You might also like
- 0 ReadDocument56 pages0 ReadVivek JainNo ratings yet
- 0 Man Pro Stating & CNC PDFDocument62 pages0 Man Pro Stating & CNC PDFRajeev SinglaNo ratings yet
- Machining of MetalsDocument78 pagesMachining of MetalsKhalid Sheikh100% (1)
- Machining PDFDocument104 pagesMachining PDFZishan MuzeebNo ratings yet
- MST II NotesDocument309 pagesMST II NotesAman Jain100% (2)
- Machining OperationsDocument21 pagesMachining Operationsyonastegene638No ratings yet
- Machine Tools LectureDocument33 pagesMachine Tools LecturechandanaNo ratings yet
- Presentation On Lathe and Shaper MachineDocument13 pagesPresentation On Lathe and Shaper Machinemukul anand jhaNo ratings yet
- Abrassive Processes (Broaching, Grinding. Lapping, Honing, Super Finishing)Document37 pagesAbrassive Processes (Broaching, Grinding. Lapping, Honing, Super Finishing)Faysal AhmedNo ratings yet
- Lathe MachineDocument44 pagesLathe MachineTanvir HasanNo ratings yet
- Lathe MachineDocument91 pagesLathe MachineHrithik LakhaniNo ratings yet
- Unit 5: Lathe and Drilling MachinesDocument16 pagesUnit 5: Lathe and Drilling MachinesSHANKAREGOWDA K CNo ratings yet
- Machining ProcessesDocument44 pagesMachining Processesregassa rajiNo ratings yet
- Welcome To The Lecture On Surface Finishing Operations: (Broaching, Lapping, Honing)Document36 pagesWelcome To The Lecture On Surface Finishing Operations: (Broaching, Lapping, Honing)Md. Mamun HasanNo ratings yet
- 21.3machining of MetalsDocument78 pages21.3machining of Metalsmarcos callaNo ratings yet
- Machining: Workshop Practice ME-105Document20 pagesMachining: Workshop Practice ME-105Mazahir habibNo ratings yet
- L10 - TurningDocument40 pagesL10 - TurningAditya AdityaNo ratings yet
- Batch 4-Manufacturing Laboratory RecordDocument43 pagesBatch 4-Manufacturing Laboratory Recordryan saraNo ratings yet
- Machine Shop Pre Final-1Document21 pagesMachine Shop Pre Final-1Pallav SumanNo ratings yet
- Performing Drilling and Boring Operations On A Lathe: Experiment No: DateDocument35 pagesPerforming Drilling and Boring Operations On A Lathe: Experiment No: DateArun ManuNo ratings yet
- Machine Tools Lab ManualDocument51 pagesMachine Tools Lab ManualCharan KumarNo ratings yet
- Lecture8-Common Machine Equipment and Cutting ToolsDocument36 pagesLecture8-Common Machine Equipment and Cutting ToolsKamal SurenNo ratings yet
- Manufacturing Processes (PR.) : Muhammad Waqas MustafaDocument33 pagesManufacturing Processes (PR.) : Muhammad Waqas MustafaSaad AliKhanNo ratings yet
- Unit 5 Lathe DrillingDocument16 pagesUnit 5 Lathe Drilling1994prdpNo ratings yet
- Cutting Tool and Tool GeometryDocument58 pagesCutting Tool and Tool Geometry18033 S.M RahatNo ratings yet
- Lathe MachineDocument91 pagesLathe MachineChandra NurikoNo ratings yet
- Unit III Metal Removal Processes, Drilling, Milling, GrindingDocument27 pagesUnit III Metal Removal Processes, Drilling, Milling, Grindingsanjeev KumarNo ratings yet
- 2 TurningDocument48 pages2 Turningkagarwal3be23No ratings yet
- Machine ShopDocument6 pagesMachine ShopZain MirzaNo ratings yet
- Mes Drill, Mill, Shaper, Grinding ClassDocument46 pagesMes Drill, Mill, Shaper, Grinding ClassomkardashetwarNo ratings yet
- FMEPTTP Teja 24Document5 pagesFMEPTTP Teja 24Teja pNo ratings yet
- Module-2 Machining Process: Lesson ContentsDocument20 pagesModule-2 Machining Process: Lesson ContentsYashas KattemaneNo ratings yet
- Forging Process UnitII NotesDocument48 pagesForging Process UnitII NotesDashanand RavanNo ratings yet
- Machine Shop - LatheDocument9 pagesMachine Shop - Lathe014 Debayan Kumar GhoshNo ratings yet
- 7 Introduction To Basic Machining ProcessesDocument10 pages7 Introduction To Basic Machining ProcessesSumudu DilshanNo ratings yet
- BWS 1Document56 pagesBWS 1abpt meNo ratings yet
- Lectut MIN-216 PDF UNIT 1 Theory of MachiningDocument112 pagesLectut MIN-216 PDF UNIT 1 Theory of Machiningvishal guptaNo ratings yet
- Computer Numerical Control: Summer Training Report' "IN" Ordnance Factory MuradnagarDocument12 pagesComputer Numerical Control: Summer Training Report' "IN" Ordnance Factory MuradnagarVishal RajoraNo ratings yet
- Metal Cutting and Machine Tools: 1 Lecture: IntroductionDocument43 pagesMetal Cutting and Machine Tools: 1 Lecture: IntroductionSrimanthula SrikanthNo ratings yet
- Lab 1Document12 pagesLab 1regassa rajiNo ratings yet
- Drill Class 1 DeskDocument19 pagesDrill Class 1 DeskomkardashetwarNo ratings yet
- Milling & Mixing Ceramic PowdersDocument12 pagesMilling & Mixing Ceramic PowdersZaid TariqNo ratings yet
- Surendra Yadav SirDocument27 pagesSurendra Yadav SirNikhil Sai KammaNo ratings yet
- MACHINING-lathe and Milling)Document29 pagesMACHINING-lathe and Milling)YosephNo ratings yet
- Topic 3: Machining Process: 3.4: Lathe MachineDocument41 pagesTopic 3: Machining Process: 3.4: Lathe MachineAnti SugarNo ratings yet
- MTM 1Document30 pagesMTM 1Abdul Moeed AhmedNo ratings yet
- Lathe DrillingDocument16 pagesLathe DrillingManjunatha EikilaNo ratings yet
- Lathe PDNDocument108 pagesLathe PDNSagar ShindeNo ratings yet
- Machine Tool DrillingDocument17 pagesMachine Tool DrillingomkardashetwarNo ratings yet
- Welcome To The Lecture On Introduction To Lathe Machine: Rajshahi University of Engineering & TechnologyDocument44 pagesWelcome To The Lecture On Introduction To Lathe Machine: Rajshahi University of Engineering & TechnologyFaysal AhmedNo ratings yet
- Chapter 4 Metal Removal ProcessesDocument66 pagesChapter 4 Metal Removal Processesdagimawgchew777No ratings yet
- Production Engineering: Jig and Tool DesignFrom EverandProduction Engineering: Jig and Tool DesignRating: 4 out of 5 stars4/5 (9)
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Prompting Science and Engineering Students in Practical TrigonometryFrom EverandPrompting Science and Engineering Students in Practical TrigonometryNo ratings yet
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Grinding Overview: Machinist Grinder Interview Questions and AnswersFrom EverandGrinding Overview: Machinist Grinder Interview Questions and AnswersNo ratings yet
- Shop Theory (Henry Ford Trade School)From EverandShop Theory (Henry Ford Trade School)No ratings yet
- Lecture 8 Intro To CNCDocument23 pagesLecture 8 Intro To CNCAnand P DwivediNo ratings yet
- Lecture 8 CADCAMDocument31 pagesLecture 8 CADCAMAnand P DwivediNo ratings yet
- CNC Machines: By: Mohammed YousifDocument37 pagesCNC Machines: By: Mohammed Yousifمحمد عبد الرحيمNo ratings yet
- Welding ProcessesDocument20 pagesWelding Processesvikasbhadoria9894No ratings yet
- Introduction To The Lathe Machine-M3 - ADocument17 pagesIntroduction To The Lathe Machine-M3 - ASagar JaatNo ratings yet
- Lecture1 Introduction To Manufacturing ProcessesDocument11 pagesLecture1 Introduction To Manufacturing ProcessesAnand P DwivediNo ratings yet
- Lecture 5 Sheet Metal FormingDocument98 pagesLecture 5 Sheet Metal FormingAnand P DwivediNo ratings yet
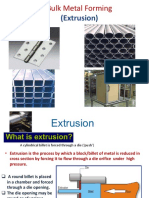
- Lecture 4 Bulk Metal Forming (Extrusion)Document95 pagesLecture 4 Bulk Metal Forming (Extrusion)Anand P DwivediNo ratings yet
- Cutting Forces and Surface Roughness in Hard Turning of Hot Work Steel X38Crmov5-1 Using Mixed CeramicDocument6 pagesCutting Forces and Surface Roughness in Hard Turning of Hot Work Steel X38Crmov5-1 Using Mixed CeramicAnnada Prasad MoharanaNo ratings yet
- Second Year - Eighth Semester: Manav Rachna International Institute of Research & StudiesDocument66 pagesSecond Year - Eighth Semester: Manav Rachna International Institute of Research & StudiesSkoreNo ratings yet
- CNC JoineryDocument10 pagesCNC JoineryB100% (2)
- Complete EDM Handbook - 4Document7 pagesComplete EDM Handbook - 4Prahlad GargNo ratings yet
- PIP-10346044 2022/ 08/18 21:01: 15-05: 00 M0068868 © 2022 Ca Terpi Llar Inc - Caterpi Llar: Confi Dentia L Gre enDocument13 pagesPIP-10346044 2022/ 08/18 21:01: 15-05: 00 M0068868 © 2022 Ca Terpi Llar Inc - Caterpi Llar: Confi Dentia L Gre enjuan ricardo bolivar pilcoNo ratings yet
- Bench Working and Fitting ShopDocument8 pagesBench Working and Fitting ShopSanjeev dahiya100% (1)
- Manual de Herramientas Finpower-MateDocument86 pagesManual de Herramientas Finpower-Matefagtar100% (2)
- Ae 214 Module 2Document33 pagesAe 214 Module 2kira arashiNo ratings yet
- A Continental Emsco Company: F-350 Thru F-750 Crankshaft AssemblyDocument1 pageA Continental Emsco Company: F-350 Thru F-750 Crankshaft Assemblydedy HNo ratings yet
- Workholding Devices For Machine ToolsDocument41 pagesWorkholding Devices For Machine Toolsdjsanju69100% (3)
- Self - Tapping - Screws - Technical Information PDFDocument4 pagesSelf - Tapping - Screws - Technical Information PDFDeepak VaidvanNo ratings yet
- 15 MaintenanceDocument44 pages15 MaintenanceAlfred KuwodzaNo ratings yet
- DJJ40142 LAB SHEET Machining (Surface)Document3 pagesDJJ40142 LAB SHEET Machining (Surface)Khair Muhammad ZikriNo ratings yet
- Screws Nuts Washer SizesDocument5 pagesScrews Nuts Washer SizesHEMANTKHERANo ratings yet
- FastenersDocument29 pagesFastenersTone RatanalertNo ratings yet
- Katalog KarbosanDocument224 pagesKatalog KarbosanTonggo R ManikNo ratings yet
- DIY Suppliers ListDocument39 pagesDIY Suppliers Listchuck_schürch100% (6)
- Asme Edition: (B) Sequence and Torque Limits For Bolt-UpDocument1 pageAsme Edition: (B) Sequence and Torque Limits For Bolt-Up홍재철No ratings yet
- Submerged Arc Welding Fluxes BasicityDocument3 pagesSubmerged Arc Welding Fluxes Basicitylram70No ratings yet
- Catálogo BOST 2017 - BajaDocument13 pagesCatálogo BOST 2017 - BajaDavid S. Valenzuela PortilloNo ratings yet
- Foundry and Forging VivaDocument20 pagesFoundry and Forging VivaharoldjoysonNo ratings yet
- Skytech Engg ProfileDocument20 pagesSkytech Engg Profilesdmfm,No ratings yet
- MCMT AssignmentsDocument2 pagesMCMT AssignmentsSamNihalNo ratings yet
- Chapter 10 Welded JointsDocument36 pagesChapter 10 Welded JointsSyed MuneebNo ratings yet
- YBS Grades For Difficult-To-Cut MaterialsDocument4 pagesYBS Grades For Difficult-To-Cut MaterialsGastonBalcarcelNo ratings yet
- Alcon BobbinsDocument2 pagesAlcon BobbinsSatvik VatsaNo ratings yet
- High-Strength Structural Bolting Assemblies For Preloading: BS EN 14399-5:2015 Plain WashersDocument4 pagesHigh-Strength Structural Bolting Assemblies For Preloading: BS EN 14399-5:2015 Plain WashersHakan EzcanNo ratings yet
- Welding Symbol enDocument27 pagesWelding Symbol enAliaa El-BannaNo ratings yet
- 5 Tool HoldersDocument40 pages5 Tool Holdersraks_mechnadNo ratings yet
- Katalog TSP NPTDocument28 pagesKatalog TSP NPThabib TaofikNo ratings yet