You might also like
- 14 机载雷达发射机技术Document44 pages14 机载雷达发射机技术ERIC WANGNo ratings yet
- cc小论文Document6 pagescc小论文cc3368636145No ratings yet
- 尖峰能量法在岭澳核电站滚动轴承故障诊断中的应用 赵振宇Document5 pages尖峰能量法在岭澳核电站滚动轴承故障诊断中的应用 赵振宇davison coyNo ratings yet
- Rcs 9000Document64 pagesRcs 9000scottsawNo ratings yet
- 基于振动尖峰能量和频谱分析的滚动轴承劣化程度评估 董玉琼Document5 pages基于振动尖峰能量和频谱分析的滚动轴承劣化程度评估 董玉琼davison coyNo ratings yet
- 小论文Document5 pages小论文cc3368636145No ratings yet
- 力樺技術週報Document17 pages力樺技術週報adfkjbaaNo ratings yet
- MEYER SOUND扩声系统优化指南Document153 pagesMEYER SOUND扩声系统优化指南Alex ChenNo ratings yet
- JTT 445-2008 汽车底盘测功机Document21 pagesJTT 445-2008 汽车底盘测功机Yundi GaoNo ratings yet
- 频谱分析法在外输泵故障诊断中的应用Document3 pages频谱分析法在外输泵故障诊断中的应用davison coyNo ratings yet
- 用于高频接收器与发射器的锁相环 part2Document5 pages用于高频接收器与发射器的锁相环 part2余波(菠菠菜)No ratings yet
- 震動平台檢驗測試Document84 pages震動平台檢驗測試黃靖紜No ratings yet
- Electro-Chemical Type Carbon Monoxide Instrumentation For Coal MineDocument13 pagesElectro-Chemical Type Carbon Monoxide Instrumentation For Coal Mine郭哲宏No ratings yet
- 0iF系统Servo Guide Mate常用调整项目入门指导Document16 pages0iF系统Servo Guide Mate常用调整项目入门指导ccqyugaoNo ratings yet
- 第六組-林育暄-林佳穎-都卜勒效應Document10 pages第六組-林育暄-林佳穎-都卜勒效應b12504075No ratings yet
- 基于MATLAB频分复用系统的研究与仿真设计Document26 pages基于MATLAB频分复用系统的研究与仿真设计HTT MioNo ratings yet
- 通信电子线路4 1 CHNDocument50 pages通信电子线路4 1 CHNyz89256893No ratings yet
- UntitledDocument55 pagesUntitledYi-ding LeeNo ratings yet
- RCS9000Document37 pagesRCS9000scottsawNo ratings yet
- SR1 01Document47 pagesSR1 01朝崴No ratings yet
- 基礎振動分析Document54 pages基礎振動分析ukhfulajif;gNo ratings yet
- Extracting Backscatter Ionogram Leading Edges Based Wavelet TransformDocument7 pagesExtracting Backscatter Ionogram Leading Edges Based Wavelet Transformivy_publisherNo ratings yet
- 11 泵浦振動分析基本概念Document48 pages11 泵浦振動分析基本概念林唯中No ratings yet
- 準分子雷射與微型聲波感測器之製作測試與應用 Ch5Document21 pages準分子雷射與微型聲波感測器之製作測試與應用 Ch5史提芬周No ratings yet
- NKY-K303 ManualDocument36 pagesNKY-K303 ManualSon DDarrellNo ratings yet
- 超声相控阵检测技术在采油气井口装置的应用 孔嫦娥Document4 pages超声相控阵检测技术在采油气井口装置的应用 孔嫦娥Chris LimNo ratings yet
- 振动、模态、应变、噪声测试理论及应用Document115 pages振动、模态、应变、噪声测试理论及应用蕭宇程No ratings yet
- 0F39A39DCB045470DCBE04B92A9F5E0E (1)Document144 pages0F39A39DCB045470DCBE04B92A9F5E0E (1)Deep RavalNo ratings yet
- 5992 2575Document7 pages5992 2575Huicheng YuNo ratings yet
- #1,2机组一次风机动叶卡涩检查方案 打印Document10 pages#1,2机组一次风机动叶卡涩检查方案 打印Thái BùiNo ratings yet
- ssdC三级保养Document5 pagesssdC三级保养majid aziziNo ratings yet
- PSG9080 CN ManualDocument43 pagesPSG9080 CN ManualAriel Navarrete0% (1)
- 示波器Document6 pages示波器extraian76No ratings yet
- 用于高频接收器与发射器的锁相环 part1Document4 pages用于高频接收器与发射器的锁相环 part1余波(菠菠菜)No ratings yet
- 振動感測元件應用於智慧機械製造 ITRIDocument54 pages振動感測元件應用於智慧機械製造 ITRIYung-Yen KoNo ratings yet
- 潍柴EDC17电控发动机CAN总线通讯技术应用规范V1 0-3f6c22e981c758f5f61f67b9Document53 pages潍柴EDC17电控发动机CAN总线通讯技术应用规范V1 0-3f6c22e981c758f5f61f67b9Wang Zheng FengNo ratings yet
- UntitledDocument4 pagesUntitled单远No ratings yet
- 基础振动理论Document50 pages基础振动理论Cindy WangNo ratings yet
- CN212301667U 一种发电机轴电压轴电流在线检测装置Document8 pagesCN212301667U 一种发电机轴电压轴电流在线检测装置Jingyu QiaoNo ratings yet
- 84000000-812 CJCL21磁定位测井仪使用说明书及维修手册)Document7 pages84000000-812 CJCL21磁定位测井仪使用说明书及维修手册)majid aziziNo ratings yet
- SyntecDocument38 pagesSyntecReza Guntur BudiyantoNo ratings yet
- GB∕T 39633-2020 协作机器人用一体式伺服电动机系统通用规范Document37 pagesGB∕T 39633-2020 协作机器人用一体式伺服电动机系统通用规范chuntao fengNo ratings yet
- 单电源运放基本应用Document22 pages单电源运放基本应用白色无伤No ratings yet
- JJF 1610-2017 电动、气动扭矩扳子校准规范Document20 pagesJJF 1610-2017 电动、气动扭矩扳子校准规范K LingNo ratings yet
- 由AD9851和LMX2306构成的锁相电路 PDFDocument4 pages由AD9851和LMX2306构成的锁相电路 PDFThanhha NguyenNo ratings yet
- FY2200S系列用户手册V2 5Document11 pagesFY2200S系列用户手册V2 5Ahmad DriverNo ratings yet
- 《超声 理疗设备 0.5MHz~5MHz频率范围内声场要求和测量方法》标准草案Document51 pages《超声 理疗设备 0.5MHz~5MHz频率范围内声场要求和测量方法》标准草案Wang kanadeNo ratings yet
- 實驗一結報Document12 pages實驗一結報Lee Cheng LunNo ratings yet
- 實驗一結報Document12 pages實驗一結報Lee Cheng LunNo ratings yet
- 精密旋变数字转换器测量角位置和速度Document6 pages精密旋变数字转换器测量角位置和速度琛潇徐No ratings yet
- 航空发动机喘振故障机理及监控方法研究 丁蓬勃Document5 pages航空发动机喘振故障机理及监控方法研究 丁蓬勃Jian LinNo ratings yet
- 用于高频接收器与发射器的锁相环 part3Document5 pages用于高频接收器与发射器的锁相环 part3余波(菠菠菜)No ratings yet
- 振動原理介紹Document15 pages振動原理介紹magdalenemckee84No ratings yet
- GB10035 2017Document16 pagesGB10035 2017李江No ratings yet
- 實驗二 RLC串聯電路Document7 pages實驗二 RLC串聯電路c24106032No ratings yet
- 双馈异步风力发电机气隙偏心故障诊断研究现状与发展Document6 pages双馈异步风力发电机气隙偏心故障诊断研究现状与发展lNo ratings yet
- FANUC机床CNC基础知识Document51 pagesFANUC机床CNC基础知识api-3775717100% (5)
- 6-2-11 基坑工程监测Document13 pages6-2-11 基坑工程监测秦川No ratings yet
- Labview NXG Real-Time 12-3-2022Document12 pagesLabview NXG Real-Time 12-3-2022davison coyNo ratings yet
- 尖峰能量法 (GSE) 及其在轴承故障诊断中的应用 喻洪流Document3 pages尖峰能量法 (GSE) 及其在轴承故障诊断中的应用 喻洪流davison coyNo ratings yet
- 频谱分析法在外输泵故障诊断中的应用Document3 pages频谱分析法在外输泵故障诊断中的应用davison coyNo ratings yet
- 一种行之有效的故障诊断新方法Document2 pages一种行之有效的故障诊断新方法davison coyNo ratings yet
- 尖峰能量法诊断轴承故障 左经刚Document2 pages尖峰能量法诊断轴承故障 左经刚davison coyNo ratings yet
- 尚硅谷大数据之实时数仓 FlinkCDCDocument9 pages尚硅谷大数据之实时数仓 FlinkCDCYufei AmazonNo ratings yet
- dbba030f-31d5-46b5-8ef6-3d7fbead343dDocument5 pagesdbba030f-31d5-46b5-8ef6-3d7fbead343dDu RoyNo ratings yet
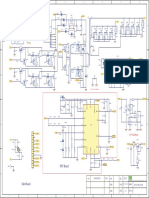
- Schematic Power Supply Cougar CMX850 GX800 MB HEC-805TG-5LX-M REV S1.1Document2 pagesSchematic Power Supply Cougar CMX850 GX800 MB HEC-805TG-5LX-M REV S1.1PhbNetParnaiba50% (2)
- 兵器装备用钛合金的低成本制造技术 郭瑞萍Document4 pages兵器装备用钛合金的低成本制造技术 郭瑞萍zhuangxian wangNo ratings yet