You might also like
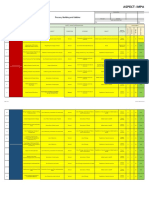
- Aspect-Impact Rating Sheet (Airs) : Department/ Section/ Unit: Process, Building and UtilitiesDocument4 pagesAspect-Impact Rating Sheet (Airs) : Department/ Section/ Unit: Process, Building and UtilitiesSir ZenNo ratings yet
- Task Risk Assessment For Sandblasting and Painting of Sheets SpoolsDocument3 pagesTask Risk Assessment For Sandblasting and Painting of Sheets SpoolsAftab Qadir100% (1)
- Impa 5th EditionDocument1,547 pagesImpa 5th EditionGaurav Maithil100% (3)
- 4M Change Tracking SheetDocument1 page4M Change Tracking SheetKanaiya Jha100% (5)
- QAP StructureDocument2 pagesQAP Structureayoki100% (1)
- Colorful Chalkboard Classroom Labels and OrganizersFrom EverandColorful Chalkboard Classroom Labels and OrganizersNo ratings yet
- IMPA 5 TH EDITION - CompressedDocument1,547 pagesIMPA 5 TH EDITION - CompressedManuel GuerreroNo ratings yet
- Equipment Schematic - For P5 DualDocument4 pagesEquipment Schematic - For P5 DualrahulNo ratings yet
- Piping Class PDFDocument4 pagesPiping Class PDFanil pkNo ratings yet
- 2539-00-ITP-012 - 0 - ITP For Plastic Piping PDFDocument17 pages2539-00-ITP-012 - 0 - ITP For Plastic Piping PDFdang2172014100% (1)
- EPB2.4 + V3f20 Installation - Start-Up ProcDocument30 pagesEPB2.4 + V3f20 Installation - Start-Up ProcBeltran Héctor75% (4)
- Brand Loyalty & Competitive Analysis of Pankaj NamkeenDocument59 pagesBrand Loyalty & Competitive Analysis of Pankaj NamkeenBipin Bansal Agarwal100% (1)
- Hiradc ProduksiDocument156 pagesHiradc ProduksiNur AisyahNo ratings yet
- The Eminence in Shadow, Vol. 4Document255 pagesThe Eminence in Shadow, Vol. 4Ezra Salvame83% (6)
- GC11 Pipe Thickness CalcDocument1 pageGC11 Pipe Thickness CalcsrinivasanNo ratings yet
- 10 Tanker Version 11 AmmendedDocument46 pages10 Tanker Version 11 AmmendedHarbinder SinghNo ratings yet
- Daily Report 7 April 2023 Sent PDFDocument2 pagesDaily Report 7 April 2023 Sent PDFBambang ArdiansyahNo ratings yet
- PPE MATRIX Hazard MappingDocument1 pagePPE MATRIX Hazard MappingSaurabh SinghNo ratings yet
- Gear Data For 71400418Document2 pagesGear Data For 71400418Pratap ThakurNo ratings yet
- Add Work RappDocument4 pagesAdd Work Rappsumantri NCNo ratings yet
- Annexure 3 - Vendor ComparisonDocument1 pageAnnexure 3 - Vendor ComparisonNikhil KarkeraNo ratings yet
- MBV - Products - List V-Belt VNDocument1 pageMBV - Products - List V-Belt VNSteven PhamNo ratings yet
- Daily Report 6 April 2023 Sent PDFDocument2 pagesDaily Report 6 April 2023 Sent PDFBambang ArdiansyahNo ratings yet
- RA Routing Fueling ProcessesDocument1 pageRA Routing Fueling Processesmohamed atefNo ratings yet
- Actuve Raileay Pulling PipebookDocument2 pagesActuve Raileay Pulling Pipebookatulpatil99No ratings yet
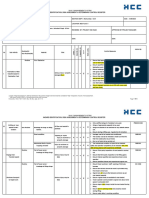
- Task Risk Assessment Enter Company Name AMG: Risk Evaluation (Refer To Evaluation Form)Document3 pagesTask Risk Assessment Enter Company Name AMG: Risk Evaluation (Refer To Evaluation Form)Faizan ShabbirNo ratings yet
- SKH Metals LTD.: Process Control StanderdDocument2 pagesSKH Metals LTD.: Process Control StanderdshinuNo ratings yet
- 12282A - Expansion Joints DatasheetDocument1 page12282A - Expansion Joints DatasheetGaurav TripathiNo ratings yet
- Feasiblity Review 1 1 HD BucketDocument3 pagesFeasiblity Review 1 1 HD BucketSandeep KumarNo ratings yet
- TK-103-FGL-34 Holiday InspectionDocument1 pageTK-103-FGL-34 Holiday InspectionjoseNo ratings yet
- A Nálisis Del M Odo y E Fecto de La F AllaDocument43 pagesA Nálisis Del M Odo y E Fecto de La F AllaAlfredoNo ratings yet
- BLDG - Revised Inspection and Test PlanDocument23 pagesBLDG - Revised Inspection and Test Plan124th EAGLECOM KimJaveroNo ratings yet
- TSMH4MD1 H4 01 TG T 31 TG0 002003213391Document39 pagesTSMH4MD1 H4 01 TG T 31 TG0 002003213391hamidrezaNo ratings yet
- Line 2 WJDocument1 pageLine 2 WJMahmoud A. HafeezNo ratings yet
- Line 1 WJDocument1 pageLine 1 WJMahmoud A. HafeezNo ratings yet
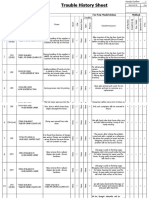
- Trouble HistoryDocument7 pagesTrouble HistoryShahzaibUsmanNo ratings yet
- TK-103-FGL-26-matt Inspection Prior To Tissue ApplicationDocument1 pageTK-103-FGL-26-matt Inspection Prior To Tissue ApplicationjoseNo ratings yet
- Daily Report 8 April 2023 PDFDocument2 pagesDaily Report 8 April 2023 PDFBambang ArdiansyahNo ratings yet
- Tpl-Yiapl-Ph1&2-An-15 R1Document1 pageTpl-Yiapl-Ph1&2-An-15 R1Ramesh BabuNo ratings yet
- Equipment ListDocument7 pagesEquipment Listyadav yadavNo ratings yet
- CT - PT MQPDocument12 pagesCT - PT MQPGnanavel GNo ratings yet
- Daily Report 10 April 2023Document3 pagesDaily Report 10 April 2023Bambang ArdiansyahNo ratings yet
- Hirac Man Trasnfer BasketDocument4 pagesHirac Man Trasnfer BasketPinaki BhattacharjeeNo ratings yet
- Machine Condition Report: BintangDocument15 pagesMachine Condition Report: BintanglilikNo ratings yet
- Latest ILC 4 Year PlanDocument5 pagesLatest ILC 4 Year PlanARNAB GHOSHNo ratings yet
- Facility Requirement & Evaluation Sheet: For Production IncreaseDocument1 pageFacility Requirement & Evaluation Sheet: For Production IncreaseAlfi BachtiarNo ratings yet
- Name of The Project: Avigna Industrial Park, Nagondapalli Village, Hosur, Tamil NaduDocument4 pagesName of The Project: Avigna Industrial Park, Nagondapalli Village, Hosur, Tamil Nadua paul jayakumarNo ratings yet
- Inspection Standard: Daily Inprocess Inspection/Prod./Rejection ReportDocument5 pagesInspection Standard: Daily Inprocess Inspection/Prod./Rejection ReportPrakash kumarTripathiNo ratings yet
- KD 125Document6 pagesKD 125Ibrahim HamdyNo ratings yet
- MFL67218276 Rumanian 09 09Document33 pagesMFL67218276 Rumanian 09 09RemodaNo ratings yet
- Daily Report Activity: Senin, 11 Januari 22 14 Mechanical Extruder 2Document2 pagesDaily Report Activity: Senin, 11 Januari 22 14 Mechanical Extruder 2Rosid Ridwan Nur IchsanNo ratings yet
- NBC Jaf GQC RT A 150,151,152,153Document4 pagesNBC Jaf GQC RT A 150,151,152,153Akansha SharmaNo ratings yet
- 1778-4711-WD-DWG-006I - Line 4711-105-WCS-15-Q235A - CommentDocument6 pages1778-4711-WD-DWG-006I - Line 4711-105-WCS-15-Q235A - CommentAsyifa AldanaNo ratings yet
- Plant and Machinery (1) - 2Document1 pagePlant and Machinery (1) - 2SM AreaNo ratings yet
- Roughness Inspection ReportDocument1 pageRoughness Inspection ReportwahyuNo ratings yet
- Remot Seafty PanelDocument15 pagesRemot Seafty PanelابويحيىالمراديNo ratings yet
- Final Enquiry List For ValvesDocument12 pagesFinal Enquiry List For ValvesnikhilNo ratings yet
- Piping DetailsDocument16 pagesPiping DetailsSasi MesthiriNo ratings yet
- 1778 4601 TH DWG 003J 1Document1 page1778 4601 TH DWG 003J 1Asyifa AldanaNo ratings yet
- JG Summit Stage 1 Expansion Project Battery Limit Interface Table - NCPX A3-JGS1EP-IT-25-001Document2 pagesJG Summit Stage 1 Expansion Project Battery Limit Interface Table - NCPX A3-JGS1EP-IT-25-001mengelito almonteNo ratings yet
- Welder Test 18 December 2018Document1 pageWelder Test 18 December 2018NEMO MEMBUATNo ratings yet
- Pt. Multi Karya Engineering: Pt. Riau Andalan Pulp & PapperDocument1 pagePt. Multi Karya Engineering: Pt. Riau Andalan Pulp & PapperImade Subagianta100% (1)
- Imb SH Hse 0028Document9 pagesImb SH Hse 002801095902062ahmedNo ratings yet
- Output D4Document34 pagesOutput D4Angel MingaNo ratings yet
- Prakhar Gupta Epics and Empires-Game of Thrones Make Up EssayDocument5 pagesPrakhar Gupta Epics and Empires-Game of Thrones Make Up EssayGat DanNo ratings yet
- Activate My Win 7 Pro Product KeyDocument4 pagesActivate My Win 7 Pro Product KeydoktauNo ratings yet
- UntitledDocument4 pagesUntitledapi-223522684No ratings yet
- Upfc PlacementDocument0 pagesUpfc PlacementVamsi KumarNo ratings yet
- Polyethylene PolyamineDocument6 pagesPolyethylene PolyamineAV kayanNo ratings yet
- Tahmina Ferdousy Jhumu: HND Btec Unit 15 Psychology For Health and Social CareDocument29 pagesTahmina Ferdousy Jhumu: HND Btec Unit 15 Psychology For Health and Social CareNabi BoxNo ratings yet
- h4 History of India Ad 1526 - Ad 1707Document2 pagesh4 History of India Ad 1526 - Ad 1707Baddela ReddyNo ratings yet
- Docs Grails Org 4 0 0 Guide Single HTMLDocument296 pagesDocs Grails Org 4 0 0 Guide Single HTMLlicface13No ratings yet
- A 268 - A 268M - 01 Qti2oc0wmq - PDFDocument6 pagesA 268 - A 268M - 01 Qti2oc0wmq - PDFMan98No ratings yet
- James Bruce, One of Russian Tsar Peter The Great's Key Advisors (1669-1735)Document2 pagesJames Bruce, One of Russian Tsar Peter The Great's Key Advisors (1669-1735)Johanna Granville100% (1)
- Research Propsal v1.2Document3 pagesResearch Propsal v1.2john7904No ratings yet
- MikroC PRO For DsPIC30Document9 pagesMikroC PRO For DsPIC30ivcal20No ratings yet
- Research ProposalDocument2 pagesResearch Proposalsmh9662No ratings yet
- QBM101Document37 pagesQBM101Shang BinNo ratings yet
- Reflective EssayDocument4 pagesReflective Essayapi-385380366No ratings yet
- Ahmed 2022. Ergonomic Work From Home and Occupational Health Problems Amid COVID-19Document17 pagesAhmed 2022. Ergonomic Work From Home and Occupational Health Problems Amid COVID-19FioriAmeliaHathawayNo ratings yet
- ADCD LowDocument8 pagesADCD LowrahulmultivisionNo ratings yet
- Suricata User Guide: Release 4.1.0-DevDocument272 pagesSuricata User Guide: Release 4.1.0-DevDavid Simon Hoyos GonzalezNo ratings yet
- BC Caribou Recovery Program Stakeholders Teleconference MinutesDocument5 pagesBC Caribou Recovery Program Stakeholders Teleconference MinutesRevelstoke MountaineerNo ratings yet
- New Criticism Hills Like White Elephants FinalDocument4 pagesNew Criticism Hills Like White Elephants Finalapi-313631761No ratings yet
- A Priori and A Posteriori Knowledge: A Priori Knowledge Is Knowledge That Is Known Independently of Experience (That IsDocument7 pagesA Priori and A Posteriori Knowledge: A Priori Knowledge Is Knowledge That Is Known Independently of Experience (That Ispiyush_maheshwari22No ratings yet
- Predicates and ArgumentsDocument4 pagesPredicates and ArgumentsOanh NguyễnNo ratings yet
- Sociology Internal AssessmentDocument21 pagesSociology Internal AssessmentjavoughnNo ratings yet
- Department of Labor: BC Bond ListDocument67 pagesDepartment of Labor: BC Bond ListUSA_DepartmentOfLabor100% (1)
- Factors Affecting Pakistani English Language LearnersDocument19 pagesFactors Affecting Pakistani English Language LearnersSaima Bint e KarimNo ratings yet
- HRM ModelDocument6 pagesHRM ModelsakshiNo ratings yet