresearchin IJASTDocument15 pagesMyresearchin IJASTKhezzari MerwenNo ratings yet
- Isothermal AnnealingDocument10 pagesIsothermal Annealingamh.fpdNo ratings yet
- Universiti Teknologi Mara Lab 2Document9 pagesUniversiti Teknologi Mara Lab 2Ilman FaiqNo ratings yet
- UntitledDocument7 pagesUntitledKondwani NguletiNo ratings yet
- Overview of Mechanical Working ProcessesDocument6 pagesOverview of Mechanical Working ProcessesBoanerges QuintanaNo ratings yet
- Lab Report 3Document3 pagesLab Report 3John HowellNo ratings yet
- Shop Practice Number 8Document5 pagesShop Practice Number 8JantzenCaliwliwNo ratings yet
- Cold Working:: Mechanical PropertiesDocument11 pagesCold Working:: Mechanical Propertiesashok PradhanNo ratings yet
- Fundamentals of Metal Forming: Fig 1.1 Fig 1.2Document116 pagesFundamentals of Metal Forming: Fig 1.1 Fig 1.2gazabzabarNo ratings yet
- High Speed SteelsDocument8 pagesHigh Speed SteelsShahzaib NajafNo ratings yet
- Juan Fariq Marcopolo - IVC 2021 Final AssignmentDocument6 pagesJuan Fariq Marcopolo - IVC 2021 Final AssignmentJuan F MarcoNo ratings yet
- Chapter 3-Fundamentals of Metal FormingDocument6 pagesChapter 3-Fundamentals of Metal FormingG. Dancer GhNo ratings yet
- Question 3Document4 pagesQuestion 3Fazerin ShahNo ratings yet
- AnnealingDocument9 pagesAnnealingRathne AbeynayakeNo ratings yet
- Heat Treating: Training ObjectiveDocument7 pagesHeat Treating: Training ObjectiveDaniel GiraldoNo ratings yet
- Basic Concepts of ManufacturingDocument61 pagesBasic Concepts of ManufacturingJhonatan Puente SilvaNo ratings yet
- Flow Stress or True StressDocument7 pagesFlow Stress or True StressRajshekar NagarajNo ratings yet
- Jamaluddin 2019. Cooling Rapid MartensiteDocument8 pagesJamaluddin 2019. Cooling Rapid MartensiteHabybur RahmanNo ratings yet
- Working.: AdvantagesDocument3 pagesWorking.: Advantageslakshmigsr6610No ratings yet
- AMT Module 5-Ktunotes - inDocument20 pagesAMT Module 5-Ktunotes - inJithin GeorgeNo ratings yet
- HVFDocument23 pagesHVFFRANCIS THOMASNo ratings yet
- Dual PhaseDocument3 pagesDual Phaseahmed ezwaiNo ratings yet
- Matreial Lab: Dr. Morad EtierDocument14 pagesMatreial Lab: Dr. Morad EtierNedaa AbboushiNo ratings yet
- Assignment: Chapter 3: Metal Forming and Shaping ProcessesDocument22 pagesAssignment: Chapter 3: Metal Forming and Shaping ProcessesIrfanNo ratings yet
- Weldability of Cast Iron With Three Electrodes of High Nickel Weldability of Cast Iron With Three Electrodes of High NickelDocument7 pagesWeldability of Cast Iron With Three Electrodes of High Nickel Weldability of Cast Iron With Three Electrodes of High NickelTahsinul Haque TasifNo ratings yet
- ForgingDocument52 pagesForgingRavichandran G100% (1)
- Machining ProcessDocument16 pagesMachining ProcessPoonam MargajNo ratings yet
- Lesson 6 HeatTreatmentDocument7 pagesLesson 6 HeatTreatmentupenderNo ratings yet
- Hot and Cold WorkingDocument3 pagesHot and Cold WorkingdileepNo ratings yet
- Workshop Technolgy of UDMDocument269 pagesWorkshop Technolgy of UDMRabinNo ratings yet
- Heat Treatment ProcessesDocument4 pagesHeat Treatment ProcessesMuhammad Zohaib Ali100% (1)
- Analysis of Grain Structure in ForgingDocument55 pagesAnalysis of Grain Structure in ForgingSrijit Biswas100% (1)
- Metal Casting & Welding 15Me35ADocument39 pagesMetal Casting & Welding 15Me35A01061975No ratings yet
- FormingDocument10 pagesFormingYashwanth D RNo ratings yet
- 5 Types of Heat Treating and Their Purpose in Precision MachiningDocument5 pages5 Types of Heat Treating and Their Purpose in Precision MachiningAnanduNo ratings yet
- Active Learning 1 (Ans)Document6 pagesActive Learning 1 (Ans)tiraNo ratings yet
- Heat TreatmentDocument8 pagesHeat TreatmentBaizura Mohd ZanNo ratings yet
- Unit 2 MFTDocument43 pagesUnit 2 MFTDeepak MisraNo ratings yet
- Design of Dies - Unit 4Document149 pagesDesign of Dies - Unit 4210 SureshNo ratings yet
- Theoritical BackgroundDocument5 pagesTheoritical BackgroundFady GamalNo ratings yet
- Heat TreatmentDocument24 pagesHeat TreatmentOlanrewaju Slyman Damilola100% (1)
- 18 WrathDocument3 pages18 WrathRRR180No ratings yet
- 2 UnityDocument3 pages2 UnityRRR180No ratings yet
- 7 RighteousnessDocument3 pages7 RighteousnessRRR180No ratings yet
- 15 OmnipresenceDocument2 pages15 OmnipresenceRRR180No ratings yet
- Lectures On Metal FormingDocument122 pagesLectures On Metal FormingRRR180No ratings yet
- Computer Aided Riser DesignDocument8 pagesComputer Aided Riser DesignRRR180No ratings yet
- Metal Forming 2998Document22 pagesMetal Forming 2998RRR180No ratings yet
- Plant Lay Out 2994Document16 pagesPlant Lay Out 2994RRR180No ratings yet
- Casting of Metals Lectures 2995Document53 pagesCasting of Metals Lectures 2995RRR180No ratings yet
- Forgiveness of GodDocument4 pagesForgiveness of GodRRR180No ratings yet
- Cold Working of Metals 2993Document14 pagesCold Working of Metals 2993RRR180No ratings yet
- The Nature of God Holy: Isaiah 6Document3 pagesThe Nature of God Holy: Isaiah 6RRR180No ratings yet
- DiscipleshipDocument50 pagesDiscipleshiptimster68No ratings yet
- DiscipleshipDocument50 pagesDiscipleshiptimster68No ratings yet
- Mulesoft.U Getting Started With Anypoint Platform (Mule 4) Setup InstructionsDocument2 pagesMulesoft.U Getting Started With Anypoint Platform (Mule 4) Setup InstructionsRRR180No ratings yet
- Mulesoft.U Getting Started With Anypoint Platform (Mule 4) Setup InstructionsDocument2 pagesMulesoft.U Getting Started With Anypoint Platform (Mule 4) Setup InstructionsRRR180No ratings yet
- Mulesoft.U Getting Started With Anypoint Platform (Mule 4) Setup InstructionsDocument2 pagesMulesoft.U Getting Started With Anypoint Platform (Mule 4) Setup InstructionsRRR180No ratings yet
- Injection Molding Without The DryingDocument3 pagesInjection Molding Without The DryingHalloy1No ratings yet
- Eural-6082-EN RohsDocument1 pageEural-6082-EN RohsRoger ColomaNo ratings yet
- EWF 652r2 12 EWF Guideline Welding Coordination 1090 2 PDFDocument39 pagesEWF 652r2 12 EWF Guideline Welding Coordination 1090 2 PDFbdromeiraNo ratings yet
- Jaffe and Zunger Anion DisplacementDocument4 pagesJaffe and Zunger Anion DisplacementmailreethuNo ratings yet
- Shear Design SpreadsheetDocument15 pagesShear Design SpreadsheetCivilax.com0% (1)
- ETABS - Design of RC Structures To EC2Document24 pagesETABS - Design of RC Structures To EC2Tai Pham100% (1)
- Steel-Conceret Composite Girder Bridge 2016Document83 pagesSteel-Conceret Composite Girder Bridge 2016Muchtar SufaatNo ratings yet
- Effect of Pyroxenite and Olivine Minerals As Source of Mgo in Hematite Pellet On Improvement of Metallurgical PropertiesDocument9 pagesEffect of Pyroxenite and Olivine Minerals As Source of Mgo in Hematite Pellet On Improvement of Metallurgical PropertiesSatadal GhoraiNo ratings yet
- Part1 Static 1 1Document12 pagesPart1 Static 1 1Hemn Rafiq TofiqNo ratings yet
- FPSO Related Piping and Pipe Stress AspectsDocument43 pagesFPSO Related Piping and Pipe Stress AspectsSmith780512100% (3)
- Astm A276-10Document7 pagesAstm A276-10Nhật NguyễnNo ratings yet
- Figure 9.4-5 Cylindrical Shell With Isolated Opening and Reinforcing Ring, With External Blind Flange B en 13445-3 - Figure 9.4-5Document4 pagesFigure 9.4-5 Cylindrical Shell With Isolated Opening and Reinforcing Ring, With External Blind Flange B en 13445-3 - Figure 9.4-5met-calcNo ratings yet
- Practice Paper: (Chemistry)Document12 pagesPractice Paper: (Chemistry)Hairy Balls2No ratings yet
- Aeronautical Syllabus - RTU KotaDocument83 pagesAeronautical Syllabus - RTU KotaAnshul KhandelwalNo ratings yet
- Nature of Reservoir Fluids Phase Behaviour of Reservoir FluidsDocument83 pagesNature of Reservoir Fluids Phase Behaviour of Reservoir FluidsAnonymous qaI31HNo ratings yet
- Bendable ConcreteDocument21 pagesBendable ConcreteJulia Sebastian0% (1)
- Composite Floor - FlavsDocument5 pagesComposite Floor - FlavszewilkNo ratings yet
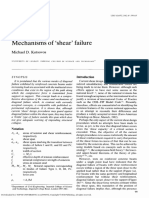
- Mechanisms of Shear' FailureDocument8 pagesMechanisms of Shear' FailureZhiqi HENo ratings yet
- A Review of Testing Methods For Thermal Spray Coatings 2014Document45 pagesA Review of Testing Methods For Thermal Spray Coatings 2014Ngo BinhNo ratings yet
- Handout 6Document21 pagesHandout 6coppernitrateNo ratings yet
- Chemical Thermodynamics 2Document33 pagesChemical Thermodynamics 2Gliezl ImperialNo ratings yet
- Test On Strength of MaterialDocument9 pagesTest On Strength of MaterialJonathan Green100% (1)
- ENGN.2060 Assignment 02 SolutionDocument4 pagesENGN.2060 Assignment 02 SolutionCloie ChavezNo ratings yet
- Non-Consolidating Plugging Material For Wellbore and AnnulusDocument18 pagesNon-Consolidating Plugging Material For Wellbore and AnnulusSLACKENGINEERNo ratings yet
- Silicon On Insulator TechnologyDocument32 pagesSilicon On Insulator TechnologyJayanth bemesettyNo ratings yet
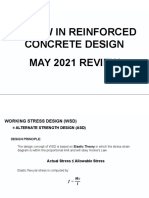
- Module and Problem Answers Reinforced Concrete Design 1Document113 pagesModule and Problem Answers Reinforced Concrete Design 1Joseph LantoNo ratings yet
- Mt1 (Physics)Document4 pagesMt1 (Physics)Amaranath GovindollaNo ratings yet
- Crystallography BookDocument288 pagesCrystallography BookDouglas RodriguesNo ratings yet
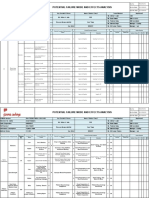
- Fmea CastingDocument8 pagesFmea CastingSuraj RawatNo ratings yet
- Thick-Edged Orifice Circular Cross-Section (Pipe Flow - Guide)Document7 pagesThick-Edged Orifice Circular Cross-Section (Pipe Flow - Guide)Marcelo PellizzaNo ratings yet
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemFrom EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo ratings yet
- Workbook to Accompany Maintenance & Reliability Best PracticesFrom EverandWorkbook to Accompany Maintenance & Reliability Best PracticesRating: 3.5 out of 5 stars3.5/5 (3)
- Guidelines for Auditing Process Safety Management SystemsFrom EverandGuidelines for Auditing Process Safety Management SystemsNo ratings yet
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsFrom EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsRating: 4 out of 5 stars4/5 (11)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Rules of Thumb for Maintenance and Reliability EngineersFrom EverandRules of Thumb for Maintenance and Reliability EngineersRating: 4.5 out of 5 stars4.5/5 (12)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- Introduction to Petroleum Process SafetyFrom EverandIntroduction to Petroleum Process SafetyRating: 3 out of 5 stars3/5 (2)
- The Invisible Rainbow: A History of Electricity and LifeFrom EverandThe Invisible Rainbow: A History of Electricity and LifeRating: 4.5 out of 5 stars4.5/5 (21)
- Handbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesFrom EverandHandbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesRating: 4.5 out of 5 stars4.5/5 (2)
- Tensor Technology Guide: Tensor Ring Benefits and UsesFrom EverandTensor Technology Guide: Tensor Ring Benefits and UsesRating: 5 out of 5 stars5/5 (2)
- General Orders for Security Personnel: A Guide to Maintaining Discipline and ProfessionalismFrom EverandGeneral Orders for Security Personnel: A Guide to Maintaining Discipline and ProfessionalismNo ratings yet
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesFrom EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesNo ratings yet
- Plutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersFrom EverandPlutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersRating: 4 out of 5 stars4/5 (32)
- Epidemiology and Demography in Public HealthFrom EverandEpidemiology and Demography in Public HealthJaphet KillewoRating: 5 out of 5 stars5/5 (1)
- Guidelines for Implementing Process Safety ManagementFrom EverandGuidelines for Implementing Process Safety ManagementNo ratings yet
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesFrom EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesRating: 5 out of 5 stars5/5 (1)
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeFrom EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeNo ratings yet
- Handbook of Hazardous Chemical PropertiesFrom EverandHandbook of Hazardous Chemical PropertiesRating: 5 out of 5 stars5/5 (1)
- Environmental and Health and Safety Management: A Guide to ComplianceFrom EverandEnvironmental and Health and Safety Management: A Guide to ComplianceRating: 4 out of 5 stars4/5 (2)