Professional Documents
Culture Documents
تهیه WPS-PQR
تهیه WPS-PQR
Uploaded by
Mohammad FereidCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
تهیه WPS-PQR
تهیه WPS-PQR
Uploaded by
Mohammad FereidCopyright:
Available Formats
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺩﻭﺭﻩ ﺁﻣﻮﺯﺷﻲ
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر
ﺑﺮ اﺳﺎس ﮐﺪ ASME
WPS - PQR - WPQ
Based on ASME Code Section IX
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:
ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺻﻔﺤﻪ 1از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
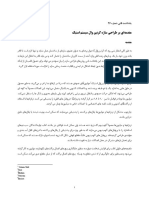
ﭘﯿﺸﮕﻔﺘﺎر
اﺳﺘﻔﺎده از ﺟﻮﺷﮑﺎري ﺑﻪ زﻣﺎﻧﻬﺎي ﺑﺴﯿﺎر دور و آﻏﺎز ﮐﺎر ﺑﺎ ﻓﻠﺰات ﺑﺎز ﻣﯽ ﮔﺮدد و اﻣﺮوزه ﮐﺎرﺑﺮد آن ﺑﻪ دﻟﯿﻞ ﺻﺮﻓﻪ اﻗﺘﺼﺎدي ،ﻗﺎﺑﻠﯿـﺖ اﻃﻤﯿﻨـﺎن ﺑـﺎﻻ و ﻧﯿـﺰ داﺷـﺘﻦ
اﯾﻤﻨﯽ ،روز ﺑﻪ روز اﻓﺰاﯾﺶ ﻣﯽ ﯾﺎﺑﺪ .در ﻣﻘﺎﯾﺴﻪ ﺑﺎ ﺳﺎﯾﺮ روﺷﻬﺎي اﺗﺼﺎل دﻫﯽ ﻫﻤﺎﻧﻨﺪ ﭘﺮچ ﮐﺎري؛ ﺳﺎزه ﺟﻮﺷﮑﺎري ﺷﺪه اﺳﺘﺤﮑﺎم ﺑﯿـﺸﺘﺮ ،وزن و ﻫﺰﯾﻨـﻪ ﮐﻤﺘـﺮي
دارد .ﺗﮑﻨﻮﻟﻮژي ﺟﻮﺷﮑﺎري ﺣﺪودا ﺷﺎﻣﻞ 100ﻓﺮآﯾﻨﺪ ﺑﻮده ﮐﻪ ﺷﺎﻣﻞ روﺷﻬﺎﯾﯽ ﺑﺮاي ﺟﻮﺷﮑﺎري ﭘﻠﯿﻤﺮﻫﺎ ،ﻓﻠﺰات ،ﺳﺮاﻣﯿﮑﻬﺎ ،ﮐﺎﻣﭙﻮزﯾﺘﻬـﺎ و ﺳـﺎﯾﺮ ﻣـﻮاد ﻣﻬﻨﺪﺳـﯽ
ﻣﯽ ﺑﺎﺷﺪ .اﯾﻦ ﺗﮑﻨﻮﻟﻮژي ﻫﺎي ﻣﺘﻌﺪد ﺳﺒﺐ اﻧﻌﻄﺎف ﭘﺬﯾﺮي ﻓﺮاوان در ﻃﺮاﺣﯽ ﻗﻄﻌﺎﺗﯽ ﮐﻪ ﺑﻪ ﻫﻢ ﺟﻮش داده ﻣﯽ ﺷﻮﻧﺪ ،ﻣﯽﮔـﺮدد .ﺟﻮﺷـﮑﺎري ﺑـﻪ ﻃـﻮر ﻣﻌﻤـﻮل
آﺧﺮﯾﻦ ﻓﺮآﯾﻨﺪ در ﻣﻮﻧﺘﺎژ ﻗﻄﻌﺎت اﺳﺖ و ﻧﻘﺶ ﺑﺴﯿﺎر ﻣﻬﻤﯽ را در اﻃﻤﯿﻨﺎن از ﮐﺎراﯾﯽ ﻗﻄﻌﻪ اﯾﻔﺎ ﻣﯽﮐﻨﺪ .ﻫﻤﭽﻨﯿﻦ ﻧﻘﺶ ﺟﻮﺷﮑﺎري در ﺗﻌﻤﯿـﺮات و اﻓـﺰاﯾﺶ ﻃـﻮل
ﻋﻤﺮ ﻗﻄﻌﺎت ﺗﻮﻟﯿﺪ ﺷﺪه ﻧﯿﺰ ﺑﺴﯿﺎر ﺣﯿﺎﺗﯽ اﺳﺖ.
ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ ﻣﻄﺎﻟﺐ ﮔﻔﺘﻪ ﺷﺪه ﻋﺠﯿﺐ ﻧﺨﻮاﻫﺪ ﺑﻮد اﮔﺮ ﺑﺸﻨﻮﯾﻢ ﮐﻪ اﻣﺮوزه ﺻﻨﻌﺖ ﺟﻮش ﺑﻪ ﻋﻨﻮان ﯾﮏ ﺻﻨﻌﺖ زﯾﺮﺑﻨﺎﺋﯽ در ﺗﻮﺳﻌﻪ ﻣﻠﻞ ﻣﻮرد ﺗﻮﺟـﻪ اﺳﺘﺮاﺗﮋﯾـﺴﺖ
ﻫﺎي ﺗﻮﺳﻌﻪ ﻗﺮار ﮔﺮﻓﺘﻪ اﺳﺖ .آﻧﭽﻪ در اﯾﻦ ﻣﯿﺎن ﺑﺎﯾﺪ ﺑﻪ آن ﺗﻮﺟﻪ ﻧﻤﻮد اﯾﻦ اﺳﺖ ﮐﻪ ﻣﺤﯿﻂ ﺟﻬﺎﻧﯽ ﮐﻨﻮﻧﯽ اﯾﺠﺎب ﻣﯽ ﻧﻤﺎﯾﺪ ﮐﻪ ﺻﻨﺎﯾﻊ ،ﻓﻌﺎﻟﯿـﺖ ﻫـﺎي ﺧـﻮد را
ﻫﻤﮕﺎم ﺑﺎ روﻧﺪ ﺟﻬﺎﻧﯽ ﺑﻪ اﻧﺠﺎم رﺳﺎﻧﺪه ﺗﺎ ﺑﺪﯾﻦ ﺗﺮﺗﯿﺐ ﺑﺎ ﮐﺎﻫﺶ زﻣﺎن و ﻫﺰﯾﻨﻪ و اﻓﺰاﯾﺶ ﮐﯿﻔﯿﺖ ﻣﻮﺟﺐ ارﺗﻘﺎء اﺛﺮﺑﺨﺸﯽ و ﮐﺎرآﯾﯽ ﺧﻮد ﮔﺮدﻧـﺪ .ﺑـﺎ ﺗﻮﺟـﻪ ﺑـﻪ
واﻗﻌﯿﺖ ﭘﯿﻮﺳﺘﻦ اﯾﺮان ﺑﻪ WTOﺑﺎ روﯾﮑﺮد ﺟﻬﺎﻧﯽ در آﯾﻨﺪه ﻧﺰدﯾﮏ ،ﻓﺮآﯾﻨﺪﻫﺎي اﺻﻠﯽ ﺗﻮﻟﯿﺪ در ﺻﻨﺎﯾﻊ ﻧﯿﺎزﻣﻨﺪ ﺗﻮﺟﻪ وﯾﮋه و ﺑﻪ ﮐـﺎرﮔﯿﺮي اﺳـﺘﺎﻧﺪاردﻫﺎي راﯾـﺞ
در ﺳﻄﻮح ﺑﯿﻦ اﻟﻤﻠﻠﯽ اﺳﺖ .
ﻣﻄﺎﺑﻖ اﺳﺘﺎﻧﺪاردﻫﺎي ﺟﻬﺎﻧﯽ ،ﺟﻮﺷﮑﺎري از ﻓﺮآﯾﻨﺪﻫﺎي ﺧﺎص ﻣﯽ ﺑﺎﺷﺪ و ﺗﻨﻬﺎ ﺑﺎ ﮐﻨﺘﺮل ﮐﯿﻔﯿﺖ ﻣﺤﺼﻮل ﭘﺲ از ﺗﻮﻟﯿـﺪ ،اﻣﮑـﺎن ﺗـﺼﻤﯿﻢ ﮔﯿـﺮي در ﺧـﺼﻮص
ﮐﯿﻔﯿﺖ ﻣﺤﺼﻮل وﺟﻮد ﻧﺪارد و ﺑﺮاي اﻃﻤﯿﻨﺎن از ﮐﯿﻔﯿﺖ ،ﺑﺎﯾﺪ ﻗﺒﻞ و در ﺣﯿﻦ ﺗﻮﻟﯿﺪ ﻧﯿﺰ ﻧﻈﺎرت و ﺑﺎزرﺳﯽ روي ﻣﺤﺼﻮل وﺟـﻮد داﺷـﺘﻪ ﺑﺎﺷـﺪ .اﻃﻤﯿﻨـﺎن از اﻣـﺮ
ﮐﯿﻔﯿﺖ در ﺟﻮﺷﮑﺎري ﺑﻪ ﻋﻨﻮان ﯾﮏ ﻓﺮآﯾﻨﺪ ﺧﺎص ،ﻧﯿﺎزﻣﻨﺪ ﮐﻔﺎﯾﺖ ﮐﯿﻔﯿﺖ در ﺑﺨﺶ ﻫﺎي ﻣﺨﺘﻠﻒ درﮔﯿﺮ در ﺗﻮﻟﯿﺪ ﺷﺎﻣﻞ ﻣﻮاد اوﻟﯿﻪ ،ﺗﺠﻬﯿﺰات ،ﻧﯿـﺮوي اﻧـﺴﺎﻧﯽ،
اﺳﺘﺎﻧﺪاردﻫﺎ ،ﻓﺮآﯾﻨﺪﻫﺎي ﺗﻮﻟﯿﺪ ،ﻣﺪﯾﺮﯾﺖ و ...ﺑﻮده و ﺑﻪ ﻋﺒﺎرت دﯾﮕﺮ ﻣﺴﺘﻠﺰم ﮐﺎرا ﺑﻮدن ﺳﯿﺴﺘﻢ ﻣﺪﯾﺮﯾﺖ ﮐﯿﻔﯿﺖ ﺟﻮش ﻣﯽﺑﺎﺷﺪ.
آﻧﭽﻪ در اﯾﻦ دوره آﻣﻮزﺷﯽ ﺑﻪ آن ﭘﺮداﺧﺘﻪ ﺧﻮاﻫﺪ ﺷﺪ ﺳﻪ ﺣﻠﻘﻪ از زﻧﺠﯿﺮه ﺳﯿﺴﺘﻢ ﻣﺪﯾﺮﯾﺖ ﮐﯿﻔﯿﺖ ﺟﻮش اﺳﺖ ﮐﻪ ﻋﺒﺎرﺗﻨﺪ از ﭼﮕﻮﻧﮕﯽ ﺗﻨﻈﯿﻢ و ﺑﺮرﺳـﯽ ﻣـﺪارك
دﺳــﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷــﮑﺎري ) (Welding Procedure Specificationﮐــﻪ ﮐﻮﺗــﺎه ﺷــﺪه آن WPSاﺳــﺖ ،ﮔــﺰارش ﺗﺎﺋﯿــﺪ دﺳــﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷــﮑﺎري
) (Procedure Qualification Recordﮐﻪ ﺑﻪ اﺧﺘﺼﺎر PQRﺧﻮاﻧﺪه ﻣﯽﺷـﻮد و ﺗﺎﺋﯿـﺪ ﺻـﻼﺣﯿﺖ ﺟﻮﺷـﮑﺎر ﮐـﻪ WPQﻧﺎﻣﯿـﺪه ﻣـﯽﮔـﺮدد و ﻣﺨﻔـﻒ
Welder Performance Qualificationاﺳﺖ.
در ﮐﺸﻮر ﻣﺎ ﺗﻬﯿﻪ ﻣﺪارك ﺟﻮﺷﮑﺎري در ﭘﺮوژه ﻫﺎي ﺻﻨﻌﺘﯽ در ﺑﯿﺸﺘﺮ ﻣﻮارد ﺑﺮ اﺳﺎس ASME Sec. IXاﻧﺠﺎم ﻣﯽﺷﻮد و ﺑﻪ ﻫﻤـﯿﻦ دﻟﯿـﻞ ﻧﯿـﺰ اﯾـﻦ دوره ﺑـﺮ
اﺳﺎس وﯾﮋﮔﯿﻬﺎ و ﺷﺮاﯾﻂ اﯾﻦ ﮐﺪ ﻃﺮاﺣﯽ ﮔﺮدﯾﺪه اﺳﺖ اﻣﺎ ﺑﺮاي روﺷﻨﺘﺮ ﺷﺪن ﻣﻮﺿﻮع و ﯾﺎ اﻧﺠـﺎم ﻣﻘﺎﯾـﺴﻪ ،در ﺑﺮﺧـﯽ ﻣـﻮارد ﺑـﻪ اﺳـﺘﺎﻧﺪاردﻫﺎي ﻣـﺸﺎﺑﻪ ﻣﺎﻧﻨـﺪ
AWS D1.1ﻧﯿﺰ اﺷﺎره ﮔﺮدﯾﺪه اﺳﺖ.
اﮔﺮ اﯾﻦ ﻣﺠﻤﻮﻋﻪ ﺑﺘﻮاﻧﺪ ﺑﻪ ﻋﻨﻮان ﯾﮏ راﻫﻨﻤﺎ ﻣﻮرد اﺳﺘﻔﺎده ﻗﺮار ﮔﯿﺮد ،ﻫﺪف ﻧﮕﺎرﻧﺪه در ﮔﺮدآوري و ﺗﻨﻈﯿﻢ آن ﺑﺮآورده ﺷﺪه اﺳﺖ.
ﻧﺎﮔﻔﺘﻪ ﭘﯿﺪاﺳﺖ ،ﺧﻄﺎ ﻫﻤﺰاد ﻫﺮ اﻗﺪام اﺳﺖ و ﻧﻈﺮات و ﭘﯿـﺸﻨﻬﺎدﻫﺎي ﺧﻮاﻧﻨـﺪﮔﺎن ﮔﺮاﻣـﯽ ﻣـﯽ ﺗﻮاﻧـﺪ اﯾـﻦ ﻣﺠﻤﻮﻋـﻪ را ﭘﺮﺑـﺎرﺗﺮ و ﮐـﺎرﺑﺮدي ﺗـﺮ ﮐﻨـﺪ .ﺑﻨـﺎﺑﺮاﯾﻦ
ﺧﻮاﻫﺸﻤﻨﺪم دﯾﺪﮔﺎه ﻫﺎي ﺧﻮد را از ﻃﺮﯾﻖ ﺷﻤﺎره 09124256785اﻋﻼم ﻧﻤﻮده ﯾﺎ ﺑﻮﺳﯿﻠﻪ ﭘﺴﺖ اﻟﮑﺘﺮوﻧﯿﮑـﯽ kkhodaparasti@yahoo .comارﺳـﺎل
ﻓﺮﻣﺎﯾﯿﺪ.
ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
آذرﻣﺎه 1386
ﺻﻔﺤﻪ 2از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺑﺨﺶ اول
آﺷﻨﺎﯾﯽ ﺑﺎ ﭼﮕﻮﻧﮕﯽ ﺗﻨﻈﯿﻢ
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري)( WPS
ﺻﻔﺤﻪ 3از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻣﻘﺪﻣﻪ
ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ ﻧﯿﺎزﻣﻨﺪﯾﻬﺎي ﺻﻨﻌﺘﯽ دﻧﯿﺎي اﻣﺮوز ،ﻻزم اﺳﺖ ﺗﻤﺎﻣﯽ ﻋﻤﻠﯿﺎت ﺻﻨﻌﺘﯽ و از آن ﺟﻤﻠﻪ ﻓﻌﺎﻟﯿﺘﻬﺎي ﻣﺮﺗﺒﻂ ﺑﺎ ﺟﻮﺷﮑﺎري ﺑﺮ اﺳﺎس روﯾﻪ ﻫﺎي ﺗـﺪوﯾﻦ ﺷـﺪه
اي اﻧﺠﺎم ﮔﺮدﻧﺪ .ﺑﺮ اﯾﻦ اﺳﺎس ﻻزم اﺳﺖ ﺑﺮاي اﻧﺠﺎم ﻫﺮ ﮐﺎري دﺳﺘﻮراﻟﻌﻤﻞ اﺟﺮاﯾﯽ ﺗﻬﯿﻪ ﺷﻮد و ﭘﺲ از آن ﺑﺎ اﻧﺠﺎم آزﻣﺎﯾﺸﻬﺎﯾﯽ ﻗﺎﺑﻠﯿﺖ اﺟﺮاﯾـﯽ دﺳـﺘﻮراﻟﻌﻤﻞ و
ﺗﻮاﻧﺎﯾﯽ ﺗﺤﻘﻖ ﺧﻮاﺳﺘﻪ ﻫﺎ ﺑﻪ اﺛﺒﺎت ﺑﺮﺳﺪ.
WPSﯾﮏ دﺳﺘﻮراﻟﻌﻤﻞ ﻧﻮﺷﺘﻪ ﺷﺪه اﺳﺖ ﮐﻪ ﻣﺴﯿﺮ را ﺑﺮاي ﺟﻮﺷﮑﺎر در اﺟﺮاي ﺟﻮﺷﮑﺎري ﺑﺮ اﺳﺎس ﮐﺪ ﯾﺎ اﺳﺘﺎﻧﺪارد ﻣﻮرد ﻧﻈﺮ ﻣﺸﺨﺺ ﻣﯽﮐﻨﺪ .ﭘـﺲ از ﺗﻬﯿـﻪ
WPSﺑﺎﯾﺪ اﯾﻦ ﻣﻄﻠﺐ ارزﯾﺎﺑﯽ ﺷﻮد ﮐﻪ آﯾﺎ ﺑﺎ اﻧﺠﺎم ﺟﻮﺷﮑﺎري ﺑﺮ اﺳﺎس اﯾﻦ ،WPSﺟﻮش اﯾﺠﺎد ﺷﺪه ﻣﻄﺎﺑﻖ ﺑﺎ ﻣﺸﺨﺼﺎت ﺟﻮش ﻃﺮاﺣﯽ ﺷﺪه ﺧﻮاﻫـﺪ ﺑـﻮد؟
ﺑﻪ ﻋﺒﺎرت دﯾﮕﺮ آﯾﺎ ﻣﯽ ﺗﻮاﻧﺪ اﻫﺪاف ﻣﻮرد ﻧﻈﺮ را ﺑﺮآورده ﺳﺎزد؟ از اﯾﻦ روي ﺑﺎﯾﺪ WPSﺑﻪ ﺑﻮﺗﻪ آزﻣﺎﯾﺶ ﮔﺬاﺷﺘﻪ ﺷﻮد و اﯾﻦ ﮐﺎر ﺗﻮﺳﻂ ﺗﻬﯿـﻪ ﻣـﺪرك PQRﺑـﻪ
اﻧﺠﺎم ﻣﯽ رﺳﺪ .ﺑﺮاي اﯾﻦ ﮐﺎر ) test plateﺑﻪ آن test couponﯾﺎ ﻧﻤﻮﻧﻪ آزﻣﻮن ﻧﯿﺰ ﮔﻔﺘﻪ ﻣﯽ ﺷﻮد( ﺑﺎ وﯾﮋﮔﯿﻬﺎي ذﮐﺮ ﺷـﺪه در ﮐـﺪ ﯾـﺎ اﺳـﺘﺎﻧﺪارد ﻣـﻮرد ﻧﻈـﺮ
آﻣﺎده ﺷﺪه و ﺑﺮاي اﻧﺠﺎم آزﻣﻮﻧﻬﺎي ﻻزم ﺑﻪ آزﻣﺎﯾﺸﮕﺎه ﻓﺮﺳﺘﺎده ﻣﯽﺷﻮد .آزﻣﺎﯾﺸﮕﺎه از ﻧﻤﻮﻧﻪ ارﺳﺎﻟﯽ ﻧﻤﻮﻧﻪ ﻫﺎي ﮐﻮﭼﮑﺘﺮي ﺑﻪ ﻧـﺎم آزﻣﻮﻧـﻪ ) (specimenﺗﻬﯿـﻪ
ﮐﺮده و ﻣﻮرد آزﻣﺎﯾﺶ ﻗﺮار ﻣﯽ دﻫﺪ .آزﻣﻮﻧﻬﺎي ﻻزم و ﻧﯿﺰ ﻣﻌﯿﺎرﻫﺎي ﭘﺬﯾﺮش ﻧﺘﺎﯾﺞ آزﻣﻮن ،در ﮐﺪ ﯾﺎ اﺳﺘﺎﻧﺪارد ﻣﻮرد اﺳﺘﻔﺎده ﻣـﺸﺨﺺ ﺷـﺪه اﻧـﺪ .اﮔـﺮ ﻣﻌﯿﺎرﻫـﺎي
ﮐﯿﻔﯽ و ﮐﻤﯽ اﺳﺘﺎﻧﺪارد ﯾﺎ ﮐﺪ ﻣﻮرد ﻧﻈﺮ ﺑﺮآورده ﺷﻮﻧﺪ ،ﻣﯽ ﺗﻮان WPSرا ﺗﺼﻮﯾﺐ ﺷﺪه ﺗﻠﻘﯽ ﮐﺮد و آن WPSﻗﺎﺑﻠﯿﺖ اﺟﺮا ﭘﯿﺪا ﻣﯽ ﮐﻨـﺪ .ﻧﺎﮔﻔﺘـﻪ ﭘﯿﺪاﺳـﺖ ﮐـﻪ
ﺗﺼﻮﯾﺐ WPSﺗﻨﻬﺎ ﺧﺼﻮﺻﯿﺎت ﺟﻮش را ﺗﻀﻤﯿﻦ ﻣﯽ ﮐﻨﺪ و ﻧﻪ ﻣﻬﺎرت ﺟﻮﺷﮑﺎر ﯾﺎ اﭘﺮاﺗﻮر ﺟﻮﺷﮑﺎري را .آﺷﮑﺎر اﺳﺖ ﮐﻪ ﺑﺮاي اﻧﺠﺎم ﺟﻮﺷـﮑﺎري ﻻزم اﺳـﺖ از
ﻓﺮدي ﮐﻪ ﺻﻼﺣﯿﺖ اﻧﺠﺎم اﯾﻦ ﮐﺎر را داﺷﺘﻪ ﺑﺎﺷﺪ اﺳﺘﻔﺎده ﮔﺮدد .ﺑﻨﺎﺑﺮاﯾﻦ ﺑﺎﯾﺪ ﺟﻮﺷﮑﺎر ،ﺗﺎﯾﯿﺪ ﺻﻼﺣﯿﺖ ﮔﺮدد .ﻓﺮآﯾﻨﺪ ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﮐﻪ ﺑﻪ ﮐـﺎر او اﻋﺘﺒـﺎر
ﻣﯽ ﺑﺨﺸﺪ Welder Performance Qualification ،ﻧﺎم دارد ﮐﻪ ﺑﻪ ﻃﻮر اﺧﺘﺼﺎري ﺑﻪ WPQﻣﻮﺳﻮم اﺳـﺖ .ﭼﮕـﻮﻧﮕﯽ ﺗﺎﯾﯿـﺪ ﺻـﻼﺣﯿﺖ ﺟﻮﺷـﮑﺎر در
اﺳﺘﺎﻧﺪارد ﯾﺎ ﮐﺪ ﻣﻮرد ﻧﻈﺮ ﺑﺎ ذﮐﺮ ﺟﺰﺋﯿﺎت ذﮐﺮ ﺷﺪه اﺳﺖ .ذﮐﺮ اﯾﻦ ﻧﮑﺘﻪ ﻻزم اﺳﺖ ﮐﻪ ﺑﺮﺧﯽ اﺳﺘﺎﻧﺪاردﻫﺎ ﺑـﻪ ﺟـﺎي WPQاز WQRﮐـﻪ ﻣﺨﻔـﻒ Welder
Qualification Recordاﺳﺖ اﺳﺘﻔﺎده ﻣﯽ ﮐﻨﻨﺪ.
اﺳﺘﺎﻧﺪاردﻫﺎ و ﮐﺪﻫﺎي ﻣﻮرد اﺳﺘﻔﺎده
اﺻﻮﻻ اﺳﺘﺎﻧﺪاردﻫﺎ و ﮐﺪﻫﺎي زﯾﺎدي ﺑﻪ ﻣﺒﺤﺚ ﭼﮕﻮﻧﮕﯽ و ﻓﺮﻣﺖ ﻣﺪارك ﻣﻮرد ﻧﯿﺎز ﺑـﺮاي دﺳـﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷـﮑﺎري و ﮔـﺰارش ﺗﺎﺋﯿـﺪ آن و ﻧﯿـﺰ ﭼﮕـﻮﻧﮕﯽ ﺗﺎﺋﯿـﺪ
ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎران ﭘﺮداﺧﺘﻪ اﻧﺪ ﮐﻪ ﺑﺮﺧﯽ از ﻣﻬﻤﺘﺮﯾﻦ آﻧﻬﺎ ﻋﺒﺎرﺗﻨﺪ از:
)ASME Sec.IX (Boiler and Pressure Vessel Code
)ASME B31.1(Power Piping
)ASME B31.3 (Process Piping
)AWS D1.1 (Structural Welding Code-Steel
)API 650 (Welded Steel Tanks for Oil Storage
)API 1104 (Welding of Pipelines and Related Facilities
)EN 288 (Specification and Approval of Procedures for Welding Metallic Materials
روﺷﻦ اﺳﺖ ﮐﻪ ﻣﻔﺎد ﻗﺮارداد ﻣﺸﺨﺺ ﮐﻨﻨﺪه اﺳﺘﺎﻧﺪارد ﯾﺎ ﮐﺪ ﻣﻮرد اﺳﺘﻔﺎده در ﺗﻬﯿﻪ ﻣﺪارك PQR ,WPSو WPQﺧﻮاﻫﺪ ﺑﻮد .ﺑﻪ ﻋﺒﺎرت دﯾﮕـﺮ ﻣـﺪارك ﺑﺎﯾـﺪ
ﺑﺮ اﺳﺎس ﻧﯿﺎزﻫﺎي ﮐﺎرﻓﺮﻣﺎ و ﺑﻨﺎ ﺑﻪ ﺗﺎﯾﯿﺪ ﻣﺸﺎور ﻃﺮح ﺗﻮﺳﻂ ﺳﺎزﻧﺪه)ﭘﯿﻤﺎﻧﮑﺎر( ﺗﻬﯿﻪ ﺷﻮد .ﻻزم ﺑﻪ ﺗﺬﮐﺮ اﺳﺖ ﮐﻪ ﻫﺪف ﺗﻤﺎﻣﯽ اﺳـﺘﺎﻧﺪاردﻫﺎي ذﮐﺮﺷـﺪه ﯾﮑـﺴﺎن و
اﯾﺠﺎد اﻃﻤﯿﻨﺎن ازﮐﯿﻔﯿﺖ ﺟﻮﺷﮑﺎري اﺳﺖ و ﺗﻨﻬﺎ در ﭘﺎره اي از ﻣﻮارد ﺑﺎ ﯾﮑﺪﯾﮕﺮ ﺗﻔﺎوت ﺧﻮاﻫﻨﺪ داﺷﺖ اﻣﺎ در ﺑﺤﺚ ﮐـﻼن ﺗـﺮ ﻣـﺪﯾﺮﯾﺖ ﮐﯿﻔﯿـﺖ ﺟﻮﺷـﮑﺎري ،ﺑـﻪ
اﺳﺘﺎﻧﺪاردﻫﺎي دﯾﮕﺮي ﻧﯿﺰ ﺑﺎﯾﺪ ﺗﻮﺟﻪ ﮐﺮد.
ﻧﯿﺎز ﺑﻪ اﻃﻤﯿﻨﺎن از ﮐﯿﻔﯿﺖ ﺳﺎزه ﻫﺎي ﺟﻮﺷﮑﺎري ﺷﺪه ،اﺳﺎس ﮔﺴﺘﺮش ﺑﺴﯿﺎري از اﺳﺘﺎﻧﺪاردﻫﺎ در اﯾﻦ زﻣﯿﻨﻪ ﺑﻮده اﺳﺖ .اﯾﻦ اﺳﺘﺎﻧﺪاردﻫﺎ در اﺑﺘـﺪا در ارﺗﺒـﺎط ﺑـﺎ
ﻓﺮآﯾﻨﺪ ﺟﻮش و ﺧﺼﻮﺻﯿﺎت اﺗﺼﺎل ﺑﻮده و اﺧﯿﺮاً ﺗﻤﺎم ﻓﻌﺎﻟﯿﺖ ﻫﺎي ﻣﺮﺗﺒﻂ ﺑـﺎ ﺗﮑﻨﻮﻟـﻮژي ﺟﻮﺷـﮑﺎري در ﯾـﮏ ﺷـﺮﮐﺖ را ﭘﻮﺷـﺶ ﻣـﯽ دﻫﻨـﺪ)CEN .ﮐﻤﯿﺘـﻪ
اﺳﺘﺎﻧﺪاردﻫﺎي اروﭘﺎﯾﯽ(در ﺳﺎل 1994اوﻟﯿﻦ وﯾﺮاﯾﺶ اﺳﺘﺎﻧﺪارد EN 729ﮐﻪ ﻫﺪف آن ﺗﻌﯿﯿﻦ اﻟﺰاﻣﺎت ﮐﯿﻔﯽ ﺑﺮاي ﺟﻮﺷﮑﺎري ذوﺑﯽ ﻣﻮاد ﻓﻠﺰي ﺑـﻮد را ﻣﻨﺘـﺸﺮ
ﮐﺮد .از آن زﻣﺎن ﺑﻪ ﺑﻌﺪ ﺑﺮ اي ﺷﺮﮐﺘﻬﺎي ﺳﺎزﻧﺪه اﺳﺘﻔﺎده ﮐﻨﻨﺪه از ﺟﻮﺷـﮑﺎري ﮐـﻪ ﺑـﺮ اﺳـﺎس اﻟﺰاﻣـﺎت اﯾـﻦ اﺳـﺘﺎﻧﺪارد ﻓﻌﺎﻟﯿـﺖ ﮐـﺮده اﻧـﺪ ،ﮔﻮاﻫﯿﻨﺎﻣـﻪ EN
729ﺻﺎدرﮔﺮدﯾﺪه اﺳﺖ .ﻫﻤﭽﻨﯿﻦ در ﻫﻤﺎن ﺳﺎل) ISO ،ﺳﺎزﻣﺎن اﺳﺘﺎﻧﺪاردﺳﺎزي ﺟﻬﺎﻧﯽ( اﺳﺘﺎﻧﺪارد ﻣﻌﺎدل EN 729را ﺑﺎ ﺷـﻤﺎره ISO 3834ﻣﻨﺘـﺸﺮ ﮐـﺮد
ﮐﻪ در ﺣﺎل ﺣﺎﺿﺮ وﯾﺮاﯾﺶ 2005اﯾﻦ اﺳﺘﺎﻧﺪارد ﺟﺎري اﺳﺖ) EWF .ﻓﺪراﺳﯿﻮن ﺟﻮﺷﮑﺎري اروﭘﺎ( ﻧﯿﺰ ﺳﯿﺴﺘﻤﯽ ﺑﺮاي ﭘﺸﺘﯿﺒﺎﻧﯽ ﺷـﺮﮐﺘﻬﺎ در اﺳـﺘﻘﺮار EN 729
ﺻﻔﺤﻪ 4از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
اﯾﺠﺎد ﮐﺮده اﺳﺖ ﮐﻪ اﯾﻦ ﺳﯿﺴﺘﻢ ﻫﻢ اﮐﻨﻮن ﺑﺮاي ﺑﺮآورده ﺳﺎزي اﻟﺰاﻣﺎت ISO EN 3834ﺗﻨﻈﯿﻢ ﺷﺪه اﺳﺖ .اﺳﺘﺎﻧﺪارد ﻋﻤﻮﻣﯽ ﺗﻌﯿﯿﻦ ﮐﯿﻔﯿـﺖ ﺟـﻮش ﻗﺒـﻞ از
،EN 729در اﻧﮕﻠﺴﺘﺎن BS 4870ﺑﻮده اﺳﺖ.
اﯾﻦ ﻣﻬﻢ در ﺳﻄﺢ ﺟﻬﺎﻧﯽ در ﺷﺮﮐﺖ ﻫﺎ و ﻣﻮﺳﺴﺎﺗﯽ ﮐﻪ ﺟﻮﺷﮑﺎري از ﻓﺮآﯾﻨـﺪﻫﺎي اﺻـﻠﯽ ﺗﻮﻟﯿـﺪ ﻣﺤـﺼﻮﻻت آﻧﻬﺎﺳـﺖ ،ﺑـﺎ اﺳـﺘﻘﺮار ﻧﻈـﺎم ﮐﯿﻔـﯽ ﺑـﺮ اﺳـﺎس
اﺳﺘﺎﻧﺪاردﻫﺎي EN 729/ISO 3834ﺑﻪ ﻋﻨﻮان زﯾﺮﺑﻨﺎي ﻣﺪﯾﺮﯾﺖ در ارﺗﻘﺎي ﮐﯿﻔﯿﺖ در ﺻﻨﻌﺖ ﺟﻮش ﺻﻮرت ﻣﯽ ﭘﺬﯾﺮد .اﻣﺮوزه ﺧﻮاﺳﺘﻪ ﻫﺎي ﮐﯿﻔﯿﺘـﯽ ﺟـﻮش
ﺑﺮاي ﮐﺴﺐ اﺳﺘﺎﻧﺪاردﻫﺎي ISO 9001ﺑﺎﯾﺪ ﺑﺮ اﺳﺎس اﯾﻦ دو اﺳﺘﺎﻧﺪارد ﺗﻨﻈﯿﻢ ﮔﺮدد.
WPSﭼﯿﺴﺖ؟
اﺳﺘﺎﻧﺪاردﻫﺎي ﻣﺨﺘﻠﻒ ﺗﻌﺎرﯾﻒ ﻣﺘﻔﺎوﺗﯽ اراﺋﻪ ﻣﯽ دﻫﻨﺪ .ﺑﻌﻨﻮان ﻣﺜﺎل ASMEﺑﯿﺎن ﻣﯽ ﮐﻨﺪ" WPSﻣﺪرﮐﯽ اﺳـﺖ ﮐـﻪ راﻫﻨﻤـﺎﯾﯽ ﻫـﺎي ﻻزم را ﺑـﺮاي اﻧﺠـﺎم
ﺟﻮﺷﮑﺎري ﺑﺮ اﺳﺎس اﻟﺰاﻣﺎت ﮐﺪ اراﺋﻪ ﻣﯽ ﮐﻨﺪ" .ﺑﻪ ﺑﯿﺎن دﯾﮕﺮ ﻫﺪف از ﺗﻨﻈﯿﻢ ﯾﮏ WPSﻣﺸﺨﺺ ﮐﺮدن ﺟﺰﺋﯿﺎت ﻓﺮآﯾﻨﺪ ﺟﻮﺷﮑﺎري ﻗﻄﻌـﻪ ﻣـﻮرد ﻧﻈـﺮ اﺳـﺖ.
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري در ﺣﻘﯿﻘﺖ از ﭘﯿﺶ ﻣﻘﺎدﯾﺮ و ﻣﺤﺪوده ﺗﻐﯿﯿﺮات ﭘﺎراﻣﺘﺮﻫﺎي دﺧﯿﻞ در ﺟﻮﺷﮑﺎري را ﻣﺸﺨﺺ ﮐﺮده و ﻣﺸﺨﺼﺎت ﻣﻮاد ﻣـﻮرد ﺟﻮﺷـﮑﺎري را
ﻧﯿﺰ دارا اﺳﺖ .ﭘﺲ ﯾﮏ دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري ﮐﻨﺘﺮل ﮐﻨﻨﺪه و ﻣﺘﻀﻤﻦ ﮐﯿﻔﯿﺖ ﻗﻄﻌﻪ ﺟﻮﺷﮑﺎري ﺷﺪه ﻣﯽ ﺑﺎﺷﺪ .ﺑﺪﯾﻦ ﺗﺮﺗﯿﺐ ﺷﺮط ﻻزم ﺑﺮاي آﻏﺎز ﻫـﺮ ﻓﻌﺎﻟﯿـﺖ
ﺟﻮﺷﮑﺎري در دﺳﺖ داﺷﺘﻦ WPSﻣﯽ ﺑﺎﺷﺪ.
ﺟﺰﺋﯿﺎت ﻓﺮم WPS
اﺳﺘﺎﻧﺪاردﻫﺎ و ﮐﺪﻫﺎي ﻣﺨﺘﻠﻒ ،ﻓﺮﻣﻬﺎي ﻣﺘﻔﺎوﺗﯽ ﺑﺮاي WPSاراﺋﻪ ﻣﯽ دﻫﻨﺪ ﮐﻪ ﺑﺮاي آﺷﻨﺎﯾﯽ ﺧﻮاﻧﻨﺪﮔﺎن ارﺟﻤﻨﺪ ﺑﺎ اﯾﻦ ﻓﺮﻣﻬـﺎ ،ﺑﺮﺧـﯽ از راﯾـﺞ ﺗـﺮﯾﻦ آﻧﻬـﺎ در
ﺷﮑﻠﻬﺎي ﺷﻤﺎره 1ﺗﺎ 4آﻣﺪه اﻧﺪ .اﻟﺒﺘﻪ در اﺳﺘﺎﻧﺪاردﻫﺎي ﻣﺮﺑﻮﻃﻪ ﻧﯿﺰ ذﮐﺮ ﺷﺪه اﺳﺖ ﮐﻪ آﻧﻬﺎ ﻓﻘﻂ ﺑﻪ ﻋﻨﻮان راﻫﻨﻤﺎﯾﯽ داده ﺷﺪه اﻧﺪ و ﺑﺴﺘﻪ ﺑﻪ ﺷـﺮاﯾﻂ ﮐـﺎري ﻫـﺮ
ﺷﺮﮐﺖ ،اﯾﻦ ﻓﺮﻣﺖ ﺗﺎ ﺣﺪي ﻗﺎﺑﻞ ﺗﻐﯿﯿﺮ اﺳﺖ .اﻣﺎ آﻧﭽﻪ راﯾﺞ اﺳﺖ اﯾﻦ اﺳﺖ ﮐﻪ ﻫﻤﯿﻦ ﻓﺮﻣﺘﻬﺎ ﺑﺎ ﺗﻐﯿﯿﺮاﺗﯽ ﺟﺰﺋﯽ ﺑﻪ ﮐﺎر ﻣﯽ روﻧﺪ.
ﺻﻔﺤﻪ 5از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ -1ﻓﺮم WPSاﺳﺘﺎﻧﺪارد AWS D1.1
ﺻﻔﺤﻪ 6از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ -2ﻓﺮم WPSاﺳﺘﺎﻧﺪارد API 1104
ﺻﻔﺤﻪ 7از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ -3ﻓﺮم WPSاﺳﺘﺎﻧﺪارد EN 288-2
ﺻﻔﺤﻪ 8از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ -4ﻓﺮم WPSاﺳﺘﺎﻧﺪارد ASME Sec.IX
ﺻﻔﺤﻪ 9از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﭼﮕﻮﻧﮕﯽ ﺗﻨﻈﯿﻢ WPSﺑﺮ اﺳﺎس ASME Sec.IX
ﻓﺮم WPSﮐﻪ در ﺷﮑﻞ 4آﻣﺪه اﺳﺖ را ﺑﺒﯿﻨﯿﺪ .ﻣﯽ ﺧﻮاﻫﯿﻢ از ﻫﻤﺎن اﺑﺘﺪا ﺑﺎ ذﮐﺮ ﺟﺰﺋﯿـﺎت ﺑـﻪ ﻧﺤـﻮه ﺗﮑﻤﯿـﻞ ﮐـﺮدن WPSﺑﭙـﺮدازﯾﻢ .در ﺑـﺎﻻي ﻓـﺮم ﺳـﻤﺖ
ﭼﭗ QW-482 ،ﺑﻪ ﭼﺸﻢ ﻣﯽ ﺧﻮرد .در ﺗﻮﺿﯿﺢ ﺑﺎﯾﺪ ﮔﻔﺖ ﮐﻪ ASME Section IXﺑﻪ دو ﺑﺨﺶ اﺻﻠﯽ QWو QBﺗﻘﺴﯿﻢ ﻣﯽ ﮔﺮدد ﮐـﻪ ﺑﺨـﺶ QW
ﻣﺮﺑﻮط ﺑﻪ اﻟﺰاﻣﺎت ﺟﻮﺷﮑﺎري اﺳﺖ و ﺧﻮد ﺑﻪ ﭘﻨﺞ Articleﺗﻘﺴﯿﻢ ﻣﯽ ﺷﻮد) Qاز اﺑﺘﺪاي واژه Qualificationﮔﺮﻓﺘﻪ ﺷﺪه اﺳﺖ( ﮐﻪ ﻋﺒﺎرﺗﻨﺪ از:
QW-100 General introduction to testing requirements etc.
QW-200 Procedure qualification details.
QW-300 Performance qualifications (welder approvals) details.
QW-400 Welding data .This is the biggest section of the code and covers data for both procedure and
performance qualification.It includes:
-Material and consumable data
-Approval range for thickness, diameter, joint
-Configuration and welding positions.
-Definitions used in code.
)QW-500 Standard Welding Procedure Specifications (SWPSs
ﻣﻄﺎﺑﻖ آﻧﭽﻪ در ) QW-200.1(dﮐﺪ ASME Section IXآﻣﺪه اﺳﺖ ،اﯾﻦ ﻓﺮم ﮐﻪ در ﺿﻤﯿﻤﻪ Bﮐﺪ وﺟﻮد دارد ﺑﻌﻨﻮان ﯾـﮏ راﻫﻨﻤـﺎ در ﺗﻨﻈـﯿﻢ WPS
ﺑﻪ ﮐﺎر ﻣﯽ رود )اﮔﺮ ﺑﻪ اﯾﻦ ﺿﻤﯿﻤﻪ ﻣﺮاﺟﻌﻪ ﮐﻨﯿﺪ ﺧﻮاﻫﯿﺪ دﯾﺪ ﮐﻪ ﻋﻨﻮان آن Nonmandatory Appendix Bاﺳﺖ ﯾﻌﻨـﯽ ﻏﯿـﺮ اﻟﺰاﻣـﯽ اﺳـﺖ( اﯾـﻦ ﻓـﺮم
ﺷﺎﻣﻞ اﻃﻼﻋﺎت ﻻزم ﺑﺮاي ﻓﺮآﯾﻨﺪﻫﺎي SMAW, SAW, GMAWو GTAWاﺳﺖ و ﺗﻤﺎم اﻃﻼﻋﺎت ﻻزم ﺑﺮاي ﺳﺎﯾﺮ روﺷﻬﺎي ﺟﻮﺷـﮑﺎري در آن درج
ﻧﺸﺪه اﺳﺖ .اﯾﻦ ﻓﺮم ﻫﻤﭽﻨﯿﻦ ﺑﻌﻀﯽ ﻣﺘﻐﯿﺮﻫﺎﯾﯽ را ﮐﻪ ﺑﻪ ﻫﻤﻪ ﻓﺮآﯾﻨﺪﻫﺎ ﻣﺮﺗﺒﻂ ﻧﻤـﯽ ﺷـﻮد را درج ﮐـﺮده اﺳـﺖ) ﺑﻌﻨـﻮان ﻣﺜـﺎل ﮔـﺎز ﻣﺤـﺎﻓﻆ در روش SAW
ﮐﺎرﺑﺮدي ﻧﺪارد اﻣﺎ در ﻓﺮم وﺟﻮد دارد( در ﺿﻤﻦ از اﯾﻦ ﻓﺮم ﻧﻤﯽ ﺗـﻮان ﺑـﻪ آﺳـﺎﻧﯽ در ﻓﺮآﯾﻨـﺪﻫﺎي ﭼﻨﺪﮔﺎﻧـﻪ)ﻣـﺜﻼ GTAWﺑـﺮاي ﺟﻮﺷـﮑﺎري ﭘـﺎس رﯾـﺸﻪ و
SMAWﺑﺮاي ﺟﻮﺷﮑﺎري ﺑﻘﯿﻪ ﭘﺎﺳﻬﺎ( اﺳﺘﻔﺎده ﮐﺮد و ﻧﯿﺎز ﺑﻪ ﺗﻐﯿﯿﺮات ﺟﺰﺋﯽ دارد.
ﻧﺎم ﺷﺮﮐﺖ )(Company Name
در اﯾﻦ ﻗﺴﻤﺖ از ﻓﺮم ﻧﺎم ﺷﺮﮐﺖ ﻣﺘﺒﻮع ذﮐﺮ ﻣﯽ ﮔﺮدد .ﭼﻮن در ﯾﮏ ﭘﺮوژه ﺻﻨﻌﺘﯽ ﻋﻼوه ﺑﺮ ﺗﮑﻤﯿﻞ WPSﺑﺎﯾﺪ ﻣﺪارك زﯾﺎد دﯾﮕﺮي ﻧﯿﺰ ﺗﮑﻤﯿـﻞ ﺷـﻮﻧﺪ ﮐـﻪ در
ﺗﻤﺎم آﻧﻬﺎ ﺑﺎﯾﺪ ﻧﺎم ﺷﺮﮐﺖ ﺑﯿﺎﯾﺪ ،ﭘﯿﺸﻨﻬﺎد ﻣﯽ ﮔﺮدد از ﻣﺨﻔﻒ ﯾﺎ ﮐﻮﺗﺎه ﺷﺪه ﻧﺎم اﺳﺘﻔﺎده ﺷﻮد.
ﺗﻨﻈﯿﻢ ﮐﻨﻨﺪه و ﮔﻮاﻫﯽ ﮐﻨﻨﺪه )(By
اﮔﺮﭼﻪ در ASME Section IXروﺷﯽ ﺑﺮاي ﮔﻮاﻫﯽ ﻧﻤﻮدن ) (authorization or certificationﻣﺪرك WPSذﮐﺮ ﻧﺸﺪه اﺳﺖ اﻣﺎ ﺑـﻪ دﻟﯿـﻞ اﻫﻤﯿـﺖ
اﯾﻦ ﻣﺪرك ﺑﻬﺘﺮ اﺳﺖ ﺗﺮﺗﯿﺒﯽ اﺗﺨﺎذ ﺷﻮد ﺗﺎ اﯾﻦ ﻣﺪرك ﭘﺲ از ﺗﻨﻈﯿﻢ ،ﺑﺎزﺑﯿﻨﯽ و ﺗﺎﺋﯿﺪ ﮔﺮدد .در ﺣﺎل ﺣﺎﺿﺮ آﻧﭽﻪ راﯾﺞ اﺳﺖ اﯾﻦ اﺳﺖ ﮐﻪ روﺑﺮوي Byﻧﺎم ﺗﻬﯿـﻪ
ﮐﻨﻨﺪه ﻣﺪرك ذﮐﺮ ﺷﺪه و ﻣﻌﻤﻮﻻ WPSدر ﻗﺎﻟﺐ ﯾﮏ ﻣﺪرك داده ﻣﯽ ﺷـﻮد ﮐـﻪ در ﺻـﻔﺤﻪ اﺑﺘـﺪاﯾﯽ آن ﻧـﺎم ﺗﻬﯿـﻪ ﮐﻨﻨـﺪه) ،(Prepared byﺑـﺎزﺑﯿﻨﯽ ﮐﻨﻨـﺪه
) (Checked byو ﺗﺎﺋﯿﺪ ﮐﻨﻨﺪه ) (Approved byدرج ﻣﯽ ﮔﺮدد.
ﺷﻤﺎره (WPS No.) WPS
اﮔﺮﭼﻪ در ASME Section IXروﺷﯽ ﺑﺮاي ﺷﻤﺎره ﮔﺬاري ﻣﺪرك WPSذﮐﺮ ﻧﺸﺪه اﺳﺖ اﻣﺎ اﮔﺮ ﺳﯿﺴﺘﻢ ﮐﯿﻔﯿﺖ در ﺷﺮﮐﺖ وﺟﻮد داﺷﺘﻪ ﺑﺎﺷـﺪ ،ﻣـﺴﻠﻤﺎ ﺑـﻪ
ﻫﺮ WPSﯾﮏ ﺷﻤﺎره ﯾﮑﺘﺎ ) (uniqueﺑﺎﯾﺪ اﺧﺘﺼﺎص ﯾﺎﺑﺪ ﺑﻪ اﯾﻦ ﻣﻌﻨﯽ ﮐﻪ در آن ﭘﺮوژه ﻧﺒﺎﯾﺪ دو WPSوﺟﻮد داﺷـﺘﻪ ﺑﺎﺷـﻨﺪ ﮐـﻪ ﻫـﺮ دو داراي ﯾـﮏ ﺷـﻤﺎره
ﺑﺎﺷﻨﺪ .ﻫﻤﺎﻧﻨﺪ ﻫﺮ ﺳﯿﺴﺘﻢ ﺷﻤﺎره ﮔﺬاري دﯾﮕﺮي ﻣﯽ ﺗﻮان ﺑﻪ ﮔﻮﻧﻪ اي WPSرا ﺷﻤﺎره ﮔﺬاري ﮐﺮد ﺗﺎ در ﻧﮕـﺎه اول ﺑـﻪ آن ﺷـﻤﺎره ﺑﺘـﻮان ﺑﺮﺧـﯽ اﻃﻼﻋـﺎت را
ﺑﺪﺳﺖ آورد .ﺑﻌﻨﻮان ﻣﺜﺎل ﺷﻤﺎره 134ﻣﯽ ﺗﻮاﻧﺪ اﯾﻦ اﻃﻼﻋﺎت را ﺑﻪ ﻣﺎ ﺑﺪﻫﺪ:
)1 = ASME P-No. 1 (Carbon Steel Base Metals
3 = F-No. 3 (E6010) SMAW
4 = F-No. 4 (E7018) SMAW
ﯾﺎ ﻣﺜﻼ T-2ﻣﺮﺑﻮط ﺑﻪ ﺟﻮﺷﮑﺎري ﻣﺨﺰن و P-11ﻣﺮﺑﻮط ﺑﻪ ﺟﻮﺷﮑﺎري Pipingاﺳﺖ .ﯾﺎ اﮔﺮ ﭼﻨﺪ ﭘﺮوژه ﺑﻪ ﻃﻮر ﻫﻤﺰﻣﺎن اﻧﺠﺎم ﻣﯽ ﺷـﻮﻧﺪ ،ﻣـﯽ ﺗـﻮان از ﻧـﺎم
اﺧﺘﺼﺎري ﭘﺮوژه ﻫﺎ در ﺷﻤﺎره ﮔﺬاري WPSاﺳﺘﻔﺎده ﮐﺮد ﺗﺎ ﻧﻮﻋﯽ ﺗﻔﮑﯿﮏ ﺑﯿﻦ ﻣﺪارك ﺻﻮرت ﮔﺮﻓﺘﻪ ﺑﺎﺷﺪ .ﻫﻤﺎﻧﻄﻮر ﮐﻪ دﯾﺪه ﻣﯽ ﺷـﻮد روش ﺷـﻤﺎره ﮔـﺬاري
ﮐﺎﻣﻼ ﺳﻠﯿﻘﻪ اي اﺳﺖ.
ﺻﻔﺤﻪ 10از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺗﺎرﯾﺦ ﺗﻨﻈﯿﻢ )(Date
در اﯾﻦ ﺑﺨﺶ ،ﺗﺎرﯾﺦ ﺗﻨﻈﯿﻢ ﯾﺎ ﺗﺎﺋﯿﺪ WPSذﮐﺮ ﻣﯽ ﮔﺮدد.
ﺷﻤﺎره ﺑﺎزﺑﯿﻨﯽ )(Revision
ﻣﻌﻤﻮﻻ وﻗﺘﯽ ﯾﮏ WPSﺑﺮاي ﻧﺨﺴﺘﯿﻦ ﺑﺎر ﺗﻨﻈﯿﻢ ﻣﯽ ﮔﺮدد در اﯾﻦ ﻗﺴﻤﺖ ﺷﻤﺎره 0درج ﻣﯽ ﺷﻮد .ﭘﺲ از ﺗﻨﻈﯿﻢ WPSﻣﻤﮑﻦ اﺳﺖ ﺑﻪ دﻟﯿﻞ ﺗﻮﺻـﯿﻪ ﻫـﺎي
ﻣﺸﺎور ﭘﺮوژه ﯾﺎ ﺗﻐﯿﯿﺮات ﭘﯿﺶ آﻣﺪه ،ﻻزم ﺑﺎﺷﺪ ﺗﺎ ﺑﺨﺸﻬﺎﯾﯽ از WPSدﭼﺎر ﺗﻐﯿﯿﺮ ﮔﺮدﻧﺪ .ﭘﺲ از اﻋﻤﺎل ﺗﻐﯿﯿﺮات ﻻزم ﺷﻤﺎره ﺑﺎزﺑﯿﻨﯽ ﻧﯿﺰ ﺗﻐﯿﯿﺮ ﮐﺮده و ﻣﺜﻼ ﺑـﻪ 1
ﺗﺒﺪﯾﻞ ﻣﯽ ﮔﺮدد .ﺑﺮاي اﻃﻼﻋﺎت ﺑﯿﺸﺘﺮ ﻣﯽ ﺗﻮاﻧﯿﺪ ) QW-200.1(cرا ﺑﺒﯿﻨﯿﺪ.
ﺗﺎرﯾﺦ ﺑﺎزﺑﯿﻨﯽ )(Revision Date
ﻫﻤﺎﻧﻄﻮر ﮐﻪ از ﻋﻨﻮان ﻣﺸﺨﺺ اﺳﺖ در اﯾﻦ ﺑﺨﺶ ﺑﺎﯾﺪ ﺗﺎرﯾﺦ ﺑﺎزﺑﯿﻨﯽ WPSذﮐﺮ ﮔﺮدد .ﻫﻤﺎﻧﻄﻮر ﮐﻪ ﭘـﯿﺶ از اﯾـﻦ ذﮐـﺮ ﺷـﺪ ،ﻣﻌﻤـﻮﻻ WPSدر ﻗﺎﻟـﺐ ﯾـﮏ
ﻣﺪرك داده ﻣﯽ ﺷﻮد ﮐﻪ ﺑﺎﯾﺪ ﺷﻤﺎره و ﺗﺎرﯾﺦ ﺑﺎزﺑﯿﻨﯽ در ﺑﺨﺶ ﻣﺮﺑﻮﻃﻪ ذﮐﺮ ﺷﺪه و ﮔﻮاﻫﯽ ﺷﻮد.
ﺷﻤﺎره ﯾﺎ ﺷﻤﺎره ﻫﺎي (Supporting PQR No.(s)) PQR
ﻣﻄﺎﺑﻖ ) QW-200.1(bدر اﯾﻦ ﻗﺴﻤﺖ ﺑﺎﯾﺪ ﺷﻤﺎره PQRﺗﺎﯾﯿﺪ ﮐﻨﻨﺪه اﯾﻦ WPSدرج ﺷﻮد .ﯾﺎدآوري اﯾﻦ ﻧﮑﺘﻪ ﻻزم اﺳﺖ ﮐـﻪ ﮔـﺎﻫﯽ ﺑـﺮاي ﭘﻮﺷـﺶ دادن
ﺗﻤﺎﻣﯽ داﻣﻨﻪ ﻣﺘﻐﯿﺮﻫﺎي اﺳﺎﺳﯽ ) (essential variableﺑﻪ ﺑﯿﺶ از ﯾﮏ PQRﻧﯿﺎز ﺧﻮاﻫﺪ ﺑﻮد و در اﯾﻦ ﺣﺎﻟﺖ در اﯾﻦ ﺑﺨﺶ ﺑﯿﺶ از ﯾﮏ ﺷـﻤﺎره درج ﺧﻮاﻫـﺪ
ﮔﺮدﯾﺪ.
ﻓﺮآﯾﻨﺪ ﯾﺎ ﻓﺮآﯾﻨﺪﻫﺎي ﻣﻮرد اﺳﺘﻔﺎده ﺑﺮاي ﺟﻮﺷﮑﺎري ))(Welding Process(es
در QW-253از ﻓﺮآﯾﻨﺪ ﺟﻮﺷﮑﺎري ﺑﻪ ﻋﻨﻮان ﯾﮏ ﻣﺘﻐﯿﺮ اﺳﺎﺳﯽ ) (essential variableﻧﺎم ﺑﺮده ﻧﺸﺪه اﺳﺖ اﻣﺎ در QW-401از آن ﺑﻪ ﻋﻨﻮان ﯾـﮏ ﻣﺘﻐﯿـﺮ
اﺳﺎﺳﯽ ﯾﺎد ﺷﺪه اﺳﺖ .ﺑﻪ ﻫﺮ ﺻﻮرت در اﯾﻦ ﺑﺨﺶ از ﻓﺮم WPSﺑﺎﯾﺪ ﻧﻮع ﻓﺮآﯾﻨـﺪ ﺟﻮﺷـﮑﺎري ذﮐـﺮ ﺷـﻮد .ﺑـﻪ دﻟﯿـﻞ ﮐﺜـﺮت اﺳـﺘﻔﺎده ﺑﻬﺘـﺮ اﺳـﺖ ﻓﺮآﯾﻨـﺪﻫﺎي
ﺟﻮﺷﮑﺎري ﺑﺎ ﻧﺎم اﺧﺘﺼﺎري ﻧﺸﺎن داده ﺷﻮﻧﺪ .ﺷﮑﻞ 5اﻧﻮاع ﻓﺮآﯾﻨﺪﻫﺎي ﺟﻮﺷﮑﺎري و ﺳﺎﯾﺮ روﺷﻬﺎي واﺑﺴﺘﻪ ﺑﻪ آن را ﻧﺸﺎن ﻣـﯽ دﻫـﺪ .اﺳـﺎﻣﯽ اﺧﺘـﺼﺎري ﺑﺮﺧـﯽ
ﻓﺮآﯾﻨﺪﻫﺎي ﺟﻮﺷﮑﺎري ﭘﺮ ﮐﺎرﺑﺮد ﺗﺮدر ﺟﺪول ﺷﻤﺎره 1آﻣﺪه اﺳﺖ.
در ﺑﺴﯿﺎري ﻣﻮارد اﺗﺼﺎل ﻃﺮاﺣﯽ ﺷﺪه را ﻣﯽ ﺗﻮان ﺑﺎ ﭼﻨﺪ ﻓﺮآﯾﻨﺪ ﺟﻮﺷﮑﺎري ﻣﺨﺘﻠﻒ اﯾﺠﺎد ﻧﻤﻮد .اﻣﺎ ﻫﻤﻮاره ﯾﮏ ﻓﺮآﯾﻨﺪ اﺳﺖ ﮐﻪ ﺑﻬﺘﺮﯾﻦ ﻧﺘﯿﺠـﻪ را )در ﻣﺠﻤـﻮع(
اﯾﺠﺎد ﻣﯽ ﮐﻨﺪ .ﺑﻨﺎﺑﺮاﯾﻦ ﯾﮏ ﻣﺘﺨﺼﺺ ﺟﻮش ﺑﺎﯾﺪ ﺑﺘﻮاﻧﺪ ﺑﺎ روﺷﯽ ﻣﻘﺒﻮل ،ﯾﮑﯽ از ﻓﺮآﯾﻨﺪﻫﺎي ﻣﻤﮑﻦ را ﺑﺮاي اﺗﺼﺎل ﻣﻮرد ﻧﻈﺮ ﺗﻌﯿـﯿﻦ ﻧﻤﺎﯾـﺪ .در اﯾﻨﺠـﺎ ﺷـﻤﺎ ﺑـﺎ
روال اﻧﺘﺨﺎب ﻓﺮآﯾﻨﺪ ﺟﻮﺷﮑﺎري ﻣﻨﺎﺳﺐ آﺷﻨﺎ ﻣﯽ ﺷﻮﯾﺪ .اﯾﻦ روال ﺷﺎﻣﻞ 4ﻣﺮﺣﻠﻪ ﻣﯽ ﮔﺮدد:
ﻣﺮﺣﻠﻪ اول :ﺑﺮرﺳﯽ وﯾﮋﮔﯿﻬﺎي ﻣﻮرد ﻧﯿﺎز اﺗﺼﺎل
در اﯾﻦ ﻣﺮﺣﻠﻪ ﺑﺎﯾﺪ ﺑﺰرگ ﯾﺎ ﮐﻮﭼﮏ ﺑﻮدن اﺗﺼﺎل ﺟﻮش ،ﻣﻮﻗﻌﯿﺖ و ﺟﻬﺖ ﺟﻮﺷﮑﺎري و ﺿﺨﺎﻣﺖ ﻓﻠﺰ ﭘﺎﯾﻪ ﺑﺎﯾﺪ ﺑﺮرﺳﯽ ﮔﺮدد .در ﺟﻮﺷﮑﺎري ،ﻣﻠﺰوﻣﺎت ﻫـﺮ اﺗـﺼﺎل
را ﻣﯽ ﺗﻮان در 4وﯾﮋﮔﯽ ﺧﻼﺻﻪ ﮐﺮد :ﭘﺮﮐﻨﻨﺪﮔﯽ ﺳﺮﯾﻊ)آﻫﻨﮓ رﺳﻮب ﺑﺎﻻ( ،اﻧﺠﻤﺎد ﺳﺮﯾﻊ )در ﻣﻮﻗﻌﯿﺘﻬﺎي دﺷﻮار ﺟﻮﺷﮑﺎري( ،ﺳﺮﻋﺖ ﺟﻮﺷـﮑﺎري زﯾـﺎد )ﺳـﺮﻋﺖ
ﺣﺮﮐﺖ ﻗﻮس زﯾﺎد و ﺑﺴﺘﺮ ﺟﻮش ﺑﺴﯿﺎر ﮐﻮﭼﮏ( و ﻧﻔﻮذ )ﻋﻤﻖ ﻧﻔﻮذ ﺟﻮش در ﻓﻠﺰ ﭘﺎﯾﻪ(.
ﭘﺮﮐﻨﻨﺪﮔﯽ ﺳﺮﯾﻊ ﻫﻨﮕﺎﻣﯽ ﻧﯿﺎز اﺳﺖ ﮐﻪ ﺑﻪ ﻣﻘﺪار زﯾﺎدي ﻓﻠﺰ ﺟﻮش ﺑﺮاي ﭘﺮ ﮐﺮدن اﺗﺼﺎل اﺣﺘﯿﺎج ﺑﺎﺷﺪ .ﺑﺴﺘﺮ ﺟﻮﺷﻬﺎي ﺑﺰرگ را ﺗﻨﻬﺎ ﻣﯽ ﺗﻮان ﺑـﺎ آﻫﻨـﮓ رﺳـﻮب
ﺑﺎﻻ در زﻣﺎن ﮐﻢ اﯾﺠﺎد ﮐﺮد .در ﺑﺴﺘﺮ ﺟﻮﺷﻬﺎي ﮐﻮﭼﮏ ،ﭘﺮﮐﻨﻨﺪﮔﯽ ﺳﺮﯾﻊ ﯾﮏ ﭘﺎراﻣﺘﺮ ﻓﺮﻋﯽ ﻣﯽ ﺑﺎﺷﺪ.
اﻧﺠﻤﺎد ﺳﺮﯾﻊ در ﺟﻮﺷﮑﺎري ﻣﻮﻗﻌﯿﺘﻬﺎي دﺷﻮار )ﺑﺎﻻ ﺳﺮي و ﻋﻤﻮدي( ﻣﺪ ﻧﻈﺮ ﻗﺮار ﻣﯽ ﮔﯿﺮد ﮐﻪ ﻧﯿﺎز اﺳﺖ ﺣﻮﺿﭽﻪ ﻣﺬاب ﺟﻮش ﺧﯿﻠﯽ ﺳﺮﯾﻊ ﻣﻨﺠﻤﺪ ﮔﺮدد.
ﺳﺮﻋﺖ ﺟﻮﺷﮑﺎري ﺑﺎﻻ ﺑﻪ ﻣﻌﻨﯽ ﭘﯿﺸﺮوي ﺳﺮﯾﻊ ﻗﻮس و ﻓﻠﺰ ﻣﺬاب و اﯾﺠﺎد ﯾﮏ ﺑﺴﺘﺮ ﺟﻮش ﭘﯿﻮﺳﺘﻪ و ﻣﻨﺎﺳﺐ ﺑﺪون اﻧﻘﻄﺎع و ﺑﺮﯾﺪﮔﯽ ﻣﯽ ﺑﺎﺷﺪ .اﯾﻦ ﺧـﺼﻮﺻﯿﺖ
در ﺟﻮﺷﻬﺎي ﺗﮏ ﭘﺎﺳﻪ ﮐﻮﭼﮏ ﻣﺎﻧﻨﺪ ﺟﻮﺷﮑﺎري ورﻗﻬﺎ ﻣﺪ ﻧﻈﺮ اﺳﺖ.
ﻧﻔﻮذ ﺑﺎ ﻧﻮع اﺗﺼﺎل ﺗﻐﯿﯿﺮ ﻣﯽ ﯾﺎﺑﺪ .در ﺑﻌﻀﯽ اﺗﺼﺎﻻت ﻧﻔﻮذ ﺑﺎﯾﺪ ﻋﻤﯿﻖ ﺑﺎﺷﺪ ﺗﺎ ﺑﻪ ﻣﻘﺪار ﮐﺎﻓﯽ از ﻓﻠﺰ ﭘﺎﯾﻪ ﺑﺎ ﻓﻠﺰ ﺟﻮش ﺗﺮﮐﯿﺐ ﺷـﻮد و در ﺑﺮﺧـﯽ دﯾﮕـﺮ ﺑﺎﯾـﺪ ﻧﻔـﻮذ
ﻣﺤﺪود ﺷﻮد ﺗﺎ از ﺳﻮﺧﺘﮕﯽ و ﺗﺮك ﺟﻠﻮﮔﯿﺮي ﮔﺮدد.
ﻫﺮ اﺗﺼﺎل ﺟﻮﺷﯽ را ﻣﯽ ﺗﻮان ﺑﺮ اﺳﺎس 4ﭘﺎراﻣﺘﺮ ﻣﺬﮐﻮر دﺳﺘﻪ ﺑﻨﺪي ﮐﺮد.
ﻣﺮﺣﻠﻪ دوم :ﺗﻄﺒﯿﻖ وﯾﮋﮔﯿﻬﺎي ﻣﻮرد ﻧﯿﺎز اﺗﺼﺎل ﺑﺎ ﻓﺮآﯾﻨﺪﻫﺎي ﺟﻮﺷﮑﺎري
اﻏﻠﺐ ﺳﺎزﻧﺪﮔﺎن دﺳﺘﮕﺎه ﻫﺎي ﺟﻮش اﻃﻼﻋﺎت ﻣﺨﺘﻠﻔﯽ را در ارﺗﺒﺎط ﺑﺎ وﯾﮋﮔﯿﻬﺎ و ﺗﻮاﻧﺎﯾﯽ دﺳﺘﮕﺎه ﻫﺎي ﺧﻮد اراﺋﻪ ﻣﯽ دﻫﻨﺪ ﮐﻪ ﻣﯽ ﺗﻮان از آﻧﻬﺎ اﺳﺘﻔﺎده ﻧﻤـﻮد .در
اﯾﻦ ﻣﺮﺣﻠﻪ ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ ﺧﺼﻮﺻﯿﺎت ﻫﺮ دﺳﺘﮕﺎه و وﯾﮋﮔﯿﻬﺎي ﻫﺮ ﻓﺮآﯾﻨﺪ ﻣﯽ ﺗﻮان ﯾﮏ ﯾﺎ ﭼﻨﺪ ﻓﺮآﯾﻨﺪ را ﺑﻪ ﮔﻮﻧﻪ اي اﻧﺘﺨﺎب ﮐﺮد ﮐﻪ ﺧﺼﻮﺻﯿﺎت ﺗﻌﯿﯿﻦ ﺷـﺪه ﺑـﺮاي
اﺗﺼﺎل را ﻓﺮاﻫﻢ ﺳﺎزد .در اﯾﻦ ﺣﺎﻟﺖ ﺑﻪ ﻧﺪرت ﭘﯿﺶ ﻣﯿﺎﯾﺪ ﮐﻪ ﺗﻨﻬﺎ ﯾﮏ ﻓﺮآﯾﻨﺪ اﻧﺘﺨﺎب ﺷﻮد و ﻣﻌﻤﻮﻻ دو ﯾﺎ ﭼﻨﺪ ﻓﺮآﯾﻨﺪ ﺧﺼﻮﺻﯿﺎت ﻣﺪ ﻧﻈﺮ را ﺗﺎﻣﯿﻦ ﻣﯽ ﮐﻨﻨﺪ.
ﺻﻔﺤﻪ 11از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻣﺮﺣﻠﻪ ﺳﻮم :ﺗﻬﯿﻪ ﭼﮏ ﻟﯿﺴﺘﯽ ﺑﺮاي ﺗﻌﯿﯿﻦ ﺗﻮاﻧﺎﯾﯽ ﻓﺮآﯾﻨﺪﻫﺎي اﻧﺘﺨﺎب ﺷﺪه در ﺗﻄﺒﯿﻖ ﺑﺎ ﺷﺮاﯾﻂ ﺧﺎص ﮐﺎري
ﭘﺎراﻣﺘﺮﻫﺎي دﯾﮕﺮي ﻧﯿﺰ ﻋﻼوه ﺑﺮ اﺗﺼﺎل روي اﻧﺘﺨﺎب ﻓﺮآﯾﻨﺪ ﺗﺎﺛﯿﺮ ﻣﯽ ﮔﺬارﻧﺪ .ﺑﺴﯿﺎري از آﻧﻬﺎ ﻣﺨﺘﺺ ﺷﺮاﯾﻂ ﮐﺎر و ﮐﺎرﮔﺎه ﺟﻮﺷﮑﺎري ﺷـﻤﺎ ﻣـﯽ ﺑﺎﺷـﻨﺪ .ﮔـﺎﻫﯽ
اﯾﻦ ﭘﺎراﻣﺘﺮﻫﺎ ﺗﺎﺛﯿﺮ زﯾﺎدي ﺑﺮ ﺣﺬف ﺑﺮﺧﯽ ﻓﺮآﯾﻨﺪﻫﺎي اﻧﺘﺨﺎب ﺷﺪه دارﻧﺪ .در اﯾﻦ ﻣﺮﺣﻠﻪ ﺑﺎﯾـﺪ ﺗﻤـﺎﻣﯽ اﯾـﻦ ﭘﺎراﻣﺘﺮﻫـﺎ را ﺑـﺼﻮرت ﭼـﮏ ﻟﯿـﺴﺖ درآورده و ﯾﮑـﯽ
ﯾﮑﯽ ﺑﺮرﺳﯽ ﻧﻤﻮد.
ﺣﺠﻢ ﺗﻮﻟﯿﺪ :ﺑﺎﯾﺪ ﻫﺰﯾﻨﻪ دﺳﺘﮕﺎه ﺟﻮش را ﺑﺎ ﻣﻘﺪار ﮐﺎر ﯾﺎ ﺗﻮﻟﯿﺪ ﻣﻮرد ﻧﯿﺎز ﺗﻄﺒﯿﻖ داد .اﮔﺮ ﺣﺠﻢ ﮐﺎر ﺑـﺮاي ﯾـﮏ ﮐـﺎرﺑﺮد ﺑﺎﻧـﺪازه ﮐـﺎﻓﯽ ﻧﺒﺎﺷـﺪ ،ﻣـﯽ ﺗـﻮان ﮐـﺎرﺑﺮد
دﯾﮕﺮي را ﻧﯿﺰ ﺑﻄﻮر ﻣﻮازي در ﻧﻈﺮ ﮔﺮﻓﺖ ﺗﺎ ﻫﺰﯾﻨﻪ ﻫﺎ ﺗﻌﺪﯾﻞ ﮔﺮدد.
ﺧﺼﻮﺻﯿﺎت ﺟﻮش :در ﺻﻮرﺗﯿﮑﻪ ﯾﮏ ﻓﺮآﯾﻨﺪ ﻧﺘﻮاﻧﺪ ﺧﻮاص ﺟﻮش ﺗﻌﯿﯿﻦ ﺷﺪه را ﺗﺎﻣﯿﻦ ﻧﻤﺎﯾﺪ ،از ﻟﯿﺴﺖ اﻧﺘﺨﺎﺑﻬﺎ ﺣﺬف ﻣﯽ ﮔﺮدد.
ﻣﻬﺎرت ﮐﺎرﺑﺮ :ﮐﺎرﺑﺮان ﻣﻤﮑﻦ اﺳﺖ ﮐﻪ ﻣﻬﺎرت ﮐﺎر ﺑﺎ ﯾﮏ ﻓﺮآﯾﻨﺪ را ﺧﯿﻠﯽ ﺳﺮﯾﻌﺘﺮ از ﻓﺮآﯾﻨﺪﻫﺎي دﯾﮕﺮ ﮐﺴﺐ ﻧﻤﺎﯾﻨﺪ .آﻣﻮزش ﮐـﺎرﺑﺮان ﺑـﺮاي ﯾـﮏ ﻓﺮآﯾﻨـﺪ ﺟﺪﯾـﺪ
ﻫﺰﯾﻨﻪ ﺳﺎز اﺳﺖ.
ﺗﺠﻬﯿﺰات ﮐﻤﮑﯽ :ﻫﺮ ﻓﺮآﯾﻨﺪ داراي ﻣﻨﺒﻊ ﺗﻐﺬﯾﻪ و ﺗﺠﻬﯿﺰات ﮐﻤﮑﯽ ﺧﺎص ﺧﻮد ﻣﯽ ﺑﺎﺷﺪ .اﮔﺮ ﯾﮏ ﻓﺮآﯾﻨﺪ را ﺑﺘﻮان ﺑﺎ ﺗﺠﻬﯿﺰات ﻣﻮﺟـﻮد اﺟـﺮا ﻧﻤـﻮد ،ﻫﺰﯾﻨـﻪ اوﻟﯿـﻪ
ﺑﺴﯿﺎر ﮐﺎﻫﺶ ﻣﯿﺎﺑﺪ.
ﺗﺠﻬﯿﺰات ﺟﺎﻧﺒﯽ :ﻗﺎﺑﻠﯿﺖ دﺳﺘﺮﺳﯽ و ﻫﺰﯾﻨﻪ ﺗﺠﻬﯿﺰات ﺟﺎﻧﺒﯽ ﻣﻮرد ﻧﯿﺎز ﺑﺎﯾﺪ ﻣﺪ ﻧﻈﺮ ﻗﺮار ﮔﯿﺮد.
ﺷﺮاﯾﻂ ﻓﻠﺰ ﭘﺎﯾﻪ :زﻧﮕﺎر ،روﻏﻦ ،ﻟﺒﻪ ﺳﺎزي ،ﺟﻮش ﭘﺬﯾﺮي و ﺳﺎﯾﺮ ﺷﺮاﯾﻂ ﻓﻠﺰ ﭘﺎﯾﻪ ﺑﺎﯾﺪ ﻣﺪ ﻧﻈﺮ ﻗﺮار ﮔﯿﺮد .اﯾﻦ ﭘﺎراﻣﺘﺮﻫﺎ ﻣﯽ ﺗﻮاﻧﻨـﺪ ﻗﺎﺑﻠﯿـﺖ ﯾـﮏ ﻓﺮآﯾﻨـﺪ را ﻣﺤـﺪود
ﻧﻤﺎﯾﻨﺪ.
وﺿﻌﯿﺖ ﻗﻮس :در ﺻﻮرﺗﯽ ﮐﻪ درز اﺗﺼﺎل ﻧﺎﻣﻨﻈﻢ ﺑﺎﺷﺪ ،اﺳﺘﻔﺎده از ﻓﺮآﯾﻨﺪﻫﺎي ﺑﺎ ﻗﻮس آزاد ﺗﺮﺟﯿﺢ داده ﻣﯽ ﺷﻮﻧﺪ .اﻣﺎ در ﻣﻮاردي ﮐـﻪ ﺑﺘـﻮان درز ﺟـﻮش را ﺑﻄـﻮر
ﻣﻨﺎﺳﺒﯽ ﻗﺮار داد اﺳﺘﻔﺎده از ﻓﺮآﯾﻨﺪ زﯾﺮﭘﻮدري ارﺟﺢ اﺳﺖ.
ﻗﯿﺪ و ﺑﺴﺖ :در ﺑﺮﺧﯽ ﻓﺮآﯾﻨﺪﻫﺎ )ﺑﺨﺼﻮص ﻓﺮآﯾﻨﺪﻫﺎي ﻧﯿﻤﻪ ﺧﻮدﮐﺎر( ﻧﯿﺎز ﺑﻪ ﻗﯿﺪ و ﺑﺴﺖ ﻫﺎي ﺧﺎص وﺟﻮد دارد ﮐﻪ ﺑﺎﯾﺪ ﻣﺪ ﻧﻈﺮ ﻗﺮار ﮔﯿﺮد.
ﺗﻨﮕﻨﺎﻫﺎي ﺗﻮﻟﯿﺪي :اﮔﺮ ﻓﺮآﯾﻨﺪي ﻫﺰﯾﻨﻪ ﺗﻮﻟﯿﺪ را ﮐﺎﻫﺶ دﻫﺪ اﻣﺎ ﻣﺤﺪودﯾﺘﻬﺎ و ﻣﺸﮑﻼﺗﯽ ﺑﺮاي ﺗﻮﻟﯿﺪ اﯾﺠﺎد ﻧﻤﺎﯾﺪ ،ارزش ﺧﻮد را از دﺳﺖ ﻣﯽ دﻫﺪ .دﺳـﺘﮕﺎه ﻫـﺎي
ﺑﺴﯿﺎر ﭘﯿﭽﯿﺪه ﮐﻪ ﻧﯿﺎز ﺑﻪ ﺳﺮوﯾﺲ ﮐﺎري ﻣﺪاوم ﺗﻮﺳﻂ اﻓﺮاد ﻣﺎﻫﺮ دارﻧﺪ ﻣﯽ ﺗﻮاﻧﻨﺪ ﺑﺎﻋﺚ ﮐﺎﻫﺶ ﺳﺮﻋﺖ ﺗﻮﻟﯿﺪ ﺷﻮﻧﺪ.
ﭼﮏ ﻟﯿﺴﺖ ﺗﻬﯿﻪ ﺷﺪه ﺑﺎﯾﺪ ﺗﻤﺎﻣﯽ ﻓﺎﮐﺘﻮرﻫﺎي ﻣﻮﺛﺮ ﺑﺮ اﻗﺘﺼﺎد ﺗﻮﻟﯿﺪ را در ﺑﺮ داﺷﺘﻪ ﺑﺎﺷﺪ .ﻓﺎﮐﺘﻮرﻫﺎي دﯾﮕﺮي ﮐﻪ ﻣﯽ ﺗﻮان اﺷﺎره ﮐﺮد ﻋﺒﺎرﺗﻨﺪ از:
اﻟﺰاﻣﺎت ﺗﻮﻟﯿﺪ ،ﻣﺤﺪوده اﺑﻌﺎدي ﺟﻮش ،اﻧﻌﻄﺎف ﭘﺬﯾﺮي در ﮐﺎرﺑﺮد ،ﻃﻮل درز ﺟﻮش ،زﻣﺎن ﺗﻨﻈﯿﻢ و راه اﻧﺪازي ،ﻫﺰﯾﻨﻪ اوﻟﯿﻪ ،اﻟﺰاﻣﺎت زﯾﺴﺖ ﻣﺤﯿﻄﯽ و اﯾﻤﻨﯽ
ﺑﺎ ﺗﻌﯿﯿﻦ اﯾﻦ ﻓﺎﮐﺘﻮرﻫﺎ ﻣﯽ ﺗﻮان ﻓﺮآﯾﻨﺪ ﻣﻨﺎﺳﺐ را از ﺑﯿﻦ ﻓﺮآﯾﻨﺪﻫﺎي اﻧﺘﺨﺎب ﺷﺪه ﺗﻌﯿﯿﻦ ﻧﻤﻮد .در ﺻﻮرﺗﯿﮑﻪ ﺗﻤﺎﻣﯽ ﺷﺮاﯾﻂ ﯾﮑﺴﺎن ﺑﺎﺷـﺪ ،ﻣﻌﯿـﺎر اﻧﺘﺨـﺎب ﻫﺰﯾﻨـﻪ
ﮐﻠﯽ ﺧﻮاﻫﺪ ﺑﻮد.
ﻣﺮﺣﻠﻪ ﭼﻬﺎرم :ﺑﺎزﻧﮕﺮي ﻓﺮآﯾﻨﺪ ﺑﺎ اﻃﻼﻋﺎت ﺳﺎزﻧﺪه دﺳﺘﮕﺎه ﺟﻮش ﺑﺮاي ﺗﺎﯾﯿﺪ ﺗﻮاﻧﺎﯾﯽ آن
در اﯾﻦ ﻣﺮﺣﻠﻪ ﺑﺎﯾﺪ ﭼﮏ ﻟﯿﺴﺖ ﺗﻬﯿﻪ ﺷﺪه و وﯾﮋﮔﯿﻬﺎي ﻣﻮرد ﻧﯿﺎز ﺑﺎ ﻧﻤﺎﯾﻨﺪه ﺳﺎزﻧﺪه دﺳﺘﮕﺎه ﺟﻮش ﻣـﻮرد ﺑـﺎزﻧﮕﺮي ﻗـﺮار ﮔﯿـﺮد ﺗـﺎ از ﺗﻮاﻧـﺎﯾﯽ دﺳـﺘﮕﺎه و اﻧﺘﺨـﺎب
ﺻﺤﯿﺢ اﻃﻤﯿﻨﺎن ﺣﺎﺻﻞ ﺷﻮد.
در ﺷﮑﻞ ،6ﻧﻤﻮدار اﻧﺘﺨﺎب ﻓﺮآﯾﻨﺪ ﺟﻮﺷﮑﺎري آﻣﺪه اﺳﺖ.
ﺻﻔﺤﻪ 12از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ -5اﻧﻮاع ﻓﺮآﯾﻨﺪﻫﺎي ﺟﻮﺷﮑﺎري و ﺳﺎﯾﺮ روﺷﻬﺎي واﺑﺴﺘﻪ ﺑﻪ آن
ﺻﻔﺤﻪ 13از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
Letter ﻓﺮآﯾﻨﺪ ﺟﻮﺷﮑﺎري
Welding Process
Designation
)SMAW(USA Shielded Metal Arc Welding
)MMA(UK Manual Metal Arc Welding ﺟﻮﺷﮑﺎري ﻗﻮﺳﯽ ﺑﺎ اﻟﮑﺘﺮود ﭘﻮﺷﺶ دار
Stick Welding
)GMAW(USA Gas Metal Arc Welding ﺟﻮﺷﮑﺎري ﻗﻮﺳﯽ ﺑﺎ ﻣﺤﺎﻓﻈﺖ ﮔﺎز
)MIG(UK Metal Inert Gas Welding ﺟﻮﺷﮑﺎري ﻗﻮﺳﯽ ﺑﺎ ﮔﺎز ﻣﺤﺎﻓﻆ ﺧﻨﺜﯽ
)MAG(UK Metal Active Gas Welding ﺟﻮﺷﮑﺎري ﻗﻮﺳﯽ ﺑﺎ ﮔﺎز ﻣﺤﺎﻓﻆ ﻓﻌﺎل)(CO2
GTAW Gas Tungsten Arc Welding ﺟﻮﺷﮑﺎري ﻗﻮﺳﯽ ﺑﺎ اﻟﮑﺘﺮود ﺗﻨﮕﺴﺘﻦ و ﮔﺎز ﺧﻨﺜ ﯽ
)TIG(UK Tungsten Inert Gas Welding ﺟﻮﺷﮑﺎري ﻗﻮﺳﯽ ﺑﺎ اﻟﮑﺘﺮود ﺗﻨﮕﺴﺘﻦ و ﮔﺎز ﺧﻨﺜ ﯽ
FCAW Flux Cored Arc Welding ﺟﻮﺷﮑﺎري ﻗﻮﺳﯽ ﺑﺎ اﻟﮑﺘﺮود ﺗﻮ ﭘﻮدري
PAW Plasma Arc Welding ﺟﻮﺷﮑﺎر ي ﻗﻮس ﭘﻼﺳﻤﺎ
OFW Oxy-Fuel Gas Welding ﺟﻮﺷﮑﺎري ﺑﺎ ﺳﻮﺧﺖ ﮔﺎزي
ESW Electro Slag Welding ﺟﻮﺷﮑﺎري ﺳﺮ ﺑﺎره اﻟﮑﺘﺮﯾﮑﯽ
EGW Electro Gas Welding ﺟﻮﺷﮑﺎري ﮔﺎز اﻟﮑﺘﺮﯾﮑﯽ
EBW Electron Arc Welding ﺟﻮﺷﮑﺎري ﭘﺮﺗﻮ اﻟﮑﺘﺮوﻧﯽ
SAW Submerged Arc Welding ﺟﻮﺷﮑﺎري ﻗﻮﺳﯽ زﯾﺮ ﭘﻮدري
ﺟﺪول -1اﺳﺎﻣﯽ اﺧﺘﺼﺎري ﺑﺮﺧﯽ از ﻓﺮآﯾﻨﺪﻫﺎي ﺟﻮﺷﮑﺎري
ﺻﻔﺤﻪ 14از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ -6ﻧﻤﻮدار اﻧﺘﺨﺎب ﻓﺮآﯾﻨﺪ ﺟﻮﺷﮑﺎري
ﻧﺤﻮه اﻧﺠﺎم ﻓﺮاﯾﻨﺪ ﺟﻮﺷﮑﺎري )(Type
روﺷــﻬﺎي ﻣﺨﺘﻠــﻒ اﻋﻤــﺎل ﯾــﮏ ﻓﺮآﯾﻨــﺪ ﺟﻮﺷــﮑﺎري ﻣــﯽ ﺗﻮاﻧــﺪ دﺳــﺘﯽ) ،(Manualﺧﻮدﮐــﺎر) ،(Automaticﻧﯿﻤــﻪ ﺧﻮدﮐــﺎر ) (Semi-Automaticﯾــﺎ
ﻣﺎﺷﯿﻨﯽ) (Machineﺑﺎﺷﺪ .ﺟﻮﺷﮑﺎري ﻗﻮﺳﯽ ﺑﺎ اﻟﮑﺘﺮود ﭘﻮﺷﺶ دار)روﮐﺶ دار( در ﺻﻮرت اﺳﺘﻔﺎده از اﻟﮑﺘﺮود ﻫﺎﯾﯽ ﺑﺎ ﻃﻮل ﻣﺤﺪود ،ﺑـﻪ ﺻـﻮرت دﺳـﺘﯽ ﺗﻠﻘـﯽ
ﻣﯽ ﺷﻮد .روﺷﻬﺎﯾﯽ ﻣﺎﻧﻨﺪ FCAWو GMAWدرﺻﻮرت ﺟﻮﺷﮑﺎري دﺳﺘﯽ ،ﻧﯿﻤﻪ ﺧﻮدﮐﺎر ﺑﻪ ﺣﺴﺎب ﻣﯽ آﯾﻨﺪ و اﮔﺮ ﭘﯿﮏ آﻧﻬﺎ ﺑﺮ روي دﺳـﺘﮕﺎه ﻗـﺮار ﮔﯿـﺮد و
ﺑﻪ ﻃﻮر ﺧﻮدﮐﺎر ﺣﺮﮐﺖ ﮐﻨﺪ ،از آﻧﺠﺎﯾﯽ ﮐﻪ ﺣﺮﮐﺖ ﻣﻔﺘﻮل ﻧﯿﺰ ﺧﻮدﮐﺎر ﺑﻮده ،ﻓﺮآﯾﻨﺪي ﻣﺎﺷﯿﻨﯽ ﯾﺎ ﺗﻤﺎم اﺗﻮﻣﺎﺗﯿﮏ ﺑﻪ ﺣﺴﺎب ﻣـﯽ آﯾـﺪ .در ﺟـﺪول 2ﻧﺤـﻮه اﻧﺠـﺎم
ﺑﺮﺧﯽ از ﻓﺮآﯾﻨﺪﻫﺎي ﺟﻮﺷﮑﺎري آﻣﺪه اﺳﺖ.
ﺻﻔﺤﻪ 15از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺟﺪول -2ﻧﺤﻮه اﻧﺠﺎم ﺑﺮﺧﯽ از ﻓﺮآﯾﻨﺪﻫﺎي ﺟﻮﺷﮑﺎري
ﻃﺮح اﺗﺼﺎل)(Joint Design
ﻣﺸﺨﺼﺎت ﻃﺮح اﺗﺼﺎﻟﯽ ﮐﻪ دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري ﺑﺮاي آن ﻧﻮﺷﺘﻪ ﻣﯽ ﺷﻮد ﺑﺎﯾﺪ دراﯾﻦ ﻗﺴﻤﺖ از ﻓﺮم WPSدرج ﺷﻮد .در واﻗﻊ اﺗـﺼﺎل) (Jointرا ﻣـﯽ ﺗـﻮان
ﻧﺤﻮه ﻗﺮار ﮔﺮﻓﺘﻦ ﻗﻄﻌﺎﺗﯽ ﮐﻪ ﺑﺎﯾﺪ ﺟﻮﺷﮑﺎري ﺷﻮﻧﺪ در ﮐﻨﺎر ﯾﮑﺪﯾﮕﺮ ،ﺗﻌﺮﯾﻒ ﮐﺮد .ﺷﮑﻞ 7اﻧﻮاع اﺗﺼﺎﻻت راﯾﺞ در ﺟﻮﺷﮑﺎري را ﺑﻪ ﻧﻤﺎﯾﺶ ﮔﺬاﺷـﺘﻪ اﺳـﺖ.ﺑﺮﺧـﯽ
از راﯾﺞ ﺗﺮﯾﻦ اﺗﺼﺎﻻت ﻋﺒﺎرﺗﻨﺪ از :اﺗﺼﺎل ﺳﺮ ﺑﻪ ﺳﺮ ﮐﻪ ﺑﻪ آن ﻟﺐ ﺑﻪ ﻟﺐ ﻧﯿﺰ ﮔﻔﺘﻪ ﻣﯽ ﺷﻮد ) ،(Butt jointاﺗﺼﺎل ﻟﺐ رو ﻟـﺐ ﮐـﻪ ﺑـﻪ آن روي ﻫـﻢ ﻧﯿـﺰ ﮔﻔﺘـﻪ
ﻣﯽﺷﻮد) (Lap jointو اﺗﺼﺎل ﺳﭙﺮي ) .(T jointﺑﺮاي ﮐﺎﻣﻞ ﺷﺪن اﯾﻦ ﻗﺴﻤﺖ ﺑﺎﯾﺪ ﺑﻪ ﻧﻮع ﺟﻮش ﻧﯿﺰ اﺷﺎره ﮐﺮد ﮐﻪ آﯾﺎ ﺷـﯿﺎري) (Groove Weldاﺳـﺖ ﯾـﺎ
ﮔﻮﺷﻪ اي) .( Fillet Weldاﻟﺒﺘﻪ اﯾﻦ دو ﻧﻮع ﻣﺮﺳﻮم ﺗﺮ ﻫﺴﺘﻨﺪ اﻣﺎ اﻧﻮاع دﯾﮕﺮ ﺟﻮﺷﻬﺎ ﻧﯿﺰ وﺟﻮد دارﻧﺪﮐﻪ ﻣﯽ ﺗﻮاﻧﯿﺪ ﺑﺮﺧﯽ از راﯾﺞ ﺗﺮﯾﻦ آﻧﻬـﺎ را در ﺷـﮑﻞ ﺷـﻤﺎره
8ﻣﻼﺣﻈﻪ ﻧﻤﺎﯾﯿﺪ.
ﺷﮑﻞ - 7اﻧﻮاع اﺗﺼﺎﻻت راﯾﺞ در ﺟﻮﺷﮑﺎري
ﺻﻔﺤﻪ 16از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ - 8اﻧﻮاع ﺟﻮﺷﻬﺎ
ﺣﺎل ﮐﻪ ﺑﺎ اﻧﻮاع اﺗﺼﺎﻻت و اﻧﻮاع ﺟﻮﺷﻬﺎ آﺷﻨﺎ ﺷﺪﯾﻢ ﺑﺎﯾﺪ در ﻣﻮرد آﻣﺎده ﺳﺎزي ﺷـﯿﺎر ﯾـﺎ ﭘـﺦ ﺳـﺎزي ﻧﯿـﺰ ﻣﻄـﺎﻟﺒﯽ ﺑـﺪاﻧﯿﻢ .ﻣﻌﻤـﻮﻻً آﻣـﺎده ﺳـﺎزي ﺷـﯿﺎر ﯾـﺎ ﭘـﺦ
ﺟﻮﺷﮑﺎري) (Bevelﺑﻪ ﯾﮑﯽ از روﺷﻬﺎي ﺑﺮش اﮐﺴﯿﮋن ،اﺳﺘﻔﺎده از اﻟﮑﺘﺮودﻫﺎي ﮐﺮﺑﻨﯽ ،ﺑﺮش ﻗﻮس ﯾﺎ روﺷﻬﺎي ﻣﺨﺘﻠﻒ ﻣﺎﺷﯿﻨﮑﺎري اﻧﺠﺎم ﻣﯽ ﺷﻮد .ﺑﻬﺘﺮ اﺳـﺖ
ﻣﺎﺷﯿﻨﮑﺎري و ﺳﻨﮓ زﻧﯽ ﭘﺲ از آﻣﺎده ﺳﺎزي ﺑﻪ روﺷﻬﺎي دﯾﮕﺮ ﻧﯿﺰ اﻋﻤﺎل ﺷﻮﻧﺪ .در ﻧﻬﺎﯾﺖ ﺗﻤﯿﺰﮐﺎري ﺷﯿﺎر ﯾﺎ ﭘﺦ ﺟﻮش ﺑﺎﻋﺚ ﺑﻬﺒﻮد ﮐﯿﻔﯿﺖ ﮐـﺎر ﻣـﯽ ﺷـﻮد .ﺑـﻪ
ﻃﻮر ﮐﻠﯽ اﻧﻮاع آﻣﺎده ﺳﺎزﯾﻬﺎ را ﺑﻪ دو دﺳﺘﻪ ﯾﮏ ﻃﺮﻓﻪ) (Single sidedو دو ﻃﺮﻓﻪ) (Double Sidedﻣﯽ ﺗﻮان ﺗﻘـﺴﯿﻢ ﮐـﺮد .ﻣﻌﻤـﻮﻻ از آﻣـﺎده ﺳـﺎزي ﯾـﮏ
ﻃﺮﻓﻪ در زﻣﺎﻧﯽ ﮐﻪ ﻗﻄﻌﻪ ﮐﺎر ﻧﺎزك اﺳﺖ ﯾﺎ دﺳﺘﺮﺳﯽ ﺑﻪ ﻫﺮ دو ﻃﺮف ﻗﻄﻌﻪ ﻣﯿﺴﺮ ﻧﯿﺴﺖ ،اﺳﺘﻔﺎده ﻣـﯽ ﺷـﻮد .ﺑـﺮاي ﮐﻨﺘـﺮل ﭘﯿﭽﯿـﺪﮔﯽ) (Distortionﻗﻄﻌـﺎت
ﺿﺨﯿﻢ ﺗﺮ و ﻧﯿﺰ وﻗﺘﯽ دﺳﺘﺮﺳﯽ ﺑﻪ ﻫﺮ دو ﺳﻮي ﻗﻄﻌﻪ اﻣﮑﺎن ﭘﺬﯾﺮ ﺑﺎﺷﺪ از روش دوﻃﺮﻓﻪ اﺳﺘﻔﺎده ﻣﯽ ﺷﻮد .در ﺷﮑﻞ ﺷﻤﺎره 9اﻧﻮاع آﻣـﺎده ﺳـﺎزﯾﻬﺎ را ﺑـﻪ ﻫﻤـﺮاه
ﻧﺎم آﻧﻬﺎ ﻣﯽ ﺑﯿﻨﯿﺪ.
ﺻﻔﺤﻪ 17از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ - 9اﻧﻮاع آﻣﺎده ﺳﺎزي ﺷﯿﺎر
واژه ﻫﺎي ﻣﺨﺘﻠﻔﯽ ﺑﺮاي ﻧﺸﺎن دادن ﺑﺨﺸﻬﺎي ﻣﺨﺘﻠﻒ ﺷﯿﺎر آﻣﺎده ﺷﺪه وﺟﻮد دارد ﮐﻪ ﺑﺎﯾﺪ ﺑﺎ آﻧﻬﺎ آﺷﻨﺎ ﺑﺎﺷﯿﻢ .اﯾﻦ ﺗﻌﺎﺑﯿﺮ و اﺻﻄﻼﺣﺎت در ﺷـﮑﻞ 10آﻣـﺪه
اﻧﺪ.
ﺷﮑﻞ - 10اﻧﻮاع اﺻﻄﻼﺣﺎت ﻣﺮﺗﺒﻂ ﺑﺎ آﻣﺎده ﺳﺎزي ﺷﯿﺎر
ﻧﮑﺘﻪ دﯾﮕﺮي ﮐﻪ ﺑﺎﯾﺪ ﺑﻪ آن در اﯾﻨﺠﺎ اﺷﺎره ﮔﺮدد ﺑﺤﺚ ﻧﻘﺸﻪ ﺧﻮاﻧﯽ ﺟﻮش اﺳﺖ . .در ﺑﺮﺧﯽ ﻣﻮارد ﺷﮑﻞ ﻃﺮح اﺗﺼﺎل ﻧﯿﺰ در WPSﺗﺮﺳﯿﻢ ﻣـﯽ ﺷـﻮد در ﭼﻨـﯿﻦ
ﻣﻮاردي اﻃﻼع از ﻋﻼﻣﺎت اﺧﺘﺼﺎري ﻃﺮح اﺗﺼﺎل ﻣﻮﺟﺐ ﺗﺴﻬﯿﻞ و ﺗﺴﺮﯾﻊ اﻧﺘﻘﺎل ﻃﺮح ﺟﻮش از ﻧﻘﺸﻪ ﺑﻪ ﻗﺴﻤﺖ ﻣﺮﺑﻮﻃﻪ در WPSﻣـﯽ ﺷـﻮد .در اﯾـﻦ ﺣﺎﻟـﺖ
ﺻﻔﺤﻪ 18از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻋﻼﻣﺖ ﺟﻮش ﺑﻪ ﻫﻤﺮاه ﯾﮏ ﻓﻠﺶ ،ﻣﺸﺨﺺ ﮐﻨﻨﺪه اﺑﻌﺎد و ﻣﺸﺨﺼﺎت ﮐﺎﻣﻞ ﭘﺦ ﺟﻮش ﻣﯽ ﺑﺎﺷﺪ .ﻧﺤﻮه ﺗﺮﺳـﯿﻢ اﯾـﻦ ﻓﻠـﺶ در ﺷـﮑﻞ 11ﺑـﺮ اﺳـﺎس اﺳـﺘﺎﻧﺪارد
آﻣﺮﯾﮑﺎﯾﯽ ﺑﻪ اﺧﺘﺼﺎر ﺑﯿﺎن ﺷﺪه اﺳﺖ .اﺻﻮﻻ ﻧﺤﻮه ﻧﻤﺎﯾﺶ اﻃﻼﻋﺎت ﻣﺮﺑﻮط ﺑﻪ ﺟﻮش در اﺳﺘﺎﻧﺪاردﻫﺎي ﻣﺨﺘﻠﻒ ﺑﺎ ﻫﻢ ﺗﻔﺎوﺗﻬﺎﯾﯽ دارﻧﺪ ﮐﻪ در ﻫـﺮ ﻣـﻮرد ﺑﺎﯾـﺪ ﺑـﻪ
اﺳﺘﺎﻧﺪارد ﻣﺮﺑﻮﻃﻪ ﻣﺮاﺟﻌﻪ ﮐﺮد .ﺑﻪ ﻋﻨﻮان ﻣﺜﺎل ﺑﺮاي ﺷﺮح ﮐﺎﻣﻞ را ﺑﺮ اﺳﺎس ﺳﯿﺴﺘﻢ آﻣﺮﯾﮑﺎﯾﯽ ﻣﯽ ﺗﻮان در AWS A2.4ﯾﺎﻓﺖ .ﺳـﺎﯾﺮ اﺳـﺘﺎﻧﺪاردﻫﺎي ﻣـﺮﺗﺒﻂ
ﺑﺎ ﻧﻘﺸﻪ ﺧﻮاﻧﯽ ﺟﻮش ﻋﺒﺎرﺗﻨﺪ از . BS 499-2 ,EN 22553,ISO 2553 :اﻟﺒﺘﻪ در ﮐﺸﻮر ﻣﺎ ﺳﯿﺴﺘﻢ آﻣﺮﯾﮑﺎﯾﯽ ﺑﺮاي اﯾﻦ ﻣﻨﻈﻮر راﯾﺞ ﺗﺮ اﺳﺖ .در ﺷـﮑﻞ 12
ﺳﻤﺒﻞ ﻫﺎي ﮔﻮﻧﺎﮔﻮن ﻣﻮرد اﺳﺘﻔﺎده ﺟﻬﺖ ﻧﺸﺎن دادن ﺷﯿﺎر آﻣﺪه اﺳﺖ .ﻫﻤﭽﻨﯿﻦ در ﺷﮑﻞ 13ﭼﻨﺪ ﻣﺜﺎل از ﻧﺤﻮه ﻋﻼﻣﺖ ﮔﺬاري ﺟﻮش ﻧﺸﺎن داده ﺷﺪه اﺳﺖ.
ﺷﮑﻞ – 11ﻣﻌﺮﻓﯽ ﺑﺨﺸﻬﺎي ﻣﺨﺘﻠﻒ ﻋﻼﻣﺖ ﺟﻮش
ﺷﮑﻞ - 12ﺳﻤﺒﻞ ﻫﺎي ﮔﻮﻧﺎﮔﻮن ﻣﻮرد اﺳﺘﻔﺎده ﺟﻬﺖ ﻧﺸﺎن دادن ﺷﯿﺎر ﺟﻮش
ﺻﻔﺤﻪ 19از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ - 13ﭼﻨﺪ ﻣﺜﺎل از ﻧﺤﻮه ﻋﻼﻣﺖ ﮔﺬاري ﺟﻮش
ﭘﺸﺖ ﺑﻨﺪ)(Backing
ﺑﻨﺎ ﺑﺮ ﺷﺮاﯾﻂ ﻃﺮاﺣﯽ و ﺑﻪ ﻣﻨﻈﻮر ﻣﻮاردي ﭼﻮن ﺟﻠﻮﮔﯿﺮي از اﮐﺴﯿﺪﺷﺪن ﻣﺬاب ﺷﯿﺎرﺟﻮش ،ﻋﺪم رﯾﺰش ﻣﺬاب از ﭘﺸﺖ ﺟﻮش ،اﻃﻤﯿﻨﺎن از ﺧﺎﻟﯽ ﻧﻤﺎﻧﺪن ﯾﺎ اﯾﺠـﺎد
ﺳﻮﺧﺘﮕﯽ ﺟﻮش در ﻗﺴﻤﺖ ﭘﺸﺘﯽ ﺟﻮش و ﻏﯿﺮه از ﺗﺴﻤﻪ ﻓﻠﺰي ،ﺟﺮﯾﺎن ﮔﺎز ﯾﺎ ﻓﻼﮐﺲ ﺑﻪ ﻋﻨﻮان ﭘﺸﺖ ﺑﻨﺪ اﺳﺘﻔﺎده ﻣﯽ ﺷﻮد .ﭼﻨـﺪ ﻣﺜـﺎل از ﻧﺤـﻮه ﻗـﺮار ﮔـﺮﻓﺘﻦ
ﭘﺸﺖ ﺑﻨﺪ در ﺷﮑﻞ 14آﻣﺪه اﺳﺖ.
ﻧﻮع و ﺟﻨﺲ ﻣﻮاد ﭘﺸﺖ ﺑﻨﺪ ))(Backing Material (Type
در ﺻﻮرت ﺗﺎﯾﯿﺪ ﻗﺴﻤﺖ ﻗﺒﻞ ﯾﻌﻨﯽ ﻧﯿﺎز ﺑﻪ اﺳﺘﻔﺎده از ﭘﺸﺖ ﺑﻨﺪ ،درج ﺟﻨﺲ و ﻧﻮع ﻣﻮاد ﻣﻮرد ﻧﻈﺮﺟﻬﺖ ﭘﺸﺖ ﺑﻨﺪ اﻟﺰاﻣﯽ اﺳﺖ .ﻣﻮادي ﮐﻪ ﻋﻤﺪﺗﺎً ﺑـﻪ ﻋﻨـﻮان ﭘـﺸﺖ
ﺑﻨﺪ اﺳﺘﻔﺎده ﻣﯽ ﺷﻮﻧﺪ ﻋﺒﺎرﺗﻨﺪ از:
ب -ورﻗﻬﺎي ﻣﺲ اﻟﻒ -ﺗﺴﻤﻪ ﻫﺎي ﻓﻮﻻد ﮐﺮﺑﻨﯽ ﺳﺎده
ت -ﻓﻼﮐﺲ ﯾﺎ ﭘﻮدر ﺟﻮش پ -ﺟﺮﯾﺎن ﮔﺎزﻫﺎي ﻣﺤﺎﻓﻆ ﻣﺎﻧﻨﺪ آرﮔﻮن ﯾﺎ CO2
ﺻﻔﺤﻪ 20از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ - 14ﭼﻨﺪ ﻣﺜﺎل از ﻧﺤﻮه ﻗﺮار ﮔﺮﻓﺘﻦ ﭘﺸﺖ ﺑﻨﺪ ﻓﻠﺰي
ﻣﻄﻠﺐ دﯾﮕﺮي ﮐﻪ ﻣﻌﻤﻮﻻً ﺑﺎﯾﺪ در WPSﺑﻪ آن اﺷﺎره ﺷﻮد ،ﺗﺮﺳﯿﻢ و ﻧﻤﺎﯾﺶ ﺗﻮاﻟﯽ ﭘﺎﺳﻬﺎي ﺟﻮﺷﮑﺎري) (Beadاﺳﺖ .ﭼﮕﻮﻧﮕﯽ اﻧﺘﺨﺎب اﯾﻦ ﺗﻮاﻟﯽ ﺑـﺴﺘﮕﯽ ﺑـﻪ
اﺣﺘﻤﺎل ﭘﯿﭽﯿﺪﮔﯽ ) (Distortionﺟﻮش دارد .اﻣﺎ در ﻗﺴﻤﺖ ﻃﺮح اﺗﺼﺎل ﭘﺲ از رﺳﻢ ﭘﺦ ﺟﻮش ﺗﻮاﻟﯽ ﺟﻮﺷﮑﺎري ﭘﺎﺳﻬﺎ ﺑﻪ ﻫﻤﺮاه ﺷـﻤﺎره ﮔـﺬاري ﺑﺎﯾـﺪ رﺳـﻢ
ﺷﻮﻧﺪ)ﺷﮑﻞ .(15ﻃﺮﺣﻬﺎي ﺟﻮﺷﯽ ﮐﻪ از ﻧﻈﺮﺟﻨﺲ ورق وﻧﻮع اﻟﮑﺘﺮود ﻣﻮرد ﻣﺼﺮف ﻣﺸﺎﺑﻪ ﺑﻮده و ﺑﻪ ﻫﻤﯿﻦ دﻟﯿﻞ ﺑﻮﺳﯿﻠﻪ ﯾـﮏ WPSﭘﻮﺷـﺶ داده ﻣـﯽ ﺷـﻮﻧﺪ
ﺑﺎﯾﺪ ﺑﻪ ﺻﻮرت ﻣﺠﺰا ﺗﺮﺳﯿﻢ و ﺗﻮاﻟﯽ ﭘﺎﺳﻬﺎي آﻧﻬﺎ ﻧﺸﺎن داده ﺷﻮﻧﺪ.
ﺷﮑﻞ - 15ﻧﻤﺎﯾﺶ ﺗﻮاﻟﯽ ﭘﺎﺳﻬﺎي ﺟﻮﺷﮑﺎري
ﻓﻠﺰات ﭘﺎﯾﻪ )(Base Metals
ذﮐﺮ ﻧﻮع و ﺗﺮﮐﯿﺐ ﺷﯿﻤﯿﺎﯾﯽ ﻓﻠﺰ ﻣﻮرد ﺟﻮﺷﮑﺎري از ﺟﻤﻠﻪ ﻣﻬﻤﺘﺮﯾﻦ ﻣﻄﺎﻟﺐ ﻗﺎﺑﻞ ذﮐﺮ در WPSاﺳﺖ .اﯾﻦ اﻣﺮ در اﻧﺘﺨﺎب ﺳﺎﯾﺮ ﻣﺸﺨﺼﺎت ﻓﺮآﯾﻨﺪ ﺟﻮﺷـﮑﺎري از
ﻗﺒﯿﻞ ﭘﯿﺶ ﮔﺮم ﮐﺮدن ،ﭘﺲ ﮔﺮﻣﺎﯾﯽ ،اﻧﺘﺨﺎب اﻟﮑﺘﺮود و ﺗﮑﻨﯿﮏ ﮐﺎر دﺧﯿﻞ اﺳﺖ.
ﻋﺪد ﻣﺸﺨﺼﻪ (P-No.) P
ﺟﻬﺖ ﮐﺎﻫﺶ ﺗﻌﺪاد ﻓﺮﻣﻬﺎي WPSو ،PQRﻓﻠﺰات ﭘﺎﯾﻪ ﺗﺤﺖ ﻋﺪدي ﺑﻪ ﻧﺎم Pﺗﻘﺴﯿﻢ ﺑﻨﺪي ﻣﯽ ﺷﻮﻧﺪ .در ﺻﻮرﺗﯽ ﮐﻪ ﺑـﺮاي ﺑﺮرﺳـﯽ ﮐﯿﻔﯿـﺖ ﻓـﻮﻻد ،آزﻣـﻮن
ﺿﺮﺑﻪ ﻻزم ﺑﺎﺷﺪ ،ﺗﻘﺴﯿﻢ ﺑﻨﺪي ﺟﺰﺋﯽ ﺗﺮ ﺷﺪه و Group No.ﻧﯿﺰ ﻣﻄﺮح ﻣﯽ ﺷﻮد .اﺳﺎس ﺗﻘﺴﯿﻢ ﺑﻨﺪي ﻫﺎي ﻓﻮق ،ﺗﺮﮐﯿﺐ آﻟﯿﺎژ ،ﺟﻮش ﭘـﺬﯾﺮي و ﺧـﺼﻮﺻﯿﺎت
ﻣﮑﺎﻧﯿﮑﯽ اﺳﺖ .روﺷﻦ اﺳﺖ ﮐﻪ ﺑﺎ اﺳﺘﻨﺎد ﺑﻪ ﻋﺪد Pﯾﺎ Gr.ﻣﺸﺎﺑﻪ ﻧﻤﯽ ﺗﻮان ادﻋـﺎ ﮐـﺮد ﮐـﻪ دو آﻟﯿـﺎژ از ﻧﻈـﺮ ﺧـﻮاص ﻣﺘـﺎﻟﻮرژﯾﮑﯽ ،ﻋﻤﻠﯿـﺎت ﺣﺮارﺗـﯽ ﭘـﺲ از
ﺟﻮﺷﮑﺎري ،ﻃﺮاﺣﯽ و ﺑﺮﺧﯽ ﺧﻮاص ﻣﮑﺎﻧﯿﮑﯽ ﻗﺎﺑﻞ ﺟﺎﯾﮕﺰﯾﻨﯽ ﻣﯽ ﺑﺎﺷﻨﺪ .در ﺟﺪول 3ﮐـﺪﻫﺎي ﻣﺮﺑـﻮط ﺑـﻪ آﻟﯿﺎژﻫـﺎي ﻣﺨﺘﻠـﻒ ﮐـﻪ ﺑـﺎ ﻣﺮاﺟﻌـﻪ ﺑـﻪ آن P No.
ﺻﻔﺤﻪ 21از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻣﺸﺨﺺ ﻣﯽ ﺷﻮد آﻣﺪه اﺳﺖ .ﺑﺮاي دﯾﺪن ﻟﯿﺴﺖ ﮐﺎﻣﻠﯽ از P No.ﻫﺎ ﺑﻪ QW-422ﻣﺮاﺟﻌﻪ ﮐﻨﯿﺪ).در ﺷﮑﻞ 17ﻧﻤﻮﻧﻪ اي از ﺟـﺪاول QW-422را ﻣـﺸﺎﻫﺪه
ﻣﯽ ﮐﻨﯿﺪ(
راﻫﻨﻤﺎﯾﯽ ﻫﺎﯾﯽ در ﻣﻮرد P Noﻫﺎي 9 ،5و 10در QW-403.13ﺑﯿﺎن ﺷﺪه اﺳﺖ .در ﺷﮑﻞ 16ﺗﻘﺴﯿﻢ ﺑﻨﺪي ﺟﺰﺋﯽ ﺗﺮي ﺑـﺮاي اﻧـﻮاع ﻣﺨﺘﻠـﻒ آﻟﯿﺎژﻫـﺎي
ﻓﻮﻻدي آﻣﺪه اﺳﺖ) .ﺟﺎﻟﺐ اﯾﻨﺠﺎﺳﺖ ﮐﻪ P No. 2وﺟﻮد ﻧﺪارد!!(
ﻋﺪد Pﺑﺮاي ﺟﻮﺷﮑﺎري ﮐﺪ ﻣﺮﺑﻮط ﺑﻪ ASME IX ﻧﻮع آﻟﯿﺎژ
1-11 QW-422.11ﺗﺎ QW-422.1 ﻓﻮﻻدﻫﺎ
21-25 QW-422.25ﺗﺎ QW-422.21 آﻟﻮﻣﯿﻨﯿﻮم وآﻟﯿﺎژﻫﺎي ﭘﺎﯾﻪ Al
31-35 QW-422.35ﺗﺎ QW-422.31 ﻣﺲ وآﻟﯿﺎژﻫﺎي ﭘﺎﯾﻪ Cu
41-47 QW-422.47ﺗﺎ QW-422.41 ﺗﯿﺘﺎﻧﯿﻮم وآﻟﯿﺎژﻫﺎي ﭘﺎﯾﻪ Ti
61-62 QW-422.62ﺗﺎ QW-422.61 زﯾﺮﮐﻮﻧﯿﻮم وآﻟﯿﺎژﻫﺎي ﭘﺎﯾﻪ Zr
ﺟﺪول -3ﺷﻤﺎره ﻫﺎي ﻣﺮﺑﻮط ﺑﻪ ﻋﺪد Pﻓﻠﺰات ﻣﺨﺘﻠﻒ
ﺷﮑﻞ - 16ﺷﻤﺎره ﻫﺎي ﻣﺮﺑﻮط ﺑﻪ ﻋﺪد Pآﻟﯿﺎژﻫﺎي ﻓﻮﻻدي
ﺻﻔﺤﻪ 22از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ - 17ﻧﻤﻮﻧﻪ اي از ﺟﺪاول QW-422
ﻫﻤﺎﻧﻄﻮر ﮐﻪ در ﺳﺘﻮن اول ﺷﮑﻞ 17ﻧﯿﺰ ﻣﺸﺨﺺ اﺳﺖ ﻓﻮﻻدﻫﺎ درﮐﺪ ASMEﺑﺎ SAﺷﺮوع ﻣﯽ ﺷﻮﻧﺪ .ﺑﺨﺶ از اﯾـﻦ اﺳـﺘﺎﻧﺪارد ﮐـﻪ ﺷـﺎﻣﻞ اﺳـﺘﺎﻧﺪارد ﻣـﻮاد
ﺑﺮاي ﮐﺎرﺑﺮد آﻧﻬﺎﺳﺖ ﻋﺒﺎرﺗﺴﺖ از:
ASME Boiler and Pressure Vessel Code, Section II, Part A and B
در اﯾﻦ ﺑﺨﺶ ﻫﺎ از ﺗﻄﺒﯿﻖ اﺳﺘﺎﻧﺪارد ASTMﺑﺎ ﮐﺪ ASMEاﺳﺘﻔﺎده ﺷﺪه اﺳﺖ و ﺣﺮف " " Sﺟﻠﻮ ﺷﻤﺎره اﺳﺘﺎﻧﺪارد ASTMﻣﺮﺑﻮﻃـﻪ اﺿـﺎﻓﻪ ﻣـﯽ ﺷـﻮد ﺗـﺎ
ﻧﺸﺎن دﻫﺪ ﮐﻪ اﯾﻦ ﻣﺮﺑﻮط ﺑﻪ ﮐﺪ ASMEاﺳﺖ.
Part Aاز Section IIﮐﺪ ASMEﻣﺮﺑﻮط ﺑﻪ ﻓﻠﺰات آﻫﻨﯽ و Part Bﻣﺮﺑﻮط ﺑﻪ ﻓﻠﺰات ﻏﯿﺮ آﻫﻨﯽ اﺳﺖ .ﻣﺜﺎل زﯾﺮ ارﺗﺒﺎط ﺑﯿﻦ ﺳﯿﺴﺘﻢ ﻫﺎي ﻧﺎﻣﮕﺬاري
ASMEو ASTMرا ﻧﺸﺎن ﻣﯽ دﻫﺪ.
– ASME SA 516/SA-516M-01 Grade 70 - Pressure Vessel Plates, Carbon Steel, for Moderate - and Lower
Temperature Service
اﯾﻦ اﺳﺘﺎﻧﺪارد ﻫﻤﺎﻧﻨﺪ ASTM A 516/516-01 Grade 70اﺳﺖ ﺑﺎ اﯾﻦ ﺗﻔﺎوت ﮐﻪ " " SAﻧﺸﺎن ﻣﯽ دﻫﺪ اﯾﻦ اﺳﺘﺎﻧﺪارد ﺑﺎ ﮐﺪ ASMEﻣﻨﻄﺒـﻖ ﺷـﺪه
اﺳﺖ.
در QW-420.2ﺑﺎ S No.ﻣﻮاﺟﻪ ﺧﻮاﻫﯿﺪ ﺷﺪ .اﮔﺮ ﻓﻠﺰي در ﮐﺪ ASME B 31ﯾﺎ ﺳﺎﯾﺮ ﺑﺨﺸﻬﺎي اﺳﺘﺎﻧﺪارد ASMEﭘﺬﯾﺮﻓﺘﻪ ﺷﺪه ﺑﺎﺷﺪ اﻣﺎ در Section
IIﮐﺪ ASMEوﺟﻮد ﻧﺪاﺷﺘﻪ ﺑﺎﺷﺪ ،در اﯾﻨﺼﻮرت از S No.اﺳﺘﻔﺎده ﺧﻮاﻫﺪ ﺷﺪ.
اﺷﺎره ﺑﻪ اﯾﻦ ﻧﮑﺘﻪ ﻻزم اﺳﺖ ﮐﻪ در Appendix Dﻣﻮﺟﻮد در ASME Sec. IXﺗﻤﺎﻣﯽ P No.ﻫﺎ ﺑﻪ ﺗﺮﺗﯿﺐ ﺷﻤﺎره ﻣﺮﺗﺐ ﺷﺪه اﻧﺪ.
ﻻزم ﺑﻪ ذﮐﺮ اﺳـﺖ ﮐـﻪ ﻣـﯽ ﺗـﻮان ﻣﺸﺨـﺼﺎت) ،(Specificationﻧـﻮع و درﺟـﻪ) ، (Type & Gradeﺗﺮﮐﯿـﺐ ﺷـﯿﻤﯿﺎﯾﯽ)، (Chemical Analysisﯾـﺎ
ﺧﺼﻮﺻﯿﺎت ﻣﮑﺎﻧﯿﮑﯽ) (Mechanical Propertiesآﻟﯿﺎژ ﻣﻮرد ﺟﻮﺷﮑﺎري را ﻧﯿﺰ در WPSﻗﯿﺪ ﮐﺮد.
ﺻﻔﺤﻪ 23از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻣﺤﺪوده ﺿﺨﺎﻣﺖ )(Thickness Range
ﺿﺨﺎﻣﺖ ﻣﻘﻄﻊ ﺟﻮﺷﮑﺎري در اﯾﻦ ﻗﺴﻤﺖ ذﮐﺮ ﻣﯽ ﺷﻮد .ﺑﺮ اﺳﺎس QW-451.1ﺑﺮاي ﮐﻤﺘﺮ ﺷﺪن ﺗﻌﺪاد WPSﻣﯽ ﺗﻮان از ﻣﺤـﺪوده ﺿـﺨﺎﻣﺖ زﯾـﺮ اﺳـﺘﻔﺎده
ﮐﺮد:
اﻟﻒ -ﺿﺨﺎﻣﺖ ﮐﻤﺘﺮ از )1/16 in. (1.6mm
ب≤ 3/8 in. (10mm) -ﺿﺨﺎﻣﺖ < )1/16 in. (1.6mm
پ< 3/4 in. (19mm) -ﺿﺨﺎﻣﺖ < )3/8 in. (10mm
ت< 1½ in. (38mm) -ﺿﺨﺎﻣﺖ ≤ )3/4in. (19mm
ث -ﺿﺨﺎﻣﺖ ) 1½ in. (38mmو ﺑﺎﻻﺗﺮ
ﻣﺤﺪوده ﻗﻄﺮ ﻟﻮﻟﻪ )(Pipe Diameter Range
در ﺻﻮرﺗﯿﮑﻪ ﻗﻄﻌﻪ ﻣﻮرد ﺟﻮﺷﮑﺎري ﻟﻮﻟﻪ ﺑﺎﺷﺪ ،ﻋﻼوه ﺑﺮ ذﮐﺮ ﻣﺤﺪوده ﺿﺨﺎﻣﺖ ﻻزم اﺳﺖ ﺗﺎ ﻗﻄﺮ ﻟﻮﻟﻪ ﻣﻮرد ﺟﻮﺷﮑﺎري ﻫﻢ در اﯾﻦ ﻗﺴﻤﺖ از WPSذﮐـﺮ ﺷـﻮد.
ﻗﻄﺮ ﺧﺎرﺟﯽ ﺑﺎ ﻋﻼﻣﺖ O.D.و ﻗﻄﺮ داﺧﻠﯽ ﺑﺎ ﻋﻼﻣﺖ I.Dﻣﺸﺨﺺ ﻣﯽ ﺷﻮﻧﺪ QW-452.3 .ﻣﺤﺪوده ﻗﻄﺮ را ﻣﺸﺨﺺ ﮐﺮده اﺳﺖ.
اﻟﻒ -ﻗﻄﺮ ﺧﺎرﺟﯽ ﮐﻤﺘﺮ از )1 in. (25mm
ب< 27/8 in. (73mm) -ﻗﻄﺮ ﺧﺎرﺟﯽ ≤ )1 in. (25mm
پ ≥ 27/8 in. (73mm) -ﻗﻄﺮ ﺧﺎرﺟﯽ
ﻓﻠﺰات ﭘﺮ ﮐﻨﻨﺪه)(Filler Metals
اﺻﻮﻻً در اﮐﺜﺮ ﻓﺮاﯾﻨﺪﻫﺎي ﺟﻮﺷﮑﺎري ﺑﺮاي اﯾﺠﺎد اﺗﺼﺎل ﺑﯿﻦ ﻓﻠﺰات ﭘﺎﯾﻪ ،ﺑﻪ ﯾﮏ ﭘﻞ واﺳﻂ ﻓﻠﺰي ﻧﯿﺎز دارﯾﻢ .ﻓﻠﺰات ﻣﻮرد اﺳﺘﻔﺎده ﺑـﺮاي اﯾـﻦ ﻣﻨﻈـﻮر ﺑـﻪ ﻋﻨـﻮان
ﻓﻠﺰات ﭘﺮ ﮐﻨﻨﺪه ﺷﻨﺎﺧﺘﻪ ﻣﯽ ﺷﻮﻧﺪ .ﺑﺎ در ﻧﻈﺮ ﮔﺮﻓﺘﻦ ﻓﺮاﯾﻨﺪ ﺟﻮﺷﮑﺎري و ﭘـﺎراﻣﺘﺮ ﻫـﺎي ﻣﺨﺘﻠـﻒ ﻣـﻮﺛﺮ ،ﺻـﺤﯿﺢ ﺗـﺮﯾﻦ ﻓﻠـﺰ ﭘـﺮ ﮐﻨﻨـﺪه را اﻧﺘﺨـﺎب ﻣـﯽ ﮐﻨـﯿﻢ
.ﭘﺎراﻣﺘﺮﻫﺎي اﻧﺘﺨﺎب ﺻﺤﯿﺢ ﻓﻠﺰ ﭘﺮ ﮐﻨﻨﺪه ﻋﺒﺎرﺗﻨﺪ از:
اﻟﻒ( ﻓﺮآﯾﻨﺪ ﺟﻮﺷﮑﺎري
ب( ﺗﺮﮐﯿﺐ ﺷﯿﻤﯿﺎﯾﯽ ﻓﻠﺰ ﭘﺎﯾﻪ
پ( وﺿﻌﯿﺖ ﺟﻮﺷﮑﺎري
ت( ﺷﺮاﯾﻂ ﮐﺎرﺑﺮدي
ث( ﻣﯿﺰان ﻧﻔﻮذ ﺟﻮش ) ﻋﻤﻖ ﻧﻔﻮذ (
ج( ﮐﯿﻔﯿﺖ ﻣﺤﻞ ﺟﻮش
چ( ﻫﺰﯾﻨﻪ ﺟﻮش
ح( ﻣﻬﺎرت ﺟﻮﺷﮑﺎري
ﺑﻄﻮر ﮐﻠﯽ ﻓﻠﺰات ﭘﺮﮐﻨﻨﺪه ﺑﻪ دو دﺳﺘﻪ اﻟﮑﺘﺮودﻫﺎ ) (Electrodeو ﺳﯿﻢ ﺟﻮﺷﻬﺎ ) (Rodﺗﻘﺴﯿﻢ ﺑﻨﺪي ﻣﯽ ﺷـﻮﻧﺪ .ﺗﻘـﺴﯿﻢ ﺑﻨـﺪي Filler Metalدر AWSاز
A5.1ﺗﺎ A5.31آﻣﺪه اﺳﺖ .ﺗﻄﺒﯿﻖ ASMEﺑﺮاي اﻟﮑﺘﺮودﻫﺎ و ﺳﯿﻢ ﺟﻮﺷﻬﺎ ﺑﻪ اﯾﻦ ﺻﻮرت اﺳﺖ ﮐﻪ ﺟﻠﻮي ﺷـﻤﺎره AWSﻣﺮﺑﻮﻃـﻪ SFاﺿـﺎﻓﻪ ﻣـﯽ ﮐﻨـﺪ
ﯾﻌﻨﯽ ﻣﯽ ﺗﻮاﻧﯿﺪ AWS A5.12را ﺗﺤﺖ SFA5.12در Part Cاز Section IIﮐﺪ ASMEﺑﯿﺎﺑﯿﺪ .ﺷـﮑﻞ 18ﺗﻘـﺴﯿﻢ ﺑﻨـﺪي Filler Metalsرا ﺑـﻪ
ﻧﻤﺎﯾﺶ ﮔﺬاﺷﺘﻪ اﺳﺖ .ﻻزم ﺑﻪ ﯾﺎدآوري اﺳﺖ ﮐﻪ در ﺻﻮرت ﻧﯿﺎز ﺑﻪ داﻧﺴﺘﻦ ﺗﻘـﺴﯿﻢ ﺑﻨـﺪي Filler Metalsدر اﺳـﺘﺎﻧﺪاردﻫﺎي دﯾﮕـﺮ ،ﺑﺎﯾـﺪ ﺑـﻪ آن اﺳـﺘﺎﻧﺪاردﻫﺎ
رﺟﻮع ﮐﺮد) ﻫﻤﺎﻧﻨﺪ .(EN 12072,EN 785,EN 499,ISO 2560
ﺻﻔﺤﻪ 24از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ - 18ﺗﻘﺴﯿﻢ ﺑﻨﺪي Filler Metals
ﻫﻨﮕﺎم اراﺋﻪ ﻣﺸﺨﺼﺎت ﺟﻮﺷﮑﺎري ﺗﻮﺟﻪ ﺑﻪ ﻧﮑﺎت زﯾﺮ در ﻣﻮرد روﺷﻬﺎي ﻣﺨﺘﻠﻒ ﺟﻮﺷﮑﺎري ﻣﻬﻢ اﺳﺖ:
اﻟﻒ -در روش ﺟﻮﺷﮑﺎري ﺑﺎ اﻟﮑﺘﺮود دﺳﺘﯽ ﺑﺎ اﻟﮑﺘﺮود E 70xxﺑﯿﺸﺘﺮﯾﻦ اﻧﺪازه ﺟﻮش ﮔﻮﺷﻪ اي ﺑﺎ ﯾﮏ ﭘﺎس 6.4mm ،و ﺑﺮاي ﺟﻮﺷﻬﺎي ﺷﯿﺎري ﻧﯿﺰ
در ﯾﮏ ﭘﺎس 6.4mm ،اﺳﺖ.
ب -در روش ﺟﻮﺷﮑﺎري زﯾﺮ ﭘﻮدري ﺑﺎ اﻟﮑﺘﺮود E 7xﺑﯿﺸﺘﺮﯾﻦ اﻧﺪازه ﺟﻮش ﮔﻮﺷﻪ اي ﯾﺎ ﺷﯿﺎري ﻗﺎﺑﻞ اﺟﺮا در ﯾﮏ ﭘﺎس 8mm ،اﺳﺖ.
پ -در ﺟﻮﺷﮑﺎري ﻫﺎي ﻗﻮس -ﻓﻠﺰ ﺑﺎ ﻣﺤﺎﻓﻈﺖ ﮔﺎز ﺑﺎ اﻟﮑﺘﺮود E 70S-xﺑﯿﺸﺘﺮﯾﻦ اﻧﺪازه ﺟﻮش ﮔﻮﺷﻪ اي ﯾﺎ ﺷﯿﺎري در ﯾﮏ ﭘﺎس 8mm ،اﺳﺖ.
ت -در ﺟﻮﺷﮑﺎري ﺑﺎ اﻟﮑﺘﺮود ﺗﻮ ﭘﻮدري ﺑﺎ اﻟﮑﺘﺮود E 70T-xﺑﯿﺸﺘﺮﯾﻦ اﻧﺪازه ﺟﻮش ﮔﻮﺷﻪ اي ﯾﺎ ﺷﯿﺎري در ﯾﮏ ﭘﺎس 8mm ،اﺳﺖ.
ﺻﻔﺤﻪ 25از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ث -اﻟﮑﺘﺮودﻫﺎ ﻣﯽ ﺑﺎﯾﺴﺖ ﻗﺒﻞ از ﻣﺼﺮف ﺧﺸﮏ ﺷﻮﻧﺪ .روﮐﺶ ﺗﻤﺎم ﮐﻼﺳﻬﺎي اﻟﮑﺘﺮود ،ﺗﻘﺮﯾﺒﺎً ﮐﻢ ﻫﯿﺪروژن اﺳـﺖ .اﻟﮑﺘﺮودﻫـﺎي ﮐـﻼس AWS A5.1ﻧﯿـﺰ
ﺑﺎﯾﺪ ﺑﻪ ﻣﻨﻈﻮر ﻋﺪم ﺟﺬب ﻫﯿﺪروژن ﺗﻮﺳﻂ روﮐﺶ ﮐﺎﻣﻼً ﻋﺎﯾﻖ ﺑﺴﺘﻪ ﺑﻨﺪي ﺷﻮﻧﺪ.
اﻟﮑﺘﺮودﻫﺎي ﮐﻼس AWS A5.5روﮐﺶ ﮐﻢ ﻫﯿﺪروژﻧﯽ دارﻧﺪ از اﯾﻦ رو ﻣﯽ ﺑﺎﯾﺴﺖ ﻗﺒﻞ از ﻣﺼﺮف 1ﺗﺎ 2ﺳﺎﻋﺖ در دﻣﺎي ) 350-430°Cﺑﺴﺘﻪ ﺑﻪ ﺗﻮﺻـﯿﻪ
ﺳﺎزﻧﺪه اﻟﮑﺘﺮود( ﭘﺨﺖ ﺷﻮﻧﺪ و ﭘﺲ از آن ﺗﺎ زﻣﺎن ﻣﺼﺮف در دﻣﺎي 120-150°Cﻧﮕﻬﺪاري ﺷﻮﻧﺪ .ﺑﺮاي اﯾـﻦ اﻟﮑﺘﺮودﻫـﺎ ﺣـﺪاﮐﺜﺮ 2ﺑـﺎر ﭘﺨـﺖ ﻣﺠـﺎز اﺳـﺖ.
اﻟﮑﺘﺮودﻫﺎي ﺧﯿﺲ ﺷﺪه ﺑﻪ ﻫﯿﭻ وﺟﻪ ﻗﺎﺑﻞ اﺳﺘﻔﺎده ﻧﯿﺴﺘﻨﺪ.
ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ QW-404ﻣﺸﺨﺼﺎت ﻓﻠﺰ ﭘﺮ ﮐﻨﻨﺪه در ﻗﺴﻤﺘﻬﺎي ﻣﺮﺗﺒﻂ از ﻓﺮم ﻧﻤﻮﻧﻪ WPSﺑﻪ ﺷﺮح زﯾﺮآﻣﺪه اﺳﺖ.
ﻋﺪد ﻣﺸﺨﺼﻪ (F-No) F
در ﺣﻘﯿﻘﺖ F-Noﯾﮏ ﺗﻘﺴﯿﻢ ﺑﻨﺪي ﺑﺮاي اﻟﮑﺘﺮودﻫﺎﺳﺖ ﮐﻪ در QW-432ﻃﯽ ﺟﺪاوﻟﯽ ﺑﻪ آن اﺷﺎره ﺷﺪه اﺳﺖ .اﺳﺎس ﺗﻘﺴﯿﻢ ﺑﻨﺪي ﻣﻮارد اﺳـﺘﻔﺎده ،ﮐـﺎﻫﺶ
ﺗﻌﺪاد WPSو PQRﻫﺎي ﯾﮏ ﭘﺮوژه و ﻣﺸﺎﺑﻬﺖ ﺧﺼﻮﺻﯿﺎت ﺟﻮﺷﮑﺎري اﻟﮑﺘﺮودﻫﺎ و ﺳﯿﻢ ﺟﻮش ﻫﺎ ﺑﻮده اﺳﺖ .در ﺟﺪول 4ﭼﮕﻮﻧﮕﯽ ﺗﻘـﺴﯿﻢ ﺑﻨـﺪي F-No
آﻟﯿﺎژﻫﺎي ﮔﻮﻧﺎﮔﻮن آﻣﺪه اﺳﺖ و در ﺷﮑﻞ 19ﻣﺜﺎﻟﻬﺎﯾﯽ ﺑﺮاي آﺷﻨﺎﯾﯽ ﺑﯿﺸﺘﺮ ذﮐﺮ ﺷﺪه اﻧﺪ.
QW F-No ﻧﻮع آﻟﯿﺎژ
432.1 1-6 آﻟﯿﺎژﻫﺎي ﻓﻮﻻدي
432.2 21-24 آﻟﻮﻣﯿﻨﯿﻮم وآﻟﯿﺎژﻫﺎي ﭘﺎﯾﻪ Al
432.3 31-37 ﻣﺲ وآﻟﯿﺎژﻫﺎي ﭘﺎﯾﻪ Cu
432.4 41-45 ﻧﯿﮑﻞ و آﻟﯿﺎژﻫﺎي ﭘﺎﯾﻪ Ni
432.5 51 ﺗﯿﺘﺎﻧﯿﻮم وآﻟﯿﺎژﻫﺎي ﭘﺎﯾﻪ Ti
432.6 61 زﯾﺮﮐﻮﻧﯿﻮم وآﻟﯿﺎژﻫﺎي ﭘﺎﯾﻪ Zr
432.7 71-72 آﻟﯿﺎژﻫﺎي روﮐﺶ ﮐﺎري و ﺳﺨﺖ ﮐﺎري ﺳﻄﺤﯽ
ﺟﺪول F-No -4ﺑﺮاي آﻟﯿﺎژﻫﺎي ﻣﺨﺘﻠﻒ
ﺷﮑﻞ - 19ﻣﺜﺎﻟﻬﺎﯾﯽ از F-No
ﺻﻔﺤﻪ 26از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
آﻧﺎﻟﯿﺰ ﻓﻠﺰ ﺟﻮش ﯾﺎ ﻋﺪد (A-No) A
ﻋﺪد A-Noﺗﻨﻬﺎ در ﻣﻮرد آﻟﯿﺎژﻫﺎي آﻫﻨﯽ ﮐﺎرﺑﺮد دارد .ﺑﺮ اﺳﺎس QW-404.5ﻋﺪد Aاﺳﺘﺨﺮاج ﺷﺪه و درج ﻣﯽ ﺷﻮد) .ﺟﺪول (5
اﻟﻒ -ﺑﺮاي SMAW, GTAW, PAWﯾﺎ آزﻣﺎﯾﺸﯽ ﺑﺮاي ﺗﺸﺨﯿﺺ آﻧﺎﻟﯿﺰ ﺟﻮش اﻧﺠﺎم ﻣﯽ ﺷﻮد وﯾﺎ ﺑﺮ اﺳﺎس ﻣﺪرك ﮐﯿﻔﯿﺖ ﺟﻮش ﺳﺎزﻧﺪه ،آﻧـﺎﻟﯿﺰ ﻣﺮﺑﻮﻃـﻪ
اراﺋﻪ ﺷﺪه ﻣﻮرد ﻗﺒﻮل ﻗﺮار ﻣﯽ ﮔﯿﺮد .در ﺻﻮرت ﻧﯿﺎز ﺑﻪ اﻧﺠﺎم آزﻣﺎﯾﺶ ،اﯾﻦ آزﻣﺎﯾﺶ ﺑﺎﯾﺪ ﻣﺸﺎﺑﻪ آزﻣﺎﯾﺶ آﻧﺎﻟﯿﺰ اﺳﺘﺎﻧﺪارد ﺳﯿﻢ ﺟﻮش ﺻﻮرت ﭘﺬﯾﺮد.
ب -ﺑﺮاي ESWو GMAWﯾﺎ از ﻣﺸﺨﺼﺎت اراﺋﻪ ﺷﺪه ﺗﻮﺳﻂ ﺳﺎزﻧﺪه اﺳﺘﻔﺎده ﻣﯽ ﺷﻮد ﯾﺎ آﻧـﺎﻟﯿﺰ ﻧﻤﻮﻧـﻪ در ﺷـﺮاﯾﻂ اﺳـﺘﺎﻧﺪارد اﻧﺠـﺎم ﻣـﯽ ﺷـﻮد .در ﻫـﺮ دو
ﺻﻮرت ﮔﺎز ﻣﺤﺎﻓﻆ ﺑﺎﯾﺪ ﮔﺎز ﻣﻮرد اﺳﺘﻔﺎده در ﻓﺮآﯾﻨﺪ ﺑﺎﺷﺪ.
پ -ﺑﺮاي SAWﻧﯿﺰ ﯾﺎ از ﻣﺸﺨﺼﺎت ﺳﺎزﻧﺪه ﺗﺤﺖ ﺷﺮاﯾﻂ اﺳﺘﻔﺎده از ﻓﻼﮐﺲ ﻣﺸﺎﺑﻪ ﻓﺮاﯾﻨﺪ اﺟﺮاﺋﯽ اﺳﺘﻔﺎده ﻣﯽ ﺷﻮد و ﯾﺎ ﺗﺤﺖ ﺷﺮاﯾﻂ ﮐﺎري ﻧﻤﻮﻧﻪ آﻧـﺎﻟﯿﺰ ﺗﻬﯿـﻪ
ﻣﯽ ﺷﻮد.
ﺟﺪول -5آﻧﺎﻟﯿﺰ ﺟﻮش و ﺗﻘﺴﯿﻢ ﺑﻨﺪي A-No
ﺷﻤﺎره ﻣﺸﺨﺼﺎت ﻓﻠﺰ ﭘﺮﮐﻨﻨﺪه )(Spec. No.
ﺣﺪود ﺳﯽ ﺷﻤﺎره ﺗﻮﺳﻂ AWSﺑﺮاي ﻃﺒﻘﻪ ﺑﻨﺪي ﻣﺸﺨﺼﺎت ﻓﻠﺰ ﭘﺮ ﮐﻨﻨﺪه ﺗﻌﯿﯿﻦ ﺷﺪه اﺳﺖ .اﯾﻦ ﺗﻘﺴﯿﻢ ﺑﻨﺪي در ASMEﺑﺎ ﭘﯿﺸﻮﻧﺪ SFاﺳﺘﻔﺎده ﺷﺪه اﺳـﺖ.
ﭘﯿﺶ از اﯾﻦ در ﺷﮑﻞ 18ﻋﻨﻮان اﯾﻦ ﺗﻘﺴﯿﻢ ﺑﻨﺪي ﻫﺎ آﻣﺪه ﺑﻮد و در اﯾﻨﺠﺎ در ﺷﮑﻞ 20ﻫﻤﺎن ﺟﺪول ﺑﺼﻮرت ﺗﺮﺟﻤﻪ ﺷﺪه آﻣﺪه اﺳﺖ.
ﺻﻔﺤﻪ 27از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻧﻮع ﻓﻠﺰ ﭘﺮ ﮐﻨﻨﺪه ﺷﻤﺎره ﻣﺸﺨﺼﻪ
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮودﻫﺎي ﻓﻮﻻد ﮐﺮﺑﻨﯽ ﺑﺮاي ﺟﻮﺷﮑﺎري ﻗﻮس اﻟﮑﺘﺮود روﭘﻮش دار SFA-5.1
ﻣﺸﺨﺼﺎت ﺳﯿﻢ ﺟﻮش ﻓﻮﻻد ﮐﺮﺑﻨﯽ و ﮐﻢ آﻟﯿﺎژي ﺑﺮاي ﺟﻮﺷﮑﺎري ﺑﺎ ﺳﻮﺧﺖ ﮔﺎز SFA-5.2
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮودﻫﺎ ي آﻟﻮ ﻣﯿﻨﯿﻮﻣﯽ و آﻟﯿﺎژﻫﺎي آن ﺑﺮاي ﺟﻮﺷﮑﺎري ﻗﻮس اﻟﮑﺘﺮود روﭘﻮش دار SFA-5.3
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮودﻫﺎي ﻓﻮﻻد زﻧﮓ ﻧﺰن ﺑﺮاي ﺟﻮﺷﮑﺎري ﻗﻮس اﻟﮑﺘﺮود روﭘﻮش دار SFA-5.4
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮودﻫﺎي ﻓﻮﻻد ﮐﻢ آﻟﯿﺎژي ﺑﺮاي ﺟﻮﺷﮑﺎري ﻗﻮس اﻟﮑﺘﺮود روﭘﻮش دار SFA-5.5
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮودﻫﺎي روﭘﻮش دار ﻣﺴﯽ و آﻟﯿﺎژﻫﺎي ﻣﺲ ﺑﺮاي ﺟﻮﺷﮑﺎري ﻗﻮﺳﯽ SFA-5.6
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮود و ﺳﯿﻢ ﺟﻮﺷﻬﺎي ﺑﺪون ﭘﻮﺷﺶ ﻣﺴﯽ و آﻟﯿﺎژي ﻣﺲ SFA-5.7
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮود و ﺳﯿﻢ ﺟﻮﺷﻬﺎي ﺑﺪون ﭘﻮﺷﺶ ﻓﻮﻻد زﻧﮓ ﻧﺰن SFA-5.8
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮود و ﺳﯿﻢ ﺟﻮﺷﻬﺎي ﺑﺪون ﭘﻮﺷﺶ آﻟﻮﻣﯿﻨﯿﻮﻣﯽ و آﻟﯿﺎژﻫﺎي آن SFA-5.9
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮودﻫﺎي ﻧﯿﮑﻠﯽ و آﻟﯿﺎژﻫﺎي آن ﺑﺮاي ﺟﻮﺷﮑﺎري ﻗﻮس اﻟﮑﺘﺮود روﭘﻮش دار SFA-5.10
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮودﻫﺎي ﻧﯿﮑﻠﯽ و آﻟﯿﺎژﻫﺎي آن ﺑﺮاي ﺟﻮﺷﮑﺎري ﻗﻮس اﻟﮑﺘﺮود روﭘﻮش دار SFA-5.11
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮودﻫﺎي ﺗﻨﮕﺴﺘﻨﯽ و آﻟﯿﺎژﻫﺎي آن ﺑﺮاي ﺟﻮﺷﮑﺎري و ﺑﺮﺷﮑﺎري ﻗﻮﺳﯽ SFA-5.12
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮود و ﺳﯿﻢ ﺟﻮﺷﻬﺎي ﺟﻮش روﮐﺶ ﮐﺎري )(Solid Surfacing SFA-5.13
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮود و ﺳﯿﻢ ﺟﻮﺷﻬﺎي ﺑﺪون ﭘﻮﺷﺶ ﻧﯿﮑﻠﯽ و آﻟﯿﺎژﻫﺎي آن SFA-5.14
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮود و ﺳﯿﻢ ﺟﻮﺷﻬﺎ ﺑﺮا ي ﺟﻮﺷﮑﺎري ﭼﺪن SFA-5.15
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮود و ﺳﯿﻢ ﺟﻮﺷﻬﺎي ﺗﯿﺘﺎﻧﯿﻮﻣﯽ و آ ﻟﯿﺎژﻫﺎي آن SFA-5.16
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮود و ﻓﻼﮐﺲ ﻫﺎي ﻓﻮﻻد ﮐﺮﺑﻨﯽ ﺑﺮاي ﺟﻮﺷﮑﺎري ﻗﻮس – زﯾﺮ ﭘﻮدري SFA-5.17
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮود ﺳﯿﻢ ﺟﻮش ﻓﻮﻻد ﮐﺮﺑﻨﯽ ﺑﺮاي ﺟﻮﺷﮑﺎري ﻗﻮس ﻓﻠﺰي ﺑﺎ ﮔﺎز SFA-5.18
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮودﻫﺎي ﻓﻮﻻد ﮐﺮﺑﻨﯽ ﺑﺮاي ﺟﻮﺷﮑﺎري ﻗﻮس ﺑﺎ اﻟﮑﺘﺮود ﺗﻮﭘﻮدري SFA-5.20
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮود و ﺳﯿﻢ ﺟﻮﺷﻬﺎي ﺟﻮش روﮐﺶ ﮐﺎري ﻣﺮﮐﺐ )(Composite Surfacing SFA-5.21
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮودﻫﺎي ﻓﻮﻻد زﻧﮓ ﻧﺰن ﺑﺮاي ﺟﻮﺷﮑﺎري ﻗﻮس ﺑﺎ اﻟﮑﺘﺮود ﺗﻮﭘﻮدري و ﺳﯿﻢ ﺟﻮﺷﻬﺎي ﻓﻮﻻد زﻧﮓ ﻧﺰن ﺑﺮاي
SFA-5.22
ﺟﻮﺷﮑﺎري ﻗﻮس ﺗﻨﮕﺴﺘﻨﯽ
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮود و ﻓﻼﮐﺲ ﻫﺎي ﻓﻮﻻد ﮐﺮﺑﻨﯽ ﺑﺮاي ﺟﻮﺷﮑﺎري ﻗﻮس – زﯾﺮ ﭘﻮدري SFA-5.23
اﻟﮑﺘﺮود و ﺳﯿﻢ ﺟﻮﺷﻬﺎي زﯾﺮ ﮐﻮﻧﯿﻮﻣﯽ و آﻟﯿﺎژﻫﺎي آن ﻣﺸﺨﺼﺎت SFA-5.24
اﻟﮑﺘﺮود و ﻓﻼﮐﺲ ﻫﺎي ﻓﻮﻻد ﮐﺮﺑﻨﯽ و ﮐﻢ آﻟﯿﺎژي ﺑﺮاي ﺟﻮﺷﮑﺎري ﺳﺮﺑﺎره اﻟﮑﺘﺮﯾﮑﯽ ﻣﺸﺨﺼﺎت SFA-5.25
اﻟﮑﺘﺮودﻫﺎي ﻓﻮﻻد ﮐﺮﺑﻨﯽ و ﮐﻢ آﻟﯿﺎژي ﺑﺮاي ﺟﻮﺷﮑﺎري ﮔﺎز اﻟﮑﺘﺮﯾﮑﯽ ﻣﺸﺨﺼﺎت SFA-5.26
اﻟﮑﺘﺮود و ﺳﯿﻢ ﺟﻮﺷﻬﺎي ﻓﻮﻻد ﮐﻢ آﻟﯿﺎژي ﺑﺮاي ﺟﻮﺷﮑﺎري ﻗﻮس ﻓﻠﺰي ﺑﺎ ﮔﺎز ﻣﺸﺨﺼﺎت SFA-5.28
اﻟﮑﺘﺮودﻫﺎي ﻓﻮﻻد ﮐﻢ آﻟﯿﺎژي ﺑﺮاي ﺟﻮﺷﮑﺎري ﻗﻮس ﺑﺎ اﻟﮑﺘﺮود ﺗﻮﭘﻮدري ﻣﺸﺨﺼﺎت SFA-5.29
ﻣﺸﺨﺼﺎت ﻻﯾﯽ ﻫﺎي ﻣﺼﺮف ﺷﺪﻧﯽ SFA-5.30
ﻣﺸﺨﺼﺎت ﻓﻼﮐﺲ ﺑﺮاي ﻟﺤﯿﻢ ﮐﺎري ﺳﺨﺖ و ﻟﺤﯿﻢ ﮐﺎري ﺟﻮﺷﮑﺎري
SFA-5.31
ﺷﮑﻞ - 20ﺗﻘﺴﯿﻢ ﺑﻨﺪي Filler Metals
ﺷﻤﺎره ﮐﻼس و اﺳﺘﺎﻧﺪارد AWSاﻟﮑﺘﺮود ))(AWS No. (Class No.
اﺳﺘﺎﻧﺪاردﻫﺎي ﮔﻮﻧﺎﮔﻮﻧﯽ ﺑﺮاي ﻧﺎم ﮔﺬاري اﻟﮑﺘﺮودﻫﺎ وﺟﻮد دارد .ﺑﺮاي ﻧﺎﻣﮕﺬاري اﻟﮑﺘﺮود ﻫﺎي روﮐﺶ دار ﮐﻼس A 5.1از ﻓﺮﻣﺖ E xxxxاﺳﺘﻔﺎده ﻣـﯽ ﺷـﻮد.
ﺣﺮف Eﺑﻪ ﻣﻌﻨﺎي اﻟﮑﺘﺮود اﺳﺖ .دو ﻋﺪد اول ﭘﺲ از Eﻧﺸﺎن دﻫﻨﺪه اﺳﺘﺤﮑﺎم ﮐﺸﺸﯽ ﻓﻠﺰ ﺟﻮش اﻟﮑﺘﺮود ﺑﺮ ﺣﺴﺐ ksiﻣﯽ ﺑﺎﺷـﺪ )در اﻟﮑﺘﺮودﻫـﺎي اﺳـﺘﺤﮑﺎم
ﺑﺎﻻ ،ﺳﻪ ﻋﺪد اول ﻣﺎﻧﻨﺪ ( E 11013Gﻣﺜﻼً:
ﺻﻔﺤﻪ 28از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
E 60xx, E 70xx, E 80xx, E90xx, E 110xx, E120xx
اوﻟﯿﻦ ﻋﺪدي ﮐﻪ ﭘﺲ از دو رﻗﻢ اﺳﺘﺤﮑﺎم ﻣﯽ آﯾﺪ ﻧﺸﺎن دﻫﻨﺪه وﺿﻌﯿﺖ ﺟﻮﺷﮑﺎري ﻗﺎﺑﻞ اﺟﺮا ﺑﺎ اﯾﻦ ﻧﻮع اﻟﮑﺘﺮود اﺳﺖ:
اﻟﻒ : E xx1x -ﺟﻮﺷﮑﺎري در ﭼﻬﺎر وﺿﻌﯿﺖ) (OH,H,V,Fاﻣﮑﺎن ﭘﺬﯾﺮ اﺳﺖ.
ب : E xx2x -ﺟﻮﺷﮑﺎري در وﺿﻌﯿﺘﻬﺎي ﺗﺨﺖ واﻓﻘﯽ) (H,Fاﻣﮑﺎن ﭘﺬﯾﺮ اﺳﺖ.
پ : E xx3x -ﺟﻮﺷﮑﺎري ﻓﻘﻂ در وﺿﻌﯿﺖ ﺗﺨﺖ) (Fاﻣﮑﺎن ﭘﺬﯾﺮ اﺳﺖ.
آﺧﺮﯾﻦ ﻋﺪدي ﮐﻪ در ﻧﺎﻣﮕﺬاري اﻟﮑﺘﺮود ﺑﻪ روش AWSﻣﯽ آﯾﺪ ﺑﯿﻦ 0ﺗﺎ 8ﻣﺘﻐﯿﺮ اﺳﺖ و ﻧﺸﺎن دﻫﻨﺪه ﮐـﻼس روﭘـﻮش اﻟﮑﺘـﺮود ،ﻧـﻮع ﺟﺮﯾـﺎن ﺑـﺮق و ﺳـﺎﯾﺮ
ﺧﺼﻮﺻﯿﺎت ﻣﯽ ﺑﺎﺷﺪ ﮐﻪ در ﺟﺪول 6ﺑﻪ آﻧﻬﺎ اﺷﺎره ﺷﺪه اﺳﺖ.
در ﻣﻮرد اﻟﮑﺘﺮود ﯾﺎ ﺳﯿﻢ ﺟﻮﺷﻬﺎي ﮐﻼس A 5.4ﻓﻮﻻدﻫﺎي زﻧﮓ ﻧﺰن ،ﻧﺎم اﺳﺘﺎﻧﺪارد ASTMﻓﻮﻻد زﻧﮓ ﻧﺰﻧﯽ ﮐﻪ آﻧﺎﻟﯿﺰ ﻣـﺸﺎﺑﻪ ﺑـﺎ ﺳـﯿﻢ ﺟـﻮش ﯾـﺎ اﻟﮑﺘـﺮود
دارد ﭘﺲ از ﺣﺮف Eآورده ﻣﯽ ﺷﻮد .ﺑﻪ ﻋﻨﻮان ﻣﺜﺎل E 316 L-16ﯾﺎ E 310ﯾﺎ E 304
ﺳﯿﻢ ﺟﻮﺷﻬﺎي وﯾﮋه ﺟﻮﺷﮑﺎري ﺑﺎ ﻓﺮاﯾﻨﺪﻫﺎي OFWﺑﺠﺎي ﺣﺮف Eﺑﺎ Gآﻏﺎز ﻣﯽ ﺷﻮﻧﺪ ﻣﺎﻧﻨﺪ G 316
ﺑﻪ ﻣﻨﻈﻮر ﻓﺮاﮔﯿﺮي ﻧﺤﻮه ﻧﺎﻣﮕﺬاري ﺳﺎﯾﺮ اﻟﮑﺘﺮود ﻫﺎ ﻣﯽ ﺗﻮان ﺑﻪ اﺳﺘﺎﻧﺪارد AWSﻣﺮاﺟﻌﻪ ﮐﺮد.
ﺷﮑﻞ - 21روش ﻧﺎﻣﮕﺬاري اﻟﮑﺘﺮودﻫﺎ
ﻧﻮﻉ ﺟﺮﻳﺎﻥ ﺍﻟﻜﺘﺮﻳﻜﻲ ﭘﻮﺷﺶ ﺍﻟﻜﺘﺮﻭﺩ ﺭﻗﻢ ﭼﻬﺎﺭﻡ
ﺟﺮﻳﺎﻥ ﻣﺴﺘﻘﻴﻢ ﺑﺎ ﻗﻄﺐ ﻣﻌﻜﻮﺱ )ﺍﻟﻒ( – ﭘﺮ ﺳﻠﻮﻟﺰ ،ﺳﺪﻳﻢ )ﺍﻟﻒ( – ﭘﺮ ﺍﻛﺴﻴﺪ ﺁﻫﻦ 0
ﺟﺮﻳﺎﻥ ﻣﺘﻨﺎﻭﺏ ﻳﺎ ﻣﺴﺘﻘﻴﻢ ﺑﺎ ﻗﻄﺐ ﻣﻌﻜﻮﺱ )ﺏ( )ﺏ (
ﺟﺮﻳﺎﻥ ﻣﺘﻨﺎﻭﺏ ﻳﺎ ﻣﺴﺘﻘﻴﻢ ﺑﺎ ﻗﻄﺐ ﻣﻌﻜﻮﺱ ﭘﺮ ﺳﻠﻮﻟﺰ ،ﭘﺘﺎﺳﻴﻢ 1
ﺟﺮﻳﺎﻥ ﻣﺘﻨﺎﻭﺏ ﻳﺎ ﻣﺴﺘﻘﻴﻢ ﺑﺎ ﻗﻄﺐ ﻣﺴﺘﻘﻴﻢ ﭘﺮ ﺗﻴﺘﺎﻥ ،ﺳﺪﻳﻢ 2
ﺟﺮﻳﺎﻥ ﻣﺘﻨﺎﻭﺏ ﻳﺎ ﻣﺴﺘﻘﻴﻢ ﭘﺮ ﺗﻴﺘﺎﻥ ،ﭘﺘﺎﺳﻴﻢ 3
ﺟﺮﻳﺎﻥ ﻣﺘﻨﺎﻭﺏ ﻳﺎ ﻣﺴﺘﻘﻴﻢ ﭘﻮﺩﺭ ﺁﻫﻦ ،ﺗﻴﺘﺎﻥ 4
ﺟﺮﻳﺎﻥ ﻣﺴﺘﻘﻴﻢ ﺑﺎ ﻗﻄﺐ ﻣﻌﻜﻮﺱ ﻛﻢ ﻫﻴﺪﺭﻭﮊﻥ ،ﺳﺪﻳﻢ 5
ﺟﺮﻳﺎﻥ ﻣﺘﻨﺎﻭﺏ ﻳﺎ ﻣﺴﺘﻘﻴﻢ ﺑﺎ ﻗﻄﺐ ﻣﻌﻜﻮﺱ ﻛﻢ ﻫﻴﺪﺭﻭﮊﻥ ،ﭘﺘﺎﺳﻴﻢ 6
ﺟﺮﻳﺎﻥ ﻣﺘﻨﺎﻭﺏ ﻳﺎ ﻣﺴﺘﻘﻴﻢ ﭘﺮ ﺍﻛﺴﻴﺪ ﺁﻫﻦ ،ﭘﻮﺩﺭ ﺁﻫﻦ 7
ﺟﺮﻳﺎﻥ ﻣﺘﻨﺎﻭﺏ ﻳﺎ ﻣﺴﺘﻘﻴﻢ ﺑﺎ ﻗﻄﺐ ﻣﻌﻜﻮﺱ ﻛﻢ ﻫﻴﺪﺭﻭﮊﻥ ،ﭘﺘﺎﺳﻴﻢ ،ﭘﻮﺩﺭ ﺁﻫﻦ 8
ﺟﺮﻳﺎﻥ ﻣﺘﻨﺎﻭﺏ ﻳﺎ ﻣﺴﺘﻘﻴﻢ ﺍﻛﺴﻴﺪ ﺁﻫﻦ ،ﺗﻴﺘﺎﻥ ،ﭘﺘﺎﺳﻴﻢ 9
ﺟﺪول -6روﮐﺸﻬﺎ و ﺟﺮﯾﺎﻧﻬﺎي ﻣﻨﺎﺳﺐ ﻣﺮﺑﻮط ﺑﻪ رﻗﻢ ﭼﻬﺎرم ﺷﻨﺎﺳﺎﯾﯽ اﻟﮑﺘﺮودﻫﺎ
ﺻﻔﺤﻪ 29از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
اﻧﺪازه اﻟﮑﺘﺮود)(Size of Electrode
ﺑﺮاي اﻧﺠﺎم ﺑﺎ ﺻﺮﻓﻪ ﺗﺮﯾﻦ ﺟﻮش ،اﻧﺘﺨﺎب اﻧﺪازه اﻟﮑﺘﺮود )ﻗﻄﺮ ﻣﯿﻠﻪ ﻣﻐﺰي( ﺑﻪ اﻧﺪازه اﻧﺘﺨﺎب ﻧﻮع اﻟﮑﺘﺮود اﻫﻤﯿﺖ دارد .در اﻧﺘﺨـﺎب ﻣـﻮارد زﯾـﺮ ﻣـﻮرد ﺗﻮﺟـﻪ ﻗـﺮار
ﻣﯽﮔﯿﺮﻧﺪ :ﻃﺮح اﺗﺼﺎل ،ﺿﺨﺎﻣﺖ ﻻﯾﻪ ﻫﺎي ﺟﻮش ،ﺣﺎﻟﺖ ﺟﻮﺷﮑﺎري ،ﺣﺮارت ﻗﺎﺑﻞ ﺗﺤﻤﻞ ﺗﻮﺳﻂ ﻗﻄﻌﻪ و ﻣﻬﺎرت ﺟﻮﺷﮑﺎر .ﻗﺎﻋﺪه ﮐﻠﯽ آن اﺳﺖ ﮐﻪ ﻫﺮﮔـﺰ ﻧﺒﺎﯾـﺪ
از اﻟﮑﺘﺮودي ﮐﻪ اﻧﺪازه آن ﺑﺰرﮔﺘﺮ از ﺿﺨﺎﻣﺖ ﻗﻄﻌﻪ ﮐﺎر اﺳﺖ ،اﺳﺘﻔﺎده ﮐﺮد .اﻟﮑﺘﺮود ﮐﻠﻔﺖ ﺑﺮاي ﺟﻮﺷﮑﺎري در وﺿﻌﯿﺖ ﻋﻤﻮدي ﯾﺎ ﻗﺎﺋﻢ و ﺑﺎﻻﺳـﺮي ﯾـﺎ ﺳـﻘﻔﯽ
ﻣﻨﺎﺳﺐ ﻧﯿﺴﺖ ،زﯾﺮا ﮐﻨﺘﺮل ﺣﻮﺿﭽﻪ ﺟﻮش ﺣﺠﯿﻢ در اﯾﻦ ﺷﺮاﯾﻂ ﻣﺸﮑﻞ اﺳﺖ .در ﻣﻮرد ﺟﻮﺷﮑﺎري ورﻗﻬﺎي ﺿﺨﯿﻢ ﺑﺎ ﻟﺒﻪ ﻫـﺎي آﻣـﺎده ﺷـﺪه ﺑـﺼﻮرت Vﯾـﺎ K
اوﻟﯿﻦ ﭘﺎس ﺟﻮﺷﮑﺎري ﺑﺎ اﻟﮑﺘﺮود ﻧﺎزك و ﭘﺎس ﻫﺎي ﺑﻌﺪي ﺑﺎ اﻟﮑﺘﺮود ﻫﺎي ﮐﻠﻔﺖ ﺗﺮ اﻧﺠﺎم ﻣﯽ ﺷﻮد.
ﺗﻌﺪادﻻﯾﻪ ﻫﺎ ﯾﺎ ﭘﺎﺳﻬﺎﯾﯽ ﮐﻪ ﺟﻮش اﺣﺘﯿﺎج دارد ﺑﻄﻮر ﻋﻤﺪه ﺑﺴﺘﮕﯽ دارد ﺑﻪ ﻃﺮح اﺗﺼﺎل ،اﻧﺪازه اﻟﮑﺘﺮود ،ﺿﺨﺎﻣﺖ ﻓﻠﺰ ﭘﺎﯾﻪ ،ﺣﺎﻟﺖ ﺟﻮﺷﮑﺎري و ﻣﻬـﺎرت ﺟﻮﺷـﮑﺎر.
اﻧﺪازه ﻣﻨﺎﺳﺐ اﻟﮑﺘﺮود ﺑﺮاي ﻣﺼﺮف در ﺟﻮﺷﻬﺎي ﻣﺨﺘﻠﻒ ﺑﺮاي اﺗﺼﺎﻻت و ﺣﺎﻟﺘﻬﺎي ﺟﻮﺷﮑﺎري ﻣﺘﻔﺎوت ذﯾﻼً ﺑﯿﺎن ﺷﺪه اﺳﺖ:
-1ﺑﺮاي ﺟﻮش ﻟﻮﻟﻪ ﺑﺎ اﺗﺼﺎﻻﺗﯽ ﮐﻪ اﺣﺘﯿﺎج ﺑﻪ ذوب ﮐﺎﻓﯽ در رﯾﺸﻪ ﺟﻮش دارد و اﻣﮑﺎن ﺟﻮﺷﮑﺎري از ﭘﺸﺖ ﺟﻮش ﻧﯿﺴﺖ ،ﺣﺪاﮐﺜﺮ ﻗﻄﺮ اﻟﮑﺘﺮود ﺑﺮاي
ﭘﺎس اول 3/25ﻣﯿﻠﯽ ﻣﺘﺮ ﭘﯿﺸﻨﻬﺎد ﻣﯽ ﺷﻮد .ﺑﺮاي ﺟﻮﺷﮑﺎري ﭘﺎس ﻫﺎي ﺑﻌﺪي از اﻟﮑﺘﺮود ﻫﺎي ﺑﻪ ﻗﻄﺮ 4ﯾﺎ 5ﻣﯿﻠﯽ ﻣﺘﺮ اﺳﺘﻔﺎده ﻣﯽ ﺷﻮد .ﻻزم ﺑﻪ
ذﮐﺮ اﺳﺖ ،در ﻟﻮﻟﻪ ﻫﺎي ﺑﺎ ﻗﻄﺮ ﮐﻢ ﭘﺎس اول ﺑﺎ اﻟﮑﺘﺮود 2/5ﻣﯿﻠﯽ ﻣﺘﺮ ﺟﻮﺷﮑﺎري ﺷﺪه و ﭘﺎﺳﻬﺎي ﺑﻌﺪي را ﺑﺎ اﻟﮑﺘﺮودﻫﺎي 3/25ﯾﺎ 4ﻣﯿﻠﯽ ﻣﺘﺮ
ﺟﻮش ﻣﯽ دﻫﻨﺪ.
-2در ﺟﻮﺷﮑﺎري اﺗﺼﺎﻻت Vﺷﮑﻞ ﯾﺎ ﺟﻨﺎﻏﯽ ﯾﮏ ﻃﺮﻓﻪ ﮐﻪ داراي ﺗﺴﻤﻪ اي در ﭘﺸﺖ اﺗﺼﺎل ﻣﯽ ﺑﺎﺷﻨﺪ در ﺣﺎﻟﺖ ﺗﺨﺖ ﻣﯽ ﺗﻮان ﺑﺮاي ﭘﺎس اول از
اﻟﮑﺘﺮود ﺑﻪ ﻗﻄﺮ 4ﯾﺎ 5ﻣﯿﻠﯽ ﻣﺘﺮ و ﺑﺮاي ﭘﺎس ﻫﺎي ﺑﻌﺪي از اﻟﮑﺘﺮود ﻫﺎي ﺑﺰرﮔﺘﺮ اﺳﺘﻔﺎده ﮐﺮد .
-3ﺑﺮاي ﺟﻮﺷﻬﺎي ﮔﻠﻮﯾﯽ در ﺣﺎﻟﺖ ﺗﺨﺖ و ﺳﺮ ﺑﻪ ﺳﺮ ﻏﯿﺮ ﺗﺨﺖ ،ﺣﺪاﮐﺜﺮ ﻗﻄﺮ اﻟﮑﺘﺮود ﻣﺼﺮﻓﯽ 5ﻣﯿﻠﯽ ﻣﺘﺮ اﺳﺖ .اﻏﻠﺐ ،ﭘﺎس اول را ﺑﺎ اﻟﮑﺘﺮود ﻫﺎﯾﯽ
ﺑﻪ ﻗﻄﺮ 3/25ﯾﺎ 4ﻣﯿﻠﯽ ﻣﺘﺮ ﺟﻮش ﻣﯽ دﻫﻨﺪ .در ﺟﻮﺷﻬﺎي ﮔﻮﺷﻪ اي ﺑﺎ ﭘﺎي ﺟﻮش ﮐﻤﺘﺮ از 10ﻣﯿﻠﯽ ﻣﺘﺮ اﺳﺘﻔﺎده از اﻟﮑﺘﺮود 3/25ﯾﺎ 4ﻣﯿﻠﯽ ﻣﺘﺮ
ﭘﯿﺸﻨﻬﺎد ﻣﯽ ﮔﺮدد.
ﻣﺤﺪوده ﺿﺨﺎﻣﺖ ﻓﻠﺰ ﺟﻮش )(Deposited Weld Metal Thickness Range
در اﯾﻦ ﻗﺴﻤﺖ از WPSﻣﺤﺪوده ﺿﺨﺎﻣﺖ ﻓﻠﺰ ﺟﻮش رﺳﻮب داده ﺷﺪه درج ﻣﯽ ﺷﻮد ﮐﻪ ﺗﻐﯿﯿﺮ در ﻣﻘﺪار آن ﺑﺮ اﺳﺎس ﺑﻨﺪ QW-451ﺗﻌﺮﯾﻒ ﻣﯽ ﺷﻮد .
ﮐﻼس ﻓﻼﮐﺲ ) ﭘﻮدر ﺟﻮش ( ) )( Electrode- Flux (Calss
ﻫﺮ ﮔﻮﻧﻪ ﻣﺸﺨﺼﺎت و اﺳﺘﺎﻧﺪاردﻫﺎي ﻣﺮﺑﻮط ﺑﻪ ﻓﻼﮐﺲ ﻫﺎي ﺟﻮﺷﮑﺎري زﯾﺮ ﭘﻮدري ﻣﻄﺎﺑﻖ ﺑﺎ SFA-5.17ﺑﺮاي اﻟﮑﺘﺮود و ﻓﻼﮐﺲ ﻫﺎي ﻓﻮﻻد ﺳﺎده ﮐﺮﺑﻨـﯽ و
SFA-5.23ﺑﺮاي اﻟﮑﺘﺮود و ﻓﻼﮐﺲ ﻫﺎي ﻓﻮﻻد ﮐﻢ آﻟﯿﺎژ در اﯾﻦ ﻗﺴﻤﺖ درج ﻣﯽ ﮔﺮدد .در ﺿﻤﻦ در ﺻﻮرت ﻟﺰوم ﻣﯽ ﺗﻮان ﻫـﺮ ﮔﻮﻧـﻪ ﻣﺸﺨـﺼﺎت ﯾـﺎ ﺷـﻤﺎره
اﺳﺘﺎﻧﺪارد روﮐﺶ اﻟﮑﻨﺮود را در اﯾﻦ ﻗﺴﻤﺖ ذﮐﺮ ﮐﺮد .اﺻﻮﻻ اﻟﮑﺘﺮودﻫﺎي روﮐﺶ دار از ﻧﻈﺮ ﻧﻮع روﮐﺶ ﺑﻪ 4ﮔﺮوه اﺻـﻠﯽ ﺗﻘـﺴﯿﻢ ﻣـﯽ ﺷـﻮﻧﺪ ﮐـﻪ در ﺷـﮑﻞ 22
اﻃﻼﻋﺎت ﮐﺎﻣﻠﯽ در ﻣﻮرد آﻧﻬﺎ آﻣﺪه اﺳﺖ .در ﺷﮑﻞ 23ﻧﯿﺰ ﻣﯽ ﺗﻮاﻧﯿﺪ ﻧﺤﻮه ﻧﺎﻣﮕﺬاري روﮐﺶ اﻟﮑﺘﺮود را ﺑﺒﯿﻨﯿﺪ.
ﺻﻔﺤﻪ 30از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ 4 - 22ﮔﺮوه اﺻﻠﯽ روﮐﺶ اﻟﮑﺘﺮود
ﺷﮑﻞ - 23ﻧﺤﻮه ﻧﺎﻣﮕﺬاري روﮐﺶ اﻟﮑﺘﺮود
ﺻﻔﺤﻪ 31از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻻﯾﯽ ﻣﺼﺮف ﺷﺪﻧﯽ )( Consumable insert
ﮔﺎﻫﯽ ﺑﻪ ﻣﻨﻈﻮر ﺣﻔﻆ ﻣﺸﺨﺼﺎت ﻃﺮح اﺗﺼﺎل و ﻧﯿﺰ اﻃﻤﯿﻨﺎن از ﺟﻮش ﻧﻔﻮذي در ﭘﺎس رﯾﺸﻪ ،از ﻻﯾﯽ ﻫﺎي ﻣﺼﺮف ﺷﺪﻧﯽ اﺳﺘﻔﺎده ﻣﯽ ﺷـﻮد .ﻣﺸﺨـﺼﺎت اﯾـﻦ
ﻻﯾﯽ ﻫﺎي ﻣﺼﺮف ﺷﺪﻧﯽ در ASME Sec.ll, Part C, SFA 5.30ذﮐﺮ ﺷﺪه اﺳﺖ .در ﻣﻮاردي ﮐﻪ آﻧﺎﻟﯿﺰ و ﻣﺸﺨـﺼﺎت ﻻﯾـﯽ ﺑـﺮ اﺳـﺎس SFA 5.30
اﺳﺖ F.No ،ﻧﯿﺰ ﺑﺎﯾﺪ ﺑﺮ اﺳﺎس QW-432ﺑﺎ ﺳﯿﻢ ﺟﻮش ﻣﺼﺮﻓﯽ ،ﻫﻤﺎﻫﻨﮓ ﺑﺎﺷﺪ.
ﻣﻮارد دﯾﮕﺮ )( Other
ﻧﺎم ﺗﺠﺎري ،ﮐﺪ ﺳﺎزﻧﺪه و ﯾﺎ دﯾﮕﺮ ﻣﺸﺨﺼﺎت ﻓﻠﺰ ﭘﺮﮐﻨﻨﺪه و ﻻﯾﯽ ﻣﺼﺮف ﺷﺪﻧﯽ در اﯾﻦ ﻗﺴﻤﺖ ذﮐﺮ ﻣﯽ ﮔﺮدد.
وﺿﻌﯿﺖ ﺟﻮﺷﮑﺎري) ( Positions
اﺻﻮﻻً ﺟﻮﺷﮑﺎري در ﭼﻬﺎر وﺿﻌﯿﺖ ﮐﻠﯽ ﻗﺎﺑﻞ اﻧﺠﺎم اﺳﺖ:
(1ﺗﺨﺖ Flat
(2اﻓﻘﯽ Horizontal
(3ﻋﻤﻮدي Vertical
(4ﺑﺎﻻ ﺳﺮي Overhead
اﺳﺘﺎﻧﺪارد ﻣﺮﺑﻮط ﺑﻪ وﺿﻌﯿﺖ ﺟﻮﺷﮑﺎري QW-405ﻣﯽ ﺑﺎﺷﺪ .در اﺳﺘﺎﻧﺪارد ASME Sec. IXدر ﺑﻨﺪ QW-461وﺿـﻌﯿﺖ ﻫـﺎي ﻣﺨﺘﻠـﻒ ﺟﻮﺷـﮑﺎري ذﮐـﺮ
ﺷﺪه اﺳﺖ .ﻣﻮارد ﭘﯿﺸﻨﻬﺎدي ﺑﺮاي اراﺋﻪ در اﯾﻦ ﻗﺴﻤﺖ ﻋﺒﺎرﺗﻨﺪ از :وﺿﻌﯿﺖ ﺷﯿﺎري ﯾﺎ ﮔﻮﺷﻪ اي و ﺟﻬﺖ ﭘﯿﺸﺮوي
وﺿﻌﯿﺖ ﺷﯿﺎري ﯾﺎ ﮔﻮﺷﻪ اي )(Position(s) of Groove / Position(s) of Fillet
ﺑﺮاي وﺿﻌﯿﺖ ﺟﻮﺷﮑﺎري ﺣﺮوف اﺧﺘﺼﺎري ﭘﯿﺸﻨﻬﺎد ﺷﺪه ،در ﺟﺪول 7و ﺷﮑﻞ 24دﯾﺪه ﻣﯽ ﺷﻮﻧﺪ).در اﯾﻦ ﻫﺎ ﻣﻘﺎﯾﺴﻪ ﺑﯿﻦ ﺣـﺮوف اﺧﺘـﺼﺎري در اﺳـﺘﺎﻧﺪاردﻫﺎي
آﻣﺮﯾﮑﺎﯾﯽ ،اروﭘﺎﯾﯽ و ﺑﯿﻦ اﻟﻤﻠﻠﯽ ﻧﯿﺰ داده ﺷﺪه اﺳﺖ( وﺿﻌﯿﺖ ﺟﻮﺷﮑﺎري ﺑﺴﺘﮕﯽ ﺑﻪ :ﻧﻮع ﻓﺮآﯾﻨﺪ ﺟﻮﺷﮑﺎري ،ﻗﺎﺑﻠﯿﺖ دﺳﺘﺮﺳﯽ ﺧﻄـﻮط ﺟـﻮش ،اﺑﻌـﺎد و اﻧـﺪازه
ﻗﻄﻌﻪ ﮐﺎر ،ﻧﺤﻮه ﺳﺎﺧﺖ و اﻣﮑﺎﻧﺎت ﻣﻮﺟﻮد دارد.
ﺟﺪول -7ﺣﺮوف اﺧﺘﺼﺎري ﭘﯿﺸﻨﻬﺎد ﺷﺪه ﺑﺮاي وﺿﻌﯿﺖ ﺟﻮﺷﮑﺎري
ﺻﻔﺤﻪ 32از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ - 24ﺑﺮﺧﯽ از وﺿﻌﯿﺖ ﻫﺎي ﺟﻮﺷﮑﺎري
ﺟﻬﺖ ﭘﯿﺸﺮوي )(Welding Progression
در اﯾﻦ ﻗﺴﻤﺖ ﺟﻬﺖ ﭘﯿﺸﺮوي ﺟﻮﺷﮑﺎري ذﮐﺮ ﻣﯽ ﮔﺮدد ﮐﻪ ﻋﻤﺪﺗﺎً ﺑﺮاي ﺟﻮﺷﻬﺎي ﻋﻤﻮدي ﺟﻬﺖ ﭘﯿﺸﺮوي از ﭘﺎﺋﯿﻦ ﺑﻪ ﺑﺎﻻ ) (Upwardﻣﯽ ﺑﺎﺷﺪ.
ﭘﯿﺶ ﮔﺮم ﮐﺮدن ) (Preheat
ﻣﻌﻤﻮﻻً ﺑﺮاي ﺟﻠﻮﮔﯿﺮي از ﺗﺮﮐﯿﺪﮔﯽ ،ﭘﯿﭽﯿﺪﮔﯽ و اﻋﻮﺟﺎج ،ﭘﯿﺪاﯾﺶ ﻓﺎزﻫﺎي ﻧﺎﺧﻮاﺳﺘﻪ و ...ﻗﺒﻞ از ﺟﻮﺷﮑﺎري ،ﻗﻄﻌﻪ ﮐﺎر ﭘﯿﺶ ﮔﺮم ﻣـﯽ ﺷـﻮد .ﻫﻤﭽﻨـﯿﻦ در ﺣـﯿﻦ
ﻋﻤﻠﯿﺎت ﺟﻮﺷﮑﺎري ،ﮐﻨﺘﺮل دﻣﺎي ﺑﯿﻦ ﭘﺎﺳﻬﺎ ﺑﺮاي ﺟﻠﻮﮔﯿﺮي از ﮐﺎﻫﺶ دﻣﺎي ﻗﻄﻌﻪ ﮐﺎر ﺑﻪ ﮐﻤﺘﺮ از دﻣﺎي ﭘﯿﺶ ﮔﺮم و ﺑﺎﻻ رﻓﺘﻦ از ﺣـﺪ ﻣﺠـﺎز -دﻣـﺎي ﺑﺎزﮔـﺸﺖ
ﻧﻬﺎﯾﯽ ) - (Temperingﻻزم اﺳﺖ .ﮐﻨﺘﺮل اﯾﻦ ﻋﻤﻞ ﺗﻮﺳﻂ ﮔﭻ ﻫﺎي ﺣﺮارﺗﯽ ﺻﻮرت ﻣﯽ ﭘﺬﯾﺮد.
ﺑﻨﺎ ﺑﻪ ﺗﻐﯿﯿﺮ رﻧﮓ و ﯾﺎ ذوب ﺷﺪن ﮔﭻ ﻫﺎي ﺣﺮارﺗﯽ در در ﺟﻪ ﺣﺮارﺗﯽ ﺧﺎص ،دﻣﺎي ﻗﻄﻌﻪ ﮐﺎر ﻗﺎﺑﻞ ﮐﻨﺘﺮل اﺳﺖ .ﺣﺪاﻗﻞ دﻣﺎي ﭘﯿﺶ ﮔﺮم و دﻣﺎي ﺑﯿﻦ ﭘﺎﺳـﯽ ﺑـﺎ
ﺗﻮﺟﻪ ﺑﻪ ﺿﺨﺎﻣﺖ ورق ﻣﺮﺑﻮﻃﻪ ﺗﻌﯿﯿﻦ ﻣﯽ ﺷﻮد .در ﺻﻮرﺗﯽ ﮐﻪ درﺟﻪ ﺣﺮارت ﻣﺤﯿﻂ ﮐﻤﺘﺮ از 18 0Cﺑﺎﺷﺪ اﻧﺠﺎم ﻋﻤﻠﯿﺎت ﺟﻮﺷـﮑﺎري ﺻـﺤﯿﺢ ﻧﯿـﺴﺖ .دﻣـﺎي
ﭘﯿﺶ ﮔﺮم ﮐﺮدن ﺑﺎﯾﺪ ﺣﺪاﻗﻞ ﺑﻪ ﻓﺎﺻﻠﻪ 76ﻣﯿﻠﯽ ﻣﺘﺮ ) 3اﯾﻨﭻ ( در اﻃﺮاف ﻣﺤﻞ ﺟﻮش ﺛﺎﺑﺖ ﺑﺎﺷﺪ .ﺑﻨﺪ ﻣﺮﺗﺒﻂ ﺑﺎ ﭘﯿﺶ ﮔﺮم ﮐﺮدن QW-406اﺳﺖ .
ﻣﻮارد ﭘﯿﺸﻨﻬﺎدي ﺑﺮاي اراﺋﻪ در اﯾﻦ ﻗﺴﻤﺖ ﻋﺒﺎرﺗﻨﺪ از :ﺣﺪاﻗﻞ دﻣﺎي ﭘﯿﺶ ﮔﺮم ﮐﺮدن ،ﺣﺪاﮐﺜﺮ دﻣﺎي ﺑﯿﻦ ﭘﺎﺳﯽ ،ﻧﮕﻬﺪاري ﭘﯿﺸﮕﺮم
ﺻﻔﺤﻪ 33از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺣﺪاﻗﻞ دﻣﺎي ﭘﯿﺶ ﮔﺮم ﮐﺮدن ) )( Preheat Temp.(min
ﻫﻤﺎﻧﻄﻮر ﮐﻪ ﻗﺒﻼً ذﮐﺮ ﺷﺪ ،درﺟﻪ ﺣﺮارت ﭘﯿﺶ ﮔﺮم ﮐﺮدن ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ ﺟﻨﺲ ﻗﻄﻌﻪ و ﺿﺨﺎﻣﺖ آن ﺗﻌﯿﯿﻦ ﻣﯽ ﺷﻮد .ﻻزم ﺑﻪ ذﮐـﺮ اﺳـﺖ در ﺻـﻮرت ﺗﻔـﺎوت ﻣﻘـﺪار
ﭘﯿﺶ ﮔﺮم ﻻزم ﺑﺮاي دو ﻓﻠﺰ ﭘﺎﯾﻪ ،ﺣﺪاﻗﻞ دﻣﺎي ﭘﯿﺶ ﮔﺮم ﺑﺮاي ﺟﻮﺷﮑﺎري ،ﺑﺎﻻﺗﺮﯾﻦ دﻣﺎي ﭘﯿﺶ ﮔﺮم ﺑﯿﻦ دو ﻗﻄﻌﻪ اﺳﺖ .اﻟﺒﺘﻪ در اﺳﺘﺎﻧﺪارد ﻫﺎي:
ASME B31.1 ، ASME B31.3 table 330.1.1، AWS D1.1 table 3.2، ASME Sec. Vlll Div.1
دﻣﺎي ﭘﯿﺶ ﮔﺮم ﮐﺮدن ﺑﺮاي ﻓﻠﺰات ﻣﺨﺘﻠﻒ ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ ﺿﺨﺎﻣﺖ ﭘﯿﺸﻨﻬﺎد ﺷﺪه اﺳﺖ .ﺑﺮﺧﯽ ﻣﺮاﺟﻊ ﻣﻌﺘﺒﺮ ﻧﻈﯿﺮ اﻧﺴﺘﯿﺘﻮ ﺑـﯿﻦ اﻟﻤﻠﻠـﯽ ﺟﻮﺷـﮑﺎري) (IIWﻧﯿـﺰ ﺑـﺎ
اﺳﺘﻔﺎده از ﻓﺮﻣﻮل ﮐﺮﺑﻦ ﻣﻌﺎدل ) (CEﺟﺪاوﻟﯽ اراﺋﻪ داده اﻧﺪ ﮐﻪ ﻧﻤﻮﻧﻪ اي از آﻧﻬﺎ در ﺟﺪول 8آﻣﺪه اﺳﺖ ).در اﯾﻦ ﺟﺪول ﮐـﺮﺑﻦ ﻣﻌـﺎدل ﺑـﺎ Kﻧﻤـﺎﯾﺶ داده ﺷـﺪه
اﺳﺖ( در ﺟﺪول 8ﻣﺒﻨﺎي ﮐﺎر اﺳﺘﻔﺎده از راﺑﻄﻪ زﯾﺮ اﺳﺖ) :اﯾﻦ راﺑﻄﻪ در QW-403.26ﻧﯿﺰ ﭘﺬﯾﺮﻓﺘﻪ ﺷﺪه اﺳﺖ(
ﺟﺪول -8روش IIWﺑﺮاي ﻣﺤﺎﺳﺒﻪ دﻣﺎي ﭘﯿﺶ ﮔﺮم ﮐﺮدن
ﺑﺮاي ﺑﻪ دﺳﺖ آوردن اﻃﻼﻋﺎت ﺑﯿﺸﺘﺮ در ﻣﻮرد رواﺑﻂ ﻣﺨﺘﻠﻒ CEو اراﺋﻪ دﻫﻨﺪﮔﺎن آن ﺑﻪ ﺑﻨﺪ 6.1.3اﺳﺘﺎﻧﺪارد API 5Lﻣﺮاﺟﻌﻪ ﻓﺮﻣﺎﺋﯿﺪ.
ﺣﺪاﮐﺜﺮ دﻣﺎي ﺑﯿﻦ ﭘﺎﺳﯽ ) )( Interpass Temp.(max
ﺣﺪاﻗﻞ دﻣﺎي ﺑﯿﻦ ﭘﺎﺳﯽ از ﻣﺮاﺟﻊ ﻣﺨﺘﻠﻒ ﻫﻤﺎﻧﻨﺪ AWS D1.1 table 3.2ﺗﻌﯿﯿﻦ ﻣﯽ ﺷﻮد .ﺣﺪاﮐﺜﺮ دﻣﺎي ﺑﯿﻦ ﭘﺎﺳﯽ ﻧﯿﺰ ﺣﺪاﮐﺜﺮ دﻣﺎي ﺑﺎزﮔﺸﺖ ﻧﻬﺎﯾﯽ
) (Temperingﻓﻠﺰ ﭘﺎﯾﻪ ﻣﯽ ﺑﺎﺷﺪ .ﺑﻪ ﻋﻨﻮان ﻣﺜﺎل ﺣﺪاﮐﺜﺮ دﻣﺎي ﺑﯿﻦ ﭘﺎﺳﯽ ﺑﺮاي ﻓﻠﺰات ﻣﻮﺟﻮد در P No. lﺣﺪود 300 0Cﭘﯿﺸﻨﻬﺎد ﻣﯽ ﺷﻮد.
ﺻﻔﺤﻪ 34از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻧﮕﻬﺪاري ﭘﯿﺶ ﮔﺮم ) (Preheat Maintenance
ﻣﺤﺪوده ﺣﺮارﺗﯽ ﮐﻪ اﯾﻦ WPSدر اﺛﺮ ﺗﻐﯿﯿﺮات ﭘﯿﺶ ﮔﺮم در آن ﺻﺪق ﻣﯽ ﮐﻨﺪ در اﯾﻦ ﻗﺴﻤﺖ ﻋﻨﻮان ﻣﯽ ﺷﻮد.
ﻋﻤﻠﯿﺎت ﺣﺮارﺗﯽ ﭘﺲ از ﺟﻮﺷﮑﺎري )ﭘﺲ ﮔﺮﻣﺎﯾﯽ( )(Post Weld Heat Treatment
اﯾﻦ ﻣﻄﻠﺐ ﺑﻮﺳﯿﻠﻪ QW-407ﺗﺸﺮﯾﺢ ﻣﯽ ﺷﻮد .در اﯾﻦ ﺑﻨﺪ ﻋﻤﻠﯿﺎت ﺣﺮارﺗﯽ ﭘﺲ از ﺟﻮﺷﮑﺎري ﻣﻮادي ﮐﻪ P.Noآﻧﻬﺎ ﻋﺒﺎرت از 1 , 3 , 4 , 5 , 6 , 9 , 10
11ﻣﯽ ﺑﺎﺷﺪ از ﻗﺮار زﯾﺮ ﺗﻘﺴﯿﻢ ﺑﻨﺪي ﺷﺪه اﺳﺖ:
اﻟﻒ -ﺑﺪون PWHT
ب PWHT-زﯾﺮ درﺟﻪ ﺣﺮارت ﺑﺤﺮاﻧﯽ ﭘﺎﺋﯿﻨﯽ
پ PWHT-ﺑﺎﻻي درﺟﻪ ﺣﺮارت ﺑﺤﺮاﻧﯽ ﺑﺎﻻﺋﯽ )ﻣﺎﻧﻨﺪ ﻧﺮﻣﺎﻟﻪ ﮐﺮدن(
ت PWHT-ﺑﺎﻻي درﺟﻪ ﺣﺮارت ﺑﺤﺮاﻧﯽ ﺑﺎﻻﺋﯽ ﺑﻪ ﻫﻤﺮاه ﻋﻤﻠﯿﺎت ﺣﺮارﺗﯽ ﺛﺎﻧﻮﯾﻪ زﯾﺮ درﺟﻪ ﺣﺮارت ﺑﺤﺮاﻧﯽ ﭘﺎﺋﯿﻨﯽ )ﻣﺎﻧﻨﺪ ﮐﻮﺋﻨﭻ – ﺗﻤﭙﺮ(
ث PWHT-ﺑﺪون ذﮐﺮ ﻣﺤﺪوده درﺟﻪ ﺣﺮارﺗﯽ ﻣﺸﺨﺺ.
در WPSﻗﺴﻤﺘﻬﺎﯾﯽ ﺑﻪ ﻋﻤﻠﯿﺎت ﺣﺮارﺗﯽ ﭘﺲ از ﺟﻮﺷﮑﺎري ﻣﺮﺑﻮط ﻣﯽ ﺷﻮد .ﻣﻌﻤﻮﻻ اﯾﻦ ﻗﺴﻤﺘﻬﺎ ﺑﻪ روش زﯾﺮ ﺗﮑﻤﯿﻞ ﻣﯽ ﺷﻮﻧﺪ.
داﻣﻨﻪ درﺟﻪ ﺣﺮارت ) ( Temperature Range
ﻫﻤﺎﻧﻄﻮر ﮐﻪ ذﮐﺮ ﺷﺪ ﻫﺮﯾﮏ از ﺣﺎﻻت )اﻟﻒ – ث( ﻣﺤﺪوده ﺣﺮارﺗﯽ وﯾﮋه اي را ﺷﺎﻣﻞ ﻣﯽ ﺷﻮﻧﺪ .اﻣﺎ از آﻧﺠﺎﺋﯿﮑﻪ راﯾﺞ ﺗﺮﯾﻦ ﺣﺎﻟﺖ ﻋﻤﻠﯿﺎت ﺣﺮارﺗﯽ ﺗﻨﺶ زداﺋـﯽ
ﭘﺲ از ﺟﻮﺷﮑﺎري ﺣﺎﻟﺖ ب اﺳﺖ ﻣﻌﻤﻮﻻ درﺟﻪ ﺣﺮارت ﻣﺮﺑﻮط ﺑﻪ ﺗﻨﺶ زداﺋﯽ ﺟﻮش ﺑﻪ ﺷﺮح ذﯾﻞ در اﯾﻦ ﻗﺴﻤﺖ ذﮐﺮ ﻣﯽ ﺷﻮد :
اﻟﻒ -در ﻣﻮرد ﻓﻮﻻدﻫﺎي ﮐﻮﺋﻨﭻ ﺗﻤﭙﺮ ﺣﺪاﮐﺜﺮ )590 0C (1100 0F
ب -ﺑﺮاي ﺳﺎﯾﺮ ﻓﻮﻻدﻫﺎ در ﻣﺤﺪوده )650 0C (1100-1200 0F
پ -درﺟﻪ ﺣﺮارت ﮐﻮره ﺑﻪ ﻫﻨﮕﺎم ﻗﺮار دادن ﻧﻤﻮﻧﻪ در آن ﻧﺒﺎﯾﺪ از ) 600 0F(315 0Cﺗﺠﺎوز ﻧﻤﺎﯾﺪ.
ت -ﺑﺎﻻي 315 0Cآﻫﻨﮓ ﮔﺮم ﮐﺮدن ﻧﺒﺎﯾﺪ از 220 0C/hrﺗﺠﺎوز ﻧﻤﺎﯾﺪ .آﻫﻨﮓ ﮔﺮم ﮐﺮدن ﺑﺎ اﺳﺘﻔﺎده از ﻓﺮﻣﻮل 220/tﮐﻪ در آن tﺿﺨﯿﻤﺘﺮﯾﻦ ﺑﺨﺶ
ﻗﻄﻌﻪ ﺑﺮ ﺣﺴﺐ اﯾﻨﭻ اﺳﺖ ﻣﺤﺎﺳﺒﻪ ﻣﯽ ﺷﻮد.
ث -در ﺣﯿﻦ ﮔﺮم ﮐﺮدن اﺧﺘﻼف دﻣﺎي دو ﻗﺴﻤﺖ از ﻗﻄﻌﻪ ﺑﻪ ﻓﺎﺻﻠﻪ 4.6mﻧﺒﺎﯾﺪ از 140 Cﺗﺠﺎوز ﻧﻤﺎﯾﺪ.
0
ج -در ﺣﯿﻦ ﻧﮕﻬﺪاري در درﺟﻪ ﺣﺮارت ﺗﻨﺶ زداﺋﯽ اﺧﺘﻼف دﻣﺎي ﻫﯿﭻ دو ﻧﻘﻄﻪ اي از ﻗﻄﻌﻪ ﻧﺒﺎﯾﺪ از 83 0Cﺗﺠﺎوز ﻧﻤﺎﯾﺪ.
چ -در ﺳﺮد ﮐﺮدن ﻗﻄﻌﻪ آﻫﻨﮓ ﺳﺮﻣﺎﯾﺶ ﻧﺒﺎﯾﺪ از 260 0C/hrﺗﺠﺎوز ﻧﻤﺎﯾﺪ .اﯾﻦ آﻫﻨﮓ ﺑﺎ ﻓﺮﻣﻮل 260/tﮐﻪ در آن tﺿﺨﯿﻤﺘﺮﯾﻦ ﺑﺨﺶ ﻗﻄﻌﻪ ﺑﺮ
ﺣﺴﺐ اﯾﻨﭻ اﺳﺖ ﻣﺤﺎﺳﺒﻪ ﻣﯽ ﺷﻮد.
-2ﺑﺮاي ﺗﻨﺶ زداﺋﯽ ﻟﻮﻟﻪ ﻫﺎ ،ﻣﺨﺰن ﻫﺎ و اﺷﮑﺎل دوار ﺑﺎ اﺳﺘﻔﺎده از راﺑﻄﻪ D+1270/120ﮐﻪ در آن Dﻗﻄﺮ ﻟﻮﻟﻪ ﺑﺮ ﺣﺴﺐ ﻣﯿﻠﯿﻤﺘﺮ اﺳـﺖ ﺿـﺨﺎﻣﺖ ﻣﻌـﺎدل
ﻣﻘﻄﻊ ﻣﺤﺎﺳﺒﻪ ﺷﺪه و ﭘﺲ از ﻣﻘﺎﯾﺴﻪ ﺑﯿﺸﺘﺮﯾﻦ ﺿﺨﺎﻣﺖ ﻣﻘﻄﻊ ﺣﻘﯿﻘﯽ ﻗﻄﻌﻪ ﺑﺎ ﻣﻘﺪار ﻓﻮق اﻟﺬﮐﺮ ،زﻣﺎن ﻧﮕﻬﺪاري و آﻫﻨﮓ ﮔﺮﻣﺎﯾﺶ و ﺳﺮﻣﺎﯾﺶ ﺑﺪﺳﺖ ﻣﯽ آﯾﺪ.
ﻻزم ﺑﻪ ذﮐﺮ اﺳﺖ ﮐﻪ ﻣﯽ ﺗﻮان از ﻣﻨﺎﺑﻊ زﯾﺮ ﻧﯿﺰ ﺑﺮاي ﻋﻤﻠﯿﺎت ﺣﺮارﺗﯽ ﭘﺲ از ﺟﻮﺷﮑﺎري ﺑﻬﺮه ﺑﺮد:
AWS D1.1 item 5.8 , ASME B31.3 table 331.1.1
زﻣﺎن ﻧﮕﻬﺪاري ) (Time Range
زﻣﺎن ﻧﮕﻬﺪاري ﺑﺮاي ﺗﻨﺶ زداﯾﯽ ﺑﺴﺘﻪ ﺑﻪ ﺿﺨﺎﻣﺖ ﻗﻄﻌﻪ ﺗﻐﯿﯿﺮ ﻣﯽ ﮐﻨﺪ .ﻣﻌﻤﻮﻻً زﻣﺎن ﻧﮕﻬﺪاري ﻓﻮﻻد ﻫﺎي ﮐﻮﺋﻨﭻ -ﺗﻤﭙـﺮ ﺑـﺎ ﺗﻮﺟـﻪ ﺑـﻪ ﮐﻤﺘـﺮ ﺑـﻮدن درﺟـﻪ
ﺣﺮارت ،ﺑﯿﺶ از دﯾﮕﺮ ﻓﻮﻻدﻫﺎﺳﺖ .ﻣﯽ ﺗﻮان از ﻣﻨﺎﺑﻊ ذﮐﺮ ﺷﺪه در ﺑﺨﺶ ﭘﯿﺸﯿﻦ ﺑﺮاي راﻫﻨﻤﺎﯾﯽ ﺑﯿﺸﺘﺮ اﺳﺘﻔﺎده ﮐﺮد.
ﺻﻔﺤﻪ 35از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻣﺴﺎﺋﻞ دﯾﮕﺮ )(Other
در اﯾﻦ ﻗﺴﻤﺖ ﻣﯽ ﺗﻮان ﺑﻪ ﻧﮑﺎﺗﯽ ﭼﻮن آﻫﻨﮓ ﮔﺮم ﮐﺮدن ،ﻧﻮع ﮐﻮره ،ﻋﻤﻠﯿﺎت ﺣﺮارﺗﯽ ﻣﻄﻠﻮب ،ﻧﯿﺎز ﺑﻪ ﻋﻤﻠﯿﺎت ﺣﺮارﺗﯽ ﺛﺎﻧﻮﯾﻪ ﯾﺎ ﻣﺸﺨﺼﺎت ﻋﻤﻠﯿﺎت ﺣﺮارﺗـﯽ دو
ﻣﺮﺣﻠﻪ اي و ﺣﺘﯽ در ﺑﺮﺧﯽ WPSﻫﺎ ﮔﺮاف ﻋﻤﻠﯿﺎت ﻣﻮرد ﻧﯿﺎز را ذﮐﺮ ﮐﺮد و ﯾﺎ در ﺻﻮرت وﺟﻮد ﺿﻤﯿﻤﻪ ﻫﺎي ﻋﻤﻠﯿﺎت ﺣﺮارﺗﯽ ﺑـﺮاي اﯾـﻦ WPSﺷـﻤﺎره آن را
درج ﮐﺮد.
ﮔﺎز )(Gas
ﯾﮑﯽ از وﻇﺎﯾﻒ ﻣﻬﻢ ﮔﺎز ﻣﺤﺎﻓﻆ ،ﺣﻔﺎﻇﺖ ﺣﻮﺿﭽﻪ ﻣﺬاب از آﻟﻮدﮔﯽ ﻧﺎﺷﯽ از اﺗﻤﺴﻔﺮ ﻣﯽ ﺑﺎﺷﺪ .ﻣﺸﺨﺼﺎت ﮔﺎز ﻣﺤﺎﻓﻆ در اﯾﻦ ﻗﺴﻤﺖ از WPSﺑﺮ اﺳـﺎس ﺑﻨـﺪ
QW-408ﻋﻨﻮان ﻣﯽ ﺷﻮد .ﻣﻮارد ﭘﯿﺸﻨﻬﺎدي ﺑﺮاي اراﺋﻪ در اﯾﻦ ﻗﺴﻤﺖ ﻋﺒﺎرﺗﻨﺪ از :
(1ﻧﻮع ﮔﺎز ﻣﺤﺎﻓﻆ – ﮐﻤﮑﯽ – ﭘﺸﺘﯽ (2درﺻﺪ ﺗﺮﮐﯿﺐ ﮔﺎز ﻣﺤﺎﻓﻆ – ﮐﻤﮑﯽ – ﭘﺸﺘﯽ (3آﻫﻨﮓ ﺟﺮﯾﺎن ﮔﺎز ﻣﺤﺎﻓﻆ – ﮐﻤﮑﯽ – ﭘﺸﺘﯽ
ﻧﻮع ﮔﺎز ﻣﺤﺎﻓﻆ ))(Shielding Gas(es
ﮔﺎزﻫﺎي Ar ،CO2 ،He ،N2ﯾﺎ ﻣﺨﻠﻮﻃﯽ از اﯾﻦ ﮔﺎزﻫﺎ ﺑﺮاي ﺣﻔﺎﻇﺖ اﺳﺘﻔﺎده ﻣﯽ ﺷﻮﻧﺪ .ﻫﺮ ﯾﮏ از اﯾﻦ ﮔﺎزﻫﺎ ﺑﻪ ﺗﻨﻬﺎﯾﯽ ﯾﺎ ﺑـﺼﻮرت ﻣﺨﻠـﻮط ﺑـﺎ دﯾﮕـﺮ ﮔﺎزﻫـﺎ
ﻣﺼﺮف ﻣﯽ ﺷﻮﻧﺪ .اﻧﺘﺨﺎب ﺑﻬﺘﺮﯾﻦ ﮔﺎز ﻣﺤﺎﻓﻆ ﺑﺴﺘﮕﯽ ﺑﻪ ﻧﻔﻮذ و ذوب ﻣﻮرد در ﺧﻮاﺳﺖ ،ﺷﮑﻞ ﺟﻮش ،ﻧﻮع ﻓﻠﺰ ﭘﺎﯾﻪ ،ﺷﺮاﯾﻂ اﻧﺘﻘﺎل ﻓﻠـﺰ و ﺳـﺮﻋﺖ ﺟﻮﺷـﮑﺎري
دارد .ﻣﻤﮑﻦ اﺳﺖ در ﻓﺮآﯾﻨﺪﻫﺎي ﺟﻮﺷﮑﺎري ﺑﺎ اﻟﮑﺘﺮود ﺗﻮﭘﻮدري ﯾﺎ ﺣﺘﯽ اﻟﮑﺘﺮود روﭘﻮش دار ﻧﯿﺰ از ﮔﺎزي ﺧﻨﺜﯽ اﺳﺘﻔﺎده ﺷﻮد ).ﻣﺎﻧﻨﺪ دﻣﯿﺪن ﮔـﺎز در ﭘـﺸﺖ ﺷـﯿﺎر
ﺟﻮش( در ﭼﻨﯿﻦ ﻣﻮاردي ﻧﯿﺰ ﻗﯿﺪ ﻧﺎم ﮔﺎز ﻣﻮرد ﻧﻈﺮ در اﯾﻦ ﻗﺴﻤﺖ ﻻزم اﺳﺖ .در ﻓﺮآﯾﻨﺪﻫﺎي ﺟﻮﺷﮑﺎري ﺑـﺎ ﺳـﻮﺧﺖ ﮔـﺎزي ) (OFWدر اﯾـﻦ ﻗـﺴﻤﺖ ﺳـﻮﺧﺖ
ﻣﻮرد ﻣﺼﺮف ﻗﯿﺪ ﻣﯽ ﺷﻮد ،ﺑﻪ ﻋﻨﻮان ﻣﺜﺎل :اﮐﺴﯿﮋن ،اﮐﺴﯽ اﺳﺘﯿﻠﻦ ،ﺑﻮﺗﺎن ﯾﺎ ﻣﺨﻠﻮط اﮐﺴﯿﮋن و اﮐﺴﯽ اﺳـﺘﯿﻠﻦ .در ﺟـﺪول 9ﺗﻮﺿـﯿﺤﺎﺗﯽ در ﻣـﻮرد اﻧـﻮاع اﯾـﻦ
ﮔﺎزﻫﺎ ﻣﺸﺎﻫﺪه ﻣﯽ ﮐﻨﯿﺪ.
ﺟﺪول -9ﺑﺮﺧﯽ از اﻧﻮاع ﮔﺎز ﻣﺤﺎﻓﻆ
درﺻﺪ ﺗﺮﮐﯿﺐ ﻣﺨﻠﻮط ﮔﺎز ))(Percent Composition (Mixture
ﺗﺮﮐﯿﺐ ﮔﺎز ﺑﺮ روي ﺷﮑﻞ ،ﻧﻔﻮذ و ﭘﻬﻨﺎي ﺟﻮش ﺗﺎﺛﯿﺮ ﻣﯽ ﮔﺬارد .ذﮐﺮ درﺻﺪ ﺧﻠﻮص و در ﺻﻮرت اﺳﺘﻔﺎده از ﻣﺨﻠﻮﻃﻬﺎي ﮔﺎزي درﺻﺪ ﺗﺮﮐﯿﺐ ﺗـﺸﮑﯿﻞ دﻫﻨـﺪه در
اﯾﻦ ﻗﺴﻤﺖ از ﻓﺮم ﻣﺮﺑﻮﻃﻪ اﻧﺠﺎم ﻣﯽ ﺷﻮد .ﻣﺜﻼ Co2-99% :ﯾﺎ .Co2-20% + Ar-80%در WPSﻓﺮآﯾﻨﺪ ﻫﺎي OFWﻣـﯽ ﺗـﻮان درﺻـﺪ ﺗﺮﮐﯿـﺐ ﮔـﺎز
ﻣﻮرد ﻧﻈﺮ ﺟﻬﺖ ﺳﻮﺧﺘﻦ را در اﯾﻦ ﻗﺴﻤﺖ ذﮐﺮ ﮐﺮد .ﺑﻪ ﻋﻨﻮان ﻣﺜﺎل در ﺟﻮﺷﮑﺎري اﮐﺴﯽ اﺳﺘﯿﻠﻦ ﺑﺮاي ﻓﺮاﻫﻢ ﮐﺮدن ﺷـﻌﻠﻪ اﮐـﺴﯿﺪي ،ﺧﻨﺜـﯽ ﯾـﺎ اﺣﯿـﺎﺋﯽ درﺻـﺪ
ﻫﺮﯾﮏ از ﮔﺎزﻫﺎ ﻣﺘﻐﯿﺮ ﺑﻮده و در اﯾﻨﺠﺎ ذﮐﺮ ﻣﯽ ﺷﻮد ).ﺗﺬﮐﺮ اﯾﻦ ﻧﮑﺘﻪ ﺑﺪ ﻧﯿﺴﺖ ﮐﻪ ﺑﺮﺧﯽ اﺳﺘﺎﻧﺪاردﻫﺎ درﺻﺪ ﺧﻠﻮص ﮔﺎزﻫﺎ را ﻧﯿﺰ ﻣﺸﺨﺺ ﮐـﺮده اﻧـﺪ ﮐـﻪ ﻧﻤﻮﻧـﻪ
اي از آﻧﻬﺎ را در ﺟﺪول 10ﻣﯽ ﺑﯿﻨﯿﺪ(
ﺻﻔﺤﻪ 36از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺟﺪول -10درﺻﺪ ﺧﻠﻮص ﮔﺎزﻫﺎ ﺑﺮ اﺳﺎس اﺳﺘﺎﻧﺪارد اروﭘﺎﯾﯽ
آﻫﻨﮓ ﺟﺮﯾﺎن ﮔﺎز ) (Flow Rate
آﻫﻨﮓ ﺟﺮﯾﺎن ﮔﺎز ﺑﺮ ﺣﺴﺐ ﻟﯿﺘﺮ در واﺣﺪ زﻣﺎن ﺳﻨﺠﯿﺪه ﻣﯽ ﺷﻮد و ﺑﺎﯾﺪ ﺑﻪ ﻧﺤﻮي ﺗﻨﻈﯿﻢ ﮔﺮدد ﮐﻪ ﻋﻼوه ﺑﺮ ﻣﺤﺎﻓﻈـﺖ ﮐﺎﻣـﻞ ﺣﻮﺿـﭽﻪ ﻣـﺬاب ،ﺑﺎﻋـﺚ اﺧـﺘﻼط
ﺷﺪﯾﺪ ﻣﺬاب و ﺧﺮوج از ﺣﻮﺿﭽﻪ ﻧﺸﻮد .آﻫﻨﮓ ﺟﺮﯾﺎن ﮔﺎز ﺑﻪ ﻗﻄﺮ ﻧﺎزل و ﺷﮑﻞ ﺟﻮش ﺑﺴﺘﮕﯽ دارد .در ﺣﺎﻟﺖ ﮐﻠﯽ اﯾﻦ ﻣﻘﺪار در ﺣﺪود ﻣﻘﺎدﯾﺮ ﮐﻠﯽ
5-15 lit/ minاﺳﺖ .ﺟﺪول 11آﻫﻨﮓ ﺟﺮﯾﺎن ﮔﺎز ﺗﻘﺮﯾﺒﯽ ﺑﺮاي ﺑﺮﺧﯽ ﻓﻠﺰات را ﻧﺸﺎن ﻣﯽ دﻫﺪ.
ﺟﺪول -11آﻫﻨﮓ ﺟﺮﯾﺎن ﮔﺎز ﺑﺮاي ﺑﺮﺧﯽ ﻓﻠﺰات
ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮﯾﮑﯽ )( Electrical Characteristics
ﺗﻐﯿﯿﺮ در ﻧﻮع و ﻗﻄﺒﯿﺖ ﺟﺮﯾﺎن اﻟﮑﺘﺮﯾﮑﯽ ،اﻓﺰاﯾﺶ در ﮔﺮﻣﺎي ورودي و ﯾﺎ اﻓﺰاﯾﺶ ﺣﺠﻢ و ﻣﯿﺰان ﻓﻠﺰ ﺟﻮش رﺳﻮب داده ﺷـﺪه در واﺣـﺪ ﻃـﻮل ،ﺑﺎﻋـﺚ ﺗﻐﯿﯿـﺮ در
ﮐﯿﻔﯿﺖ ﺟﻮش ﻣﯽ ﺷﻮد .ﻫﻤﭽﻨﯿﻦ ﻣﯿﺰان ﻓﻠﺰ ﺟﻮش ﺑﺎ اﻓﺰاﯾﺶ اﻧﺪازه ﮔﺮده ﺟﻮش و ﯾﺎ ﮐﺎﻫﺶ ﻃﻮل ﺧﻂ ﺟﻮش ﺑﻪ ازاي ﻫﺮ اﻟﮑﺘﺮود ،ﻣﺘﻨﺎﺳﺐ اﺳـﺖ .ﻣﺸﺨـﺼﺎت
اﻟﮑﺘﺮﯾﮑﯽ ﺑﺮ اﺳﺎس ﺑﻨﺪ QW-409ﻣﯽ ﺑﺎﺷﺪ .ﻣﯿﺰان ﮔﺮﻣﺎي وارده از راﺑﻄﻪ زﯾﺮ ﻣﺤﺎﺳﺒﻪ ﻣﯽ ﺷﻮد :
ﺻﻔﺤﻪ 37از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻣﻮارد ﭘﯿﺸﻨﻬﺎدي ﺑﺮاي اراﺋﻪ در اﯾﻦ ﻗﺴﻤﺖ ﻋﺒﺎرﺗﻨﺪ از :
ﻧﻮع ﺟﺮﯾﺎن ،ﻗﻄﺒﯿﺖ ،آﻣﭙﺮ ،وﻟﺘﺎژ ،اﻧﺪازه و ﻧﻮع اﻟﮑﺘﺮود و ﺗﻨﮕﺴﺘﻦ ،ﻧﻮع اﻧﺘﻘﺎل ﻓﻠﺰ ﻣﺬاب ،ﺳﺮﻋﺖ ﺗﻐﺬﯾﻪ ﺳﯿﻢ ﺟﻮش
ﻧﻮع ﺟﺮﯾﺎن )(Current AC or DC
ﺑﺮﺧﯽ اﻟﮑﺘﺮودﻫﺎ ﺑﺎ ﺟﺮﯾﺎن DCو ﺑﺮﺧﯽ ﺑﺎ ﺟﺮﯾﺎن ACﻧﺘﯿﺠﻪ ﺑﻬﺘﺮي ﺑﺪﺳﺖ ﻣﯽ دﻫﻨﺪ .در ﺻﻮرت اﺳﺘﻔﺎده از ﺟﺮﯾﺎن DCذﮐﺮ ﻗﻄﺒﯿـﺖ ﻧﯿـﺰ ﻻزم اﺳـﺖ .ﺑـﺮاي
اﻧﺘﺨﺎب ﺟﺮﯾﺎن ﻣﯽ ﺗﻮان ﺑﻪ ﺗﻮﺻﯿﻪ ﺳﺎزﻧﺪﮔﺎن اﻟﮑﺘﺮود ﻣﺮاﺟﻌﻪ ﮐﺮد .ﺑﺎﯾﺪ ﺗﻮﺟﻪ داﺷﺖ ﮐﻪ ﺷﺮوع ﻗﻮس ﺑﺎ ACﻣﺸﮑﻠﺘﺮ اﺳﺖ.
ﻗﻄﺒﯿﺖ ) (Polarity
در ﺻﻮرت اﻧﺘﺨﺎب ﺟﺮﯾﺎن DCﺑﺎﯾﺪ ﻗﻄﺒﯿﺖ را ﻧﯿﺰ ﻣﺸﺨﺺ ﮐﺮد .ﻗﻄﺒﯿﺖ ﻣﯽ ﺗﻮاﻧﺪ ﻣﺴﺘﻘﯿﻢ ﯾﺎ ﻣﻌﮑﻮس ﺑﺎﺷﺪ .در ﻗﻄﺒﯿـﺖ ﻣـﺴﺘﻘﯿﻢ ،اﻟﮑﺘـﺮود ﺑـﻪ ﻗﻄـﺐ ﻣﻨﻔـﯽ و
ﻗﻄﻌﻪ ﮐﺎر ﺑﻪ ﻗﻄﺐ ﻣﺜﺒﺖ وﺻﻞ ﻣﯽ ﺷﻮد .در اﯾﻦ ﺣﺎﻟﺖ ﺑﻪ ﻋﻠﺖ ﺗﻤﺮﮐﺰ ﺣﺮارﺗﯽ ﮐﻤﺘﺮ روي اﻟﮑﺘﺮود ﻣﯿﺰان ﮐﻤﺘﺮي از اﻟﮑﺘﺮود ذوب ﺷﺪه و ﻧﻔﻮذ ﻧﯿﺰ ﮐﻤﺘﺮ ﻣـﯽﺷـﻮد
در ﻗﻄﺒﯿﺖ ﻣﻌﮑﻮس ،اﻟﮑﺘﺮود ﺑﻪ ﻗﻄﺐ ﻣﺜﺒﺖ و ﻗﻄﻌﻪ ﮐﺎر ﺑﻪ ﻗﻄﺐ ﻣﻨﻔﯽ وﺻﻞ ﻣﯽ ﺷﻮد و اﯾﻦ ﺑﺎﻋﺚ ﺗﻤﺮﮐﺰ ﺣﺮارت روي اﻟﮑﺘﺮود ،ذوب و ﻧﻔﻮذ ﺑﯿـﺸﺘﺮ ﻣـﯽ ﮔـﺮدد
ﻋﻼﺋﻢ اﺧﺘﺼﺎري زﯾﺮ ﻗﻄﺒﯿﺖ را ﻧﺸﺎن ﻣﯽ دﻫﻨﺪ.
اﻟﻒ( اﺗﺼﺎل اﻟﮑﺘﺮود ﺑﻪ ﻗﻄﺐ ﻣﺜﺒﺖ در ﺟﺮﯾﺎن : DC
DCEP: Direct Current Electrode Positive
DCRP: Direct Current Reverse Polarity
ب( اﺗﺼﺎل اﻟﮑﺘﺮود ﺑﻪ ﻗﻄﺐ ﻣﻨﻔﯽ در ﺟﺮﯾﺎن : DC
DCEN: Direct Current Electrode Negative
DCSP: Direct Current Straight Polarity
ﺷﺪت ﺟﺮﯾﺎن ) )(Amps ( Range
ﺑﺴﺘﻪ ﺑﻪ ﻧﻮع ﻓﺮآﯾﻨﺪ ،ﻗﻄﺮ اﻟﮑﺘﺮود ،ﺳﺮﻋﺖ ﺣﺮﮐﺖ ،ﻣﯿﺰان ﻧﻔﻮذ و ....ﺷﺪت ﺟﺮﯾﺎن ﺗﻌﯿﯿﻦ ﻣﯽ ﺷﻮد .ﻣﯽ ﺗﻮان ﮔﻔﺖ ﺑﺼﻮرت ﺳﺮاﻧﮕـﺸﺘﯽ در ﻓﺮآﯾﻨـﺪ SMAWﺑـﻪ
ازاي ﻫﺮ 1ﻣﯿﻠﯿﻤﺘﺮ از ﻗﻄﺮ اﻟﮑﺘﺮود ﺣﺪود 45 -30آﻣﭙﺮ ﺟﺮﯾﺎن ﻣﻮرد ﻧﯿﺎز اﺳﺖ).ﺟﺪاول 12و 13ﺑﻪ ﻋﻨﻮان راﻫﻨﻤﺎ اراﺋﻪ ﺷﺪه اﻧﺪ(
GTAW
)Tungsten Size (mm )Current(A )Volts(v )Travel Speed (Cm/min.
1 50-80 7-13 5-10
1.6 60-140 7-13 5-10
2.4 80-160 7-13 5-10
3.2 150-300 7-13 5-10
4.0 250-500 7-13 5-10
ﺟﺪول -12ﺷﺪت ﺟﺮﯾﺎن اﻟﮑﺘﺮﯾﮑﯽ ﻣﻮرد اﺳﺘﻔﺎده
ﺻﻔﺤﻪ 38از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
SMAW
Travel Speed
Position Diameter Polarity )Current(A )Volts(v
)(Cm/min.
2.5 80-120 16-20 10-20
& Flat 3.2 AC or 110-150 18-22 10-20
Horizontal DCRP
4.0 150-200 19-25 10-20
5.0 200-250 19-25 10-20
& Vertical 2.5 AC or 80-100 16-20 8-13
Overhead 3.2 DCRP 80-120 18-22 8-13
4.0 100-160 19-25 8-13
5.0 160-220 19-25 8-13
ﺟﺪول -13ﺷﺪت ﺟﺮﯾﺎن اﻟﮑﺘﺮﯾﮑﯽ ﻣﻮرد اﺳﺘﻔﺎده
وﻟﺘﺎژ ))(Volts ( Range
وﻟﺘﺎژ دﺳﺘﮕﺎه ﻣﻌﻤﻮﻻً ﺑﺼﻮرت ﻣﺪار ﺑﺎز اﻧﺪازه ﮔﯿﺮي ﻣﯽ ﺷﻮد .دﺳﺘﮕﺎه ﻫﺎي ﺟﻮﺷﮑﺎري دﺳﺘﯽ در اﻗﺴﺎم ﻣﺨﺘﻠﻒ 20-24وﻟﺖ و 50-60وﻟﺖ ﻣﻮﺟﻮد ﻣـﯽ ﺑﺎﺷـﻨﺪ
دﺳﺘﮕﺎه ﻫﺎي ﺟﻮﺷﮑﺎري زﯾﺮ ﭘﻮدري ﻧﯿﺰ درﻫﻤﯿﻦ وﻟﺘﺎژ ﮐﺎر ﻣﯽ ﮐﻨﻨﺪ ) 30-40وﻟﺖ ( .در ﺣﯿﻦ ﺟﻮﺷﮑﺎري ﺑﺎ ﮐﻮﺗﺎه و ﺑﻠﻨﺪ ﺷﺪن ﻗﻮس ،وﻟﺘﺎژ ﺗﻐﯿﯿـﺮ ﻣـﯽ ﮐﻨـﺪ .در
ﺟﺪول 14ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮﯾﮑﯽ و ﻓﻨﯽ ﻣﻨﺒﻊ ﺗﻐﺬﯾﻪ ﻫﺎي ﻣﺨﺘﻠﻒ ﻣﻮرد اﺳﺘﻔﺎده در ﺟﻮﺷﮑﺎري را ﻣﻼﺣﻈﻪ ﻣﯽ ﮐﻨﯿﺪ.
ﺻﻔﺤﻪ 39از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺟﺪول -14ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮﯾﮑﯽ و ﻓﻨﯽ ﻣﻨﺒﻊ ﺗﻐﺬﯾﻪ ﻫﺎي ﻣﺨﺘﻠﻒ ﻣﻮرد اﺳﺘﻔﺎده
اﻧﺪازه و ﻧﻮع اﻟﮑﺘﺮود ﺗﻨﮕﺴﺘﻦ ) (Tungsten Electrode Size and Type
در ﻓﺮآﯾﻨﺪ ،GTAWاﻟﮑﺘﺮود ﺗﻨﮕﺴﺘﻦ ﻣﺼﺮف ﻧﺸﺪﻧﯽ اﺳﺖ .اﯾﻦ اﻟﮑﺘﺮود ﺑـﺎ ﺗﻮﺟـﻪ ﺑـﻪ ﻧﻘﻄـﻪ ذوب ﺑـﺎﻻ ،در ﺣـﯿﻦ ﺟﻮﺷـﮑﺎري ذوب ﻧﻤـﯽ ﺷـﻮد .اﻟﮑﺘﺮودﻫـﺎي
ﺗﻨﮕﺴﺘﻦ ﺑﻪ ﺳﻪ ﮔﺮوه ﺗﻘﺴﯿﻢ ﻣﯽ ﺷﻮﻧﺪ :
ﺗﻨﮕﺴﺘﻦ ﺧﺎﻟﺺ ،ﺗﻨﮕﺴﺘﻦ -زﯾﺮﮐﻮﻧﯿﻮم ،ﺗﻨﮕﺴﺘﻦ -ﺗﻮرﯾﻢ .ﻣﺘﺪاوﻟﺘﺮﯾﻦ اﻟﮑﺘﺮود ﻣﺼﺮﻓﯽ ﺑﺮاي ﻓﻮﻻد ﻫﺎ ،اﻟﮑﺘﺮود ﺗﻨﮕﺴﺘﻦ -ﺗﻮرﯾﻢ اﺳﺖ ﮐﻪ در آن 0.8ﺗـﺎ 2.2
درﺻﺪ ﺗﻮرﯾﻢ ﺑﻪ ﺗﻨﮕﺴﺘﻦ اﺿﺎﻓﻪ ﺷﺪه اﺳﺖ .ﺗﻮرﯾﻢ ﺑﺎﻋﺚ ﺑﺮﻗﺮار ﺷﺪن آﺳﺎن ﺗﺮ ﻗﻮس ﻣﯽ ﺷﻮد .ﻗﻄﺮ اﻟﮑﺘﺮود ﺗﻨﮕﺴﺘﻦ ﺑﺮ اﺳﺎس ﺷﺮاﯾﻂ ﮐﺎري ﺗﻌﯿﯿﻦ ﻣﯽ ﺷﻮد
) در اﯾﻦ ﻣﻮرد ﻣﯽ ﺗﻮاﻧﯿﺪ ﺑﻪ اﺳﺘﺎﻧﺪاردﻫﺎي AWS A 5.12ﯾﺎ EN 26848ﻣﺮاﺟﻌﻪ ﮐﻨﯿـﺪ( .ﺟـﺪول 15ﺑﺮﺧـﯽ ﻣﺸﺨـﺼﺎت اﯾـﻦ ﻧـﻮع اﻟﮑﺘﺮودﻫـﺎ را ﻧـﺸﺎن
ﻣﯽدﻫﺪ.
ﺟﺪول -15ﻣﺸﺨﺼﺎت اﻟﮑﺘﺮودﻫﺎي ﺗﻨﮕﺴﺘﻨﯽ
ﺻﻔﺤﻪ 40از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻧﻮع اﻧﺘﻘﺎل ﻓﻠﺰ ﻣﺬاب ﺑﺮاي (Mode of Metal Transfer for GMAW) GMAW
در ﺟﻮﺷﮑﺎري ، GMAWﺷﺪت ﺟﺮﯾﺎن و ﺗﺮﮐﯿﺐ ﮔﺎز ﻣﺤﺎﻓﻆ ﺑﺮ روي روش اﻧﺘﻘﺎل ﻓﻠﺰ ﻣﺬاب ﺗﺎﺛﯿﺮ ﻣﯽ ﮔﺬارد .روﺷﻬﺎي اﻧﺘﻘﺎل ﻓﻠﺰ ﻣﺬاب ﻋﺒﺎرﺗﻨﺪ از :
اﺗﺼﺎل ﮐﻮﺗﺎه ) ، (Short Circuitingاﻓﺸﺎﻧﮑﯽ ) ، (Sprayﻗﻄﺮه اي) (Globularو ...
ﻻزم ﺑﻪ ذﮐﺮ اﺳﺖ در اﻧﺘﻘﺎل ﻓﻠﺰ ﺑﻪ روش اﻓﺸﺎﻧﮑﯽ ،ﺣﺮارت ﺑﯿﺸﺘﺮي ﺑﻪ ﻓﻠﺰ اﻧﺘﻘﺎل ﯾﺎﻓﺘﻪ و ﻧﻔﻮذ ﺑﯿﺸﺘﺮ ﻣﯽ ﺷﻮد وﻟﯽ در روش اﺗﺼﺎل ﮐﻮﺗـﺎه ﺣـﺮارت ﮐﻤﺘـﺮي ﺑـﻪ
ﻓﻠﺰ ﭘﺎﯾﻪ اﻋﻤﺎل ﺷﺪه و ﻟﺬا ﻓﻠﺰات ﻧﺎزﮐﺘﺮ را در ﻫﻤﻪ وﺿﻌﯿﺖ ﻫﺎ ﺑﺎ اﯾﻦ روش اﻧﺘﻘﺎل ﻣﯽ ﺗـﻮان ﺟـﻮش داد .ﺑـﺎ اﺳـﺘﻔﺎده از آرﮔـﻮن و ﯾـﺎ ﮔـﺎز ﻣﺨﻠـﻮﻃﯽ ﮐـﻪ درﺻـﺪ
ﺑﯿﺸﺘﺮي آرﮔﻮن دارد و ﺷﺪت ﺟﺮﯾﺎن ﺑﺎﻻﺗﺮ ،اﻧﺘﻘﺎل ﻓﻠﺰ ﺑﺼﻮرت اﻓﺸﺎﻧﮑﯽ ﺧﻮاﻫﺪ ﺑﻮد ﺑﺎ ﮐﺎﻫﺶ ﺷﺪت ﺟﺮﯾﺎن در ﻫﻤﯿﻦ ﺷﺮاﯾﻂ اﻧﺘﻘـﺎل ﺑـﺼﻮرت ﻗﻄـﺮه اي ﺧﻮاﻫـﺪ
ﺑﻮد .
در ﭘﺎﺋﯿﻦ ﺗﺮﯾﻦ ﺣﺪ ﻣﺤﺪوده ﺷﺪت ﺟﺮﯾﺎن و ﻗﻄﺮ اﻟﮑﺘﺮود ،ﺣﺎﻟﺖ اﺗﺼﺎل ﮐﻮﺗﺎه ﺣﺎﮐﻢ اﺳﺖ .ﮐﻤﺘﺮﯾﻦ ﺷﺪت ﺟﺮﯾـﺎﻧﯽ ﮐـﻪ در آن اﻧﺘﻘـﺎل اﻓـﺸﺎﻧﮑﯽ رخ ﻣـﯽ دﻫـﺪ را
ﺷﺪت ﺟﺮﯾﺎن اﻧﺘﻘﺎﻟﯽ ﻣﯽ ﻧﺎﻣﻦ .در زﯾﺮ اﯾﻦ ﺷﺪت ﺟﺮﯾﺎن ﺗﻌﺪاد ﻗﻄﺮات در واﺣﺪ زﻣﺎن ﮐﻢ واﻧﺪازه ﻗﻄﺮات ﺑﺰرگ اﺳﺖ .در ﺑﺎﻻﺗﺮ از اﯾﻦ ﺣﺪ ﻗﻄﺮات ﺑﺴﯿﺎر ﮐﻮﭼﮏ
و ﺗﻌﺪاد ﻗﻄﺮات در واﺣﺪ زﻣﺎن زﯾﺎد اﺳﺖ .ﺷﮑﻞ 25اﻧﻮاع اﯾﻨﻬﺎ را ﻧﺸﺎن ﻣﯽ دﻫﺪ.
ﺷﮑﻞ - 25روﺷﻬﺎي ﻣﺨﺘﻠﻒ اﻧﺘﻘﺎل ﻓﻠﺰ ﻣﺬاب
ﺳﺮﻋﺖ ﺗﻐﺬﯾﻪ ﺳﯿﻢ ﺟﻮش ) (Eloctrode Wire Feed Speed Range
در اﯾﻦ ﻗﺴﻤﺖ ﺳﺮﻋﺖ ﺗﻐﺬﯾﻪ ﺳﯿﻢ ﺟﻮش ﺑﻪ ﺣﻮﺿﭽﻪ ﻣﺬاب ﺗﻌﯿﯿﻦ ﻣﯽ ﺷﻮد.
ﺗﮑﻨﯿﮏ و روش ﮐﺎر )(Technique
ﻧﮑﺎت ﺗﮑﻨﯿﮑﯽ روش ﺟﻮﺷﮑﺎري ﺑﺮ اﺳﺎس QW-410ﻣﯽ ﺑﺎﺷﻨﺪ .ﻣﻮارد ﭘﯿﺸﻨﻬﺎدي ﺑﺮاي اراﺋﻪ در اﯾﻦ ﺑﺨﺶ ﻋﺒﺎرﺗﻨﺪ از :
.1ﮔﺮده ) ﻣﻬﺮه ( ﺟﻮش ﻧﻮاري ﯾﺎ ﻣﻮﺟﯽ )ﺑﺎﻓﺘﻪ اي (
.2اﻧﺪازه ﮐﻼﻫﮏ ﯾﺎ ﻧﺎزل ﻋﺒﻮر ﮔﺎز
.3ﺗﻤﯿﺰ ﮐﺎري اوﻟﯿﻪ و ﺑﯿﻦ ﭘﺎﺳﯽ
.4روش ﺑﺮداﺷﺘﻦ ﭘﺸﺖ ﺟﻮش
.5ﻧﻮﺳﺎن
.6ﻣﺤﺪوده ﻓﺎﺻﻠﻪ ﺗﻤﺎس ﻟﻮﻟﻪ ﺑﺎ ﮐﺎ ر
.7ﺟﻮش ﺗﮏ ﭘﺎﺳﻪ ﯾﺎ ﭼﻨﺪ ﭘﺎﺳﻪ در ﻫﺮ ﻃﺮف
.8اﻟﮑﺘﺮود ﻫﺎي ﺗﮑﯽ ﯾﺎ ﭼﻨﺪ ﺗﺎﯾﯽ
.9ﺳﺮﻋﺖ ﺟﻮﺷﮑﺎري
.10ﭼﮑﺶ ﮐﺎري
ﺻﻔﺤﻪ 41از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻣﻬﺮه ﺟﻮش ﻧﻮاري ﯾﺎ ﺑﺎﻓﺘﻪ اي ) (String or Weave Bead
در اﯾﻦ ﻗﺴﻤﺖ ﺷﮑﻞ ﮔﺮده ) ﻣﻬﺮه ( ﻣﻮرد ﻧﻈﺮ ذﮐﺮ ﻣﯽ ﺷﻮد .در ﻣﻮارد ي ﮐﻪ ﮔﺮده ﻫﺎي ﻧﺎزك ﮐﺎﻓﯽ ﺑﺎﺷﺪ و ﯾﺎ ﮐﻤﺘـﺮﯾﻦ ﺣـﺮارت وارده ﺑـﻪ ﻗﻄﻌـﻪ ﻻزم اﺳـﺖ ،از
ﮔﺮده ﻫﺎي ﻧﻮاري اﺳﺘﻔﺎده ﻣﯽ ﺷﻮد زﯾﺮا ﺳﺮﻋﺖ ﺣﺮﮐﺖ دﺳﺖ در اﯾﻦ ﺗﮑﻨﯿﮏ ﺑﯿﺸﺘﺮ اﺳﺖ .ﮔﺮده ﻫﺎي ﺑﺎﻓﺘﻪ اي ﺑﻪ اﺷﮑﺎل ﮔﺮدﺷـﯽ ،ﻫﻼﻟـﯽ 8 ،اﺟـﺮا ﻣـﯽﺷـﻮد.
)ﺷﮑﻞ 26را ﺑﺒﯿﻨﯿﺪ(
ﺷﮑﻞ - 26اﺷﮑﺎل ﻣﺨﺘﻠﻒ ﺷﮑﻞ ﮔﺮده ﺟﻮش
ﺳﺎﯾﺰ ﮐﻼﻫﮏ ﯾﺎ ﻧﺎزل ﻋﺒﻮر ﮔﺎز ) (Orifice or Gas Cup Size
در ﻓﺮآﯾﻨﺪ ﻫﺎي ﺟﻮﺷﮑﺎري ﺑﺎ ﮔﺎز ﻣﺤﺎﻓﻆ ،اﺷﺎره ﺑﻪ ﻣﻮرد ﻓﻮق ﺿﺮوري اﺳﺖ .
ﺗﻤﯿﺰ ﮐﺎري اوﻟﯿﻪ و ﺑﯿﻦ ﭘﺎﺳﯽ ) ﺑﺮس زدن ،ﺳﻨﮓ زدن و (Initial and Interpass Cleaning (Brushing , Grinding,…)(.....
ﺗﻤﯿﺰ ﮐﺮدن ﺳﻄﺢ ﻗﺒﻞ از اﻧﺠﺎم ﺟﻮﺷﮑﺎر ي ﺳﻄﺢ ﻗﺒﻞ از اﻧﺠﺎم ﺟﻮﺷﮑﺎري ﻣﺎﻧﻨﺪ زدودن زﻧﮕﺎرﻫﺎ ) اﮐﺴﯿﺪﻫﺎ ( ،ﭼﺮﺑـﯽ و ﮐﺜﯿﻔـﯽ ﻗﻄﻌـﻪ ،ﺑﺎﻋـﺚ اﻓـﺰاﯾﺶ ﮐﯿﻔﯿـﺖ
ﺟﻮش ﻣﯽ ﺷﻮد .ﻫﻤﭽﻨﯿﻦ در ﺣﯿﻦ ﻋﻤﻠﯿﺎت ﺟﻮﺷﮑﺎري ﭼﻨﺪ ﭘﺎﺳﻪ و در اﺗﻤﺎم ﮐﺎر ،ﺗﻤﯿﺰ ﮐﺮدن ﺳﻄﺢ اﻋﻢ از ﭘﺎك ﮐﺮدن ﺳﺮﺑﺎره و ...ﺑﺎﻋﺚ ﮐﺎﻫﺶ و ﺣـﺬف ﻋﯿـﻮب
ﺟﻮش ﻧﻈﯿﺮ ﺳﺮﺑﺎره ﺣﺒﺲ ﺷﺪه در ﻣﺬاب ﺧﻮاﻫﺪ ﺷﺪ.
روش ﺑﺮداﺷﺘﻦ ﭘﺸﺖ ﺟﻮش ) (Method of Back Gouging
در ﺻﻮرت ﻧﯿﺎز ﺑﻪ ﺟﻮﺷﮑﺎري از ﭘﺸﺖ ﺟﻮش ،ﻻزﻣﺴﺖ ﺗﺎ اﺑﺘﺪا اوﻟﯿﻦ ﭘﺎس ﺟﻮش ،از ﭘﺸﺖ اﺗﺼﺎل ﺗﻮﺳﻂ ﯾﮑﯽ از روﺷﻬﺎي زﯾﺮ ﺑﺮداﺷﺘﻪ ﺷﻮد :
اﻟﻒ ( ﻗﻮس ﺣﺎﺻﻞ از اﻟﮑﺘﺮود ﮐﺮﺑﻨﯽ Electric Arc gouging
Oxyfuel gouging ب( ﺑﺮداﺷﺘﻦ ﺑﻮﺳﯿﻠﻪ ﺷﻌﻠﻪ اﮐﺴﯽ اﺳﺘﯿﻠﻦ
Grinding and Chipping پ( ﺳﻨﮓ زدن ﯾﺎ ﺑﺮاده ﺑﺮداري
ﻧﻮﺳﺎن )(Oscillation
ﭘﺎراﻣﺘﺮﻫﺎي ﻣﻮﺛﺮ ﺑﺮ ﺣﺮﮐﺖ ﻧﻮﺳﺎﻧﯽ اﻟﮑﺘﺮود در ﻓﺮآﯾﻨﺪﻫﺎي ﺧﻮدﮐﺎر در اﯾﻦ ﻗﺴﻤﺖ ﻋﻨﻮان ﻣﯽ ﮔﺮدﻧـﺪ .ﻋـﺮض ﺣﺮﮐـﺖ ﻧﻮﺳـﺎﻧﯽ ،ﺗـﻮاﺗﺮ ﯾـﺎ ﻓﺮﮐـﺎﻧﺲ ﺣﺮﮐـﺖ و ...
ﻣﺴﺎﺋﻞ ﻗﺎﺑﻞ ﻃﺮح ﻣﯽ ﺑﺎﺷﻨﺪ.
ﺻﻔﺤﻪ 42از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻣﺤﺪوده ﻓﺎﺻﻠﻪ ﺗﻤﺎس ﻟﻮﻟﻪ ﺑﺎ ﮐﺎر)(Contact Tube toWork Distance
ﺗﻨﻬﺎ ﺑﺮاي ﻓﺮآﯾﻨﺪﻫﺎي GMAWو SAWﻗﺎﺑﻞ ذﮐﺮ ﺑﻮده و ﻋﺒﺎرﺗﺴﺖ از ﻓﺎﺻﻠﻪ ﺑﯿﻦ ﻧﺎزل ﻧﮕﻬﺪارﻧﺪه اﻟﮑﺘﺮود ﺑﺎ ﻗﻄﻌـﻪ ﮐـﺎر .در ﺑﺮﺧـﯽ ﻣﺮاﺟـﻊ آﻧـﺮا ﺑـﺎ ESO
ﻧﻤﺎﯾﺶ ﻣﯽ دﻫﻨﺪ ﮐﻪ ﮐﻮﺗﺎه ﺷﺪه ﻋﺒﺎرت Electrical Stick-Outاﺳﺖ .ﺑﺮﺧﯽ ﻣﺮاﺟﻊ ﻧﯿﺰ آﻧﺮا ﺑﺎ TWDﯾﺎد ﻣﯽ ﮐﻨﻨﺪ ﮐﻪ از ﻋﺒﺎرت ﻓﺎﺻﻠﻪ ﻧﺎزل ﺗﺎ ﻗﻄﻌـﻪ ﮐـﺎر
Tip to Work Distanceﮔﺮﻓﺘﻪ ﺷﺪه اﺳﺖ).ﺑﻪ ﺷﮑﻞ 27رﺟﻮع ﮐﻨﯿﺪ(
ﺷﮑﻞ -27ﻣﺤﺪوده ﻓﺎﺻﻠﻪ ﺗﻤﺎس ﻟﻮﻟﻪ ﺑﺎ ﮐﺎر
ﺟﻮش ﺗﮏ ﭘﺎﺳﻪ ﯾﺎ ﭼﻨﺪ ﭘﺎﺳﻪ در ﻫﺮ ﻃﺮف))( Multiple or Single Pass(per side
در ﺻﻮرﺗﯿﮑﻪ ﻫﺮ ﻃﺮف از ﻃﺮح ﭘﺦ ﻧﯿﺎز ﺑﻪ ﯾﮏ ﯾﺎ ﭼﻨﺪ ﭘﺎس ﺟﻮش داﺷﺘﻪ ﺑﺎﺷﺪ در اﯾﻦ ﻗﺴﻤﺖ درج ﻣﯽ ﺷﻮد.
اﻟﮑﺘﺮودﻫﺎي ﭼﻨﺪ ﺗﺎﯾﯽ ﯾﺎ ﺗﮑﯽ )(Multiple or Single Electrode
در ﻓﺮآﯾﻨﺪﻫﺎﯾﯽ ﻧﻈﯿﺮ SAWاﺳﺘﻔﺎده از ﭼﻨﺪ اﻟﮑﺘﺮود ﻧﺎزك ﺑﻪ ﺻﺮﻓﻪ ﺗﺮ و ﺑﺎﻋﺚ اﻓﺰاﯾﺶ آﻫﻨﮓ رﺳﻮب ﻧﺴﺒﺖ ﺑﻪ ﯾﮏ اﻟﮑﺘﺮود ﺿﺨﯿﻢ ﻣﯽ ﺷـﻮد .در ﺑﺮﺧـﯽ ﻣـﻮارد
از اﻟﮑﺘﺮودﻫﺎي ﺻﻔﺤﻪ اي ﻧﯿﺰ ﺑﺮاي ﭘﻮﺷﺶ دادن ﺳﻄﻮح ﺑﺰرگ اﺳﺘﻔﺎده ﺷﺪه اﺳﺖ.
داﻣﻨﻪ ﺳﺮﻋﺖ ﺣﺮﮐﺖ ))(Travel Speed(range
اﯾﻦ ﭘﺎراﻣﺘﺮ ﺑﻮﯾﮋه در ﺟﻮﺷﮑﺎري ﺧﻮدﮐﺎر اﻫﻤﯿﺖ دارد.
ﮐﻮﺑﯿﺪن ﯾﺎ ﭼﮑﺶ زﻧﯽ )(Peening
ﮐﻮﺑﯿﺪن ﯾﺎ ﭼﮑﺶ زﻧﯽ ﻣﯽ ﺗﻮاﻧﺪ ﺑﺮاي ﺣﺬف ﺗﻨﺸﻬﺎي ﺑﺎﻗﯿﻤﺎﻧﺪه در ﺟﻮش ﺑﻪ ﮐﺎر رود اﻣﺎ ﺑﺮﺧﯽ اﺳﺘﺎﻧﺪاردﻫﺎ و دﺳﺘﻮراﻟﻌﻤﻠﻬﺎي ﻓﻨﯽ اﺟﺎزه اﯾـﻦ ﮐـﺎر را ﺑـﺮاي ﭘـﺎس
رﯾﺸﻪ و ﭘﺎس آﺧﺮ ﺑﻪ دﻟﯿﻞ اﻣﮑﺎن اﯾﺠﺎد ﻋﯿﻮب ﻧﻤﯽ دﻫﻨﺪ.
ﺻﻔﺤﻪ 43از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻧﮑﺎت ﻻزم در ﻧﻮﺷﺘﻦ WPS
آﻧﭽﻪ ﺗﺎ ﮐﻨﻮن اراﺋﻪ ﺷﺪ ،ﺗﺸﺮﯾﺢ و ﻧﺤﻮه ﺗﻨﻈﯿﻢ ﯾﮏ WPSدر ﺣﺎﻟﺖ ﮐﻠﯽ ﺑﻮد .ﺑﺮ اﺳﺎس اﺳﺘﺎﻧﺪارد ASMEدر ﻫـﺮ ﻓﺮاﯾﻨـﺪ ،ﻣﺘﻐﯿﺮﻫـﺎي ﻣﻮﺟـﻮد ﺑـﻪ ﺳـﻪ دﺳـﺘﻪ
ﺗﻘﺴﯿﻢ ﻣﯽ ﺷﻮﻧﺪ:
.aﻣﺘﻐﯿﺮ ﻫﺎي اﺳﺎﺳﯽ
.bﻣﺘﻐﯿﺮ ﻫﺎي ﺗﮑﻤﯿﻠﯽ
.cﻣﺘﻐﯿﺮ ﻫﺎي ﻏﯿﺮ اﺳﺎﺳﯽ
ﻣﺘﻐﯿﺮ ﻫﺎي اﺳﺎﺳﯽ ) : ( Essential Variablesﻣﺘﻐﯿﺮ ﻫﺎﯾﯽ ﻫﺴﺘﻨﺪ ﮐﻪ ﺗﻐﯿﯿﺮ در آﻧﻬﺎ ﺑﺎﻋﺚ ﻧﻮﺷﺘﻦ ﯾﮏ WPSﯾﺎ PQRﺟﺪﯾﺪ ﻣﯽ ﺷﻮد .
ﻣﺘﻐﯿﺮ ﻫﺎي ﺗﮑﻤﯿﻠﯽ ) : (Supplementary Essential Variablesاﯾﻦ ﻣﺘﻐﯿﺮ ﻫﺎ در ﺻﻮرﺗﯽ ﺑﺎﻋﺚ ﻧﻮﺷﺘﻦ ﯾﮏ WPSﯾﺎ PQRﺟﺪﯾﺪ ﻣﯽ ﺷﻮﻧﺪ ﮐﻪ در
ﻣﺸﺨﺼﺎت ﻓﻨﯽ اﺷﺎره اي ﺑﻪ آزﻣﻮن ﺿﺮﺑﻪ ﺟﻬﺖ ﺗﻌﯿﯿﻦ ﮐﯿﻔﯿﺖ ﺷﺪه ﺑﺎﺷﺪ .
ﻣﺘﻐﯿﺮ ﻫﺎي ﻏﯿﺮ اﺳﺎﺳﯽ ) : ( Nonessential Variablesﻣﺘﻐﯿﺮ ﻫﺎﯾﯽ ﮐﻪ ﺗﻐﯿﯿﺮ آﻧﻬﺎ ﺑﺎﻋﺚ ﻧﻮﺷﺘﻦ ﯾﮏ WPSﯾﺎ PQRﺟﺪﯾﺪ ﻧﻤﯽ ﺷﻮد .
ﺑﺮ اﺳﺎس ﮐﺪ ASME Sec.IXﻣﺘﻐﯿﺮﻫﺎي ﻣﺨﺘﻠﻒ ﻫﺮ ﻓﺮآﯾﻨﺪ در ﺑﻨﺪﻫﺎي QW-252ﺗﺎ QW-262ذﮐﺮ ﺷﺪه اﻧﺪ.
در اﺑﺘﺪا ﭼﻨﯿﻦ ﺑﻪ ﻧﻈﺮ ﻣﯽ رﺳﺪ ﮐﻪ ﺑﺮاي ﻫﺮ ﺷﮑﻞ اﺗﺼﺎل ﺑﺎﯾﺪ ﯾﮏ WPSﻣﺠﺮا ﻧﻮﺷﺖ اﻣﺎ ﺑﺎ اﺳﺘﻔﺎده از ﻣﺘﻐﯿﺮ ﻫﺎي اﺳﺎﺳﯽ ﻣﯽ ﺗﻮان ﭼﻨﺪﯾﻦ ﻃـﺮح اﺗـﺼﺎل را در
ﯾﮏ WPSﮔﻨﺠﺎﻧﺪ .ﻟﺬا ﻣﯽ ﺗﻮان ﮔﻔﺖ اﺳﺘﻔﺎده از ﻣﺘﻐﯿﺮ ﻫﺎ ي اﺳﺎﺳﯽ و ﺗﮑﻤﯿﻠﯽ ﺑﺎﻋﺚ ﮐﺎﻫﺶ ﺗﻌﺪاد PQRو WPSﻫﺎي ﻻزم و ﻣـﻮرد اﺳـﺘﻔﺎده ﺑـﺮاي ﯾـﮏ
ﭘﺮوژه ﻣﯽ ﮔﺮدد.
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري اﺳﺘﺎﻧﺪارد )(Standard WPSs
اﺳﺘﺎﻧﺪاردﻫﺎي ﻣﺨﺘﻠﻔﯽ ﺑﺮاي ﮐﻨﺘﺮل ﮐﯿﻔﯽ و ﭼﮕﻮﻧﮕﯽ اﺟﺮاي ﻋﻤﻠﯿﺎت ﺟﻮﺷﮑﺎري وﺟﻮد دارد .اﻣﺎ ﺗﻘﺮﯾﺒﺎ ﺗﻤـﺎﻣﯽ ﮐـﺪﻫﺎ و اﺳـﺘﺎﻧﺪاردﻫﺎي ﻣﻮﺟـﻮد اﺟـﺮاي ﻋﻤﻠﯿـﺎت
ﺟﻮﺷﮑﺎري را ﺑﺮ اﺳﺎس ﯾﮏ دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري ) (WPSﺗﺎﯾﯿﺪ ﺷﺪه اﻟﺰام ﮐﺮده اﻧﺪ .ﻫﺮ اﺗﺼﺎل ﺑﺎﯾﺪ داراي ﯾﮏ WPSو ﻫﺮ ﯾﮏ ﯾـﺎ ﭼﻨـﺪ WPSﺑﺎﯾـﺪ ﺑـﺮ
اﺳﺎس اﻟﺰاﻣﺎت ﮐﺪ ﻣﺮﺑﻮﻃﻪ داراي ﯾﮏ PQRﺑﺎﺷﻨﺪ .از ﻃﺮﻓﯽ ﺗﺪوﯾﻦ ﯾﮏ PQRداراي ﻣﺮاﺣﻞ ﻣﺨﺘﻠﻔﯽ اﺳﺖ ﮐﻪ ﮐﺎري زﻣـﺎن ﺑـﺮ و ﭘـﺮ ﻫﺰﯾﻨـﻪ ﻣـﯽ ﺑﺎﺷـﺪ .از
ﺗﻮﺿﯿﺤﺎت اراﺋﻪ ﺷﺪه ﭼﻨﯿﻦ اﺳﺘﻨﺒﺎط ﻣﯽ ﺷﻮد ﮐﻪ ﺗﺪوﯾﻦ ﻣﺴﺘﻨﺪات ﺟﻮﺷﮑﺎري ﮐﺎري دﺷﻮار اﺳﺖ ﮐﻪ در ﺑﺴﯿﺎري ﻣﻮارد ﭼﻨﯿﻦ ﻧﯿﺰ ﻫﺴﺖ!!.
ﺑﻪ ﻫﻤﯿﻦ ﻣﻨﻈﻮر ﺑﺮﺧﯽ ﻣﻮﺳﺴﺎت اﺳﺘﺎﻧﺪارد اﻗﺪام ﺑﻪ اراﺋﻪ راﻫﮑﺎرﻫﺎﯾﯽ ﺟﻬﺖ ﮐﺎﺳﺘﻦ از اﯾﻦ ﻣﺸﮑﻼت ﻧﻤﻮده اﻧﺪ .از ﺟﻤﻠﻪ اﯾـﻦ راﻫﮑﺎرﻫـﺎ ﺗـﺪوﯾﻦ دﺳـﺘﻮراﻟﻌﻤﻠﻬﺎي
ﺟﻮﺷﮑﺎري از ﻗﺒﻞ ﺗﺎﯾﯿﺪ ﺷﺪه) (PreQualified WPSsدر ﺑﺮﺧﯽ ﮐﺪﻫﺎ ﻣﺎﻧﻨﺪ AWS D1.1اﺳﺖ ﮐﻪ ﻣﺼﺎرف ﻣﺸﺨﺺ و ﻣﺤﺪود ﺑﻪ ﮐـﺎرﺑﺮد ﮐـﺪ ﻣﺮﺑﻮﻃـﻪ را
دارﻧﺪ .راﻫﮑﺎر دﯾﮕﺮي ﮐﻪ ﻣﺼﺮف ﮔﺴﺘﺮده ﺗﺮي دارد اﻧﺘﺸﺎر WPSﻫﺎي اﺳﺘﺎﻧﺪارد ﻣﯽ ﺑﺎﺷﺪ .ﺑﺪﯾﻦ ﺗﺮﺗﯿﺐ ﮐﻪ ﺳﺎزﻣﺎن AWSﺑﺮ اﺳﺎس ﻣﯿـﺰان ﮐـﺎرﺑﺮد ،ﮐـﺪﻫﺎﯾﯽ
را ﺗﺪوﯾﻦ ﻧﻤﻮده ﮐﻪ ﺷﺎﻣﻞ اﻃﻼﻋﺎت و ﭘﺎراﻣﺘﺮﻫﺎي دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮش ﺑﺮاي ﻣﻮارد ﭘﺮﮐﺎرﺑﺮد ﻣﯿﺒﺎﺷﺪ .اﯾﻦ ﮐﺪﻫﺎ ﺑﺮ اﺳﺎس ﻧﻮع ﻣﺎده ،ﻓﺮآﯾﻨﺪ ﺟﻮﺷـﮑﺎري ،ﺿـﺨﺎﻣﺖ
ﻗﻄﻌﻪ و اﻟﮑﺘﺮود ﻣﺼﺮﻓﯽ دﺳﺘﻪ ﺑﻨﺪي ﺷﺪه اﻧﺪ .ﺑﺮاي ﻫﺮ ﯾﮏ از WPSﻫﺎي اﺳﺘﺎﻧﺪارد ﻧﯿﺰ PQRﻻزم وﺟـﻮد داﺷـﺘﻪ و ﺷـﻤﺎره آن در ﮐـﺪ ﻣﺮﺑﻮﻃـﻪ آﻣـﺪه اﺳـﺖ.
ﺑﻨﺎﺑﺮاﯾﻦ در ﺻﻮرﺗﯿﮑﻪ ﭘﺎراﻣﺘﺮﻫﺎي WPSﺗﺪوﯾﻦ ﺷﺪه ﺗﻮﺳﻂ ﺳﺎزﻧﺪه در ﻣﺤﺪوده ﺗﻌﯿﯿﻦ ﺷﺪه ﺗﻮﺳﻂ ﯾﮑﯽ از اﯾﻦ ﮐﺪﻫﺎ ﺑﺎﺷﺪ ﺗﺤﺖ ﺷﺮاﯾﻄﯽ دﯾﮕﺮ ﻧﯿﺎزي ﺑـﻪ ﺗﻬﯿـﻪ
PQRﻣﺠﺰا ﻧﻤﯽ ﺑﺎﺷﺪ AWS D1.1 Section 3 ) .را ﺑﺒﯿﻨﯿﺪ(
ﺧﻮﺷﺒﺨﺘﺎﻧﻪ ﮐﺪ ASMEﻧﯿﺰ اﺳﺘﻔﺎده از دﺳﺘﻮراﻟﻌﻤﻠﻬﺎي اﺳﺘﺎﻧﺪارد AWSرا ﺗﺤﺖ ﺷﺮاﯾﻄﯽ ﮐﻪ در ASME IX Article Vآورده اﺳﺖ؛ ﻣﺠﺎز ﻣﯽ داﻧـﺪ) .از
ﺳﺎل 2000ﻣﯿﻼدي( اﯾﻦ ﺷﺮاﯾﻂ اﮔﺮﭼﻪ ﺳﺨﺖ ﮔﯿﺮاﻧﻪ ﺗﺮ از ﺷﺮاﯾﻂ AWSاﺳﺖ اﻣﺎ ﺑﻪ ﻫﺮ ﺣﺎل ﮐﺎر را از ﺣﺎﻟﺖ ﻋﺎدي ﺑﺴﯿﺎر ﺳﺎده ﺗﺮ ﮐـﺮده و ﻧﯿـﺎز ﺑـﻪ PQRرا
در ﺑﺴﯿﺎري ﻣﻮارد ﺑﺮﻃﺮف ﻣﯽ ﺳﺎزد .از ﺟﻤﻠﻪ ﺷﺮاﯾﻂ اﺳﺘﻔﺎده از اﯾﻦ ﮐﺪﻫﺎ در ASMEاﯾﻦ اﺳﺖ ﮐﻪ ﺳﺎزﻧﺪه ﺑﺎﯾﺪ ﺑﺮاي ﻫﺮ ﮐﺪ دﺳﺘﻮراﻟﻌﻤﻞ اﺳﺘﺎﻧﺪارد ﯾـﮏ ﻧﻤﻮﻧـﻪ
ﺑﺎ ﺛﺒﺖ ﮐﻠﯿﻪ ﭘﺎراﻣﺘﺮﻫﺎي ﺟﻮﺷﮑﺎري ﺗﻬﯿﻪ ﮐﺮده و ﺗﺤﺖ ﺑﺎزرﺳﯽ ﭼﺸﻤﯽ ،آزﻣﻮﻧﻬﺎي ﻣﮑﺎﻧﯿﮑﯽ ﯾﺎ رادﯾﻮﮔﺮاﻓﯽ ﻗﺮار دﻫﺪ ﮐﻪ در ﺻﻮرت ﺗﺎﯾﯿﺪ ﻧﻤﻮﻧﻪ ﻣـﯽ ﺗﻮاﻧـﺪ از آن
دﺳﺘﻮراﻟﻌﻤﻞ ﺑﺮاي اﺗﺼﺎﻻت دﯾﮕﺮي ﮐﻪ در ﻣﺤﺪوده آن ﻗﺮار ﻣﯽ ﮔﯿﺮﻧﺪ ،ﺑﺪون ﺗﻬﯿﻪ PQRاﺳﺘﻔﺎده ﻧﻤﺎﯾﺪ QW-510(d)) .را ﺑﺒﯿﻨﯿﺪ(
ﺻﻔﺤﻪ 44از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻧﮑﺎت ﻗﺎﺑﻞ ﺗﻮﺟﻪ در ﺗﻨﻈﯿﻢ دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري
ﺑﺮ اﺳﺎس اﺳﺘﺎﻧﺪارد ﻫﺎي AWSﻧﮑﺎﺗﯽ در ﻫﺮ ﻓﺮآﯾﻨﺪ وﺟﻮد دارد ﮐﻪ در زﯾﺮ ﺑﻪ ﺑﺮﺧﯽ از آﻧﻬﺎ اﺷﺎره ﻣﯽ ﺷﻮد.
ﺟﻮﺷﮑﺎري ﻗﻮس ﺑﺎ اﻟﮑﺘﺮود روﭘﻮش دار
ﺑﻬﺘﺮ اﺳﺖ ﮐﻪ ﻗﻄﻌﻪ در وﺿﻌﯿﺖ ﺗﺨﺖ ﻗﺮار ﮔﯿﺮد .
ﮐﻼس و اﻧﺪازه اﻟﮑﺘﺮود ،ﻃﻮل ﻗﻮس ،وﻟﺘﺎژ و آﻣﭙﺮ ﺑﺎﯾﺪ ﻣﺘﻨﺎﺳﺐ ﺑﺎ ﺿﺨﺎﻣﺖ ﻗﻄﻌﻪ ،ﺷﮑﻞ ﺷﯿﺎر ،وﺿﻌﯿﺖ ﺟﻮﺷﮑﺎري و ...اﻧﺘﺨﺎب ﺷﻮﻧﺪ .ﺑﻬﺘـﺮ اﺳـﺖ ﮐـﻪ آﻣﭙـﺮ ﺑـﺎ
ﺗﻮﺟﻪ ﺑﻪ ﭘﯿﺸﻨﻬﺎد ﺗﻮﻟﯿﺪ ﮐﻨﻨﺪه اﻟﮑﺘﺮود اﻧﺘﺨﺎب ﺷﻮد .
ﺑﺎﻻﺗﺮﯾﻦ ﻗﻄﺮ اﻟﮑﺘﺮود ﻣﺠﺎز در ﺣﺎﻟﺖ ﻣﺨﺘﻠﻒ ﺟﻮﺷﮑﺎري ﺑﻪ ﺻﻮرت زﯾﺮ اﺳﺖ :
8ﻣﯿﻠﯽ ﻣﺘﺮ ﺑﺮاي ﺗﻤﺎﻣﯽ ﺟﻮﺷﻬﺎي ﺗﺨﺖ ﺑﻪ ﺟﺰ در ﭘﺎس رﯾﺸﻪ .
6/4ﻣﯿﻠﯽ ﻣﺘﺮ ﺑﺮاي ﺟﻮﺷﻬﺎي ﮔﻮﺷﻪ اي در ﺣﺎﻟﺖ ﺗﺨﺖ و ﭘﺎس رﯾﺸﻪ ﺟﻮﺷﻬﺎي در ﺣﺎﻟﺖ ﺗﺨﺖ ﮐﻪ داراي ﭘﺸﺖ ﺑﻨﺪ ﺑﻮده و درز اﺗﺼﺎل 6/4ﻣﯿﻠﯽ ﻣﺘﺮ ﺑﺎﺷﺪ .
4ﻣﯿﻠﯽ ﻣﺘﺮ ﺑﺮاي ﺟﻮﺷﻬﺎي ﮐﻪ ﺑﺎ اﻟﮑﺘﺮود EXX14و اﻟﮑﺘﺮود ﻫﺎي ﮐﻢ ﻫﯿﺪروژن در وﺿﻌﯿﺘﻬﺎي ﻋﻤﻮدي و ﺑﺎﻻ ﺳﺮي اﻧﺠﺎم ﻣﯽ ﺷﻮﻧﺪ.
4ﻣﯿﻠﯽ ﻣﺘﺮ ﺑﺮاي ﭘﺎس رﯾﺸﻪ ﺟﻮﺷﻬﺎي ﺷﯿﺎري و ﮐﻠﯿﻪ ﺣﺎﻻت ﻏﯿﺮ از ﻣﻮارد ﻓﻮق اﻟﺬﮐﺮ
ﺣﺪاﻗﻞ اﻧﺪازه اﻟﮑﺘﺮود ﻣﻮرد اﺳﺘﻔﺎده در ﭘﺎس رﯾﺸﻪ ﺑﺎﯾﺪ ﺑﻪ اﻧﺪازه اي ﺑﺎﺷﺪ ﮐﻪ ﺗﺮك اﯾﺠﺎد ﻧﺸﻮد.
ﺑﺎﻻﺗﺮﯾﻦ ﺿﺨﺎﻣﺖ ﭘﺎس رﯾﺸﻪ در ﺟﻮﺷﻬﺎي ﺷﯿﺎري ﻧﺒﺎﯾﺪ از 6/4ﻣﯿﻠﯽ ﻣﺘﺮ ﺗﺠﺎوز ﻧﻤﺎﯾﺪ.
ﺣﺪاﮐﺜﺮ ﺿﺨﺎﻣﺖ ﭘﺎس رﯾﺸﻪ ﺟﻮﺷﻬﺎي ﮔﻮﺷﻪ اي ﺗﮏ ﯾﺎ ﭼﻨﺪ ﭘﺎﺳﻪ ﻧﺒﺎﯾﺪ از ﻣﻘﺎدﯾﺮ زﯾﺮ ﺗﺠﺎوز ﻧﻤﺎﯾﺪ :
9/5ﻣﯿﻠﯽ ﻣﺘﺮ در وﺿﻌﯿﺖ ﺗﺨﺖ.
8ﻣﯿﻠﯽ ﻣﺘﺮ در وﺿﻌﯿﺖ ﻫﺎي اﻓﻘﯽ و ﺑﺎﻻ ﺳﺮي.
12/7ﻣﯿﻠﯽ ﻣﺘﺮ در وﺿﻌﯿﺖ ﻋﻤﻮدي.
ﺑﯿﺸﺘﺮﯾﻦ ﺿﺨﺎﻣﺖ ﻻﯾﻪ ﻫﺎي ﺑﻌﺪ از ﭘﺎس رﯾﺸﻪ در ﺟﻮﺷﮑﺎري ﻫﺎي ﺷﯿﺎري و ﮔﻮﺷﻪ اي ﺑﺼﻮرت زﯾﺮ اﺳﺖ :
3ﻣﯿﻠﯽ ﻣﺘﺮ ﺑﺮاي ﺟﻮﺷﻬﺎﯾﯽ ﮐﻪ در وﺿﻌﯿﺖ ﺗﺨﺖ ﻗﺮار دارﻧﺪ.
4ﻣﯿﻠﯽ ﻣﺘﺮ ﺑﺮاي ﺟﻮﺷﻬﺎﯾﯽ ﮐﻪ در وﺿﻌﯿﺘﻬﺎي اﻓﻘﯽ ،ﺑﺎﻻ ﺳﺮي و ﻋﻤﻮدي ﻗﺮار دارﻧﺪ.
ﺟﻬﺖ ﭘﯿﺸﺮوي ﺗﻤﺎﻣﯽ ﭘﺎﺳﻬﺎ در ﺟﻮﺷﮑﺎري ﺑﺎ وﺿﻌﯿﺖ ﻋﻤﻮدي ﺑﺎﯾﺪ رو ﺑﻪ ﺑﺎﻻ ﺑﺎﺷﺪ ﻣﮕﺮ اﯾﻨﮑﻪ ﻫﺪف ﺗـﺮﻣﯿﻢ ﺳـﻮﺧﺘﮕﯽ ﮐﻨـﺎره ﺟـﻮش ﺑـﻮده و ﭘﯿـﺸﮕﺮم ﻣﻄـﺎﺑﻖ
ﺟﺪاول و ﺣﺪاﻗﻞ 210Cدر ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﻮد .در ﻣﻮرد ﺟﻮﺷﮑﺎري ﻣﻘﺎﻃﻊ ﮔﺮد ،ﻣﻤﮑﻦ اﺳﺖ ﺟﻮﺷﮑﺎري ﺳﺮ ﺑﺎﻻ ﯾﺎ ﺳﺮ ﭘﺎﺋﯿﻦ ﺷﻮد .ﻟﺬا ﻻزم اﺳـﺖ ﺟﻮﺷـﮑﺎر ﻗـﺒﻼً
اﻣﺘﺤﺎن ﺷﺪه ﺑﺎﺷﺪ.
در ﺟﻮﺷﮑﺎري ﺷﯿﺎري ﮐﻪ ﻧﯿﺎز ﺑﻪ ﻧﻔﻮذ ﮐﺎﻣﻞ اﺳﺖ و از ﭘﺸﺖ ﺑﻨﺪ ﻧﯿﺰ اﺳﺘﻔﺎده ﻧﻤﯽ ﺷﻮد ،ﭘـﺲ از ﺟﻮﺷـﮑﺎري از ﯾـﮏ ﺳـﻤﺖ ،ﭘـﺸﺖ ﺟـﻮش ﺑـﺎ ﺳـﻨﮓ زﻧـﯽ و ....
ﺑﺮداﺷﺘﻪ ﺷﺪه و ﭘﺲ از آن ﺟﻮﺷﮑﺎري اﻧﺠﺎم ﻣﯽ ﺷﻮد .در ﺟﻮﺷﮑﺎري ﻟﻮﻟﻪ ﻫﺎﯾﯽ ﺑﺎ ﻗﻄﺮ ﮐﻢ ﮐﻪ اﻣﮑﺎن دﺳﺘﺮﺳﯽ ﺑﻪ ﭘﺸﺖ ﺟﻮش ﻧﯿﺴﺖ ،ﺑﺎﯾﺪ از ﺷﯿﺎرﻫﺎي ﺧـﺎص و
اﻟﮑﺘﺮودﻫﺎي ﭘﺮ ﻧﻔﻮذ ﺳﻠﻮﻟﺰي اﺳﺘﻔﺎده ﮐﺮد .
ﺟﻮﺷﮑﺎري ﻗﻮس زﯾﺮ ﭘﻮدري ﺑﺎ ﯾﮏ اﻟﮑﺘﺮود
ﻣﻨﻈﻮر از ﯾﮏ اﻟﮑﺘﺮود آن اﺳﺖ ﮐﻪ ﺗﻨﻬﺎ ﯾﮏ ﻣﻔﺘﻮل ﯾﺎ اﻟﮑﺘﺮود ﺑﻪ ﯾﮏ ﺳﯿﺴﺘﻢ ﻣﻮﻟﺪ ﻧﯿﺮو ﻣﺘﺼﻞ ﺑﺎﺷﺪ.
ﺗﻤﺎﻣﯽ ﺟﻮﺷﻬﺎي ﻗﻮس زﯾﺮ ﭘﻮدري ﺑﺠﺰ ﺟﻮﺷﻬﺎي ﮔﻠﻮﯾﯽ ﺑﺎﯾﺪ در ﺣﺎﻟﺖ ﺗﺨﺖ اﻧﺠﺎم ﺷﻮﻧﺪ .ﺟﻮﺷﻬﺎي ﮔﻮﺷﻪ اي ﻣﻤﮑﻦ اﺳﺖ در ﯾﮑﯽ از وﺿﻌﯿﺖ ﻫﺎي ﺗﺨـﺖ ﯾـﺎ
اﻓﻘﯽ اﻧﺠﺎم ﺷﻮﻧﺪ .ﺿﺨﺎﻣﺖ ﺟﻮﺷﻬﺎي ﮔﻮﺷﻪ اي ﺗﮏ ﭘﺎﺳﻪ در ﺣﺎﻟﺖ اﻓﻘﯽ ﻧﺒﺎﯾﺪ از 8ﻣﯿﻠﯽ ﻣﺘﺮ ﺗﺠﺎوز ﻧﻤﺎﯾﺪ .ﺿﺨﺎﻣﺖ ﻻﯾﻪ ﻫﺎي ﺟﻮش ،ﺑﺠﺰ ﻻﯾﻪ ﻫﺎي رﯾـﺸﻪ و
ﺳﻄﺤﯽ ﻧﺒﺎﯾﺪ از 6/4ﻣﯿﻠﯽ ﻣﺘﺮ ﺑﯿﺸﺘﺮ ﺷﻮد .در ﺻﻮرﺗﯿﮑﻪ اﻧﺪازه درز اﺗﺼﺎل ﺑﯿﺶ از 12/7ﻣﯿﻠﯽ ﻣﺘﺮ ﺑﺎﺷﺪ ،ﺑﺎﯾـﺪ از روش ﭼﻨـﺪ ﭘﺎﺳـﻪ اﺳـﺘﻔﺎده ﺷـﻮد .در ﺻـﻮرﺗﯿﮑﻪ
ﺻﻔﺤﻪ 45از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﭘﻬﻨﺎي ﺟﻮش از 15/9ﻣﯿﻠﯽ ﻣﺘﺮ ﺑﯿﺸﺘﺮ ﺷﻮد ﻧﯿﺰ ﺑﺎﯾﺪ از ﺟﻮﺷﮑﺎري ﭼﻨﺪ ﭘﺎﺳﻪ اﺳﺘﻔﺎده ﮐﺮد .ﺷﺪت ﺟﺮﯾﺎن اﻟﮑﺘﺮﯾﮑـﯽ ،وﻟﺘـﺎژ ﻗـﻮس و ﺣﺮﮐـﺖ ﺑﺎﯾـﺪ ﺑـﻪ ﮔﻮﻧـﻪ اي
اﻧﺘﺨﺎب ﺷﻮﻧﺪ ﮐﻪ ذوب ﮐﺎﻣﻞ ﻓﻠﺰ ﭘﺎﯾﻪ و اﻣﺘﺰاج آن ﺑﺎ ﻣﺬاب ﺣﺎﺻﻞ از ﺳﯿﻢ ﺟﻮش ،اﻧﺠﺎم ﺷﺪه و ﻫﯿﭽﮕﻮﻧﻪ ﺳﺮ رﻓﺘﻦ و ﺳﻮﺧﺘﮕﯽ ﮐﻨﺎره ﺟﻮش اﺗﻔﺎق ﻧﯿﻔﺘﺪ .
ﺑﯿﺸﺘﺮﯾﻦ ﺷﺪت ﺟﺮﯾﺎن ﺟﻮﺷﮑﺎري ﺑﺮاي ﺷﯿﺎرﻫﺎﯾﯽ ﮐﻪ ﻻزم اﺳﺖ ذوب در ﻫﺮ دو وﺟﻪ ﺷﯿﺎر اﻧﺠﺎم ﭘﺬﯾﺮد 600آﻣﭙﺮ ﺑﺎﺷﺪ ،ﺑﺠﺰ در آﺧﺮﯾﻦ ﻻﯾﻪ ﮐﻪ
اﺳﺘﻔﺎده از ﺟﺮﯾﺎﻧﻬﺎي ﺑﯿﺸﺘﺮ ﻧﯿﺰ ﻣﺠﺎز اﺳﺖ .ﺑﯿﺸﺘﺮﯾﻦ ﺷﺪت ﺟﺮﯾﺎن در وﺿﻌﯿﺖ ﺗﺨﺖ 1000آ ﻣﭙﺮ اﺳﺖ .
ﺟﻮﺷﮑﺎري ﻗﻮس ﻓﻠﺰي ﺑﺎ ﮔﺎز ﻣﺤﺎﻓﻆ و ﺟﻮﺷﮑﺎري ﻗﻮس ﺑﺎ اﻟﮑﺘﺮود ﺗﻮﭘﻮدري ) ﺗﮏ اﻟﮑﺘﺮود (
ﺣﺪاﮐﺜﺮ ﻗﻄﺮ اﻟﮑﺘﺮود ﺑﺮاي وﺿﻌﯿﺖ ﻫﺎي ﺗﺨﺖ و اﻓﻘﯽ 4ﻣﯿﻠﯽ ﻣﺘﺮ ،در وﺿﻌﯿﺖ ﻋﻤﻮدي 2/4ﻣﯿﻠﯽ ﻣﺘﺮ و در وﺿﻌﯿﺖ ﺑﺎﻻﺳﺮي 2ﻣﯿﻠﯽ ﻣﺘﺮ اﺳﺖ.
ﺣﺪاﮐﺜﺮ اﻧﺪازه ﺟﻮش ﮔﻠﻮﯾﯽ ﻣﺠﺎز در ﯾﮏ ﭘﺎس ﺑﺮاي وﺿﻌﯿﺖ ﻫﺎي ﺗﺨﺖ و ﻋﻤﻮدي 12/7ﻣﯿﻠﯽ ﻣﺘـﺮ ،ﺑـﺮاي وﺿـﻌﯿﺖ اﻓﻘـﯽ 9/5ﻣﯿﻠـﯽ ﻣﺘـﺮ و ﺑـﺮاي وﺿـﻌﯿﺖ
ﺑﺎﻻﺳﺮي 8ﻣﯿﻠﯽ ﻣﺘﺮ اﺳﺖ.
در ﻓﺮاﯾﻨﺪ GMAWﺿﺨﺎﻣﺖ ﻻﯾﻪ ﻫﺎي ﺟﻮش در ﺣﺎﻟﺖ ﭘﺦ ﺳﺎزي ﺷﺪه ﺑﺠﺰ ﭘﺎس رﯾﺸﻪ و ﭘﺎس ﻧﻬﺎﯾﯽ ﻧﺒﺎﯾﺪ از 6 /4ﻣﯿﻠﯽ ﻣﺘـﺮ ﺗﺠـﺎوز ﻧﻤﺎﯾـﺪ .در ﺻـﻮرﺗﯿﮑﻪ
درز اﺗﺼﺎل از 12/7ﻣﯿﻠﯽ ﻣﺘﺮ ﺑﯿﺸﺘﺮ ﺑﺎﺷﺪ ،ﺑﺎﯾﺪ ﺟﻮﺷﮑﺎري ﻃﯽ ﭼﻨﺪ ﭘﺎس اﻧﺠﺎم ﺷﻮد .در ﻣﻮرد ﭘﺦ ﻫﺎﯾﯽ ﮐﻪ ﭘﻬﻨﺎﯾﺸﺎن از 15/9ﻣﯿﻠـﯽ ﻣﺘـﺮ ﺑﯿـﺸﺘﺮ اﺳـﺖ ،ﺑﺎﯾـﺪ از
روﺷﻬﺎي ﭼﻨﺪ ﭘﺎﺳﻪ اﺳﺘﻔﺎده ﮐﺮد.
در ﻓﺮآﯾﻨﺪ FCAWﺿﺨﺎﻣﺖ ﻻ ﯾﻪ ﻫﺎي ﺟﻮش در ﺣﺎﻟﺖ ﭘﺦ ﺳﺎزي ﺷﺪه ﺑﺠﺰ ﭘﺎس رﯾﺸﻪ و ﭘﺎس ﻧﻬﺎﯾﯽ ﻧﺒﺎﯾﺪ از 6/4ﻣﯿﻠﯽ ﻣﺘﺮ ﺗﺠﺎوز ﻧﻤﺎﯾـﺪ .در ﺻـﻮرﺗﯿﮑﻪ درز
اﺗﺼﺎل از 12/7ﻣﯿﻠﯽ ﻣﺘﺮ ﺑﯿﺸﺘﺮ ﺑﺎﺷﺪ ،ﺑﺎﯾﺪ ﺟﻮﺷﮑﺎري ﻃﯽ ﭼﻨﺪ ﭘﺎس اﻧﺠﺎم ﺷﻮد .ﺟﻮﺷﮑﺎري ﭘﺦ ﻫﺎﯾﯽ ﮐﻪ در وﺿﻌﯿﺖ ﻫﺎي ﺗﺨﺖ ،اﻓﻘﯽ ﯾـﺎ ﺑـﺎﻻ ﺳـﺮي ﭘﻬﻨـﺎﯾﯽ
ﺑﯿﺶ از 15/9ﻣﯿﻠﯽ ﻣﺘﺮ دارﻧﺪ ﻧﯿﺰ ﺑﺼﻮرت ﭼﻨﺪ ﭘﺎﺳﻪ اﻧﺠﺎم ﻣﯽ ﺷﻮد.
ﺷﺪت ﺟﺮﯾﺎن اﻟﮑﺘﺮﯾﮑﯽ ،وﻟﺘﺎژ ﻗﻮس ،ﻧﺮخ ﺧﺮوج ﮔﺎز ،ﻧﺤﻮه اﻧﺘﻘﺎل ﻓﻠﺰ ﻣﺬاب و ﺳﺮﻋﺖ ﺣﺮﮐﺖ ﺑﺎﯾﺪ ﺑﻪ ﮔﻮﻧﻪ اي اﻧﺘﺨـﺎب ﺷـﻮﻧﺪ ﮐـﻪ در ﻫـﺮ ﭘـﺎس ،دو ﻃـﺮف ﭘـﺦ
ﺑﺨﻮﺑﯽ ذوب ﺷﻮد .ﺿﻤﻨﺎً ﺳﺮ رﻓﺘﻦ ،ﺧﻠﻞ و ﻓﺮج و ﺳﻮﺧﺘﮕﯽ ﮐﻨﺎره ﺟﻮش اﺗﻔﺎق ﻧﯿﻔﺘﺪ.
ﺟﻬﺖ ﺟﻮﺷﮑﺎري ﺑﺮاي وﺿﻌﯿﺖ ﻋﻤﻮدي ﺑﺎﯾﺪ ﻫﻤﻮاره ﺑﻪ ﺳﻤﺖ ﺑﺎﻻ ﺑﺎﺷﺪ .ﻣﮕﺮ اﯾﻨﮑﻪ ﺟﻮﺷﮑﺎري ﺗﺮﻣﯿﻤﯽ ﺑﺮاي رﻓﻊ ﺳﻮﺧﺘﮕﯽ ﮐﻨﺎره ﺟﻮش اﻧﺠـﺎم ﺷـﻮد .ﭘﯿـﺸﮕﺮم
ﺣﺪاﻗﻞ 210Cدر ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﻮد .در ﻣﻮرد ﺟﻮﺷﮑﺎري ﻣﻘﺎﻃﻊ ﮔﺮد ،ﻣﻤﮑﻦ اﺳﺖ ﺟﻮﺷﮑﺎري ﺳﺮ ﺑﺎﻻ ﯾﺎ ﺳﺮ ﭘﺎﯾﯿﻦ ﺷﻮد .ﻟﺬا ﻻزﻣﺴﺖ ﺟﻮﺷﮑﺎر ﻗﺒﻼً اﻣﺘﺤـﺎن ﺷـﺪه
ﺑﺎﺷﺪ.
در ﺟﻮﺷﮑﺎري ﺷﯿﺎري ﮐﻪ ﻧﯿﺎز ﺑﻪ ﻧﻔﻮذ ﮐﺎﻣﻞ اﺳﺖ و از ﭘﺸﺖ ﺑﻨﺪ ﻧﯿﺰ اﺳﺘﻔﺎده ﻧﻤﯽ ﺷﻮد ،ﭘﺲ از ﺟﻮﺷﮑﺎر ﯾﺎز ﯾﮏ ﺳﻤﺖ ،ﭘﺸﺖ ﺟﻮش ﺑﺎ ﺳﻨﮓ زﻧـﯽ و ....ﺑﺮداﺷـﺘﻪ
ﺷﺪه و ﭘﺲ از آن ﺟﻮﺷﮑﺎري ﯾﮏ ﭘﺎس از ﭘﺸﺖ اﻧﺠﺎم ﻣﯽ ﺷﻮد.
ﻓﺮآﯾﻨﺪ GMAWﻧﺒﺎﯾﺪ در ﻣﻌﺮض ﺑﺎد اﻧﺠﺎم ﺷﻮد ،ﻣﮕﺮ اﯾﻨﮑﻪ ﻗﺴﻤﺖ ﺟﻮﺷﮑﺎري ﺑﻪ ﮔﻮﻧﻪ اي ﻣﺤﺎﻓﻈﺖ ﺷﻮد .ﻣﺤﺎﻓﻆ ﺑﺎﯾﺪ ﺑﻪ ﺷـﮑﻠﯽ ﺑﺎﺷـﺪ ﮐـﻪ ﻣـﺎﻧﻊ اﻓـﺰاﯾﺶ
ﺳﺮﻋﺖ ﺑﺎد از 5ﻣﺎﯾﻞ ﺑﺮ ﺳﺎﻋﺖ در اﻃﺮاف ﻣﺤﻞ ﺟﻮش ﺷﻮد .
ﺑﻪ ﻣﻨﻈﻮر ﭘﯿﺸﮕﯿﺮي از ذوب رﯾﺸﻪ ﺟﻮش ﺑﻬﺘﺮ اﺳﺖ از ﭘﺸﺖ ﺑﻨﺪﻫﺎﯾﯽ از ﺟﻨﺲ ﻣﺲ ،ﻓﻼﮐﺲ و ...اﺳﺘﻔﺎده ﺷﻮد .ﺑﻮﯾﮋه در ﻣﻮاردي ﮐـﻪ اﻟﮑﺘـﺮود ﻣـﺼﺮﻓﯽ از ﻧـﻮع
ﮐﻢ ﻫﯿﺪروژن ﺑﺎﺷﺪ .
ﺻﻔﺤﻪ 46از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺑﺨﺶ دوم
آﺷﻨﺎﯾﯽ ﺑﺎ ﭼﮕﻮﻧﮕﯽ ﺗﻨﻈﯿﻢ
ﮔﺰارش ﺗﺎﺋﯿﺪ دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري)(PQR
ﺻﻔﺤﻪ 47از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻣﻘﺪﻣﻪ
ﻫﺪف از اﻧﺠﺎم آزﻣﺎﯾﺸﻬﺎي ﺗﺎﯾﯿﺪ دﺳﺘﻮر اﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري آن اﺳﺖ ﮐﻪ ﻧﺸﺎن دﻫﯿﻢ دﺳﺘﻮر اﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري ﺗﺪوﯾﻦ ﺷـﺪه ) (WPSﺟﻮﺷـﯽ ﺳـﺎﻟﻢ و ﺑـﺎ ﺧـﻮاص
ﻣﮑﺎﻧﯿﮑﯽ ﻣﻄﻠﻮب و ﻗﺎﺑﻞ ﭘﺬﯾﺮش در ﻣﺤﺪوده اﺳﺘﺎﻧﺪارد ﻣﺮﺑﻮﻃﻪ ،ﺑﻮﺟﻮد ﻣﯽ آورد .ﻧﺘﯿﺠـﻪ آزﻣﺎﯾـﺸﻬﺎ در ﻓـﺮم ﺧﺎﺻـﯽ ﺛﺒـﺖ ﻣـﯽ ﺷـﻮد ﮐـﻪ ﺑـﻪ آن ﮔـﺰارش ﺗﺎﯾﯿـﺪ
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري) (PQRﻣﯽ ﮔﻮﯾﻨﺪ .ﻣﺴﺌﻮﻟﯿﺘﻬﺎ در ﺗﻬﯿﻪ اﯾﻦ ﻣﺪرك در ﺑﻨﺪ QW-201ﺑﻪ روﺷﻨﯽ ﺑﯿﺎن ﺷﺪه اﻧﺪ.
ﺟﺰﺋﯿﺎت ﻓﺮم PQR
اﺳﺘﺎﻧﺪاردﻫﺎ و ﮐﺪﻫﺎي ﻣﺨﺘﻠﻒ ،ﻓﺮﻣﻬﺎي ﻣﺘﻔﺎوﺗﯽ ﺑﺮاي PQRاراﺋﻪ ﻣﯽ دﻫﻨﺪ ﮐﻪ ﺑﺮاي آﺷﻨﺎﯾﯽ ﺧﻮاﻧﻨﺪﮔﺎن ارﺟﻤﻨﺪ ﺑﺎ اﯾﻦ ﻓﺮﻣﻬـﺎ ،ﺑﺮﺧـﯽ از راﯾـﺞ ﺗـﺮﯾﻦ آﻧﻬـﺎ در
ﺷﮑﻠﻬﺎي ﺷﻤﺎره 28ﺗﺎ 30آﻣﺪه اﻧﺪ .اﻟﺒﺘﻪ در اﺳﺘﺎﻧﺪاردﻫﺎي ﻣﺮﺑﻮﻃﻪ ﻧﯿﺰ ذﮐﺮ ﺷﺪه اﺳﺖ ﮐﻪ آﻧﻬﺎ ﻓﻘﻂ ﺑﻪ ﻋﻨﻮان راﻫﻨﻤﺎﯾﯽ داده ﺷﺪه اﻧﺪ و ﺑـﺴﺘﻪ ﺑـﻪ ﺷـﺮاﯾﻂ ﮐـﺎري
ﻫﺮ ﺷﺮﮐﺖ اﯾﻦ ﻓﺮﻣﺖ ﺗﺎ ﺣﺪي ﻗﺎﺑﻞ ﺗﻐﯿﯿﺮ اﺳﺖ .اﻣﺎ آﻧﭽﻪ راﯾﺞ اﺳﺖ اﯾﻦ اﺳﺖ ﮐﻪ ﻫﻤﯿﻦ ﻓﺮﻣﺘﻬﺎ ﺑﺎ ﺗﻐﯿﯿﺮاﺗﯽ ﺟﺰﺋﯽ ﺑﻪ ﮐﺎر ﻣﯽ روﻧﺪ.
ﺷﮑﻞ -28ﻓﺮم PQRاﺳﺘﺎﻧﺪارد AWS D1.1
ﺻﻔﺤﻪ 48از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ -29ﻓﺮم PQRاﺳﺘﺎﻧﺪارد API 1104
ﺻﻔﺤﻪ 49از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ -30ﻓﺮم PQRاﺳﺘﺎﻧﺪارد ASME Sec.IX
ﻣﺮاﺣﻞ ﺗﻬﯿﻪ PQR
ﺑﺮاي اﯾﻦ ﮐﺎر ) test plateﺑﻪ آن sampleﯾﺎ ﻧﻤﻮﻧﻪ آزﻣﻮن و test couponﻧﯿﺰ ﮔﻔﺘﻪ ﻣﯽ ﺷﻮد( ﺑﺎ وﯾﮋﮔﯿﻬﺎي ذﮐﺮ ﺷﺪه در ﮐﺪ ﯾﺎ اﺳﺘﺎﻧﺪارد ﻣـﻮرد ﻧﻈـﺮ آﻣـﺎده
ﺷﺪه و ﺑﺮاي اﻧﺠﺎم آزﻣﻮﻧﻬﺎي ﻻزم ﺑﻪ آزﻣﺎﯾﺸﮕﺎه ﻓﺮﺳﺘﺎده ﻣﯽ ﺷﻮد .آزﻣﺎﯾﺸﮕﺎه از ﻧﻤﻮﻧﻪ ارﺳﺎﻟﯽ ﻧﻤﻮﻧﻪ ﻫﺎي ﮐﻮﭼﮑﺘﺮي ﺑﻪ ﻧﺎم آزﻣﻮﻧﻪ ) (specimenﺗﻬﯿـﻪ ﮐـﺮده و
ﻣﻮرد آزﻣﺎﯾﺶ ﻗﺮار ﻣﯽ دﻫﺪ .آزﻣﻮﻧﻬﺎي ﻻزم و ﻧﯿﺰ ﻣﻌﯿﺎرﻫﺎي ﭘﺬﯾﺮش ﻧﺘﺎﯾﺞ آزﻣﻮن ،در ﮐﺪ ﯾﺎ اﺳﺘﺎﻧﺪارد ﻣﻮرد اﺳﺘﻔﺎده ﻣﺸﺨﺺ ﺷـﺪه اﻧـﺪ .اﮔـﺮ ﻣﻌﯿﺎرﻫـﺎي ﮐﯿﻔـﯽ و
ﮐﻤﯽ اﺳﺘﺎﻧﺪارد ﯾﺎ ﮐﺪ ﻣﻮرد ﻧﻈﺮ ﺑﺮآورده ﺷﻮﻧﺪ ،ﻣﯽ ﺗﻮان WPSرا ﺗﺼﻮﯾﺐ ﺷﺪه ﺗﻠﻘﯽ ﮐﺮد و آن WPSﻗﺎﺑﻠﯿﺖ اﺟﺮا ﭘﯿﺪا ﻣﯽ ﮐﻨﺪ.
ﺑﺮاي ﺗﻬﯿﻪ ﯾﮏ PQRﭼﻬﺎر ﻣﺮﺣﻠﻪ زﯾﺮ ﻃﯽ ﻣﯽ ﺷﻮد :
-1آﻣﺎده ﺳﺎز ي و ﺟﻮﺷﮑﺎري ﻧﻤﻮﻧﻪ ﻫﺎي ﻣﻨﺎﺳﺐ
-2ﺗﻬﯿﻪ آزﻣﻮﻧﻪ و آزﻣﺎﯾﺶ آﻧﻬﺎ
-3ارزﯾﺎﺑﯽ ﻧﺘﺎﯾﺞ و ﻧﺘﯿﺠﻪ ﮔﯿﺮي
-4ﺛﺒﺖ و ﺗﺎﺋﯿﺪ ﻧﺘﺎﯾﺞ ) در ﺻﻮرت ﻗﺎﺑﻞ ﭘﺬﯾﺮش ﺑﻮدن آﻧﻬﺎ (
ﻣﻌﻤﻮﻻً ﻧﻤﻮﻧﻪ ﻫﺎ ﺑﻪ ﻧﺤﻮي ﻣﻮﻧﺘﺎژ و ﺳﺎﺧﺘﻪ ﻣﯽ ﺷﻮﻧﺪ ﮐﻪ درز اﺗﺼﺎل در وﺳﻂ ﻧﻤﻮﻧﻪ ﻗﺮار ﺑﮕﯿﺮد .ﻣـﻮاد ،ﻧﺤـﻮه و ﺟﺰﺋﯿـﺎت ﺟﻮﺷـﮑﺎري ﻧﻤﻮﻧـﻪ ﻫـﺎ ﺑﺎﯾـﺪ ﻣﻄـﺎﺑﻖ ﺑـﺎ
WPSﻣﺮﺑﻮط ﺑﺎﺷﺪ ،ﺑﻪ ﻋﺒﺎرت دﯾﮕﺮ ﻣﺘﻐﯿﺮ ﻫﺎﯾﺎﺳﺎﺳﯽ ﺑﺎﯾﺪ ﯾﮑﺴﺎن ﺑﺎﺷﻨﺪ ) .(QW-211ﺷﮑﻞ ﻧﻤﻮﻧﻪ آزﻣﻮن)ورق ،ﻟﻮﻟﻪ و (...اﻧﺘﺨﺎﺑﯽ اﺳﺖ .ﺗﺎﺋﯿﺪ ﻧﻬـﺎﯾﯽ PQR
ﺑﺮ اﺳﺎس ﻧﻤﻮﻧﻪ آزﻣﻮن ﻟﻮﻟﻪ ﺑﺎﻋﺚ ﺗﺎﺋﯿﺪ ﺟﻮﺷﮑﺎري ﺑﺮ روي ورق ﺧﻮاﻫﺪ ﺑﻮد و ﺑﺮﻋﮑﺲ.
ﺻﻔﺤﻪ 50از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻧﻮع و ﺗﻌﺪاد ﻧﻤﻮﻧﻪ ﻫﺎ ﺑﺮاي ﺟﻮش ﺷﯿﺎري ﺑﺎﯾﺪ ﺑﺎ ﻣﻘﺎدﯾﺮ ذﮐﺮ ﺷﺪه در اﺳﺘﺎﻧﺪارد ) (QW-451ﻣﻄﺎﺑﻘﺖ داﺷﺘﻪ ﺑﺎﺷﺪ) .ﺟـﺪول (16ﻧﺤـﻮه اﻧﺘﺨـﺎب و ﺟـﺪا ﺳـﺎزي
آزﻣﻮﻧﻪ از ورق و ﻟﻮﻟﻪ در ) QW-463.1ﺷﮑﻞ (31آﻣﺪه اﺳﺖ .ﺑﺮاي ﻣﺸﺎﻫﺪه ﻣﻮارد ﻣﺮﺑﻮط ﺑﻪ ﺟﻮش ﮔﻮﺷﻪ اي) (filletﺑﺎﯾﺪ ﺑﻪ ) QW-202.2(cو ﻫﻤﭽﻨﯿﻦ
) QW-202.2(dﻣﺮاﺟﻌﻪ ﮐﺮد.
ﺟﺪول -16ﻧﻮع و ﺗﻌﺪاد ﻧﻤﻮﻧﻪ ﻫﺎ ﺑﺮاي ﺟﻮش ﺷﯿﺎري
ﺷﮑﻞ -31ﻧﺤﻮه اﻧﺘﺨﺎب آزﻣﻮﻧﻪ ﻫﺎ
ﺗﺬﮐﺮ اﯾﻦ ﻧﮑﺘﻪ ﻻزم اﺳﺖ ﮐﻪ ﻫﻤﺎﻧﻄﻮر ﮐﻪ در ﺟﺪول 16ﻣﺸﺎﻫﺪه ﻣﯽ ﺷﻮد ﻧﻤﻮﻧﻪ ﻫﺎي ﺧﻤﺶ از ﻧﻮع ﻋﺮﺿﯽ ) (transverseﻫﺴﺘﻨﺪ .اﮔﺮ ﯾﮑﯽ از ﻓﻠـﺰات ﭘﺎﯾـﻪ از
دﯾﮕﺮي ﻧﺮﻣﺘﺮ ﺑﺎﺷﺪ ﯾﺎ ﻓﻠﺰ ﭘﺎﯾﻪ و ﻓﻠﺰ ﺟﻮش داراي داﮐﺘﯿﻠﯿﺘﯽ ﻣﺘﻔﺎوﺗﯽ ﺑﺎﺷﻨﺪ QW-202.1 ،اﯾﻦ اﺟﺎزه را ﻣـﯽ دﻫـﺪ ﮐـﻪ ﻣﻄـﺎﺑﻖ QW-451.2از ﻧﻤﻮﻧـﻪ ﻫـﺎي
ﺧﻤﺶ ﻃﻮﻟﯽ اﺳﺘﻔﺎده ﮔﺮدد .ﺑﻪ ﻋﺒﺎرت دﯾﮕﺮ در ﺻﻮرﺗﯿﮑﻪ ﺟﻨﺲ و ﺧﺼﻮﺻﯿﺎت ﻣﮑﺎﻧﯿﮑﯽ دو ﻓﻠﺰ ﭘﺎﯾﻪ ﯾﺎ اﻟﮑﺘـﺮود و ﻓﻠـﺰ ﭘﺎﯾـﻪ ﻣﺘﻔـﺎوت ﺑﺎﺷـﺪ ،ﺑﻬﺘـﺮ اﺳـﺖ ﺑﺠـﺎي
آزﻣﺎﯾﺶ ﺧﻤﺶ ﻋﺮﺿﯽ ) روﯾﻪ و رﯾﺸﻪ ( از آزﻣﺎﯾﺸﺎت ﺧﻤﺶ ﻃﻮﻟﯽ روﯾﻪ و رﯾﺸﻪ اﺳﺘﻔﺎده ﺷﻮد.
آزﻣﺎﯾﺶ آزﻣﻮﻧﻪ ﻫﺎي ﺗﻬﯿﻪ ﺷﺪه
آزﻣﺎﯾﺸﻬﺎي ﻣﻮرد ﻧﯿﺎز ﺑﺮاي ﺟﻮﺷﻬﺎي ﺷﯿﺎري ﻋﺒﺎرﺗﻨﺪ از :
ﺑﺎزرﺳﯽ ﭼﺸﻤﯽ ) (Visual Inspection
ﺻﻔﺤﻪ 51از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
آزﻣﺎﯾﺶ ﮐﺸﺶ ﺑﺮاي اﻧﺪازه ﮔﯿﺮي اﺳﺘﺤﮑﺎم ﮐﺸﺸﯽ )(Tensile test
آزﻣﺎﯾﺶ ﺧﻤﺶ رﯾﺸﻪ ﺑﺮاي ﺳﻼﻣﺖ ﺟﻮش )(Root Bend test
آزﻣﺎﯾﺶ ﺧﻤﺶ ﺟﺎﻧﺒﯽ ﺑﺮاي ﺳﻼﻣﺖ ﺟﻮش )( Side Bend test
آزﻣﺎﯾﺶ ﺧﻤﺶ روﯾﻪ)ﮔﺮده( ﺑﺮاي ﺳﻼﻣﺖ ﺟﻮش )( Face Bend test
آزﻣﺎﯾﺶ ﮐﺸﺶ از ﻓﻠﺰ ﺟﻮش ﺑﺮاي ﺗﻌﯿﻦ ﺧﻮاص ﻣﮑﺎﻧﯿﮑﯽ ﻓﺮآﯾﻨﺪﻫﺎي EGWو(All weld metal tension test) ESW
آزﻣﺎﯾﺶ ﺿﺮﺑﻪ ﺑﺮاي ﺗﻌﯿﯿﻦ ﭼﻘﺮﻣﮕﯽ و اﻧﺮژي ﺿﺮﺑﻪ )( Impact test
آزﻣﺎﯾﺶ ﻣﺎﮐﺮواچ ﺑﺮاي ﺳﻼﻣﺖ و ﻧﻔﻮذ ﻣﻮﺛﺮ ﺳﺎق ﺟﻮش )(Macroetch test
آزﻣﺎﯾﺶ رادﯾﻮﮔﺮاﻓﯽ ﯾﺎ اوﻟﺘﺮاﺳﻮﻧﯿﮏ )(Non destructive test :RT, UT
ﻫﻤﭽﻨﯿﻦ ﺑﺮاي ﺟﻮﺷﻬﺎي ﮔﻠﻮﯾﯽ ) (Filletآزﻣﺎﯾﺸﻬﺎي زﯾﺮ ﻣﻮرد ﻧﯿﺎز اﺳﺖ :
ﺑﺎزرﺳﯽ ﭼﺸﻤﯽ ) ( Visual Inspection
آزﻣﺎﯾﺶ ﻣﺎﮐﺮواچ ﺑﺮاي اﻃﻤﯿﻨﺎن از ﺳﻼﻣﺖ و ذوب ﮐﺎﻓﯽ ﺟﻮش )(Macroetch test
آزﻣﺎﯾﺶ ﺧﻤﺶ ﺟﺎﻧﺒﯽ ﺑﺮاي ﺳﻼﻣﺖ ﺟﻮش) ( Side Bend test
آزﻣﺎﯾﺶ ﮐﺸﺶ از ﻓﻠﺰ ﺟﻮش ﺑﺮاي ﺗﻌﯿﻦ ﺧﻮاص ﻣﮑﺎﻧﯿﮑﯽ )(All weld metal tension test
ﺗﻌﺪاد ،ﻧﻮع و ﭼﮕﻮﻧﮕﯽ اﻧﺠﺎم آزﻣﺎﯾﺸﻬﺎ در اﺳﺘﺎﻧﺪارد ﻫﺎي ﮔﻮﻧﺎﮔﻮن ﺗﻔﺎوﺗﻬﺎي ﻣﺨﺘﺼﺮي ﺑﺎ ﻫﻢ دارﻧﺪ .ﻣـﺜﻼ ﺑﻨـﺪ 4.4اﺳـﺘﺎﻧﺪارد AWS D1.1ﺑـﻪ اﯾـﻦ ﻣـﻮارد
ﻣﯽﭘﺮدازد )ﺷﮑﻠﻬﺎي 33و (34ﺗﻌﺪاد و ﻧﻮع ﻧﻤﻮﻧﻪ ﻫﺎ ﺑﻪ ﺿﺨﺎﻣﺖ ورق ﺑﺴﺘﮕﯽ دارد .ﻧﮑﺘﻪ ﻗﺎﺑﻞ ﺗﻮﺟﻪ در اﯾﻦ ﺟـﺪول آن اﺳـﺖ ﮐـﻪ ،ﺑـﺴﺘﻪ ﺑـﻪ ﺿـﺨﺎﻣﺖ ﻃـﺮح
ﺟﻮش ﻣﯽ ﺗﻮان از ﯾﮏ ورق ﻧﻤﻮﻧﻪ آزﻣﺎﯾﺸﯽ ،ﺑﺮاي ﺳﻨﺠﺶ ﮐﯿﻔﯿﺖ ﻣﺤﺪوده اي از ﺿﺨﺎﻣﺘﻬﺎ اﺳﺘﻔﺎده ﮐﺮد .در ﻣـﻮرد ﻟﻮﻟـﻪ ﻧﯿـﺰ ﻣﻌﯿـﺎر آزﻣـﺎﯾﺶ ﻫـﺎ ،ﻗﻄـﺮ ﻟﻮﻟـﻪ و
ﺿﺨﺎﻣﺖ ﻟﻮﻟﻪ اﺳﺖ .ﺑﺮاي ﻫﺮ ﻣﻮرد ﺧﺎص ﻣﯽ ﺗﻮان ﺑﻪ زﯾﺮ ﺑﻨﺪ ﻣﺮﺑﻮﻃﻪ ﻣﻄﺎﺑﻖ راﻫﻨﻤﺎﯾﯽ ﻫﺎي زﯾﺮ ﻣﺮاﺟﻌﻪ ﮐﺮد:
)(1) Visual Inspection (see 4.8.1
)(2) NDT (see 4.8.2
)(3) Face, root and side bend (see 4.8.3.1
)(4) Reduced Section Tension (see 4.8.3.4
)(5) All-Weld-Metal Tension (see 4.8.3.6
)(6) Macroetch (see 4.8.4
ﺟﺪول 17اﻟﺰاﻣﺎت اﺳﺘﺎﻧﺪارد API 1104را در ﻣﻮرد ﻧﻮع و ﺗﻌﺪاد آزﻣﻮﻧﻪ ﻫﺎ ﻧﺸﺎن ﻣﯽ دﻫﺪ.
ﺟﺪول -17ﻧﻮع و ﺗﻌﺪاد ﻧﻤﻮﻧﻪ ﻫﺎ ﺑﺮ اﺳﺎس اﻟﺰاﻣﺎت اﺳﺘﺎﻧﺪارد API 1104
ﺻﻔﺤﻪ 52از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﯾﺎدآوري اﯾﻦ ﻧﮑﺘﻪ ﻻزم اﺳﺖ ﮐﻪ در اﺳﺘﺎﻧﺪارد ASME Sec.IXﺑﻪ ﺻﺮاﺣﺖ ﻣﺸﺨﺺ ﻧﺸﺪه اﺳﺖ ﮐﻪ ﭼﻪ ﻫﻨﮕﺎم ﺑﺎﯾﺪ آزﻣﻮن ﺿﺮﺑﻪ اﻧﺠﺎم ﺷﻮد و ﺣﺘﯽ از ﺗﻌـﺪاد
و ﭼﮕﻮﻧﮕﯽ آﻣﺎده ﺳﺎزي آزﻣﻮﻧﻪ ﻫﺎ ﻧﯿﺰ ﺳﺨﻨﯽ ﺑﻪ ﻣﯿﺎن ﻧﯿﺎﻣﺪه اﺳﺖ؛ ﺑﻠﮑﻪ در ﻫﻤﻪ ﺟﺎ) (QW-171.1, QW-171.2, QW-171.3ذﮐﺮ ﺷﺪه اﺳﺖ ﮐـﻪ اﯾـﻦ
آزﻣﻮن در ﻫﻨﮕﺎم اﻟﺰام ﺗﻮﺳﻂ ﺑﺨﺸﻬﺎي دﯾﮕﺮ اﯾﻦ ﮐﺪ) ﺑﻌﺒﺎرت دﯾﮕﺮ ﮐﺪ ﺳﺎﺧﺖ( ﺑﺎﯾﺪ اﻧﺠﺎم ﺷﻮد .در ﻣﻮرد ﺗﻌـﺪاد و ﻧﺤـﻮه آﻣـﺎده ﺳـﺎزي آزﻣﻮﻧـﻪ ﻫـﺎ و ﻧﯿـﺰ ﻣﻌﯿـﺎر
ﭘﺬﯾﺮش ﻧﺘﺎﯾﺞ آزﻣﻮن ﻧﯿﺰ ﻣﻄﻠﺐ ﻣﺸﺎﺑﻬﯽ ﺑﯿﺎن ﺷﺪه اﺳﺖ .ﺑﺮاي روﺷﻦ ﺷﺪن ﻣﻄﻠﺐ ﻣﯽ ﺗﻮان ﮔﻔﺖ ﺑﻌﻨﻮان ﻣﺜـﺎل اﮔـﺮ ﺳﯿـﺴﺘﻢ pipingﺑـﺮ اﺳـﺎس اﺳـﺘﺎﻧﺪارد
ASME B 31.3ﻃﺮاﺣﯽ و اﺟﺮا ﻣﯽ ﮔﺮدد ﻣﯽ ﺗﻮان ﺑﺮ اﺳﺎس ﺷﮑﻞ 323.2.2Aاﯾﻦ اﺳﺘﺎﻧﺪارد ﮐﻪ در ﺷﮑﻞ 32آﻣﺪه اﺳﺖ ،در ﻣﻮرد آزﻣﻮن ﺿـﺮﺑﻪ ﺗـﺼﻤﯿﻢ
ﮔﯿﺮي ﮐﺮد.
ﺑﺮاي ﻣﻄﺎﻟﻌﻪ ﻣﻮارد ﻣﺮﺑﻮط ﺑﻪ آزﻣﻮن ﺿﺮﺑﻪ در اﺳﺘﺎﻧﺪارد ، AWS D1.1ﺑﻪ Annex IIIآن رﺟﻮع ﮐﻨﯿﺪ.
ﺷﮑﻞ -32ﺷﮑﻞ 323.2.2Aاﺳﺘﺎﻧﺪارد ASME B 31.3در ﻣﻮرد ﮐﻤﺘﺮﯾﻦ دﻣﺎي ﮐﺎرﺑﺮد ﻓﻮﻻد ﮐﺮﺑﻨﯽ ﺑﺪون ﻧﯿﺎز ﺑﻪ آزﻣﻮن ﺿﺮﺑﻪ
ﺻﻔﺤﻪ 53از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ -33ﺟﺰﺋﯿﺎت اﻧﺠﺎم آزﻣﻮﻧﻬﺎي PQRﺑﺮ اﺳﺎس AWS D 1.1ﺑﺮاي ﺟﻮش ﮔﻮﺷﻪ اي
ﺻﻔﺤﻪ 54از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ -34ﺟﺰﺋﯿﺎت اﻧﺠﺎم آزﻣﻮﻧﻬﺎي PQRﺑﺮ اﺳﺎس AWS D 1.1ﺑﺮاي ﺟﻮش ﺷﯿﺎري
ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ ﻣﻄﺎﻟﺐ ﮔﻔﺘﻪ ﺷﺪه ﻣﯽ ﺗﻮان ﮔﻔﺖ ﺗﻌﺪاد ،ﻧﻮع و روش آﻣﺎده ﺳﺎزي ﻧﻤﻮﻧﻪ ﻫﺎي آزﻣﺎﯾﺶ ﺟﻮش ﻣﻮرد ﺟﻮش ﺳﺮ ﺑﻪ ﺳﺮ ورق ﻓـﻮﻻد ﮐﺮﺑﻨـﯽ ﺑـﺎ ﺿـﺨﺎﻣﺖ
ﮐﻤﺘﺮ از 10ﻣﯿﻠﯽ ﻣﺘﺮ ﺑﺼﻮرت زﯾﺮ اﺳﺖ:
اﺳﺘﺎﻧﺪارد : ASME Sec. IXدو ﻋﺪد آزﻣﺎﯾﺶ ﮐﺸﺶ ﻋﺮﺿﯽ ،دو ﻋﺪد ﺧﻤﺶ روﯾﻪ )ﮔﺮده( ) ،(180دو ﻋﺪد ﺧﻤﺶ رﯾﺸﻪ ) (180
0 0
اﺳﺘﺎﻧﺪارد : AWS D l.lدو ﻋﺪد آزﻣﺎﯾﺶ ﮐﺸﺶ ﻋﺮﺿﯽ ،دو ﻋﺪد ﺧﻤﺶ روﯾﻪ )ﮔﺮده( ) ،(180 0دو ﻋﺪد ﺧﻤﺶ رﯾﺸﻪ ) ،(1800آزﻣﻮن ﻏﯿﺮ ﻣﺨﺮب
ﺻﻔﺤﻪ 55از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
آزﻣﻮﻧﻬﺎي ﻏﯿﺮ ﻣﺨﺮب
ﺑﺮ اﺳﺎس ﮐﺪ ، AWS D 1.lﻗﺒﻞ از آﻣﺎده ﮐﺮدن ﻧﻤﻮﻧﻪ ﻫﺎ ﺑﺮاي آزﻣﺎﯾﺸﻬﺎي ﻣﺨﺮب ورق ﯾﺎ ﻟﻮﻟﻪ ،ﻧﻤﻮﻧﻪ ﻫﺎ ﺑﻪ ﻣﻨﻈﻮر ﺗﺸﺨﯿﺺ ﺳـﻼﻣﺖ ﺟـﻮش ﺑـﺼﻮرت ﻏﯿـﺮ
ﻣﺨﺮب آزﻣﺎﯾﺶ ﻣﯽ ﺷﻮﻧﺪ :
اﻟﻒ( ﺑﻪ ﻏﯿﺮ از ﻗﺴﻤﺘﻬﺎي دور رﯾﺰ دو اﻧﺘﻬﺎي ورق ﻧﻤﻮﻧﻪ ،آزﻣﺎﯾﺸﻬﺎي ﻏﯿﺮ ﻣﺨﺮب )آزﻣﺎﯾﺶ رادﯾﻮﮔﺮاﻓﯽ ﯾﺎ اوﻟﺘﺮاﺳﻮﻧﯿﮏ( ورق و ﺟـﻮش دور ﺗـﺎ دور ﻟﻮﻟـﻪ ﻫـﺎ ﺑـﺮ
اﺳﺎس ASW.DI.l .Sec 6 Part C, E,Fاﻧﺠﺎم ﻣﯽ ﺷﻮد .
ب( ﺑﻬﺘﺮ اﺳﺖ ﺑﺮاي ﻗﺎﺑﻞ ﻗﺒﻮل ﺗﺮ ﺷﺪن ﻧﺘﺎﯾﺞ آزﻣﺎﯾﺸﻬﺎ و اﻃﻤﯿﻨﺎن از ﺣﺼﻮل ﮐﯿﻔﯿﺖ ،ﭘﺲ از ﺗﺎﺋﯿﺪ ﻧﻤﻮﻧﻪ ﺗﻮﺳﻂ اوﻟﺘﺮاﺳﻮﻧﯿﮏ ﯾﺎ رادﯾـﻮ ﮔﺮاﻓـﯽ ،آزﻣﺎﯾـﺸﻬﺎي زﯾـﺮ
ﻧﯿﺰ ﺑﺮ روي ﻧﻤﻮﻧﻪ اﻧﺠﺎم ﺷﻮد:
ﺑﺎزرﺳﯽ ﭼﺸﻤﯽ ،آزﻣﺎﯾﺶ ذرات ﻣﻐﻨﺎﻃﯿﺴﯽ ﺑﺮاي ﺗﺸﺨﯿﺺ ﺗﺮك ،آزﻣﺎﯾﺶ ﻣﺎﯾﻌﺎت ﻧﺎﻓﺬ ﺑﺮاي ﺗﺸﺨﯿﺺ ﺗﺮك ﻫﺎي ﺳﻄﺤﯽ
روش اﻧﺠﺎم آزﻣﻮﻧﻬﺎي ﻣﮑﺎﻧﯿﮑﯽ )ﻣﺨﺮب(
ﺑﻄﻮر ﮐﻠﯽ آزﻣﻮﻧﻬﺎي ﻣﺘﻨﻮﻋﯽ ﺑﺮاي اﻃﻤﯿﻨﺎن از ﮐﯿﻔﯿﺖ ﺟﻮش ﻗﺎﺑﻞ اﻧﺠﺎم اﺳﺖ ﮐﻪ ﯾﺎ ﮐﻤﯽ ) (Quantitativeﻫﺴﺘﻨﺪ و ﯾﺎ ﮐﯿﻔﯽ) .(Qualitativeﺑﻌﺒﺎرت ﺳـﺎده
ﺗﺮ ﻧﺘﺎﯾﺞ ﺣﺎﺻﻞ از آزﻣﻮﻧﻬﺎي دﺳﺘﻪ اول داراي واﺣﺪ اﺳﺖ و ﺑﺼﻮرت ﻋﺪد ﺑﯿﺎن ﻣﯽ ﺷـﻮد و ﻧﺘـﺎﯾﺞ دﺳـﺘﻪ دوم ﻋـﺪدي ﻧﯿـﺴﺘﻨﺪ و ﺑـﺼﻮرت ﺗﻌـﺎﺑﯿﺮي ﮐﯿﻔـﯽ ﺑﯿـﺎن
ﻣﯽﺷﻮﻧﺪ .ﺧﻼﺻﻪ اي از اﯾﻨﻬﺎ در ﺟﺪول 18آﻣﺪه اﺳﺖ.
ﺟﺪول -18آزﻣﻮﻧﻬﺎي ﻣﺨﺘﻠﻒ ﺑﺮاي اﻃﻤﯿﻨﺎن از ﮐﯿﻔﯿﺖ ﺟﻮش
آزﻣﻮن ﮐﺸﺶ
ﻗﺒﻞ از اﻧﺠﺎم آزﻣﺎﯾﺶ ﺗﻤﺎم اﻧﺪازه ﻫﺎي آزﻣﻮﻧﻪ ﮐﻨﺘﺮل ﻣﯽ ﺷﻮﻧﺪ .ﺳﭙﺲ آزﻣﻮﻧﻪ در ﻓﮏ ﻫﺎي دﺳﺘﮕﺎه ﻗﺮار ﮔﺮﻓﺘﻪ و ﻧﻤﻮﻧﻪ ﺗﺤﺖ ﮐـﺸﺶ ﻗـﺮار ﻣـﯽ ﮔﯿـﺮد .آزﻣـﺎﯾﺶ
ﺗﺎ ﮔﺴﯿﺨﺘﮕﯽ ﻧﻤﻮﻧﻪ اداﻣﻪ ﻣﯽ ﯾﺎﺑﺪ .اﮔﺮ ﺣﺪاﮐﺜﺮ ﻧﯿﺮوي وارده را ﺑﺮ ﻣﺴﺎﺣﺖ ﺳﻄﺢ ﻣﻘﻄﻊ آزﻣﻮﻧﻪ ﺗﻘﺴﯿﻢ ﮐﻨﯿﻢ ،اﺳﺘﺤﮑﺎم ﮐﺸﺸﯽ ﺑﺪﺳﺖ ﺧﻮاﻫـﺪ آﻣـﺪ .ﻫﻤﭽﻨـﯿﻦ از
روي ﺗﻔﺎوت ﻃﻮل آزﻣﻮﻧﻪ ،ﻗﺒﻞ و ﺑﻌﺪ از آزﻣﺎﯾﺶ ) اﻧﺪازه ﺛﺎﻧﻮﯾﻪ ﺑﺎ ﮐﻨﺎر ﻫﻢ ﻗﺮار دادن ﻧﻤﻮﻧﻪ ﻫﺎي ﺷﮑﺴﺘﻪ ﺷﺪه اﻧﺪازه ﮔﯿﺮي ﻣﯽ ﺷـﻮد ( اﻣﮑـﺎن ﻣﺤﺎﺳـﺒﻪ در ﺻـﺪ
ازدﯾﺎد ﻃﻮل ﻧﺴﺒﯽ) (Elongationوﺟﻮد دارد.
ﺻﻔﺤﻪ 56از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
اﺳﺘﺎﻧﺪاردﻫﺎي ﻣﺨﺘﻠﻔﯽ ﺑﺮاي اﻧﺠﺎم اﯾﻦ آزﻣﻮن وﺟﻮد دارد ﮐﻪ ﺑﺮﺧﯽ از ﻣﻬﻤﺘﺮﯾﻦ آﻧﻬﺎ ﻋﺒﺎرﺗﻨﺪ از:
ASTM E 8, DIN 50 125, EN 10 002, ISO 6892
ﺷﮑﻞ -35ﻧﻤﻮﻧﻪ اي از دﺳﺘﮕﺎه ﮐﺸﺶ و ﯾﮏ آزﻣﻮﻧﻪ )ﺑﺎﻻ( ،ﻧﻤﻮﻧﻪ اي از دﺳﺘﮕﺎه ﺧﻤﺶ و ﭼﮕﻮﻧﮕﯽ اﻧﺠﺎم آزﻣﻮن)ﭘﺎﯾﯿﻦ(
ﺻﻔﺤﻪ 57از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
آزﻣﻮن ﺧﻤﺶ
ﻧﻤﻮﻧﻪ ﺑﺎﯾﺪ ﺑﺮ روي ﻗﺎﻟﺐ ﻗﺮار ﮔﺮﻓﺘﻪ و ﺳﭙﺲ ﺳﻨﺒﻪ ﺳﺮﮔﺮد ﻣﻮﺟﺐ ﺧﻤﯿﺪﮔﯽ ﻧﻤﻮﻧﻪ ﺷﻮد .ﺑﻪ ﻫﻨﮕﺎم ﻗﺮار دادن ﻧﻤﻮﻧﻪ ﻫﺎ ﺑﺎﯾﺪ ﺑﻪ ﻧﮑﺎت زﯾﺮ ﺗﻮﺟﻪ ﮐﺮد:
اﻟﻒ( ﻧﻤﻮﻧﻪ ﻫﺎي ﺧﻤﺸﯽ ﺟﺎﻧﺒﯽ از ﭘﻬﻠﻮي ﺟﻮش ﺑﺮ روي ﻗﺎﻟﺐ ﻗﺮار ﻣﯽ ﮔﯿﺮﻧﺪ.
ب( ﻧﻤﻮﻧﻪ ﻫﺎي ﺧﻤﺸﯽ رﯾﺸﻪ و ﻧﻤﻮﻧﻪ ﻫﺎي ﺗﻌﯿﯿﻦ ﺳﻼﻣﺖ ﺟﻮش ﮔﻠﻮﯾﯽ از ﻗﺴﻤﺖ زﯾﺮ ﺟﻮش روي ﻗﺎﻟﺐ ﻗﺮار ﻣﯽ ﮔﯿﺮﻧﺪ.
ج( ﻧﻤﻮﻧﻪ ﻫﺎي ﺧﻤﺸﯽ روﯾﻪ از ﻗﺴﻤﺖ روي ﺟﻮش ﺑﺮ روي ﻗﺴﻤﺖ ﺧﺎﻟﯽ ﻗﺎﻟﺐ ﻗﺮار ﻣﯽ ﮔﯿﺮﻧﺪ.
ﻧﻤﻮﻧﻪ ﻫﺎ ﭘﺲ از اﻋﻤﺎل ﻓﺸﺎر ﺑﺎﯾﺪ ﮐﺎﻣﻼً ﺑﻪ ﺷﮑﻞ Uدر آﻣﺪه ﺑﺎﺷﻨﺪ .ﺿﻤﻦ اﯾﻨﮑﻪ ﻓﻠﺰ ﺟﻮش و ﻧﺎﺣﯿﻪ ﻣﺘﺎً ﺛﺮ از ﺣﺮارت ) (HAZﺑﺎﯾـﺪ ﮐـﺎﻣﻼً در ﻣﺮﮐـﺰ ﻗﺎﻟـﺐ ﻗـﺮار
ﮔﺮﻓﺘﻪ و ﭘﺲ از اﻧﺠﺎم آزﻣﺎﯾﺶ ﺧﻤﺶ ﻣﯿﺎن ﻗﺴﻤﺖ ﺧﻤﯿﺪه ﻗﺮار ﺑﮕﯿﺮﻧﺪ .ﺷﮑﻞ 35ﻧﻤﻮﻧﻪ اي از دﺳﺘﮕﺎه ﺧﻤﺶ و ﭼﮕﻮﻧﮕﯽ اﻧﺠﺎم آزﻣﻮن را ﻧﺸﺎن ﻣﯽ دﻫﺪ.
آزﻣﻮن ﺿﺮﺑﻪ
اﯾﻦ آزﻣﻮن ﺑﺮ اﺳﺎس ASTM E 23ﻗﺎﺑﻞ اﻧﺠﺎم اﺳﺖ .ﺑﻪ دﻟﯿﻞ ﭘﺮاﮐﻨﺪﮔﯽ ﻧﺘﺎﯾﺞ آزﻣﻮن ﻣﻌﻤﻮﻻ از 3ﯾﺎ 5آزﻣﻮﻧـﻪ اﺳـﺘﻔﺎده ﻣـﯽ ﮔـﺮدد .ﺷـﮑﻞ 36ﻧﻤﻮﻧـﻪ اي از
دﺳﺘﮕﺎه ﺿﺮﺑﻪ و ﻣﻮﻗﻌﯿﺖ ﯾﮏ آزﻣﻮﻧﻪ را ﺑﻪ ﻧﻤﺎﯾﺶ ﮔﺬاﺷﺘﻪ اﺳﺖ.
ﺷﮑﻞ -36ﻧﻤﻮﻧﻪ اي از دﺳﺘﮕﺎه ﺿﺮﺑﻪ و ﻣﻮﻗﻌﯿﺖ ﯾﮏ آزﻣﻮﻧﻪ
از ﺳﺎﯾﺮ آزﻣﻮﻧﻬﺎ ﻣﯽ ﺗﻮان ﺑﻪ Fillet weld fracture testingو Butt weld Nick-break testingاﺷﺎره ﮐﺮد ﮐﻪ در ﺷﮑﻠﻬﺎي 37و 38ﻧﻤﺎﯾﺶ داده
ﺷﺪه اﻧﺪ.
ﺻﻔﺤﻪ 58از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞFillet weld fracture testing -37
ﺷﮑﻞButt weld Nick-break testing -38
در آزﻣﻮن ﻣﺎﮐﺮواچ اﺑﺘﺪا ﻣﻘﻄﻌﯽ از ﻧﻤﻮﻧﻪ ﺑﺮﯾﺪه ﺷﺪه و ﺗﻮﺳﻂ ﺳﻨﮓ ﺻﺎف ﻣﯽ ﺷﻮد .ﺳﭙﺲ ﺑﺎ ﺳﻨﺒﺎده زﻧﯽ ﻣﺘﻮاﻟﯽ ﺑﺎ ﺳﻨﺒﺎده ﻫﺎي ﻣﺨﺘﻠـﻒ ،ﺳـﻄﺢ ﻧﻤﻮﻧـﻪ ﺻـﯿﻘﻠﯽ
ﻣﯽ ﺷﻮد .ﺑﺮاي اچ ﮐﺮدن ﻣﺤﻠﻮﻟﻬﺎي ﻣﺨﺘﻠﻔﯽ) (Etchantوﺟﻮد دارد ﮐﻪ اﻧﻮاع آن در ﺑﻨﺪ QW-470ذﮐﺮ ﺷﺪه اﺳﺖ .ﺑﺮﺧﯽ از اﺳﺘﺎﻧﺪاردﻫﺎي اﻧﺠﺎم اﯾﻦ آزﻣـﻮن
ﻋﺒﺎرﺗﻨﺪ از:
ASTM E 340, ASTM E 7, ASTM E 883
ﺻﻔﺤﻪ 59از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ 39ﺳﺎﺧﺘﺎر ﻓﻠﺰ ﺟﻮش را ﭘﺲ از ﻣﺎﮐﺮو اچ ﻧﺸﺎن ﻣﯽ دﻫﺪ.
ﺷﮑﻞ -39ﺳﺎﺧﺘﺎر ﻓﻠﺰ ﺟﻮش
ارزﯾﺎﺑﯽ ﻧﺘﺎﯾﺞ آزﻣﻮﻧﻬﺎ
آزﻣﻮن ﮐﺸﺶ )(QW-153.1
ﻣﻌﯿﺎر ﭘﺬﯾﺮش آزﻣﺎﯾﺶ ﻓﻮق ﺑﺼﻮرت زﯾﺮ اﺳﺖ :
اﺳﺘﺤﮑﺎم ﮐﺸﺸﯽ ﺣﺎﺻﻠﻪ ،از ﺣﺪاﻗﻞ اﺳﺘﺤﮑﺎم ﮐﺸﺸﯽ ﺗﻌﯿﯿﻦ ﺷﺪه ﺑﺮاي ﻓﻠﺰ ﭘﺎﯾﻪ ﮐﻤﺘﺮ ﻧﺒﺎﺷﺪ.
در اﺗﺼﺎل دو ﻓﻠﺰ ﭘﺎﯾﻪ ﺑﺎ اﺳﺘﺤﮑﺎم ﻫﺎي ﮐﺸﺸﯽ ﻣﺨﺘﻠﻒ ،اﺳﺘﺤﮑﺎم ﮐﺸﺸﯽ ﺣﺎﺻﻠﻪ ،از ﺣﺪاﻗﻞ اﺳﺘﺤﮑﺎم ﮐﺸﺸﯽ ﻓﻠﺰ ﭘﺎﯾﻪ ﺿﻌﯿﻒ ﺗﺮ ﺑﯿﺸﺘﺮ ﺑﺎﺷﺪ.
در ﺻﻮرﺗﯿﮑﻪ اﺳﺘﺤﮑﺎم ﻓﻠﺰ ﺟﻮش در دﻣﺎي اﺗﺎق ﮐﻤﺘﺮ از ﻓﻠﺰ ﭘﺎﯾﻪ ﺑﺎﺷﺪ ،اﺳﺘﺤﮑﺎم ﮐﺸﺸﯽ ﺣﺎﺻﻠﻪ ،از اﺳﺘﺤﮑﺎم ﮐﺸﺸﯽ ﻓﻠﺰ ﺟﻮش ﮐﻤﺘﺮ ﻧﺒﺎﺷﺪ.
اﮔﺮ ﻧﻤﻮﻧﻪ آزﻣﺎﯾﺶ از ﻓﻠﺰ ﭘﺎﯾﻪ ،در ﻣﺤﻠﯽ ﺧﺎرج از ﺧﻂ ﺟﻮش ﮔﺴﯿﺨﺘﻪ ﺷﻮد ،آزﻣﺎﯾﺶ ﭘﺬﯾﺮﻓﺘﻪ اﺳﺖ .اﻟﺒﺘﻪ اﺳﺘﺤﮑﺎم ﮐﺸﺸﯽ ﻧﺒﺎﯾﺪ از % 95ﺣﺪاﻗﻞ اﺳﺘﺤﮑﺎم
ﮐﺸﺸﯽ ﺗﻌﯿﯿﻦ ﺷﺪه ﻓﻠﺰ ﭘﺎﯾﻪ ﮐﻤﺘﺮ ﺑﺎﺷﺪ.
آزﻣﻮن ﺧﻤﺶ )(QW-163
ﻣﻌﯿﺎر ﭘﺬﯾﺮش ازﻣﺎﯾﺶ ﻓﻮق ﺑﺼﻮرت زﯾﺮ اﺳﺖ:
ﻧﺎﭘﯿﻮﺳﺘﮕﯽ ﺳﻄﺤﯽ ﺑﺰرﮔﺘﺮ از 3/2ﻣﯿﻠﯽ ﻣﺘﺮ در ﻫﺮ ﺟﻬﺘﯽ روي ﺳﻄﺢ ﺧﺎرﺟﯽ )ﻣﺤﺪب( ﻧﻤﻮﻧﻪ ﭘﺲ از ﺧﻤﺶ در ﻣﻨﻄﻘﻪ ﺟﻮش ﯾﺎ ﻣﻨﻄﻘﻪ ﻣﺘﺎﺛﺮاز ﺣﺮارت
) (HAZﭘﺬﯾﺮﻓﺘﻪ ﻧﯿﺴﺖ.
ﻧﺎﭘﯿﻮﺳﺘﮕﯿﻬﺎي ﺳﻄﺤﯽ ﮐﻪ در ﮔﻮﺷﻪ ﻫﺎي ﻧﻤﻮﻧﻪ در ﺣﯿﻦ آزﻣﺎﯾﺶ ﺑﻪ وﺟﻮد ﻣﯽ آﯾﺪ ،ﻗﺎﺑﻞ ﺻﺮف ﻧﻈﺮ ﮐﺮدن ﻫﺴﺘﻨﺪ ﻣﮕﺮ اﯾﻨﮑﻪ ﻧﺎﭘﯿﻮﺳﺘﮕﯿﻬﺎ ﻧﺎﺷﯽ از ذوب ﻧﺎﻗﺺ
ﯾﺎآﺧﺎﻟﻬﺎي ﺳﺮﺑﺎه ﻣﺤﺒﻮس ﺷﺪه در ﺟﻮش ﯾﺎ دﯾﮕﺮ ﻋﯿﻮب داﺧﻠﯽ ﺑﺎﺷﻨﺪ.
آزﻣﻮن ﺿﺮﺑﻪ )(QW-171.2
ﻣﻌﯿﺎر ﭘﺬﯾﺮش ﻧﺘﺎﯾﺞ آزﻣﺎﯾﺶ ﺿﺮﺑﻪ ﻣﻄﺎﺑﻖ ﺑﺎ اﺳﺘﺎﻧﺪارد و ﺑﺨﺶ ﻫﺎﯾﯽ اﺳﺖ ﮐﻪ اﻧﺠﺎم اﯾﻦ آزﻣﺎﯾﺶ را ﺿﺮوري داﻧﺴﺘﻪ اﻧﺪ .
آزﻣﻮن ﻣﺎﮐﺮواچ
ﺑﺮاي ﺗﺎﯾﯿﺪ ﮐﯿﻔﯿﺖ ﻧﻤﻮﻧﻪ ﻣﺎﮐﺮواچ ﺷﺪه از ﻃﺮﯾﻖ ﺑﺎزرﺳﯽ ﭼﺸﻤﯽ ﻧﮑﺎت زﯾﺮ را ﺑﺎﯾﺪ ﻟﺤﺎظ ﮐﺮد:
در ﻧﺎﺣﯿﻪ ﻓﻠﺰ ﺟﻮش و ،HAZذوب ﺑﺎﯾﺪ ﺗﺎ رﯾﺸﻪ اﺗﺼﺎﻻت اﻧﺠﺎم ﺷﺪه ﺑﺎﺷﺪ و ﻋﺎري از ﺗﺮك ﺑﺎﺷﺪ.
ﺻﻔﺤﻪ 60از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
در ﺟﻮﺷﻬﺎي ﮔﻮﺷﻪ اي ﻧﺒﺎﯾﺪ اﺧﺘﻼف ﺑﯿﺶ از 3ﻣﯿﻠﯿﻤﺘﺮ در اﻧﺪازه ﻫﺎي ﺳﺎق وﺟﻮد داﺷﺘﻪ ﺑﺎﺷﺪ .
آزﻣﻮن ﻏﯿﺮ ﻣﺨﺮب ) اوﻟﺘﺮاﺳﻮﻧﯿﮏ -رادﯾﻮﮔﺮاﻓﯽ (
ﻧﺤﻮه اﻧﺠﺎم آزﻣﺎﯾﺶ رادﯾﻮﮔﺮاﻓﯽ ﻣﻄﺎﺑﻖ ﺑﺎ ﺑﻨﺪ QW-191ﺧﻮاﻫﺪ ﺑﻮد .ﻣﻌﯿﺎر ﭘﺬﯾﺮش ﻧﯿﺰ ﻣﻄﺎﺑﻖ ﺑﺎ QW-191اﺳﺖ .
ﺛﺒﺖ و ﺗﺎﯾﯿﺪ ﻧﺘﺎﯾﺞ
ﻧﺘﺎﯾﺞ آزﻣﺎﯾﺸﻬﺎي ﺗﻌﯿﯿﻦ ﮐﯿﻔﯿﺖ ﺑﺎﯾﺪ در ﻓﺮم PQRﺛﺒﺖ ﺷﻮﻧﺪ .ﻫﻤﺎﻧﻄﻮر ﮐﻪ در ﺷﮑﻞ 30دﯾـﺪه ﻣـﯽ ﺷـﻮد ،ﻓـﺮم PQRدو ﺻـﻔﺤﻪ اي اﺳـﺖ .در ﺻـﻔﺤﻪ اول
، PQRاﻃﻼﻋﺎت و ﭘﺎراﻣﺘﺮﻫﺎي ﻻزم ﺑﺮاي اﻧﺠﺎم ﻓﺮآﯾﻨﺪ ﺟﻮﺷﮑﺎري ذﮐﺮ ﻣﯽ ﺷﻮد ﮐﻪ ﻧﺤﻮه ﺗﻨﻈﯿﻢ آن ﻫﻤﺎﻧﻨﺪ ﻧﺤﻮه ﺗﻨﻈﯿﻢ ﻓﺮم WPSاﺳﺖ وﺑـﻪ ﻋﺒـﺎرت دﯾﮕـﺮ
در ﺻﻔﺤﻪ اول اﻃﻼﻋﺎﺗﯽ ﻧﻈﯿﺮ :روش ﺟﻮﺷﮑﺎري ،ﻃﺮح اﺗﺼﺎل ،ﻓﻠﺰ ﭘﺎﯾﻪ ،ﻓﻠﺰ ﭘﺮﮐﻨﻨﺪه ،وﺿﻌﯿﺖ ﺟﻮﺷﮑﺎري ،ﭘﯿـﺸﮕﺮم و .....ذﮐـﺮ ﻣـﯽ ﮔـﺮدد .در ﺻـﻔﺤﻪ دوم
ﻓﺮم PQRﻧﺘﺎﯾﺞ آزﻣﻮﻧﻬﺎي ﮐﺸﺶ ،ﺧﻤﺶ ،ﺿﺮﺑﻪ و در ﺻﻮرت ﻧﯿﺎز دﯾﮕﺮ آزﻣﺎﯾﺸﻬﺎ ﻧﻈﯿﺮ ﺳﺨﺘﯽ ﺳﻨﺠﯽ ،آﻧﺎﻟﯿﺰ ﺷﯿﻤﯿﺎﯾﯽ و ...درج ﻣﯽ ﮔﺮدد.
اﻟﻒ(اﻃﻼﻋﺎت ﺣﺎﺻﻞ از آزﻣﺎﯾﺶ ﮐﺸﺶ ﺑﺮ اﺳﺎس ﮐﺪ QW-150درج ﻣﯽ ﮔﺮدد.
ﺑﺮاي ﺗﻔﮑﯿﮏ ﻧﻤﻮﻧﻪ ﻫﺎي آزﻣﺎﯾﺶ ،ﻧﻤﻮﻧﻪ ﻫﺎ ﺷﻤﺎره ﮔﺬاري ﺷﺪه و در ﺳﺘﻮن اول ﺟﺪول ﻧﻮﺷﺘﻪ ﻣﯽ ﺷﻮد.
ﭘﻬﻨﺎي ﻧﻤﻮﻧﻪ ﻫﺎي ﮐﺸﺶ ﺗﺨﺖ و ﯾﺎ ﻗﻄﺮ ﻧﻤﻮﻧﻪ ﻫﺎي ﮐﺸﺶ اﺳﺘﻮاﻧﻪ اي از روي ﻧﻤﻮﻧﻪ ﻫﺎ اﻧﺪازه ﮔﯿﺮي ﺷﺪه و در ﺳﺘﻮن دوم ﺟﺪول درج ﻣﯽ ﮔﺮدد.
ﺿﺨﺎﻣﺖ ﻧﻤﻮﻧﻪ ﻫﺎي ﺗﺨﺖ ﮐﻪ ﻣﻄﺎﺑﻖ اﺳﺘﺎﻧﺪارد ﺗﻬﯿﻪ ﺷﺪه اﻧﺪ ،ﺑﻪ ﻃﻮر دﻗﯿﻖ اﻧﺪازه ﮔﯿﺮي و در ﺳﺘﻮن ﺳﻮم ﺟﺪول ﻧﻮﺷﺘﻪ ﻣﯽ ﺷﻮد.
ﺑﺮ اﺳﺎس ﺿﺨﺎﻣﺖ و ﭘﻬﻨﺎي ﻧﻤﻮﻧﻪ ﮐﻪ در ﺟﺪول ذﮐﺮ ﺷﺪه ،ﻣﺴﺎﺣﺖ ﺳﻄﺢ ﻣﻘﻄﻊ ﻧﻤﻮﻧﻪ ﮐﺸﺶ در ﺳﺘﻮن ﭼﻬﺎرم ﻧﻮﺷﺘﻪ ﻣﯽ ﺷﻮد.
در ﺳﺘﻮن ﭘﻨﺠﻢ ﺟﺪول ،ﺣﺪاﮐﺜﺮ ﻧﯿﺮوي وارده ﻗﺒﻞ از ﺷﮑﺴﺖ ﻧﻤﻮﻧﻪ ذﮐﺮ ﻣﯽ ﮔﺮدد .درج واﺣﺪ ﻧﯿﺮو ﻧﯿﺰ اﻟﺰاﻣﯿﺴﺖ.
در ﺳﺘﻮن ﺷﺸﻢ ،ﺗﻨﺶ ﮐﺸﺸﯽ ﮐﻪ از ﺗﻘﺴﯿﻢ ﻧﯿﺮوي وارد ﺑﺮ ﻣﺴﺎﺣﺖ ﺳﻄﺢ ﻣﻘﻄﻊ ) اﻃﻼﻋﺎت ﻣﻨﺪرج در ﺳﺘﻮﻧﻬﺎي ﭼﻬﺎرم و ﭘﻨﺠﻢ ﺟﺪول( ﻧﻮﺷﺘﻪ ﻣﯽ ﺷﻮد .ذﮐﺮ
واﺣﺪ ﺗﻨﺶ ﻧﯿﺰ ﺿﺮورﯾﺴﺖ .
در ﺳﺘﻮن ﻫﻔﺘﻢ ﺑﻪ ﻣﺸﺨﺼﺎت ﻧﺤﻮه ﺷﮑﺴﺖ و ﻣﺤﻠﯽ ﮐﻪ ﺷﮑﺴﺖ در ﻧﻤﻮﻧﻪ رخ داده ،اﺷﺎره ﻣﯽ ﺷﻮد.
ب( اﻃﻼﻋﺎت ﺣﺎﺻﻞ از آزﻣﺎﯾﺶ ﺧﻤﺶ ﺑﺮ اﺳﺎس QW-160درج ﻣﯽ ﮔﺮدد.
در ﺳﺘﻮن اول ،ﻧﻮع وﺷﻤﺎره ﻧﻤﻮﻧﻪ آزﻣﺎﯾﺶ ﺧﻤﺶ اﻋﻢ از ﻧﻮع رﯾﺸﻪ اي ،ﺟﺎﻧﺒﯽ ﯾﺎ روﯾﻪ اي) ﮔﺮده اي ( در اﯾﻦ ﻗﺴﻤﺖ ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ QW-462ذﮐﺮ ﻣﯽ ﺷﻮد .در
ﺳﺘﻮن دوم ،ﻧﺘﺎﯾﺞ ﺣﺎﺻﻞ از آزﻣﺎﯾﺶ ﺧﻤﺶ ﺑﻪ ﯾﮑﯽ از اﺷﮑﺎل زﯾﺮ درج ﻣﯽ ﮔﺮدد:
Acceptable
No open defect
Satisfactory
Good
ﻻزم ﺑﻪ ذﮐﺮ اﺳﺖ ﮐﻪ در ﺑﯿﺸﺘﺮ ﮔﺰارﺷﻬﺎ از دو ﻣﻮرد اول اﺳﺘﻔﺎده ﻣﯽ ﺷﻮد و Satisfactoryو Goodﺑﻪ ﻧﺪرت ﺑﻪ ﮐﺎر ﻣﯽ روﻧﺪ.
پ( اﻃﻼﻋﺎت ﺣﺎﺻﻞ از آزﻣﺎﯾﺶ ﺿﺮﺑﻪ ﺑﺮ اﺳﺎس QW-170در اﯾﻦ ﻗﺴﻤﺖ درج ﻣﯽ ﮔﺮدد.
در ﺳﺘﻮن اول ،ﺷﻤﺎره ﺷﻨﺎﺳﺎﯾﯽ ﻧﻤﻮﻧﻪ آزﻣﺎﯾﺶ ﻧﻮﺷﺘﻪ ﻣﯽ ﺷﻮد.
ﻣﺤﻞ ﻗﺮار ﮔﺮﻓﺘﻦ ﺷﯿﺎر ﻧﻤﻮﻧﻪ ﺿﺮﺑﻪ در ﺳﺘﻮن دوم درج ﻣﯽ ﺷﻮد .ﺷﯿﺎر ﻣﯽ ﺗﻮاﻧﺪ در ﻓﻠﺰ ﺟﻮش ،ﻣﻨﻄﻘﻪ ﻣﺘﺎﺛﺮ از ﺣﺮارت و ﻓﻠﺰ ﭘﺎﯾﻪ ﻗﺮار داﺷﺘﻪ ﺑﺎﺷﺪ ﮐﻪ ﻣﻌﻤﻮﻻ ﺑﺎ
ﻋﻼﺋﻢ اﺧﺘﺼﺎري B.M.، H.A.Z. ، W.M.ﻧﻮﺷﺘﻪ ﻣﯽ ﺷﻮد.
در ﺳﺘﻮن ﺳﻮم ﺟﺪول ،ﻧﻮع ﺷﯿﺎر ﻧﻤﻮﻧﻪ ﺿﺮﺑﻪ ذﮐﺮ ﻣﯽ ﮔﺮدد .ﺷﯿﺎر ﻣﻤﮑﻦ اﺳﺖ ﺷﺎرﭘﯽ )، ( Charpyاﯾﺰود ) ، ( Izodﺳﻮراخ ﮐﻠﯿﺪي ) ( Key holeﺑﻮده و ﯾﺎ
ﻧﻤﻮﻧﻪ ﺑﺪون ﺷﯿﺎر ﺑﺎﺷﺪ.
درﺟﻪ ﺣﺮارت آزﻣﺎﯾﺶ در ﺳﺘﻮن ﭼﻬﺎرم ﺟﺪول ﻧﻮﺷﺘﻪ ﻣﯽ ﺷﻮد.
در ﺳﺘﻮن ﭘﻨﺠﻢ ﺟﺪول ،ﻣﻘﺪار اﻧﺮژي ﺿﺮﺑﻪ ﻋﻤﺪﺗﺎ ﺑﺮ ﺣﺴﺐ ﭘﻮﻧﺪ ﺑﺮ ﻓﻮت ) ( lb-ftﯾﺎ ژول درج ﻣﯽ ﮔﺮدد.
ﺳﻄﺢ ﻣﻘﻄﻊ ﺷﮑﺴﺖ ﻧﻤﻮﻧﻪ ﺿﺮﺑﻪ از دو ﻧﺎﺣﯿﻪ ﺗﺮد و ﻧﺮم ﺗﺸﮑﯿﻞ ﺷﺪه اﺳﺖ .ﻣﻌﻤﻮﻻً ﺳﻄﺢ ﻣﻘﻄﻊ ﺷﮑﺴﺖ ﺗﺮد ،ﺑﺮاق و ﺳﻄﺢ ﻣﻘﻄـﻊ ﺷﮑـﺴﺖ ﻧـﺮم داراي ﭘـﺴﺘﯽ
ﺑﻠﻨﺪي و ﮐﺪر اﺳﺖ .ﺑﺎ اﻧﺪازه ﮔﯿﺮي ﻧﺴﺒﯽ اﯾﻦ دو ﺳﻄﺢ ،درﺻﺪ ﻫﺮ ﯾﮏ از ﻣﮑﺎﻧﯿﺰم ﻫﺎي ﺷﮑﺴﺖ ) ﻧﺮم ﯾﺎ ﺗﺮد ( ﻣـﺸﺨﺺ ﻣـﯽ ﺷـﻮد .اﯾـﻦ ﻣﻘـﺎدﯾﺮ در ﺳـﺘﻮﻧﻬﺎي
ﺻﻔﺤﻪ 61از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﺸﻢ و ﻫﻔﺘﻢ ﺟﺪول ﻧﻮﺷﺘﻪ ﻣﯽ ﺷﻮد .ﺑﺮاي ﺷﺒﯿﻪ ﺳﺎزي رﻓﺘﺎر ﺳﺎزه در اﻧﺪازه واﻗﻌﯽ از وزﻧﻪ ﻫﺎي ﻣﺨﺘﻠﻔﯽ ﺑﺮاي آزﻣﺎﯾﺶ ﺿﺮﺑﻪ اﺳﺘﻔﺎده ﻣﯽ ﺷـﻮد ﮐـﻪ ﺑـﻪ آزﻣـﻮن
وزﻧﻪ اﻓﺘﺎدﻧﯽ ﭘﻠﯿﻨﯽ ﻣﻮﺳﻮم اﺳﺖ (Drop-weight test (Pellini test) ).و اﺳﺘﺎﻧﺪارد اﻧﺠﺎم آن ASTM E 208اﺳـﺖ )اﻟﺒﺘـﻪ اﻣـﺮوزه دﯾﮕـﺮ ﮐﻤﺘـﺮ اﻧﺠـﺎم
ﻣﯽﺷﻮد( .ﺷﮑﺴﺖ ﯾﺎ ﻋﺪم ﺷﮑﺴﺖ ﻧﻤﻮﻧﻪ ﻫﺎ ﺗﺤﺖ اﯾﻦ آزﻣﻮن در ﺳﺘﻮن ﻫﺸﺘﻢ ﺟﺪول درج ﻣﯽ ﮔﺮدد.
ت( اﻃﻼﻋﺎت ﺣﺎﺻﻞ از آزﻣﺎﯾﺶ ﺟﻮش ﮔﻮﺷﻪ اي ﺑﺮ اﺳﺎس ﮐﺪ QW-180در اﯾﻦ ﻗﺴﻤﺖ درج ﻣﯽ ﮔﺮدد.
در ﺻﻮرت رﺿﺎﯾﺘﺒﺨﺶ ﺑﻮدن ﻧﺘﯿﺠﻪ آزﻣﺎﯾﺶ ﺟﻮش ﮔﻮﺷﻪ اي در ﻗﺴﻤﺖ ﻧﺘﯿﺠﻪ Satisfactoryﻋﻼﻣﺖ زده ﻣﯽ ﺷﻮد.
ث( ﻧﺘﯿﺠﻪ ﻣﺸﺎﻫﺪه ﻧﻤﻮﻧﻪ ﻣﺎﮐﺮواچ ﺷﺪه در ﻣﻮرد ﻧﻔﻮذ ﺟﻮش ﺑﻪ ﻓﻠﺰ ﭘﺎﯾﻪ در ﻗـﺴﻤﺖ Penetration into Parent Metalﻋﻼﻣـﺖ زده ﺷـﺪه و دﯾﮕـﺮ ﻣـﻮارد
ﻣﺸﺎﻫﺪه ﺷﺪه در ﻗﺴﻤﺖ Macro-resultدرج ﻣﯽ ﺷﻮد.
ج( در ﺑﺮﺧﯽ ﻣﻮارد آزﻣﺎﯾﺸﻬﺎﺋﯽ ﭼﻮن ﺳﺨﺘﯽ ﺳﻨﺠﯽ در ﻣﻨﺎﻃﻖ ﻓﻠﺰ ﺟﻮش ) ، (WMﻓﻠﺰ ﭘﺎﯾﻪ ) (BMﯾﺎ ﻣﻨﻄﻘﻪ ﻣﺘﺎﺛﺮ از ﺣـﺮارت ) (HAZﯾـﺎ آزﻣﺎﯾـﺸﻬﺎي ﻏﯿـﺮ
ﻣﺨﺮب ﻧﯿﺰ ﺑﺎﯾﺪ اﻧﺠﺎم ﭘﺬﯾﺮد .در ﻗﺴﻤﺖ ﻧﻮع آزﻣﺎﯾﺶ) ، (Type of Testآزﻣﺎﯾﺶ اﻧﺠﺎم ﺷﺪه ) ﺳﺨﺘﯽ ﺳﻨﺠﯽ و (...ﻧﻮﺷﺘﻪ ﻣـﯽ ﺷـﻮد .آﻧـﺎﻟﯿﺰ ﺷـﯿﻤﯿﺎﯾﯽ ﻓﻠـﺰ
ﺟﻮش ﻣﻤﮑﻦ اﺳﺖ ﺟﺰء ﻣﻮارد ﻣﻮرد ﻧﯿﺎز ﺑﺎﺷﺪ .در اﯾﻦ ﺻﻮرت ﺗﺮﮐﯿﺐ ﺷﯿﻤﯿﺎﯾﯽ ﻓﻠﺰ ﺟﻮش در ﻗـﺴﻤﺖ آﻧـﺎﻟﯿﺰ ﻓﻠـﺰ رﺳـﻮب داده ﺷـﺪه ) (Deposit Analysis
درج ﻣﯽ ﮔﺮدد .ﻫﺮ ﮔﻮﻧﻪ اﻃﻼﻋﺎت و آزﻣﺎﯾﺸﻬﺎي اﺿﺎﻓﻪ در ﻗﺴﻤﺖ دﯾﮕﺮ ﻣﻮارد) (Otherﻧﻮﺷﺘﻪ ﻣﯽ ﺷﻮد.
چ( اﻃﻼﻋﺎت ﺗﮑﻤﯿﻠﯽ
ﺟﻮﺷﮑﺎري در ﺳﺎﯾﺖ ﯾﺎ ﮐﺎرﮔﺎه در ﺻﻮرﺗﯽ ﻣﻮرد ﺗﺎﺋﯿﺪ اﺳﺖ ﮐﻪ ﺟﻮﺷﮑﺎر آن ﻫﻤﺎن ﺟﻮﺷﮑﺎر PQRﺑﺎﺷﺪ ،ﻟﺬا ذﮐﺮ ﻧـﺎم ﺟﻮﺷـﮑﺎر ﻧﻤﻮﻧـﻪ آزﻣـﺎﯾﺶ در اﯾـﻦ ﻗـﺴﻤﺖ
اﻟﺰاﻣﯿﺴﺖ .ﻣﻮاردي ﭼﻮن ﺷﻤﺎره ﭘﺮﺳﻨﻠﯽ و درﺟﻪ ﮐﯿﻔﯿﺖ ﮐﺎر ﺟﻮﺷﮑﺎر ﻧﯿﺰ در PQRﻧﻮﺷﺘﻪ ﻣﯽ ﺷﻮد .ﻧﺎم ﺗﻨﻈﯿﻢ ﮐﻨﻨﺪه آزﻣﺎﯾﺶ و ﺷـﻤﺎره ﮔـﺰارش آزﻣﺎﯾـﺸﻬﺎ ﻧﯿـﺰ
در PQRدرج ﻣﯽ ﮔﺮدد .ﺗﻨﻈﯿﻢ ﮐﻨﻨﺪه PQRﻧﻬﺎﯾﺘﺎً ﺑﺎ ذﮐﺮ ﺗﺎرﯾﺦ ،ﮔﺰارش را اﻣﻀﺎء ﻣﯽ ﮐﻨﺪ.
ﻧﮑﺎت ﺗﻬﯿﻪ ) PQRﻣﺤﺪودﯾﺖ ﻣﺘﻐﯿﺮﻫﺎ (
ﺟﻬﺖ ﮐﺎﻫﺶ ﻫﺰﯾﻨﻪ و زﻣﺎن ﻧﺎﺷﯽ از آزﻣﺎﯾﺸﻬﺎي ﺗﻌﯿﯿﻦ ﮐﯿﻔﯿﺖ ،ﻻزﻣﺴﺖ ﺗﺎ ﻣﺤﺪوده اي ﺑﺮاي ﻣﺘﻐﯿﺮ ﻫﺎ ي PQRدر ﻧﻈﺮ ﮔﺮﻓﺘﻪ ﺷﻮد .ﺑﺪﯾﻬﯽ اﺳـﺖ ﺗﻐﯿﯿـﺮ ﻫـﺮ
ﯾﮏ از ﻣﺘﻐﯿﺮ ﻫﺎ در ﺧﺎرج از ﻣﺤﺪوده ﺗﻌﺮﯾﻒ ﺷﺪه ،ﻣﻨﺠﺮ ﺑﻪ ﻧﻮﺷﺘﻦ WPSو PQRﺟﺪﯾﺪ ﻣﯽ ﺷﻮد .ﺑﺮ اﺳﺎس QW-200ﻫﺮ ﺗﻮﻟﯿـﺪ ﮐﻨﻨـﺪه ﻣﻮﻇـﻒ ﺑـﻪ اراﺋـﻪ
WPSﺟﻬﺖ ﻣﺸﺨﺺ ﮐﺮدن روش ﺟﻮﺷﮑﺎري اﺳﺖ و ﻫﺮ WPSﺑﺎﯾﺪ ﺑﻪ ﮐﻤﮏ آزﻣﺎﯾﺸﻬﺎي ﮐﻨﺘﺮل ﮐﯿﻔﯽ ) ،(PQRﺗﺎﺋﯿﺪﯾﻪ ﮐﯿﻔﯿﺖ درﯾﺎﻓـﺖ ﮐﻨـﺪ .ﭘـﺲ ﻫـﺮ
WPSﺑﻪ ﯾﮏ PQRﻧﯿﺎز دارد .اﻣﺎ ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ ﻧﮑﺎت QW-252ﺗﺎ QW-262اﻣﮑﺎن ﺗﻨﻈﯿﻢ ﯾﮏ PQRﺑﺮاي ﺗﻀﻤﯿﻦ ﮐﯿﻔﯿـﺖ ﭼﻨـﺪﯾﻦ WPSوﺟـﻮد دارد.
در ﺟﺪاول ﮐﺪ QW-262ﺗـﺎ ،QW-252اﻣﮑﺎن ﺗﻐﯿﯿﺮ ) اﻓﺰاﯾﺶ ﯾﺎ ﮐﺎﻫﺶ ( ﻫﺮ ﯾﮏ از ﻣﺘﻐﯿﯿﺮﻫﺎ ي اﺳﺎﺳﯽ ،ﺗﮑﻤﯿﻠـﯽ و ﻏﯿـﺮ اﺳﺎﺳـﯽ ﻓﺮآﯾﻨـﺪ ﻫـﺎي ﻣﺨﺘﻠـﻒ
ﺟﻮﺷﮑﺎري ﻣﻮرد ﻣﻘﺎﯾﺴﻪ ﻗﺮار ﮔﺮﻓﺘﻪ اﺳﺖ .ﻻزم ﺑﻪ ذﮐﺮ اﺳﺖ در QW-200ﺗﺎ QW-218ﻣﻄﺎﻟﺒﯽ ﮐﻪ ﺑﺎﯾﺪ در ﺗﻨﻈﯿﻢ و اﺳـﺘﻔﺎده از PQRﻣـﺪ ﻧﻈـﺮ ﻗـﺮارداد،
ذﮐﺮ ﺷﺪه اﺳﺖ .
ﺻﻔﺤﻪ 62از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺑﺨﺶ ﺳﻮم
آﺷﻨﺎﯾﯽ ﺑﺎ ﭼﮕﻮﻧﮕﯽ اﻧﺠﺎم
ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر )(WPQ
ﺻﻔﺤﻪ 63از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻣﻘﺪﻣﻪ
ﻧﺎﮔﻔﺘﻪ ﭘﯿﺪاﺳﺖ ﮐﻪ ﺑﺮاي اﻧﺠﺎم ﺟﻮﺷﮑﺎري ﻻزم اﺳﺖ از ﻓﺮدي ﮐﻪ ﺻﻼﺣﯿﺖ اﻧﺠﺎم اﯾﻦ ﮐﺎر را داﺷﺘﻪ ﺑﺎﺷﺪ اﺳﺘﻔﺎده ﮔﺮدد .ﺑﻨﺎﺑﺮاﯾﻦ ﺑﺎﯾﺪ ﺟﻮﺷـﮑﺎر ،ﺗﺎﯾﯿـﺪ ﺻـﻼﺣﯿﺖ
ﮔﺮدد .اﯾﻦ ﻓﺮآﯾﻨﺪ Welder Performance Qualificationﻧﺎم دارد ﮐﻪ ﺑﻪ ﻃﻮر اﺧﺘﺼﺎري ﺑﻪ WPQﻣﻮﺳﻮم اﺳﺖ .ﭼﮕﻮﻧﮕﯽ ﺗﺎﯾﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷـﮑﺎر در
اﺳﺘﺎﻧﺪارد ﯾﺎ ﮐﺪ ﻣﻮرد ﻧﻈﺮ ﺑﺎ ذﮐـﺮ ﺟﺰﺋﯿـﺎت ذﮐـﺮ ﺷـﺪه اﺳـﺖ .ذﮐـﺮ اﯾـﻦ ﻧﮑﺘـﻪ ﻻزم اﺳـﺖ ﮐـﻪ ﺑﺮﺧـﯽ اﺳـﺘﺎﻧﺪاردﻫﺎ ﺑـﻪ ﺟـﺎي WPQاز WQRﮐـﻪ ﻣﺨﻔـﻒ
ﻋﺒﺎرت Welder Qualification Recordاﺳﺖ اﺳﺘﻔﺎده ﻣﯽ ﮐﻨﻨﺪ .ﺷﮑﻞ 40ﻓﺮم WPQرا ﺑﺮ اﺳﺎس اﺳﺘﺎﻧﺪارد ASME Sec.IXﻧﺸﺎن ﻣﯽ دﻫﺪ.
ﺷﮑﻞ -40ﻓﺮم WPQاﺳﺘﺎﻧﺪارد ASME Sec.IX
ﻣﺮاﺣﻞ زﯾﺮ در ﺗﻨﻈﯿﻢ ﯾﮏ WPQﺑﺎﯾﺪ ﻃﯽ ﺷﻮد(QW-350) :
ﺑﺎﯾﺪ ﺑﺮاي داﻧﺴﺘﻦ ﻣﺘﻐﯿﺮﻫﺎي اﺳﺎﺳﯽ ﻫﺮ ﻓﺮآﯾﻨﺪ ﺑﻪ دﻗﺖ ﻣﻄﺎﻟﻌﻪ ﮔﺮدد.
اﺳﺘﻔﺎده ﮐﻨﻨﺪه از ﮐﺪ ﺑﺎﯾﺪ ﺑﺮ ﺗﻤﺎم ﻣﺮاﺣﻞ ﻧﻈﺎرت ﮐﺎﻣﻞ داﺷﺘﻪ ﺑﺎﺷﺪ.
ﺻﻔﺤﻪ 64از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻧﻤﻮﻧﻪ آزﻣﻮن ) (test plateﺑﺎﯾﺪ ﺑﺮ ﻣﺒﻨﺎي WPSﺗﺎﺋﯿﺪ ﺷﺪه ،ﺟﻮﺷﮑﺎري ﺷﻮد.
ﻧﻤﻮﻧﻪ ﻫﺎي آزﻣﻮن ﺑﺎﯾﺪ ﭘﯿﺶ از ﺗﻬﯿﻪ آزﻣﻮﻧﻪ ﺟﻬﺖ ارﺳﺎل ﺑﻪ آزﻣﺎﯾﺸﮕﺎه ﺗﻮﺳﻂ آزﻣﻮن رادﯾﻮﮔﺮاﻓﯽ ﯾﺎ ﺑﺮرﺳﯽ ﭼﺸﻤﯽ)ﺑﺴﺘﻪ ﺑﻪ ﻓﺮآﯾﻨﺪ( ﮐﻨﺘﺮل ﺷﻮﻧﺪ.
ﭘﺲ از اﻧﺠﺎم آزﻣﻮﻧﻬﺎي ﻻزم ،ﺑﺎﯾﺪ ﻓﺮم WPQﺗﮑﻤﯿﻞ ﺷﻮد.
در اﯾﻦ ﺑﺨﺶ ﺑﻪ ﭼﮕﻮﻧﮕﯽ اﻧﺠﺎم آزﻣﻮﻧﻬﺎ و ﻧﻮع آﻧﻬﺎ ﺑﺮ اﺳﺎس اﺳﺘﺎﻧﺪارد ASME Sec.IXﻣﯽ ﭘﺮدازﯾﻢ.
ﻓﻠﺰ ﭘﺎﯾﻪ
ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺑﺎ ﻫﺮ ﯾﮏ از ﻓﻠﺰات از P No.1ﺗﺎ P No.11ﺑﺎﻋﺚ ﻣﯽ ﮔﺮدد ﺗﺎ ﺟﻮﺷﮑﺎر ﺻﻼﺣﯿﺖ اﻧﺠﺎم ﺟﻮﺷﮑﺎري ﺑﺮ روي ﺗﻤﺎم اﯾﻦ ﮔﺮوه ﻫﺎ و زﯾﺮ ﮔﺮوﻫﺎ
را داﺷﺘﻪ ﺑﺎﺷﺪ QW-423.1).را ﺑﺒﯿﻨﯿﺪ(
ﻣﻮاد ﻣﺼﺮﻓﯽ
اﮔﺮ F No.ﻋﻮض ﺷﻮد ﻧﯿﺎز ﺑﻪ ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﻣﺠﺪد ﺧﻮاﻫﺪ ﺑﻮد .اﻟﺒﺘﻪ در ﻣﻮرد ﻓﺮآﯾﻨﺪ SMAWﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺑﺎ ﻫﺮ ﯾـﮏ از F No.از 1ﺗـﺎ 4ﺑﺎﻋـﺚ ﺗﺎﺋﯿـﺪ
ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر در اﺳﺘﻔﺎده از F No.ﻫﺎي ﮐﻤﺘﺮ ﺧﻮاﻫﺪ ﺷﺪ) ﺑﺮاي ﺟﻮﺷﻬﺎي دو ﻃﺮﻓﻪ ﯾﺎ ﺑﺎ ﭘﺸﺖ ﺑﻨﺪ( ) QW-404.11را ﺑﺒﯿﻨﯿﺪ(
ﻻزم ﺑﻪ ذﮐﺮ اﺳﺖ ﮐﻪ A No.در ﺑﺤﺚ ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﮐﺎرﺑﺮدي ﻧﺪارد.
ﻣﺘﻐﯿﺮﻫﺎ
ﺑﺮاي ﻫﺮ ﻓﺮآﯾﻨﺪ ﺟﻮﺷﮑﺎري ﻟﯿﺴﺘﯽ از ﻣﺘﻐﯿﺮﻫﺎي اﺳﺎﺳﯽ ،ﻏﯿﺮ اﺳﺎﺳﯽ و ﺗﮑﻤﯿﻠﯽ در QW-352ﺗﺎ QW-357داده ﺷﺪه اﺳﺖ ﮐﻪ اﻟﺰاﻣﺎ ﻫﻤﺎﻧﻨﺪ ﻣﺘﻐﯿﺮﻫﺎي
ﻣﺮﺑﻮط ﺑﻪ PQRﻧﯿﺴﺘﻨﺪ .روﺷﻦ اﺳﺖ ﮐﻪ ﻣﺘﻐﯿﺮﻫﺎي اﺳﺎﺳﯽ ﻧﺒﺎﯾﺪ ﻋﻮض ﺷﻮﻧﺪ.
ﻣﺤﺪوده ﻗﻄﺮ
ﻣﺤﺪوده ﻗﻄﺮ ﺑﺮاي ﺗﻤﺎﻣﯽ ﺟﻮﺷﻬﺎي داﯾﺮوي اﻋﻢ از ﮔﻮﺷﻪ اي و ﺷﯿﺎري در QW-452.3داده ﺷﺪه اﺳﺖ .ﺣﺪ ﺑﺎﻻﯾﯽ ﻗﻄﺮ ﺑﺮاي ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ وﺟﻮد ﻧﺪارد و
ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺑﺎ ﻟﻮﻟﻪ ﺑﺎﻋﺚ ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺑﺮاي ورق ﺧﻮاﻫﺪ ﺷﺪ.
ﻣﺤﺪوده ﺿﺨﺎﻣﺖ ﺑﺮاي ﺟﻮش ﺷﯿﺎري
ﻣﺤﺪوده ﺿﺨﺎﻣﺖ ﻓﻘﻂ ﺑﻪ ﺿﺨﺎﻣﺖ ﻓﻠﺰ ﺟﻮش راﺳﺐ ﺷﺪه اﻋﻤﺎل ﻣﯽ ﮔﺮدد ﻧﻪ ﺑﻪ ﺿﺨﺎﻣﺖ ورق .ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺑﺎ ﺟﻮش ﺷﯿﺎري ﺑﺎﻋﺚ ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺑﺮاي
ﺟﻮش ﮔﻮﺷﻪ اي ﺧﻮاﻫﺪ ﺷﺪ.
ﻣﺤﺪوده ﺿﺨﺎﻣﺖ ﺑﺮاي ﺟﻮش ﮔﻮﺷﻪ اي
ﺑﺮ اﺳﺎس QW-452.5آزﻣﻮن ﺑﺎ ورق ﺿﺨﯿﻤﺘﺮ از 4/8ﻣﯿﻠﯿﻤﺘﺮ ﺗﻤﺎم ﺿﺨﺎﻣﺘﻬﺎ ﺑﺮاي ﺟﻮش ﮔﻮﺷﻪ اي را ﭘﻮﺷﺶ ﺧﻮاﻫﺪ داد.
داﻣﻨﻪ ﺗﺎﺋﯿﺪ
ﺑﺮاي اﯾﻦ ﻣﻮرد ﺑﺎﯾﺪ ﺑﻪ QW-461.9ﻣﺮاﺟﻌﻪ ﮐﺮد.
ﻧﮑﺎت دﯾﮕﺮ
ﺗﻮﺟﻪ ﺑﻪ ﻧﮑﺎت زﯾﺮ ﻣﻔﯿﺪ ﺧﻮاﻫﺪ ﺑﻮد.
ﺻﻔﺤﻪ 65از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺟﻮﺷﮑﺎر ﯾﺎ اﭘﺮاﺗﻮر ﺟﻮﺷﮑﺎري ﻣﯽ ﺗﻮاﻧﺪ ﺑﻮﺳﯿﻠﻪ رادﯾﻮﮔﺮاﻓﯽ ﻧﻤﻮﻧﻪ آزﻣﻮن ،رادﯾﻮﮔﺮاﻓﯽ ﺟﻮﺷﻬﺎي اوﻟﯿﻪ ﺗﻮﻟﯿﺪﯾﺶ ﯾﺎ ﺑﻮﺳﯿﻠﻪ آزﻣﺎﯾﺸﻬﺎي ﺧﻤﺶ ﻧﻤﻮﻧﻪ ﻫﺎي ﺟﻮش
داده ﺷﺪه ،ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺷﻮد (QW-300.1) .ﺗﻮﺟﻪ ﮔﺮدد ﮐﻪ اﻧﺠﺎم آزﻣﻮن اﻟﺘﺮاﺳﻮﻧﯿﮏ ﺑﻪ ﺟﺎي رادﯾﻮﮔﺮاﻓﯽ ﻣﺠﺎز ﻧﯿﺴﺖ.
ﺑﺮاي آزﻣﻮن ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﻣﯽ ﺗﻮان ﭘﯿﺶ ﮔﺮم ﮐﺮدن ﯾﺎ ﻋﻤﻠﯿﺎت ﺣﺮارﺗﯽ ﭘﺲ از ﺟﻮﺷﮑﺎري را ﺣﺬف ﻧﻤﻮد( QW-301.2).
وﻗﺘﯽ ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﻟﻮﻟﻪ ﺑﺮاي ﺗﻤﺎم ﺣﺎﻻت) (All Position Qualificationﻻزم اﺳﺖ ﯾﮏ ﻧﻤﻮﻧﻪ آزﻣﻮن در ﺣﺎﻟﺖ 2Gو ﯾﮏ ﻧﻤﻮﻧﻪ در ﺣﺎﻟﺖ
5Gﺿﺮوري اﺳﺖ وﻟﯽ ﺑﻪ ﺟﺎي آن ﻣﯽ ﺗﻮان ﻓﻘﻂ از 6Gاﺳﺘﻔﺎده ﻧﻤﻮد.
ﻧﻤﻮﻧﻪ آزﻣﻮن ﺟﻮش ﺷﯿﺎري ﯾﮑﻄﺮﻓﻪ ﺑﺎ ﭘﺸﺖ ﺑﻨﺪ ﯾﺎ ﻧﻤﻮﻧﻪ آزﻣﻮن ﺟﻮش ﺷﯿﺎري دو ﻃﺮﻓﻪ ،ﺟﻮﺷﮑﺎري ﺑﺎ ﭘﺸﺖ ﺑﻨﺪ ﺑﻪ ﺣﺴﺎب ﻣﯽ آﯾﻨﺪ.
ﺟﻮﺷﻬﺎي ﺷﯿﺎري ﺑﺎ ﻧﻔﻮذ ﺟﺰﺋﯽ و ﺟﻮﺷﻬﺎي ﮔﻮﺷﻪ اي ،ﺟﻮﺷﮑﺎري ﺑﺎ ﭘﺸﺖ ﺑﻨﺪ ﺑﻪ ﺣﺴﺎب ﻣﯽ آﯾﻨﺪ.
ﺟﻮﺷﮑﺎري ﮐﻪ ﻧﻤﻮﻧﻪ PQRﻣﻮرد ﻗﺒﻮل را ﺟﻮش داده اﺳﺖ ،ﺑﺼﻮرت ﺧﻮدﮐﺎر ﺑﺮاي داﻣﻨﻪ ذﮐﺮ ﺷﺪه در ﺑﻨﺪﻫﺎي QW-303,QW-304,QW-305ﻣﻮرد
ﺗﺎﺋﯿﺪ ﺧﻮاﻫﺪ ﺑﻮد(QW-301.2).
اﻟﺰاﻣﺎت آزﻣﻮن ﺟﻮﺷﮑﺎر ﺑﺮاي ﺟﻮش ﺷﯿﺎري )(QW-452
اﯾﻦ ﺑﻨﺪ اﺳﺘﺎﻧﺪارد ﻣﻮارد زﯾﺮ را ﺑﯿﺎن ﮐﺮده اﺳﺖ:
ﯾﮏ آزﻣﻮن ﺧﻤﺶ روﯾﻪ و ﯾﮏ آزﻣﻮن ﺧﻤﺶ رﯾﺸﻪ ﺑﻪ ﻏﯿﺮ از ﺟﻮﺷﮑﺎري در ﺣﺎﻟﺘﻬﺎي 5Gو 6Gﮐﻪ ﻧﯿﺎز ﺑﻪ 4ﺧﻤﺶ دارد ) ﺑﻪ QW-452.1ﺗﻮﺟﻪ ﮐﻨﯿـﺪ( اﮔـﺮ
ﺿﺨﺎﻣﺖ ورق ﺑﯿﺶ از 9/5ﻣﯿﻠﯿﻤﺘﺮ ﺑﺎﺷﺪ ﻣﯽ ﺗﻮان از آزﻣﻮن ﺧﻤﺶ ﺟﺎﻧﺒﯽ اﺳﺘﻔﺎده ﮐﺮد .ﺑﺮاي ﺟﺰﺋﯿﺎت ﺑﯿـﺸﺘﺮ ﻣـﯽ ﺗﻮاﻧﯿـﺪ QW-466را ﺑﺒﯿﻨﯿـﺪ .ﯾـﺎدآوري اﯾـﻦ
ﻧﮑﺘﻪ ﻻزم اﺳﺖ ﮐﻪ در ﺑﯿﺸﺘﺮ ﻣﻮاﻗﻊ ﺑﺠﺎي آزﻣﻮن ﺧﻤﺶ از رادﯾﻮﮔﺮاﻓﯽ اﺳﺘﻔﺎده ﻣﯽ ﺷﻮد اﻣﺎ ﺑﺎﯾﺪ ﺗﻮﺟﻪ داﺷﺖ در ﻓﺮآﯾﻨﺪﻫﺎﯾﯽ ﻧﻈﯿـﺮ GMAWﺑـﺎ روش اﺗـﺼﺎل
ﮐﻮﺗﺎه و ﺟﻮﺷﮑﺎري ﻓﻠﺰات ﺧﺎص ،رادﯾﻮﮔﺮاﻓﯽ ﺑﺎﯾﺪ ﺑﺎ آزﻣﻮن ﺧﻤﺶ ﺗﮑﻤﯿﻞ ﮔﺮدد ) ( QW-304
اﻟﺰاﻣﺎت آزﻣﻮن ﺟﻮﺷﮑﺎر ﺑﺮاي ﺟﻮش ﮔﻮﺷﻪ اي )(QW-452.5
در اﯾﻦ ﺣﺎﻟﺖ ﺑﻪ ﯾﮏ آزﻣﻮن ﻣﺎﮐﺮواچ ) (QW-184و ﯾﮏ آزﻣﻮن ﺷﮑﺴﺖ ) (QW-182)(Fracture testﻧﯿﺎز اﺳﺖ .ﭼﮕﻮﻧﮕﯽ اﻧﺘﺨﺎب آزﻣﻮﻧﻪ ﻫﺎ در
QW-463ﺑﯿﺎن ﺷﺪه اﺳﺖ.
رادﯾﻮﮔﺮاﻓﯽ)(QW-191
ﺣﺪاﻗﻞ ﻃﻮل 15ﺳﺎﻧﺘﯿﻤﺘﺮ ﺑﺎﯾﺪ ﺑﺮاي ورق ﯾﺎ ﺟﻮش ﻣﺤﯿﻄﯽ ﻟﻮﻟﻪ ﻣﻮرد ﺑﺮرﺳﯽ ﻗﺮار ﮔﯿﺮد .اﮔﺮ ﺟﻮش ﻣﺤﯿﻄﯽ ﻟﻮﻟﻪ ﮐﻤﺘﺮ از 15ﺳﺎﻧﺘﯿﻤﺘﺮ ﺑﺎﺷﺪ ﺑﺎﯾﺪ ﻧﻤﻮﻧﻪ ﻫﺎي
ﺑﯿﺸﺘﺮي )ﺗﺎ 4ﻧﻤﻮﻧﻪ( ﻣﻮرد ﺑﺮرﺳﯽ ﻗﺮار ﮔﯿﺮﻧﺪ)(QW-302.2
ﺑﺎزرﺳﯽ ﭼﺸﻤﯽ)(QW-302.2,QW-190
ﻧﻤﻮﻧﻪ ﻫﺎي ﺟﻮﺷﮑﺎري ﺷﺪه ﺑﺎﯾﺪ ﻧﺸﺎن دﻫﻨﺪه ﻧﻔﻮذ و ذوب ﮐﺎﻣﻞ ﺑﺎﺷﻨﺪ.
ﻓﺮآﯾﻨﺪﻫﺎي ﺧﺎص
ﺑﺮاي دﯾﺪن ﺟﺰﺋﯿﺎت ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر در ﻓﺮآﯾﻨﺪﻫﺎي وﯾﮋه اي ﻧﻈﯿﺮ corrosion resistant overlayﯾﺎ hard facingﺑﺎﯾﺪ ﺑﻪ ﺑﻨﺪﻫﺎي
QW-453, QW-252, QW-380, QW-402.16, QW-405.4, QW-381ﻣﺮاﺟﻌﻪ ﮐﺮد.
ﺻﻔﺤﻪ 66از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
آزﻣﺎﯾﺶ ﻣﺠﺪد و ﺗﺠﺪﯾﺪ ﺻﻼﺣﯿﺖ
ﺟﻮﺷﮑﺎر ﯾﺎ اﭘﺮاﺗﻮر ﺟﻮﺷﮑﺎري ﮐﻪ در ﯾﮏ ﯾﺎ ﭼﻨﺪ آزﻣﺎﯾﺶ ﻣﺮدود ﻣﯽ ﺷﻮد ،ﻣﻤﮑﻦ اﺳﺖ ﺗﺤﺖ ﺷﺮاﯾﻂ زﯾﺮ آزﻣﺎﯾﺶ ﻣﺠﺪد ﺷﻮد.
آزﻣﺎﯾﺶ ﻣﺠﺪد ﻓﻮري ﺑﺎ اﺳﺘﻔﺎده از آزﻣﺎﯾﺶ ﻣﮑﺎﻧﯿﮑﯽ
وﻗﺘﯽ ﻧﻤﻮﻧﻪ ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ در آزﻣﻮن ﻣﮑﺎﻧﯿﮑﯽ ﻣﺮدود ﺷﺪ ،آزﻣﺎﯾﺶ ﻣﺠﺪد ﺑﺎﯾﺪ آزﻣﺎﯾﺶ ﻣﮑﺎﻧﯿﮑﯽ ﺑﺎﺷﺪ .وﻗﺘﯽ آزﻣﻮن ﻣﺠﺪد ﻓﻮري اﻧﺠﺎم ﺷﻮد ،ﺟﻮﺷﮑﺎر ﯾﺎ
اﭘﺮاﺗﻮر ﺟﻮﺷﮑﺎري ﺑﺎﯾﺪ ﺑﺮاي ﻫﺮ ﺣﺎﻟﺘﯽ ﮐﻪ ﻣﺮدود ﺷﺪه اﺳﺖ دو ﻧﻤﻮﻧﻪ ﭘﯿﺎﭘﯽ ﺟﻮش دﻫﺪ .ﺗﻤﺎﻣﯽ ﻧﻤﻮﻧﻪ ﻫﺎ ﺑﺎﯾﺪ ﻣﻌﯿﺎرﻫﺎي ﭘﺬﯾﺮش را ﺑﺮآورده ﺳﺎزﻧﺪ.
آزﻣﺎﯾﺶ ﻣﺠﺪد ﺑﺎ اﺳﺘﻔﺎده از رادﯾﻮﮔﺮاﻓﯽ
وﻗﺘﯽ ﻧﻤﻮﻧﻪ ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ در آزﻣﻮن رادﯾﻮﮔﺮاﻓﯽ ﻣﺮدود ﺷﺪه ،آزﻣﻮن ﻣﺠﺪد ﻓﻮري ﺑﺎﯾﺪ ﺑﻪ روش رادﯾﻮﮔﺮاﻓﯽ ﺑﺎﺷﺪ .ﺑﺮاي ﺟﻮﺷﮑﺎران ﯾﺎ اﭘﺮاﺗﻮرﻫﺎي ﺟﻮﺷﮑﺎري،
آزﻣﻮن ﻣﺠﺪد ﺑﺎﯾﺪ دو ﻧﻤﻮﻧﻪ ورق ﺑﻪ ﻃﻮل 15ﺳﺎﻧﺘﯿﻤﺘﺮ؛ ﺑﺮاي ﻟﻮﻟﻪ ﺑﺎﯾﺪ دو ﻟﻮﻟﻪ ﺟﻤﻌﺎ 30ﺳﺎﻧﺘﯿﻤﺘﺮي ﺑﺎﺷﺪ.
ﺑﻪ اﺧﺘﯿﺎر ﺳﺎزﻧﺪه ،ﺟﻮﺷﮑﺎري ﮐﻪ در آزﻣﻮن ﺟﻮش ﺗﻮﻟﯿﺪي ﻣﺮدود ﺷﺪ ﻣﻤﮑﻦ اﺳﺖ ﺑﻪ وﺳﯿﻠﻪ رادﯾﻮﮔﺮاﻓﯽ ﻃﻮل 30ﺳﺎﻧﺘﯿﻤﺘﺮ از ﻫﻤﺎن ﺟﻮش ﺗﻮﻟﯿﺪي ،ﻣﻮرد آزﻣﻮن
ﻣﺠﺪد ﻗﺮار ﮔﯿﺮد .اﮔﺮ اﯾﻦ ﻃﻮل ﺟﻮش ﭘﺬﯾﺮﻓﺘﻪ ﮔﺮدد؛ ﺟﻮﺷﮑﺎر ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﻣﯽ ﮔﺮدد و ﻧﺎﺣﯿﻪ اي از ﺟﻮش ﮐﻪ در آن ﭘﯿﺶ از اﯾﻦ ﻣﺮدود ﺷﺪه ﺑﻮد ﺑﺎﯾﺪ ﺗﻮﺳﻂ
او ﯾﺎ ﺷﺨﺺ دﯾﮕﺮي ﺗﺮﻣﯿﻢ )ﺗﻌﻤﯿﺮ( ﮔﺮدد.
اﮔﺮ اﯾﻦ 30ﺳﺎﻧﺘﯿﻤﺘﺮ ﻃﻮل ﺟﻮش؛ ﻣﻌﯿﺎر رادﯾﻮﮔﺮاﻓﯽ را ﺑﺮآورده ﻧﺴﺎزد ،ﺟﻮﺷﮑﺎر ﻣﺮدود ﻣﯽ ﺷﻮد .ﺟﻮش آزﻣﻮن ﻣﺠﺪد و ﺗﻤﺎم ﺟﻮﺷﻬﺎي ﺗﻮﻟﯿﺪي ا ﻧﺠﺎم ﺷﺪه ﺑﻪ
وﺳﯿﻠﻪ اﯾﻦ ﺟﻮﺷﮑﺎر ﺑﺎﯾﺪ ﺑﻪ ﻃﻮر ﮐﺎﻣﻞ رادﯾﻮﮔﺮاﻓﯽ ﺷﻮد و ﺑﻪ وﺳﯿﻠﻪ ﺟﻮﺷﮑﺎر ﺗﺎﺋﯿﺪ ﺷﺪه؛ ﺗﺮﻣﯿﻢ )ﺗﻌﻤﯿﺮ( ﺷﻮد.
زﻣﺎﻧﯽ ﮐﻪ ﺟﻮﺷﮑﺎر آﻣﻮزش ﺑﯿﺸﺘﺮي دﯾﺪ ،آزﻣﻮن ﺟﺪﯾﺪ ﺑﺎﯾﺪ ﺑﺮاي ﻫﺮ ﺣﺎﻟﺘﯽ ﮐﻪ در آن ﺑﺮاي ﺑﺮآورده ﺳﺎﺧﺘﻦ اﻟﺰاﻣﺎت ﻣﺮدود ﺷﺪه ﺑﻮد ،اﻧﺠﺎم ﺷﻮد.
اﻧﻘﻀﺎ و ﺗﺠﺪﯾﺪ ﺻﻼﺣﯿﺖ)(QW-322.2)(Expiration and renewal
اﻧﻘﻀﺎي ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﯾﺎ اﭘﺮاﺗﻮر ﺟﻮﺷﮑﺎري زﻣﺎﻧﯽ اﺳﺖ ﮐﻪ ﯾﮑﯽ از ﺷﺮاﯾﻂ زﯾﺮ ﭘﯿﺶ ﻣﯽ آﯾﺪ :
اﻟﻒ( وﻗﺘﯽ ﺟﻮﺷﮑﺎر در ﻃﻮل 6ﻣﺎه ﮔﺬﺷﺘﻪ ﯾﺎ ﺑﯿﺸﺘﺮ ﺑﺎ آن ﻓﺮآﯾﻨﺪ ﺟﻮﺷﮑﺎري ﻧﮑﺮده ﺑﺎﺷﺪ ؛
ب( وﻗﺘﯽ دﻟﯿﻞ ﻣﺸﺨﺼﯽ ﺑﺮاي زﯾﺮ ﺳﻮال رﻓﺘﻦ ﺗﻮاﻧﺎﯾﯽ ﺟﻮﺷﮑﺎر وﺟﻮد داﺷﺘﻪ ﺑﺎﺷﺪ.
ﺗﺠﺪﯾﺪ ﺻﻼﺣﯿﺖ ﺑﺮاي ﻫﺮ ﻓﺮآﯾﻨﺪ ﺗﻮﺳﻂ ﺟﻮﺷﮑﺎري ﯾﮏ ﻧﻤﻮﻧﻪ آزﻣﻮن ورق ﯾﺎ ﻟﻮﻟﻪ از ﻫﺮ ﺟﻨﺲ ﺑﺎ ﻫﺮ ﺿﺨﺎﻣﺖ ﯾﺎ ﻗﻄﺮ در ﻫﺮ وﺿﻌﯿﺖ ﺟﻮﺷﮑﺎري و ﺳﭙﺲ
آزﻣﺎﯾﺶ آن ﻧﻤﻮﻧﻪ اﻧﺠﺎم ﻣﯽ ﮔﺮدد .در ﺻﻮرت ﻣﺜﺒﺖ ﺑﻮدن ﻧﺘﯿﺠﻪ آزﻣﻮن ،ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﻗﺒﻠﯽ ﺟﻮﺷﮑﺎر ﺑﺮاي ﻣﻮاد ،ﺿﺨﺎﻣﺘﻬﺎ ،ﻗﻄﺮﻫﺎ ،وﺿﻌﯿﺘﻬﺎ ،و ﻣﺘﻐﯿﺮﻫﺎي
دﯾﮕﺮي ﮐﻪ ﻗﺒﻼ ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺷﺪه اﺳﺖ ،ﺗﺠﺪﯾﺪ ﺧﻮاﻫﺪ ﺷﺪ.
اﻟﺰاﻣﺎت اﺳﺘﺎﻧﺪارد AWS D1.1ﺑﺮاي ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر
ﻫﻤﺎﻧﮕﻮﻧﻪ ﮐﻪ ﺑﺎرﻫﺎ ذﮐﺮ ﺷﺪه؛ ﺗﻌﺪاد ،ﻧﻮع و ﭼﮕﻮﻧﮕﯽ اﻧﺠﺎم آزﻣﺎﯾﺸﻬﺎ در اﺳﺘﺎﻧﺪارد ﻫﺎي ﮔﻮﻧﺎﮔﻮن ﺗﻔﺎوﺗﻬﺎي ﻣﺨﺘﺼﺮي ﺑﺎ ﻫﻢ دارﻧﺪ .اﻟﺰاﻣﺎت اﺳﺘﺎﻧﺪارد
AWS D1.1در اﯾﻦ ﻣﻮارد ﺑﻪ ﻃﻮر ﭼﮑﯿﺪه در ﺷﮑﻠﻬﺎي 41و 42آﻣﺪه اﻧﺪ.
ﺻﻔﺤﻪ 67از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ -41اﻟﺰاﻣﺎت آزﻣﻮن ﺟﻮﺷﮑﺎر ﺑﺮاي ﺟﻮش ﺷﯿﺎري ﺑﺮ اﺳﺎس اﺳﺘﺎﻧﺪاردAWS D1.1
ﺻﻔﺤﻪ 68از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﺷﮑﻞ -42اﻟﺰاﻣﺎت آزﻣﻮن ﺟﻮﺷﮑﺎر ﺑﺮاي ﺟﻮش ﮔﻮﺷﻪ اي ﺑﺮ اﺳﺎس اﺳﺘﺎﻧﺪاردAWS D1.1
ﺻﻔﺤﻪ 69از 70
دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري،ﮔﺰارش ﺗﺎﺋﯿﺪ آن و ﺗﺎﺋﯿﺪ ﺻﻼﺣﯿﺖ ﺟﻮﺷﮑﺎر ﺑﺮ اﺳﺎس ﮐﺪ ASME
ﮔﺮدآوري و ﺗﻨﻈﯿﻢ:ﮐﺎﻣﺮان ﺧﺪاﭘﺮﺳﺘﯽ
ﻣﺮاﺟﻊ)ﻣﻄﺎﻟﺐ ،ﺷﮑﻠﻬﺎ و ﺟﺪاول(
1- ASME Boiler and Pressure Vessel Code, Section IX, Welding and Brazing Qualifications, 2007
2- AWS D1.1, Structural Welding Code-Steel, 2004
3- International Welding Engineer (IWE) Course Book, SLV Duisbug, 2004
4- The Procedure Handbook of Arc Welding, The Lincoln Electric Company, 13 th ed.,1994
5- Jefferson's Welding Encyclopedia, AWS Publications, 1997
-6ﻣﻬﻨﺪس ﺧﺎﻧﯿﺎﻧﯽ ،ﺟﺰوه دوره آﻣﻮزﺷﯽ آﺷﻨﺎﯾﯽ ﺑﺎ ﺗﺴﺖ ﺟﻮﺷﮑﺎري و دﺳﺘﻮراﻟﻌﻤﻞ ﺟﻮﺷﮑﺎري ،ﻣﺮﮐﺰ ﭘﮋوﻫﺶ و ﻣﻬﻨﺪﺳﯽ ﺟﻮش اﯾﺮان
-7اﻣﯿﺮ ﺣﺴﯿﻨﯽ ﮐﻠﻮرزي ،وﺑﻼگ ﻣﻬﻨﺪﺳﯽ ﺟﻮش ،آذر ﻣﺎه 1386
-8ﻣﺠﻤﻮﻋﻪ ﻣﻘﺎﻻت اوﻟﯿﻦ ﮐﻨﻔﺮاﻧﺲ ﺑﯿﻦ اﻟﻤﻠﻠﯽ ﺑﺎزرﺳﯽ ﻓﻨﯽ و آزﻣﻮن ﻏﯿﺮ ﻣﺨﺮب ،ﺗﻬﺮان 1 ،و 2آﺑﺎن ﻣﺎه 1386
-9ﻣﺠﻤﻮﻋﻪ ﻣﻘﺎﻻت ﻫﻔﺘﻤﯿﻦ ﮐﻨﻔﺮاﻧﺲ ﻣﻠﯽ ﺟﻮش و ﺑﺎزرﺳﯽ ،ﺗﻬﺮان 15 ،و 16آذر ﻣﺎه 1384
ﺻﻔﺤﻪ 70از 70
You might also like
- نرم افزار طراحی دیوار برشی فولادی SPSW DesignerDocument3 pagesنرم افزار طراحی دیوار برشی فولادی SPSW DesignerKoresh KhalpariNo ratings yet
- CSI Bridge Advanced 23.2.0.1738 آناليز و طراحی لرزه ای انواع پل - دانلود رایگانDocument1 pageCSI Bridge Advanced 23.2.0.1738 آناليز و طراحی لرزه ای انواع پل - دانلود رایگانshervin.khanjanzadehNo ratings yet
- InfrastructureasaServiceSecurityChallengesandSolutions 1708887168834-Persian912Document18 pagesInfrastructureasaServiceSecurityChallengesandSolutions 1708887168834-Persian912milad.gulzad786No ratings yet
- Isiri Iso 3834-6746018Document37 pagesIsiri Iso 3834-6746018maniteNo ratings yet
- Catalog PinarDocument33 pagesCatalog PinarmohammadhadisNo ratings yet
- SQL Injection WolfDocument77 pagesSQL Injection WolfAmir2708100% (2)
- متن فارسی استاندارد ایزو 9001 ویرایش2015Document37 pagesمتن فارسی استاندارد ایزو 9001 ویرایش2015Almas Tarh SepahanNo ratings yet
- سیستم نرم افزاری مدیریت ریسک پروژهDocument17 pagesسیستم نرم افزاری مدیریت ریسک پروژهWaheed ErfanyNo ratings yet
- IsiriDocument11 pagesIsirihesam_ab2002No ratings yet
- آموزش نوشتن CvDocument8 pagesآموزش نوشتن CvWahab RowshanNo ratings yet
- برنامه نویسی PDFDocument3 pagesبرنامه نویسی PDFhmad111111No ratings yet
- متن فارسی استاندارد ایزو 9001 ویرایش2015Document34 pagesمتن فارسی استاندارد ایزو 9001 ویرایش2015Reza FarahmandNo ratings yet
- دانلود SDC Verifier v5.1Document12 pagesدانلود SDC Verifier v5.1Koresh KhalpariNo ratings yet
- BRB CostDocument15 pagesBRB CostArash SabooriNo ratings yet
- Design To Cost PDFDocument3 pagesDesign To Cost PDFamir8100No ratings yet
- دانلود RUNET Software Products 2012-2018 - مجموعه نرمافزارهایDocument13 pagesدانلود RUNET Software Products 2012-2018 - مجموعه نرمافزارهایKoresh KhalpariNo ratings yet
- 83 314 Autopipe PDFDocument18 pages83 314 Autopipe PDFkoushkiNo ratings yet
- Ultrasonic InspectionDocument12 pagesUltrasonic Inspectionfarshid KarpasandNo ratings yet
- Acidcat Cms و MegabbsDocument41 pagesAcidcat Cms و Megabbses moNo ratings yet
- صنعت نسل 4Document4 pagesصنعت نسل 4alavi419No ratings yet
- دانلود Weldassistant SMART v8.1.9.1638 - نرم افزار مدیریت امور جوشکاریDocument9 pagesدانلود Weldassistant SMART v8.1.9.1638 - نرم افزار مدیریت امور جوشکاریKoresh KhalpariNo ratings yet
- جزوه سازه فولادی 1 (روش تنش مجاز)Document3 pagesجزوه سازه فولادی 1 (روش تنش مجاز)Koresh KhalpariNo ratings yet
- Khalghan PSCDocument8 pagesKhalghan PSCali_alfaNo ratings yet
- ﺖﯾﻮﻘﺗ هﺪﻨﻨﮐ يرﻮﻧ يﺎﻫ) Edfa (ﯽﻧﺎﯾوﺎﮐ ﻦﺴﺣ ﺪﻤﺤﻣDocument3 pagesﺖﯾﻮﻘﺗ هﺪﻨﻨﮐ يرﻮﻧ يﺎﻫ) Edfa (ﯽﻧﺎﯾوﺎﮐ ﻦﺴﺣ ﺪﻤﺤﻣEbrahim khoobbakhtNo ratings yet
- کتابچه شرکت کاویان کوبان البرز1-3-1392Document50 pagesکتابچه شرکت کاویان کوبان البرز1-3-1392pghasaeiNo ratings yet
- دانلود ProgeCAD Professional 2020 v20.0.6.26 x64 - نرم افزار طراحی و نDocument11 pagesدانلود ProgeCAD Professional 2020 v20.0.6.26 x64 - نرم افزار طراحی و نKoresh KhalpariNo ratings yet
- Pmbok 7Document81 pagesPmbok 7pooyan.javanbakht.1980No ratings yet
- RFP4-08 Edit2Document2 pagesRFP4-08 Edit2Majid KhoshnamaNo ratings yet
- Easy Bimeh CatalogDocument13 pagesEasy Bimeh Catalogreza.hashemigahroueiNo ratings yet
- Overhall OptimumDocument21 pagesOverhall OptimumteaNo ratings yet
- دانلود GeoStru RC-SEC v2019.2.0Document11 pagesدانلود GeoStru RC-SEC v2019.2.0Koresh KhalpariNo ratings yet
- Prerequisites RFP 98Document7 pagesPrerequisites RFP 98Sj MahNo ratings yet
- WPS&PQR Examination Taghavi.0004Document50 pagesWPS&PQR Examination Taghavi.0004Anon YmousNo ratings yet
- دانلود CADS Analysis, Modelling & Design Suite 2018Document12 pagesدانلود CADS Analysis, Modelling & Design Suite 2018Koresh KhalpariNo ratings yet
- آشنایی بامفهوم وساختارWBSDocument35 pagesآشنایی بامفهوم وساختارWBSbashirNo ratings yet
- Pmbok PDFDocument9 pagesPmbok PDFkoohestani_afshinNo ratings yet
- دانلود Chris-PC RAM Booster 5.17.23 + Portable بهینه سازی سرعت ویندوزDocument1 pageدانلود Chris-PC RAM Booster 5.17.23 + Portable بهینه سازی سرعت ویندوزshervin.khanjanzadehNo ratings yet
- اسناد همسان پیمان بهره برداری، نگهداری و تعمیرات (O M) در صنعت نفت با محوریت ماشین های دوارDocument70 pagesاسناد همسان پیمان بهره برداری، نگهداری و تعمیرات (O M) در صنعت نفت با محوریت ماشین های دوارamir1361ppNo ratings yet
- 1364 روستاییDocument6 pages1364 روستاییm1.nourianNo ratings yet
- یادداشت فنی شماره 26Document10 pagesیادداشت فنی شماره 26Pouya EtemadNo ratings yet
- متن-فارسی-استاندارد-iatf16949Document82 pagesمتن-فارسی-استاندارد-iatf16949Naser EsmailiNo ratings yet
- Server LessDocument20 pagesServer LessfsmondiolatiroNo ratings yet
- گزارشDocument7 pagesگزارشkorope8705No ratings yet
- دستورالعمل پذیرفته شدگان کارشناسی پیوسته و کاردانی ناپیوستهDocument12 pagesدستورالعمل پذیرفته شدگان کارشناسی پیوسته و کاردانی ناپیوستهalireza akbariNo ratings yet
- دانلود CSiBridge Advanced W - Rating 21.2Document5 pagesدانلود CSiBridge Advanced W - Rating 21.2bunkunNo ratings yet
- Performance Test Procedure in Centrifugal Pumps - 1393 PDFDocument49 pagesPerformance Test Procedure in Centrifugal Pumps - 1393 PDFMohammad AlizadehNo ratings yet
- 2Document2 pages2saeid.mehregan.shNo ratings yet
- دانلود App Builder 2021.43 + Portable ساخت سریع و آسان اپلیکیشن موبایلDocument1 pageدانلود App Builder 2021.43 + Portable ساخت سریع و آسان اپلیکیشن موبایلshervin.khanjanzadehNo ratings yet
- Management FundamentalsDocument161 pagesManagement FundamentalsFedaNo ratings yet
- Apply Time Series ModelsDocument17 pagesApply Time Series ModelsMasud SawizNo ratings yet
- الزامات کربن استیل مطابق Nace- پالایشگاهDocument12 pagesالزامات کربن استیل مطابق Nace- پالایشگاهJabari Kane100% (1)
- Installation GuideDocument3 pagesInstallation GuideArash HeidariNo ratings yet
- چالش های علوم داده در سیلیکون تهرانDocument16 pagesچالش های علوم داده در سیلیکون تهرانmammymanNo ratings yet
- دانلود LH Logismiki Steel Connections v1.12.0Document11 pagesدانلود LH Logismiki Steel Connections v1.12.0Koresh KhalpariNo ratings yet
- PRP LearningDocument20 pagesPRP LearningHamidreza EskandariNo ratings yet
- Conference Microphone System SH Cm650 Horand ManualDocument38 pagesConference Microphone System SH Cm650 Horand ManualmohammadNo ratings yet
- کتاب مدیریت و پروژه رشته اداره و منجمنت 13-14و1و2Document130 pagesکتاب مدیریت و پروژه رشته اداره و منجمنت 13-14و1و2Ghulam Abbas NiazaiNo ratings yet