You might also like
- Preformulation 120318030500 Phpapp02Document51 pagesPreformulation 120318030500 Phpapp02Kishore KamereNo ratings yet
- Komar University: of Science and TechnologyDocument22 pagesKomar University: of Science and TechnologyAsma GhazyNo ratings yet
- Industrial Pharmacy IDocument30 pagesIndustrial Pharmacy INirbhay YadavNo ratings yet
- BPHM 806 LabDocument23 pagesBPHM 806 LabRajwinder Onkar SinghNo ratings yet
- 8a54d4ea-fa93-4713-aee0-4f4ae95bab68 (1)Document181 pages8a54d4ea-fa93-4713-aee0-4f4ae95bab68 (1)Nishant KumarNo ratings yet
- Experiment No.8 Determination of Flow Rate of Given GranulesDocument7 pagesExperiment No.8 Determination of Flow Rate of Given GranuleshamedNo ratings yet
- Exp 1Document12 pagesExp 1nur izzaidahNo ratings yet
- 2.9.36. Powder Flow 20936eDocument4 pages2.9.36. Powder Flow 20936eSalsabil Nurazizah TANo ratings yet
- MICROMERITICSDocument33 pagesMICROMERITICSsandymh67% (3)
- FLOWABILITYDocument2 pagesFLOWABILITYRanda TagNo ratings yet
- Southeast University: Final Exam OnDocument12 pagesSoutheast University: Final Exam OnTanzil islamNo ratings yet
- SOLID-STATE PROPERTIES IN PREFORMULATIONDocument45 pagesSOLID-STATE PROPERTIES IN PREFORMULATIONK SANDHYANo ratings yet
- Flowability (Ilearn)Document28 pagesFlowability (Ilearn)Yasmin RaudhatulNo ratings yet
- Practical 12Document6 pagesPractical 12Susmita GhoshNo ratings yet
- 2 1 PDFDocument12 pages2 1 PDFRonald André Buleje HinostrozaNo ratings yet
- Powder Flow - USP PDFDocument7 pagesPowder Flow - USP PDFAdeNo ratings yet
- Index and Hausner Ratio, Where These May Be Available or More Conveniently Measured. ASTMDocument7 pagesIndex and Hausner Ratio, Where These May Be Available or More Conveniently Measured. ASTMCristianNo ratings yet
- Index and Hausner Ratio, Where These May Be Available or More Conveniently Measured. ASTMDocument7 pagesIndex and Hausner Ratio, Where These May Be Available or More Conveniently Measured. ASTMRambo FeverNo ratings yet
- Articulo 2Document15 pagesArticulo 2Maritza Grisales SilvaNo ratings yet
- Powder TechnologyDocument30 pagesPowder TechnologyRuth AlooNo ratings yet
- Importance of Flow Properties of Solid MaterialsDocument17 pagesImportance of Flow Properties of Solid MaterialsZEBINA PIE GENORINGNo ratings yet
- Ion ExchangeDocument10 pagesIon ExchangecoolgubbyNo ratings yet
- Micromeritics (Science of Particles)Document5 pagesMicromeritics (Science of Particles)SwaroopSinghJakhar100% (1)
- Pharmaceutical Powder Testing MethodsDocument14 pagesPharmaceutical Powder Testing MethodsRajkumar Chemical Engg. Dept.No ratings yet
- The Flow Properties of Powders and GranulesDocument6 pagesThe Flow Properties of Powders and Granulesrandatag67% (3)
- Dynamic Scale Modelling of Transfer Chut 2Document12 pagesDynamic Scale Modelling of Transfer Chut 2Soubhagya Ranjan PatnaikNo ratings yet
- Washburn Method StudyDocument7 pagesWashburn Method StudyEdgar hernandezNo ratings yet
- Introduction to Bulk Solid PropertiesDocument7 pagesIntroduction to Bulk Solid PropertiesMuhd FahmiNo ratings yet
- Fingertips Final Sample BookDocument81 pagesFingertips Final Sample BookSwathi GNo ratings yet
- Drilling 1Document23 pagesDrilling 1Mohammed MohammedNo ratings yet
- Bulk and Tapped Density: Understanding Powder FlowDocument2 pagesBulk and Tapped Density: Understanding Powder FlowAnonymous XuiUo2ThNo ratings yet
- Physical PharmacyDocument13 pagesPhysical PharmacyPatrocinio Wilzen Grace L.No ratings yet
- Module 4 Permeability PDFDocument38 pagesModule 4 Permeability PDFMusic ResourcesNo ratings yet
- Lab.3 Industrial PharmacyDocument4 pagesLab.3 Industrial Pharmacyaloky ALOOONo ratings yet
- Angle ReposeDocument5 pagesAngle ReposeHishamudin Mohd JinalNo ratings yet
- Basics of Well Testing: - Rajeev UpadhyayDocument220 pagesBasics of Well Testing: - Rajeev UpadhyaySaiteja NukalaNo ratings yet
- CHAPITRE2 Géologie PetrolierDocument74 pagesCHAPITRE2 Géologie PetrolierIdrissa BaNo ratings yet
- Powder Flow 0Document60 pagesPowder Flow 0SambhunathNo ratings yet
- Compression and SolidsDocument23 pagesCompression and SolidsHUSNAIN MURTAZA GHULAMNo ratings yet
- FST 559 Unit Operations Mixing: Chapter OutcomesDocument63 pagesFST 559 Unit Operations Mixing: Chapter OutcomesnajwaNo ratings yet
- Understanding Capillary PressureDocument39 pagesUnderstanding Capillary PressureDarshak SakhreliyaNo ratings yet
- CH3030 5.8.2020Document14 pagesCH3030 5.8.2020Ram Lakhan MeenaNo ratings yet
- Chung Randolph Schneider 2006Document9 pagesChung Randolph Schneider 2006AlvinNo ratings yet
- 22 Unit Operations of Particulate SolidsDocument3 pages22 Unit Operations of Particulate SolidsjijiakdkclsikfdsNo ratings yet
- 5 Relative PermeabilityDocument34 pages5 Relative Permeabilityikhwanu hudaNo ratings yet
- Evaluation of Formulated Microspheres 1. Micrometric StudiesDocument3 pagesEvaluation of Formulated Microspheres 1. Micrometric StudiesSiva PrasadNo ratings yet
- Particle settling and hindered settling in suspensionsDocument63 pagesParticle settling and hindered settling in suspensionsAngela Lorena DíazNo ratings yet
- Evaluation of Paracetamol Granules: Bulk density and Tap densityDocument18 pagesEvaluation of Paracetamol Granules: Bulk density and Tap densityCucu YunengsihNo ratings yet
- Pre FormulationDocument203 pagesPre FormulationIlmaMonalisaNo ratings yet
- 2.preformulation For The ScientistDocument51 pages2.preformulation For The ScientistMeera PatelNo ratings yet
- Test PDFDocument4 pagesTest PDFRaj RajeshNo ratings yet
- Formulation Development, Evaluation and Comparative Study of Effects of Super Disintegrants in Cefixime Oral Disintegrating TabletsDocument10 pagesFormulation Development, Evaluation and Comparative Study of Effects of Super Disintegrants in Cefixime Oral Disintegrating TabletsCatrina KinantiNo ratings yet
- Proppant For Hydraulic FracturingDocument32 pagesProppant For Hydraulic FracturingBishal SarkarNo ratings yet
- AriasDocument12 pagesAriassteffyNo ratings yet
- Experiment No 1: Preparation of Sustain Release Matrix Tablets of Diclofenac Sodium Using HPMC ApparatusDocument3 pagesExperiment No 1: Preparation of Sustain Release Matrix Tablets of Diclofenac Sodium Using HPMC ApparatusSana SaeedNo ratings yet
- Storage and Flow of Powder: Mass Flow Funnel FlowDocument9 pagesStorage and Flow of Powder: Mass Flow Funnel FlowDuc HuynhNo ratings yet
- Effect of Settling Test Procedure On Sizing ThickenersDocument9 pagesEffect of Settling Test Procedure On Sizing Thickenersfaouzi rachidNo ratings yet
- Caking and Its PreventionDocument13 pagesCaking and Its PreventionhazelbuddyNo ratings yet
- 4.Flow of fluid through fixed bedsDocument44 pages4.Flow of fluid through fixed bedsmegatrotronNo ratings yet
- Masthead Combiner Employing Asynchronously Coupled Resonant JunctionsDocument29 pagesMasthead Combiner Employing Asynchronously Coupled Resonant JunctionsZahida ZiaNo ratings yet
- Pharmacokinetics & BiopharmaceuticalsDocument5 pagesPharmacokinetics & BiopharmaceuticalsZahida ZiaNo ratings yet
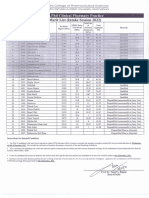
- M.Phil Clinical Pharmacy PracticeDocument1 pageM.Phil Clinical Pharmacy PracticeZahida ZiaNo ratings yet
- Quality Control Tests For Sterilized ProductsDocument16 pagesQuality Control Tests For Sterilized ProductsZahida ZiaNo ratings yet
- Assessing The Accuracy of Load-Carrying Capacity Predictions of Ethiopian Standard, Compressive Force Path Method and Finite Element AnalysisDocument20 pagesAssessing The Accuracy of Load-Carrying Capacity Predictions of Ethiopian Standard, Compressive Force Path Method and Finite Element AnalysisTesfamichael AbathunNo ratings yet
- 7 - Validity Check of An Analytical Dimensioning Approach For Potted Insert Load Introductions in Honeycomb Sandwich PanelsDocument21 pages7 - Validity Check of An Analytical Dimensioning Approach For Potted Insert Load Introductions in Honeycomb Sandwich PanelsSarah PoliNo ratings yet
- Modeling of The Yield Strength of A Stainless Maraging SteelDocument4 pagesModeling of The Yield Strength of A Stainless Maraging SteelFernando HenriqueNo ratings yet
- Design of Piping Systems - MW KelloggDocument402 pagesDesign of Piping Systems - MW Kellogggoodspeed_ph100% (1)
- David Roylance - Mechanics of MaterialsDocument357 pagesDavid Roylance - Mechanics of MaterialsHezi HilikNo ratings yet
- ANCHOR BOLTS AND EMBEDMENTS - McGraw-Hill Education - Access EngineeringDocument40 pagesANCHOR BOLTS AND EMBEDMENTS - McGraw-Hill Education - Access EngineeringjayadushNo ratings yet
- Multiaxial Fatigue Simulation Using Ansys PDFDocument100 pagesMultiaxial Fatigue Simulation Using Ansys PDFjohn_max03No ratings yet
- Dent Fatigue Assessment Closeout ReportDocument122 pagesDent Fatigue Assessment Closeout ReportArab WeldersNo ratings yet
- Understanding of TWI J-R CurvesDocument21 pagesUnderstanding of TWI J-R CurvespcastlesmithNo ratings yet
- Static Load Failure TheoriesDocument15 pagesStatic Load Failure TheoriesJoseph Xavier Francisco RibeiroNo ratings yet
- Epoxy Grout Handbook - MasterFlowDocument17 pagesEpoxy Grout Handbook - MasterFlowaruncg2No ratings yet
- Learning in Latent Spaces Improves The Predictive Accuracy of Deep Neural OperatorsDocument22 pagesLearning in Latent Spaces Improves The Predictive Accuracy of Deep Neural Operatorsdata scienceNo ratings yet
- An Experiment of Fatigue Crack Growth UnderDocument7 pagesAn Experiment of Fatigue Crack Growth UnderMaria Camila RestrepoNo ratings yet
- RBI Damage Mechanism Potentials Rev-01 - 6-15-2016Document27 pagesRBI Damage Mechanism Potentials Rev-01 - 6-15-2016TommyNo ratings yet
- Ciria Guide C766: An Overview of The Updated Ciria C660 Guidance On Control of Cracking in Reinforced Concrete StructuresDocument6 pagesCiria Guide C766: An Overview of The Updated Ciria C660 Guidance On Control of Cracking in Reinforced Concrete StructuressiidharthkmahajanNo ratings yet
- Properties and Protection of Wrought ZW3 and ZK60A MG-ZN-ZR Magnesium AlloysDocument64 pagesProperties and Protection of Wrought ZW3 and ZK60A MG-ZN-ZR Magnesium AlloysBruna GomesNo ratings yet
- The Relevance of YS/UTS RatioDocument21 pagesThe Relevance of YS/UTS RatiocarrespmNo ratings yet
- Design and Analysis of Flat SlabDocument43 pagesDesign and Analysis of Flat Slabarun_angshuNo ratings yet
- Fiker AlebachewDocument118 pagesFiker AlebachewTeka TesfayeNo ratings yet
- Accepted Manuscript: Ultrasonics SonochemistryDocument20 pagesAccepted Manuscript: Ultrasonics SonochemistrymnasiroleslamiNo ratings yet
- Nonferrous Alloys: KattusDocument17 pagesNonferrous Alloys: KattussunsirNo ratings yet
- Creep-Test-Complete of 1045 Stell-Threaded SpecimenDocument12 pagesCreep-Test-Complete of 1045 Stell-Threaded SpecimenUSMANNo ratings yet
- AE530 Aero Fract Mech Course Syllabus MBK 2015Document3 pagesAE530 Aero Fract Mech Course Syllabus MBK 2015mohmmad mahmoodNo ratings yet
- Physics of Tablet Comp ActionDocument25 pagesPhysics of Tablet Comp ActionPraanav DaNo ratings yet
- Mechanical Behaviour and Testing of MaterialsDocument811 pagesMechanical Behaviour and Testing of MaterialsMohammed AbdulkedirNo ratings yet
- Delayed Curvatures in Porous PDFDocument13 pagesDelayed Curvatures in Porous PDFerrairachidNo ratings yet
- HOBBS (1957) - An Investigation Into The Stress Distribution in Pile Caps With Some Notes On DesignDocument34 pagesHOBBS (1957) - An Investigation Into The Stress Distribution in Pile Caps With Some Notes On DesignVítor FreitasNo ratings yet
- 1 DYNAmore Info Composites NewMaterials HartmannDocument39 pages1 DYNAmore Info Composites NewMaterials HartmannArya PrihutamaNo ratings yet
- Durability Analysis Methodology Engine Valve 14Document12 pagesDurability Analysis Methodology Engine Valve 14myusernameatscribd100% (1)
- ASME Impact Test RequirementDocument6 pagesASME Impact Test RequirementgaurangNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet