You might also like
- Jesus according to Scripture: Restoring the Portrait from the GospelsFrom EverandJesus according to Scripture: Restoring the Portrait from the GospelsRating: 5 out of 5 stars5/5 (2)
- Heat Load Estimation E20 Form SIDocument1 pageHeat Load Estimation E20 Form SISaul CastroNo ratings yet
- Metallurgical Physical ChemistryDocument45 pagesMetallurgical Physical ChemistryAlvin Garcia PalancaNo ratings yet
- Pressure Drop CalculationDocument6 pagesPressure Drop CalculationmohamedNo ratings yet
- Type: EA: Strainer, Welding EndsDocument2 pagesType: EA: Strainer, Welding EndsTùng ThanhNo ratings yet
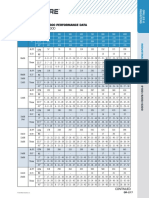
- Model 4100 Performance Data 231Document8 pagesModel 4100 Performance Data 231MIGUELNo ratings yet
- Collapsible Tube SpacerDocument7 pagesCollapsible Tube SpacerMohamed HarisNo ratings yet
- Polystyrene Processing GuideDocument4 pagesPolystyrene Processing GuidemadogodNo ratings yet
- Softening Point of Bitumen PDFDocument8 pagesSoftening Point of Bitumen PDFbishry ahamedNo ratings yet
- Experiment Four: Refrigerator SystemDocument4 pagesExperiment Four: Refrigerator Systemahmed jemalNo ratings yet
- Ice Build CalcsDocument7 pagesIce Build Calcsrc@alfrioNo ratings yet
- Thesis SalineDocument25 pagesThesis SalineSaikiran PuliNo ratings yet
- Model: ZR250KCE-TWD: Technical DataDocument9 pagesModel: ZR250KCE-TWD: Technical DataBalaji DhandapaniNo ratings yet
- Data Set Modul 3Document40 pagesData Set Modul 3Mariani SinagaNo ratings yet
- Zr160kce TFDDocument9 pagesZr160kce TFDmuthuveerNo ratings yet
- Untitled Extract PagesDocument2 pagesUntitled Extract PagesBHABANI SHANKAR JENANo ratings yet
- Dryer Performance MonitoringDocument3 pagesDryer Performance Monitoringdilip matalNo ratings yet
- Model: ZR190KCE-TFD: Technical DataDocument9 pagesModel: ZR190KCE-TFD: Technical DataBalaji DhandapaniNo ratings yet
- Zr190kce TFDDocument9 pagesZr190kce TFDnaser712No ratings yet
- Table For PP: The Data in The Colored, Labeled Arrays Are Interpolated, No Garantee, Based On DVS 2207 Part 11Document3 pagesTable For PP: The Data in The Colored, Labeled Arrays Are Interpolated, No Garantee, Based On DVS 2207 Part 11Haseeb ZahidNo ratings yet
- Zr125kce TFDDocument9 pagesZr125kce TFDmuthuveerNo ratings yet
- Project: Plot 68 Amghara SITE: Kuwait Ac Unit: Pacu 01 General DataDocument1 pageProject: Plot 68 Amghara SITE: Kuwait Ac Unit: Pacu 01 General DataSajidNo ratings yet
- TN102A NTCSensorsDocument1 pageTN102A NTCSensorsFrank Lenin Ortiz GalarzaNo ratings yet
- Mathematical ConversionsDocument155 pagesMathematical ConversionsSudheesh KNo ratings yet
- Technical Data Sheet B38G 220-240V 50/60Hz 1 R134a: Compressor Model Voltage RefrigerantDocument4 pagesTechnical Data Sheet B38G 220-240V 50/60Hz 1 R134a: Compressor Model Voltage RefrigerantIssouf Tidiane TRAORENo ratings yet
- Jan 2022-CLB20403 Results Exp 1-Exp 4 Group 6Document10 pagesJan 2022-CLB20403 Results Exp 1-Exp 4 Group 6Ahmad DanialNo ratings yet
- 2wt Arita Ci Bfly VLV Uni Flanged MalaysiaDocument2 pages2wt Arita Ci Bfly VLV Uni Flanged MalaysiaannaomarNo ratings yet
- Experiment # 09: ObjectDocument9 pagesExperiment # 09: ObjectRiazNo ratings yet
- Rating Chart For NTM SeriesDocument1 pageRating Chart For NTM Series2ravikanthNo ratings yet
- Tabla de Soldadura PT1200 DVS PDFDocument7 pagesTabla de Soldadura PT1200 DVS PDFAlejandro PizarroNo ratings yet
- Tabla de Soldadura PT1200 DVSDocument7 pagesTabla de Soldadura PT1200 DVSAlejandro PizarroNo ratings yet
- 3 Zuata 16Document1 page3 Zuata 16Miguel BetancourtNo ratings yet
- Pipe Size CalculationDocument28 pagesPipe Size CalculationAnonymous Iev5ggSR100% (1)
- BS EN 1092 PN16 Flange Dimensions - Roy MechDocument4 pagesBS EN 1092 PN16 Flange Dimensions - Roy MechpriyankaNo ratings yet
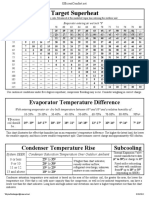
- Charging and TD Chart PlusDocument1 pageCharging and TD Chart PlusFaquruddin AliNo ratings yet
- Megacard CorporationDocument6 pagesMegacard CorporationJanit SethiNo ratings yet
- Experiment Four: Refrigerator SystemDocument4 pagesExperiment Four: Refrigerator Systemahmed jemalNo ratings yet
- RDC 01-16 Cálculo Queda de Tensão - AdmDocument5 pagesRDC 01-16 Cálculo Queda de Tensão - AdmPaulo Vitor Agrissi AmorimNo ratings yet
- Temperature LogDocument1 pageTemperature LogSugiartoNo ratings yet
- Experiment No.: 16 Title: Thermal Performance of Solar Water Heater Aim: Heating and Cooling Performance of Flat Plate Solar Collector Instruments UsedDocument2 pagesExperiment No.: 16 Title: Thermal Performance of Solar Water Heater Aim: Heating and Cooling Performance of Flat Plate Solar Collector Instruments UsedAngsuman PhukanNo ratings yet
- Experiment No.: 16 Title: Thermal Performance of Solar Water Heater Aim: Heating and Cooling Performance of Flat Plate Solar Collector Instruments UsedDocument2 pagesExperiment No.: 16 Title: Thermal Performance of Solar Water Heater Aim: Heating and Cooling Performance of Flat Plate Solar Collector Instruments UsedAngsuman PhukanNo ratings yet
- Pile CapacityDocument3 pagesPile CapacityEYBER ALEXANDER GARNICA TRUJILLONo ratings yet
- Butterfly Valve DatasheetDocument2 pagesButterfly Valve DatasheetKanthan DevanNo ratings yet
- K RAIN KVF NozzlesDocument2 pagesK RAIN KVF NozzlesManoj DoshiNo ratings yet
- 359 Bus ScheduleDocument2 pages359 Bus ScheduleSaadiq El-HaqqNo ratings yet
- Data 2Document3 pagesData 2Hazel Gornez OcaNo ratings yet
- Copeland Scroll Digital: F-Line Air-Cooled Condensing UnitsDocument2 pagesCopeland Scroll Digital: F-Line Air-Cooled Condensing UnitsAbdiel MartínezNo ratings yet
- Danfoss GLY80RDa R134a 115 60Document5 pagesDanfoss GLY80RDa R134a 115 60arnold1994No ratings yet
- Data Chiller 4 After SequencingDocument72 pagesData Chiller 4 After Sequencingsalad garamNo ratings yet
- Ficha Zuata VR300Document1 pageFicha Zuata VR300Oswaldo HernandezNo ratings yet
- ReportDocument6 pagesReportAAKASHNo ratings yet
- TopLine Katalog Original EnglDocument36 pagesTopLine Katalog Original EnglAnonymous KB3AksTpBNo ratings yet
- 07 - Dew Point and RH Table PDFDocument3 pages07 - Dew Point and RH Table PDFvinod singhNo ratings yet
- MeetingDocument1 pageMeetingzdravkoNo ratings yet
- Danfoss GU45TG R134a 200 50Document5 pagesDanfoss GU45TG R134a 200 50Dadan KurniaNo ratings yet
- Main - Vaccine Refrigerator Freezer Temperature Chart TemplateDocument1 pageMain - Vaccine Refrigerator Freezer Temperature Chart TemplateMaan SantiagoNo ratings yet
- CATTLE - 2354112 May 25 2024Document6 pagesCATTLE - 2354112 May 25 2024intanNo ratings yet
- 30 JulyDocument16 pages30 JulyRohit KumarNo ratings yet
- Teakai s11189811Document9 pagesTeakai s11189811Teakai TuariiNo ratings yet
- Zbd30kce TFDDocument6 pagesZbd30kce TFDarpac tecnologiaNo ratings yet
- 4.0 Experimental ProcedureDocument9 pages4.0 Experimental ProcedureSyazwan MansorNo ratings yet
- Assembly of LG PDFDocument6 pagesAssembly of LG PDFNararya Muh Pratito AndityaNo ratings yet
- Liebherr Casing Oscillator Deep Foundation enDocument4 pagesLiebherr Casing Oscillator Deep Foundation enNararya Muh Pratito Anditya100% (1)
- Radius Towe Crane-Layout2Document1 pageRadius Towe Crane-Layout2Nararya Muh Pratito AndityaNo ratings yet
- Expansion Joint Asphaltic PlugDocument21 pagesExpansion Joint Asphaltic PlugNararya Muh Pratito AndityaNo ratings yet
- Reactive Power Compensation: Presented By: Ari Nugraheni Chairy Wahyu WinantiDocument28 pagesReactive Power Compensation: Presented By: Ari Nugraheni Chairy Wahyu WinantiNararya Muh Pratito AndityaNo ratings yet
- ENSC 461 Tutorial, Week#4 - IC EnginesDocument8 pagesENSC 461 Tutorial, Week#4 - IC Enginesandres179No ratings yet
- REF - Chapter 05Document4 pagesREF - Chapter 05Jeffrey RebonquinNo ratings yet
- Bda 30603 PDFDocument7 pagesBda 30603 PDFDaniel LauNo ratings yet
- Template Thermal Equilibrium Lab ReportDocument3 pagesTemplate Thermal Equilibrium Lab ReportSyukri HakimieNo ratings yet
- Passive Building Design in JanakpurDocument29 pagesPassive Building Design in JanakpurAnurag SrivastavaNo ratings yet
- Air Compressors NotesDocument11 pagesAir Compressors NotesHafizuddin RazakNo ratings yet
- ThermodynamicsDocument54 pagesThermodynamicsArbeeChrystelV.AleraNo ratings yet
- Heating Load Calculation ExampleDocument1 pageHeating Load Calculation Examplemuhd.qasimNo ratings yet
- Páginas DesdeSeparation Process Principles (Seader & Henley, 2006) - SEGUNDA-EDICIONDocument1 pagePáginas DesdeSeparation Process Principles (Seader & Henley, 2006) - SEGUNDA-EDICIONAlanAlcazar100% (1)
- Episode 607: Specific Heat Capacity: Changes Phase From A Solid To A Liquid or Liquid To A GasDocument19 pagesEpisode 607: Specific Heat Capacity: Changes Phase From A Solid To A Liquid or Liquid To A GasMuhamadMarufNo ratings yet
- Direct Air HP Msae June 2016 Eng Web 1465898756Document6 pagesDirect Air HP Msae June 2016 Eng Web 1465898756BobNo ratings yet
- Problems Ideal Reheat CycleDocument5 pagesProblems Ideal Reheat CycleHassan SheikhNo ratings yet
- 2 Sem Chemical Engg FDocument14 pages2 Sem Chemical Engg FSasidharanNo ratings yet
- Vapour Power SystemDocument12 pagesVapour Power SystemluriahNo ratings yet
- 39HQ - AhuDocument96 pages39HQ - AhuperezismaelNo ratings yet
- Thermodynamics Pure Substances NotesDocument50 pagesThermodynamics Pure Substances Noteshellothere100% (1)
- Coaching Set 1 PinkDocument8 pagesCoaching Set 1 Pinkjoe1256No ratings yet
- Chemistry For Engineers: Problem Set 3Document8 pagesChemistry For Engineers: Problem Set 3Lovelie Princess RigosNo ratings yet
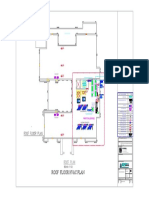
- Roof Floor Hvac Plan: Area For All ServicesDocument1 pageRoof Floor Hvac Plan: Area For All ServicesMohammed AzharNo ratings yet
- 4 Stages Complete Drying Process - Primarily From Freeze Drying Process-20190416023134-1 PDFDocument2 pages4 Stages Complete Drying Process - Primarily From Freeze Drying Process-20190416023134-1 PDFAzzwa ZubairiNo ratings yet
- Paper Tekres Ezzet GommaDocument19 pagesPaper Tekres Ezzet GommaandhikaakibNo ratings yet
- KINKAI Drying Machine: Guangzhou KAINENG Electric Equitment CO.,LTDDocument12 pagesKINKAI Drying Machine: Guangzhou KAINENG Electric Equitment CO.,LTDmohamed kassemNo ratings yet
- Q.P - XI PHYDocument3 pagesQ.P - XI PHYgaganNo ratings yet
- Advances in Mechanical Engineering ME 702Document2 pagesAdvances in Mechanical Engineering ME 702Atul GaurNo ratings yet
- Processes: Inside-Out Method For Simulating A Reactive Distillation ProcessDocument17 pagesProcesses: Inside-Out Method For Simulating A Reactive Distillation Processharish dassNo ratings yet
- Review of First and Second Law of Thermodynamics: DefinitionsDocument10 pagesReview of First and Second Law of Thermodynamics: DefinitionsSumit RijalNo ratings yet
- R134a VwebDocument1,014 pagesR134a VwebAlexandre GelsiNo ratings yet
- Refrigeration ChartsDocument6 pagesRefrigeration Chartsahmed el-sayedNo ratings yet