You might also like
- DC250 Tech Info SheetsDocument18 pagesDC250 Tech Info SheetsAlfonso Sanchez VerduzcoNo ratings yet
- Roland GX500 GuideDocument36 pagesRoland GX500 GuideBryanHumphriesNo ratings yet
- Sony Sdm-hx73 Sdm-hx93 Service ManualDocument40 pagesSony Sdm-hx73 Sdm-hx93 Service Manualum1668No ratings yet
- JBT Foodtech H1 Food Grade GreaseDocument6 pagesJBT Foodtech H1 Food Grade Greaseandri putrantoNo ratings yet
- 19.building Movement Control During Construction - Rev.01-17august 2009Document49 pages19.building Movement Control During Construction - Rev.01-17august 2009Syerifaizal Hj. Mustapha100% (1)
- Processing Center: Optimat ABD 100Document2 pagesProcessing Center: Optimat ABD 100coralonsoNo ratings yet
- Ess-Tool Tool Board Machining Guide: Please - Before You Try It Your Way, Try It Ours!Document2 pagesEss-Tool Tool Board Machining Guide: Please - Before You Try It Your Way, Try It Ours!ray9699No ratings yet
- Mold Machining Methods, Part 2Document15 pagesMold Machining Methods, Part 2Edenilson FadekNo ratings yet
- Laser CladdingDocument4 pagesLaser CladdinggunamtechNo ratings yet
- Laser-Based Additive Manufacturing Processes v.1Document54 pagesLaser-Based Additive Manufacturing Processes v.1charliek500No ratings yet
- A Dimensions: (MM) B Recommended Land Pattern: (MM) : WE-FLEX+ Flexible Transformer For DC/DC ConverterDocument5 pagesA Dimensions: (MM) B Recommended Land Pattern: (MM) : WE-FLEX+ Flexible Transformer For DC/DC ConverterlalihifiNo ratings yet
- Desk Sputter Coater - DSR1Document3 pagesDesk Sputter Coater - DSR1mohamadazareshNo ratings yet
- MEMS & NEMS Packaging: 1. General DescriptionDocument1 pageMEMS & NEMS Packaging: 1. General DescriptionImtiaz AhmedNo ratings yet
- Government Polytechnic Muzaffarpur: SUBJECT CODE - 1625507Document14 pagesGovernment Polytechnic Muzaffarpur: SUBJECT CODE - 1625507VK D100% (1)
- WAssets Downloads Documents Brochures Leaflets Flyers Tucker DCE-EnDocument6 pagesWAssets Downloads Documents Brochures Leaflets Flyers Tucker DCE-EnGilson RosaNo ratings yet
- ILM12FDocument5 pagesILM12FMos Viorel DanutNo ratings yet
- Zebra s4m Printer DatasheetDocument2 pagesZebra s4m Printer DatasheetJohnny BarcodeNo ratings yet
- ESMDocument10 pagesESM47 Bhushan BariNo ratings yet
- Datenblatt: ADAP (Adaptor, Extensions and Reductions) ADAP EX 3/4NPT-1/2NPTDocument2 pagesDatenblatt: ADAP (Adaptor, Extensions and Reductions) ADAP EX 3/4NPT-1/2NPTkevNo ratings yet
- Manual de DeckDocument98 pagesManual de DeckDadolar SilvaNo ratings yet
- Philips dvp3000 3005 3007 3010 3500Document36 pagesPhilips dvp3000 3005 3007 3010 3500Dobrica IlicNo ratings yet
- (A Govt. of India Society, Ministry of MSME) ISO 9001:2000 & ISO 14001:2004 ORGANISATIONDocument36 pages(A Govt. of India Society, Ministry of MSME) ISO 9001:2000 & ISO 14001:2004 ORGANISATIONSomnath RangrejNo ratings yet
- Assid09 WebDocument6 pagesAssid09 WebRobert AntonescuNo ratings yet
- MCO2 SP300 8011 SP2 8007 Operationmanual enDocument49 pagesMCO2 SP300 8011 SP2 8007 Operationmanual encengiz gunesNo ratings yet
- Prospekt Ersa Hammerpreise Productronica 2013 en WebDocument12 pagesProspekt Ersa Hammerpreise Productronica 2013 en WebbehzadNo ratings yet
- Nano Dimension: Lab-On-ChipDocument4 pagesNano Dimension: Lab-On-Chipyufencha1548No ratings yet
- Micro Component System: Service ManualDocument0 pagesMicro Component System: Service ManualvideosonNo ratings yet
- Data Sheet: W-Series Wdu 6Document5 pagesData Sheet: W-Series Wdu 6nisha_khanNo ratings yet
- Die Sinking ReportDocument11 pagesDie Sinking Report15 thnNo ratings yet
- Buckling Analysis of 3D Printed ABS ThinDocument10 pagesBuckling Analysis of 3D Printed ABS Thinvignesh alagarsamyNo ratings yet
- 1533724968DLA Corrosion Probe EN 201608Document2 pages1533724968DLA Corrosion Probe EN 201608baurzhannNo ratings yet
- DLA Corrosion Probe en 201608 WebDocument2 pagesDLA Corrosion Probe en 201608 WebDennis ChaiNo ratings yet
- Bal GammatecDocument12 pagesBal GammatecAlejandro DuranNo ratings yet
- Schleuniger: Omnistrip 9400 Automatic Wire Cutting and Stripping MachineDocument4 pagesSchleuniger: Omnistrip 9400 Automatic Wire Cutting and Stripping MachineAhmed Benhimdia100% (1)
- Servodrive Vma 35 BR 001 D Bosch Manual PDFDocument131 pagesServodrive Vma 35 BR 001 D Bosch Manual PDFfationllullaNo ratings yet
- DATRON AccessoriesDocument96 pagesDATRON Accessorieshappydude7632No ratings yet
- IR US DT Quattro US Oneway Hallway DCS PDFDocument63 pagesIR US DT Quattro US Oneway Hallway DCS PDFmial01No ratings yet
- ProTec 571 Schnittstelle DXF-Postprozessor - EnglischDocument5 pagesProTec 571 Schnittstelle DXF-Postprozessor - EnglischsoleszNo ratings yet
- Data Sheet: W-Series WDU 2.5Document5 pagesData Sheet: W-Series WDU 2.5reliableplacementNo ratings yet
- SD 2467 SM-DG PDFDocument3 pagesSD 2467 SM-DG PDFElmir Elko DedicNo ratings yet
- Diffractive Optics From Holo /or: Services & CapabilitiesDocument4 pagesDiffractive Optics From Holo /or: Services & Capabilitiesasdfasdfsharklasers100% (1)
- HCD GRX30Document68 pagesHCD GRX30panaservNo ratings yet
- PMSDR Manual v1.0Document140 pagesPMSDR Manual v1.0Stijn KeersebilckNo ratings yet
- Schempp+Decker Press-Fit Zones: Metal ApplicationsDocument4 pagesSchempp+Decker Press-Fit Zones: Metal Applicationso14657No ratings yet
- Eyp DFB 0780 00080 1500 Sot02 0000Document4 pagesEyp DFB 0780 00080 1500 Sot02 0000ronnie2300No ratings yet
- Electro Discharge Machine: Metereology & Machining LabDocument5 pagesElectro Discharge Machine: Metereology & Machining LabSumit JadhavNo ratings yet
- Dip Brazing: Parts To Be Dip Brazed AreDocument10 pagesDip Brazing: Parts To Be Dip Brazed AreRavin SinghNo ratings yet
- Unit - III Basic Manufacturing Engineering Surface Mount Technology (SMT)Document5 pagesUnit - III Basic Manufacturing Engineering Surface Mount Technology (SMT)rooplalrana1636No ratings yet
- FDM 3D PrinterDocument23 pagesFDM 3D PrinterYuvraj MarneNo ratings yet
- EDM Lab ReportDocument12 pagesEDM Lab ReportAli Hassan100% (1)
- Mass Manufacturing: Mechanical Roll No:16,17,18,23,94Document43 pagesMass Manufacturing: Mechanical Roll No:16,17,18,23,946016 RishithaNo ratings yet
- Data Sheet: W-Series WDU 2.5Document5 pagesData Sheet: W-Series WDU 2.5EduardoNo ratings yet
- Sensor de Nivel Multi Point 406-403-001 Tina PastaDocument46 pagesSensor de Nivel Multi Point 406-403-001 Tina PastaSchiraldi BonillaNo ratings yet
- Manual de Uso Grabadora Laser - Eng-InglesDocument47 pagesManual de Uso Grabadora Laser - Eng-Inglesir.garciadlsNo ratings yet
- WDU 2.5 BL enDocument16 pagesWDU 2.5 BL enbeuggsb8967No ratings yet
- (135, 235, 335, 385, 735) Single Stage Radial Fan REITZDocument86 pages(135, 235, 335, 385, 735) Single Stage Radial Fan REITZBata ZivanovicNo ratings yet
- Electronic Web E PDFDocument12 pagesElectronic Web E PDFssingaram1965No ratings yet
- Fraunhofer Laser Cladding ApplicationsDocument2 pagesFraunhofer Laser Cladding ApplicationsLe Duy TuanNo ratings yet
- Tds 11 Troubleshooting Guide Elect.Document1,110 pagesTds 11 Troubleshooting Guide Elect.FSTNo ratings yet
- SkobdrzDocument13 pagesSkobdrzkatty_89No ratings yet
- The Fourth Terminal: Benefits of Body-Biasing Techniques for FDSOI Circuits and SystemsFrom EverandThe Fourth Terminal: Benefits of Body-Biasing Techniques for FDSOI Circuits and SystemsSylvain ClercNo ratings yet
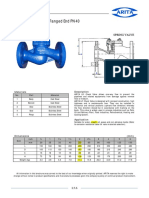
- LiftCheck CS PN40 SSTrimDocument1 pageLiftCheck CS PN40 SSTrimandri putrantoNo ratings yet
- FT-H40K DatasheetDocument2 pagesFT-H40K Datasheetandri putrantoNo ratings yet
- Ultra Coolant LubricantDocument3 pagesUltra Coolant Lubricantandri putrantoNo ratings yet
- Pds Shell Gadus S2 V220-0Document2 pagesPds Shell Gadus S2 V220-0andri putrantoNo ratings yet
- Push Botton DrawingDocument1 pagePush Botton Drawingandri putrantoNo ratings yet
- O Ring Data SheetDocument3 pagesO Ring Data Sheetandri putrantoNo ratings yet
- QJ-8-105-20-consumable Bu Putri-SignedDocument1 pageQJ-8-105-20-consumable Bu Putri-Signedandri putrantoNo ratings yet
- Nu 313 Ecm - 20230125212Document5 pagesNu 313 Ecm - 20230125212andri putrantoNo ratings yet
- SMC VP7Document24 pagesSMC VP7andri putrantoNo ratings yet
- PT. Airlock Service BrochureDocument5 pagesPT. Airlock Service Brochureandri putrantoNo ratings yet
- 3/2-Solenoid Directional Valve Poppet Type - Direct-Acting Normally Open Metric Cartridge - 350 BarDocument2 pages3/2-Solenoid Directional Valve Poppet Type - Direct-Acting Normally Open Metric Cartridge - 350 Barandri putrantoNo ratings yet
- CL-M685 I-Type 2/3/4/5 Pins IP68 Waterproof Connector: Features and BenefitsDocument1 pageCL-M685 I-Type 2/3/4/5 Pins IP68 Waterproof Connector: Features and Benefitsandri putrantoNo ratings yet
- Oil-Flooded Rotary Screw Compressed Air Systems: 4-37 KW (5.5-50 HP)Document3 pagesOil-Flooded Rotary Screw Compressed Air Systems: 4-37 KW (5.5-50 HP)andri putrantoNo ratings yet
- Spec Bias CuttingDocument4 pagesSpec Bias Cuttingandri putrantoNo ratings yet
- JBT Foodtech H1 Food Grade 320 Gear OilDocument5 pagesJBT Foodtech H1 Food Grade 320 Gear Oilandri putrantoNo ratings yet
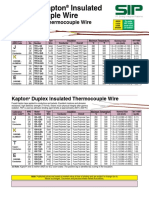
- TFE Insulated Thermocouple Wire: Iron - ConstantanDocument1 pageTFE Insulated Thermocouple Wire: Iron - Constantanandri putrantoNo ratings yet
- JBT Foodtech H1 Food Grade Seamer Oil Synthetic DemulsifyingDocument5 pagesJBT Foodtech H1 Food Grade Seamer Oil Synthetic Demulsifyingandri putrantoNo ratings yet
- pH/ORP/Temperature Datalogger: Records Data On An SD Card in Excel FormatDocument1 pagepH/ORP/Temperature Datalogger: Records Data On An SD Card in Excel Formatandri putrantoNo ratings yet
- JBT Foodtech H1 Food Grade Air Line OilDocument5 pagesJBT Foodtech H1 Food Grade Air Line Oilandri putrantoNo ratings yet
- Toptherm Wall-Mounted Cooling Unit Blue E Total Cooling Output 0.50 - 0.75 KW - SK 3361.500Document4 pagesToptherm Wall-Mounted Cooling Unit Blue E Total Cooling Output 0.50 - 0.75 KW - SK 3361.500andri putrantoNo ratings yet
- 1.5 Tons Per Hours Wood PelletDocument4 pages1.5 Tons Per Hours Wood Pelletandri putrantoNo ratings yet
- Electrical Data General Data: Order NumberDocument1 pageElectrical Data General Data: Order Numberandri putrantoNo ratings yet
- T30 2-Stage Lubricated Air CompressorDocument1 pageT30 2-Stage Lubricated Air Compressorandri putrantoNo ratings yet
- ABB - 1SFA898111R7000 pstx170 600 70 Softstarter - Datasheet PDFDocument3 pagesABB - 1SFA898111R7000 pstx170 600 70 Softstarter - Datasheet PDFandri putrantoNo ratings yet
- Ingersoll Rand Refrigerated Air Dryers D-InDocument12 pagesIngersoll Rand Refrigerated Air Dryers D-Inandri putrantoNo ratings yet
- Chapter 2 Engine Operating CyclesDocument22 pagesChapter 2 Engine Operating CyclesYeet server YesNo ratings yet
- GSM InterfacesDocument9 pagesGSM InterfacesSaad SiddiqueNo ratings yet
- 12things About 122 DevelopersDocument149 pages12things About 122 Developersanoop666rNo ratings yet
- Kart Steering System Optimizing and SimulationDocument7 pagesKart Steering System Optimizing and Simulationgame_freakerboy_8346No ratings yet
- Behaviour of High Density Concrete and Low Density Concrete in Alkaline EnvironmentDocument94 pagesBehaviour of High Density Concrete and Low Density Concrete in Alkaline EnvironmentFrank JohnNo ratings yet
- Basic Mechanical Engineering HandbookDocument17 pagesBasic Mechanical Engineering Handbookyasin faizee33% (3)
- BBMP User ManualDocument135 pagesBBMP User Manualks manjuNo ratings yet
- Ir Pt01 Tu Et 001 IngDocument3 pagesIr Pt01 Tu Et 001 Ingjuliany55964No ratings yet
- How To Photograph Scale Models PDFDocument7 pagesHow To Photograph Scale Models PDFcraigwilliamthomasNo ratings yet
- The Diy Free Energy Generator Using DC MotorDocument21 pagesThe Diy Free Energy Generator Using DC MotorNizel vista100% (1)
- Troidon 44 XP (English) - Rev. 160915Document4 pagesTroidon 44 XP (English) - Rev. 160915jiaozhongxingNo ratings yet
- Avk Saudi National Price ListDocument46 pagesAvk Saudi National Price Listjanpaul2481No ratings yet
- LG Chem VinylDocument2 pagesLG Chem VinylEmanuel AVNo ratings yet
- Internship ReportDocument78 pagesInternship ReportRakesh Rake100% (1)
- Atlas-Of-Stress-Strain-Curves Ocr PDFDocument822 pagesAtlas-Of-Stress-Strain-Curves Ocr PDFAnonymous TExy5Y0bsv100% (1)
- Catalogo Sap Nov-11 Excel1 1Document953 pagesCatalogo Sap Nov-11 Excel1 1Jorge Luis Campos Sinarahua100% (1)
- 01 Samss 017Document13 pages01 Samss 017Alin Tomozei100% (1)
- JHA Testing and Commissioning of 6.6 KV SwitchgearDocument21 pagesJHA Testing and Commissioning of 6.6 KV SwitchgearAli Kadhim Azeez AlhilfiNo ratings yet
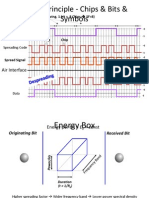
- CDMA Principle - Chips & Bits & SymbolsDocument10 pagesCDMA Principle - Chips & Bits & SymbolsGregory CapellaNo ratings yet
- Oerlikon SparyDocument3 pagesOerlikon SparyAhmad KamilNo ratings yet
- Ssp278 - The Audi A4 CabrioletDocument64 pagesSsp278 - The Audi A4 CabrioletOblioCarliontatulOblio100% (1)
- SeminarDocument21 pagesSeminarBhagya Reddy PeramNo ratings yet
- Handbook, Is A Good Guide For The Development of The Construction Activity List. ADocument2 pagesHandbook, Is A Good Guide For The Development of The Construction Activity List. APendurti Suryanarayana50% (2)
- Module 11A.2 (B) L2 2016-08-12Document139 pagesModule 11A.2 (B) L2 2016-08-12Abdul Aziz KhanNo ratings yet
- How To Design FoundationsDocument8 pagesHow To Design Foundationsjrandeep0% (1)
- IS:1460 (2005) Automotive Diesel Fuel SpecificationsDocument23 pagesIS:1460 (2005) Automotive Diesel Fuel SpecificationsAkshay YewleNo ratings yet
- Pln1-Site Planning: (Type The Company Name) UST College of ArchitectureDocument47 pagesPln1-Site Planning: (Type The Company Name) UST College of ArchitectureKim SejeongNo ratings yet
- Lights (Lesson 1)Document10 pagesLights (Lesson 1)allanrnmanaloto100% (1)
- Sullair Air Compressor Parts CatalogDocument96 pagesSullair Air Compressor Parts Catalogedascribd67% (6)