You might also like
- POM_KEPITAL_F30-03_EnDocument2 pagesPOM_KEPITAL_F30-03_EnAthonioMourinhoNo ratings yet
- Kepital F20 - 03Document2 pagesKepital F20 - 03Kumaar RanjanNo ratings yet
- Chang Chun Plastics CO., LTDDocument2 pagesChang Chun Plastics CO., LTDChunYenHuangNo ratings yet
- TDS PBT 5829F-105Document2 pagesTDS PBT 5829F-105TRUONGNo ratings yet
- TDS - Mosten - MA 745 - enDocument2 pagesTDS - Mosten - MA 745 - enTo RaNo ratings yet
- POM - KEPITAL F20-03 - Standard GradeDocument2 pagesPOM - KEPITAL F20-03 - Standard GradeMadhav RajpurohitNo ratings yet
- TDS - MT 950 - enDocument2 pagesTDS - MT 950 - enTo RaNo ratings yet
- RADILONAESL128100NTDocument4 pagesRADILONAESL128100NTRicardoNo ratings yet
- Torelina® A490MA50: Toray Resin CompanyDocument2 pagesTorelina® A490MA50: Toray Resin CompanyChunYenHuangNo ratings yet
- Ecopond PBATDocument3 pagesEcopond PBATsoniud14No ratings yet
- Petra 130 SpecsDocument2 pagesPetra 130 SpecssdecarlogaNo ratings yet
- Amcel KP20: Celanese Corporation - Acetal (POM) CopolymerDocument1 pageAmcel KP20: Celanese Corporation - Acetal (POM) CopolymerSamuelNo ratings yet
- UltrasonS6010 IsoDocument2 pagesUltrasonS6010 IsoKablayialijanNo ratings yet
- Tarolox 10 g6 Standard 003 enDocument3 pagesTarolox 10 g6 Standard 003 enMohamed Ali MaâlaouiNo ratings yet
- Grand Pacific Petrochemical Corp: Grade: Gramid N200GP Typical Properties of GPPC Pa66-N200Gp ResinsDocument1 pageGrand Pacific Petrochemical Corp: Grade: Gramid N200GP Typical Properties of GPPC Pa66-N200Gp ResinsPhuoc Thinh TruongNo ratings yet
- Technical Data Sheet for ALTECH ABS C 2017/500 GF17 PlasticDocument1 pageTechnical Data Sheet for ALTECH ABS C 2017/500 GF17 PlasticarmandoNo ratings yet
- RGF33NATURALDocument1 pageRGF33NATURALCassianNo ratings yet
- Styron ATECH 1175 DatasheetDocument3 pagesStyron ATECH 1175 DatasheetbobNo ratings yet
- PU SEAL Jed-337 008 en ADocument4 pagesPU SEAL Jed-337 008 en Aரஞ்சன் ஞானயோளிNo ratings yet
- PA66-G30 Glass Fiber Reinforced Polyamide 66 Properties Applications ProcessingDocument2 pagesPA66-G30 Glass Fiber Reinforced Polyamide 66 Properties Applications ProcessingVinoth SekarNo ratings yet
- ABS Technical Data SheetDocument1 pageABS Technical Data SheetarmandoNo ratings yet
- Dupont Delrin 527UV BK701Document4 pagesDupont Delrin 527UV BK701Phung LucNo ratings yet
- Technyl Safe C 116FC NCDocument3 pagesTechnyl Safe C 116FC NCkls.thorodinsonNo ratings yet
- KNG1015 Pa6-Gf15Document2 pagesKNG1015 Pa6-Gf15pava16230.meNo ratings yet
- Radiflam A Rv250 Af 375 BK: Product InformationDocument3 pagesRadiflam A Rv250 Af 375 BK: Product InformationLucas Valentim MendesNo ratings yet
- TITLE Fast Molding Polyamide for Thin Wall PartsDocument3 pagesTITLE Fast Molding Polyamide for Thin Wall PartsSATHISH KUMAR SNo ratings yet
- Epofine 556 - Finehard 22962Document5 pagesEpofine 556 - Finehard 22962Karishma PrabhuNo ratings yet
- PP TDSDocument2 pagesPP TDSsribachaNo ratings yet
- TDS Nylon v3.011-enDocument3 pagesTDS Nylon v3.011-enmartinf090574No ratings yet
- Ultradur® B 6550 LN en SI - Product DatasheetDocument2 pagesUltradur® B 6550 LN en SI - Product Datasheetnoto.sugiartoNo ratings yet
- Styrolution TDS400900481370Document3 pagesStyrolution TDS400900481370joshNo ratings yet
- Eccoh 5836 TDS01 2018-10Document2 pagesEccoh 5836 TDS01 2018-10bobNo ratings yet
- PP Mosten EH 501: Technical DatasheetDocument2 pagesPP Mosten EH 501: Technical DatasheetBanupriya BalasubramanianNo ratings yet
- Kumho_750SWDocument1 pageKumho_750SWChu ChuNo ratings yet
- PLEXIGLAS Satinice df20 8N - ENDocument2 pagesPLEXIGLAS Satinice df20 8N - ENmstevkaNo ratings yet
- Styrolution PS 165N/L: General Purpose Polystyrene (GPPS)Document3 pagesStyrolution PS 165N/L: General Purpose Polystyrene (GPPS)Inês MorgadoNo ratings yet
- Product Data Sheet: Sumitomo Polyethylene LdpeDocument2 pagesProduct Data Sheet: Sumitomo Polyethylene LdpeMd Abdul SalamNo ratings yet
- Diakon® ST35G8: Lucite International Holland BVDocument3 pagesDiakon® ST35G8: Lucite International Holland BVbobNo ratings yet
- Absolac 300 Ineos AbsDocument2 pagesAbsolac 300 Ineos Absadrian4santanaNo ratings yet
- Pom 90Document2 pagesPom 90busyNo ratings yet
- RADILON A CP300K 333 BK Product InfoDocument4 pagesRADILON A CP300K 333 BK Product InfomuthuNo ratings yet
- Technical Data Sheet - TheRMOFIL PP F820R00 Natural-Sumika Polymer Compounds Ltd. (2017)Document2 pagesTechnical Data Sheet - TheRMOFIL PP F820R00 Natural-Sumika Polymer Compounds Ltd. (2017)Priyalakshmi NarasimhanNo ratings yet
- Styrolution TDS400900240711Document3 pagesStyrolution TDS400900240711Indrajit SahaNo ratings yet
- Product Data Sheet: Sasol Polymers PP: HNR100 MFR: 12g/10minDocument2 pagesProduct Data Sheet: Sasol Polymers PP: HNR100 MFR: 12g/10minAlbert FortunatoNo ratings yet
- Natpet Teldene H03TFDocument2 pagesNatpet Teldene H03TFTychNo ratings yet
- Styrolution PS 147F: General Purpose Polystyrene (GPPS)Document3 pagesStyrolution PS 147F: General Purpose Polystyrene (GPPS)Ayaan Anowar100% (1)
- 1556 3486 2Document3 pages1556 3486 2Karishma Prabhu100% (1)
- Styro Lution Tds 200400070620Document3 pagesStyro Lution Tds 200400070620gv_ScribdNo ratings yet
- tds-hd5403pdfDocument2 pagestds-hd5403pdfAthonioMourinhoNo ratings yet
- PP h4120 TdsDocument2 pagesPP h4120 TdsengrmfawadazharNo ratings yet
- TDS Infinam ST 6100 LDocument5 pagesTDS Infinam ST 6100 LKacperNo ratings yet
- Epofine 740 - Finehard 5200Document4 pagesEpofine 740 - Finehard 5200Karishma PrabhuNo ratings yet
- Radilon S Hs 105 M NT: Product InformationDocument3 pagesRadilon S Hs 105 M NT: Product InformationOptimuz TsNo ratings yet
- Tds Heraform r900 Nat EngDocument2 pagesTds Heraform r900 Nat EngSenophoeNo ratings yet
- Technical Datasheet LITEN BB 85 F - EngDocument2 pagesTechnical Datasheet LITEN BB 85 F - EngTo RaNo ratings yet
- Abs Absolac 300Document2 pagesAbs Absolac 300ShrikantNo ratings yet
- Luran HH-120: Please SelectDocument3 pagesLuran HH-120: Please SelectDavid Costi da RosaNo ratings yet
- Novodur P2H-ATDocument3 pagesNovodur P2H-ATavinashchauhan2695No ratings yet
- Caring Formula High Flow Glass Filled PA6Document3 pagesCaring Formula High Flow Glass Filled PA6ratz23695No ratings yet
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
- Optimization of FDM 3D Printing Process Parameters On ABS Based Bone Hammer Using RSM TechniqueDocument13 pagesOptimization of FDM 3D Printing Process Parameters On ABS Based Bone Hammer Using RSM TechniqueJohnNo ratings yet
- Fastener Manufacturers in IndiaDocument8 pagesFastener Manufacturers in IndiaKaloti IndiaNo ratings yet
- Daenyx Washing Machine Spare Parts Price ListDocument1 pageDaenyx Washing Machine Spare Parts Price ListANo ratings yet
- Efek Suhu Sintering Terhadap Kekerasan Al/Cu/SiCDocument6 pagesEfek Suhu Sintering Terhadap Kekerasan Al/Cu/SiCAswar ATSNo ratings yet
- DoorDocument2 pagesDoorNurizatisyafikah Binti MustafaNo ratings yet
- Tan Quiz 3Document2 pagesTan Quiz 3Bryan TanNo ratings yet
- Positive Material Identification Procedure (PMI)Document13 pagesPositive Material Identification Procedure (PMI)SANUNo ratings yet
- Install Armaflex Ducts - EN.US.2017Document26 pagesInstall Armaflex Ducts - EN.US.2017Gabriel MurilloNo ratings yet
- PT Unit 6Document41 pagesPT Unit 6Sanjay RiderNo ratings yet
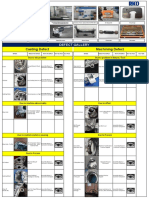
- Casting Defect Machining DefectDocument2 pagesCasting Defect Machining DefectnanimdpNo ratings yet
- Company Contact Details ListDocument24 pagesCompany Contact Details Listmini nikNo ratings yet
- Ieee Research Paper On 3d PrintingDocument7 pagesIeee Research Paper On 3d Printinghjuzvzwgf100% (1)
- The Advantages of MyceliumDocument3 pagesThe Advantages of Myceliumdiyana a.fNo ratings yet
- BTM Catalog Tog L Loc Tooling (Non 940)Document36 pagesBTM Catalog Tog L Loc Tooling (Non 940)Abrão GarciaNo ratings yet
- LONTTO Block Machine CatalogueDocument18 pagesLONTTO Block Machine Cataloguemichael2No ratings yet
- PackingSlip 42602133Document2 pagesPackingSlip 42602133Zbyněk SyptákNo ratings yet
- M50 Energy Ver1 11-2007Document266 pagesM50 Energy Ver1 11-2007GAMM2003No ratings yet
- DS21Document3 pagesDS21vsdfsd258No ratings yet
- Induction Hardening Process PresentationDocument21 pagesInduction Hardening Process PresentationridaNo ratings yet
- 7.1 Manual Tecnico Fabricante Domo CST-CoversDocument12 pages7.1 Manual Tecnico Fabricante Domo CST-CoversJuan Carlos Ortiz ANo ratings yet
- Inventory 3-8-2021Document3 pagesInventory 3-8-2021bobNo ratings yet
- PI 024050 Agrifluid HT Plus ENDocument2 pagesPI 024050 Agrifluid HT Plus ENDex DexNo ratings yet
- Naaz IndustriesDocument3 pagesNaaz IndustriesBV SafetyNo ratings yet
- Astec Mining & Agg BrochureDocument46 pagesAstec Mining & Agg BrochuregugiNo ratings yet
- Asian CatalogueDocument18 pagesAsian CatalogueAvinash GuptaNo ratings yet
- FRPB-GFRP Technical-InfoDocument2 pagesFRPB-GFRP Technical-Infoengr.sulaiman0016No ratings yet
- Lecture 10 - Recovery Recrystallication and Grain GrowthDocument22 pagesLecture 10 - Recovery Recrystallication and Grain GrowthsimNo ratings yet
- Pattern 40 45Document64 pagesPattern 40 45Alberto EdwardNo ratings yet
- Content Just in Time Backflush AccountingDocument1 pageContent Just in Time Backflush AccountingPANELA, Jericho F.No ratings yet
- TeksDocument1 pageTeksAjeng SafridaNo ratings yet