You might also like
- Testing Procedure of Ball ValveDocument2 pagesTesting Procedure of Ball Valverajesh100% (2)
- Valve) - 2. End Fittings For ClosureDocument10 pagesValve) - 2. End Fittings For ClosureNaveen Vel100% (1)
- DASH Api q1Document4 pagesDASH Api q1dash100% (1)
- Valve PDFDocument20 pagesValve PDFRamalingam Prabhakaran100% (1)
- Naga 7: Velesto Drilling SDN BHDDocument2 pagesNaga 7: Velesto Drilling SDN BHDmuhammad zahlanNo ratings yet
- EXPRO Policies and Safety: Section 1Document29 pagesEXPRO Policies and Safety: Section 1RyanNo ratings yet
- 1.wash Pipe 8-1-8 SN NNDocument1 page1.wash Pipe 8-1-8 SN NNMuhammad Rijal sembiringNo ratings yet
- Quality Docs DEP 17 0803Document7 pagesQuality Docs DEP 17 0803Edwin MPNo ratings yet
- Quality Manual Texas OilfieldDocument34 pagesQuality Manual Texas Oilfieldjaymuscat50% (2)
- 18 - Fork Lift Defect - OptDocument4 pages18 - Fork Lift Defect - OptMoataz NazeemNo ratings yet
- INSPECTION RESULTS AND RECOMMENDATIONSDocument5 pagesINSPECTION RESULTS AND RECOMMENDATIONSBayu Aringga putra100% (1)
- Saudi Aramco Gate Valve SpecificationDocument10 pagesSaudi Aramco Gate Valve SpecificationSaeed KazemiNo ratings yet
- Microcheck Calibration Services Presentation on Importance of Machine Tool CalibrationDocument19 pagesMicrocheck Calibration Services Presentation on Importance of Machine Tool CalibrationSunilNo ratings yet
- Ertl NorthDocument18 pagesErtl NorthSharath KarnatiNo ratings yet
- Stabilizer Selection Guidelines QG Wrap Taper AngelsDocument19 pagesStabilizer Selection Guidelines QG Wrap Taper AngelsAhmed Mushtaq100% (1)
- Api6Apsl3 SEP 1921 EN 10308:2001/ EN 10228-3: 1998 NES 729 - Part 5Document1 pageApi6Apsl3 SEP 1921 EN 10308:2001/ EN 10228-3: 1998 NES 729 - Part 5nick_pascuNo ratings yet
- SOP-4-Making Up & Break Out BHADocument8 pagesSOP-4-Making Up & Break Out BHADQE040 HSSENo ratings yet
- Standard Quality RequirementsDocument34 pagesStandard Quality RequirementsJason RobertsNo ratings yet
- FKDQ8007 User ManualDocument24 pagesFKDQ8007 User ManualbrasgNo ratings yet
- 21 2000 Shaffer Bolted Annular Bop Spec SheetDocument1 page21 2000 Shaffer Bolted Annular Bop Spec SheetJoel SNo ratings yet
- QAP For Conical StrainerDocument2 pagesQAP For Conical StrainersatishchidrewarNo ratings yet
- Packard International Products - Drop-In Check ValvesDocument2 pagesPackard International Products - Drop-In Check Valveskm1790No ratings yet
- Godrej Nabl ScopeDocument11 pagesGodrej Nabl ScopeRavichandran DNo ratings yet
- 1102-407 408 Manual and Certs PDFDocument260 pages1102-407 408 Manual and Certs PDFFrancisco Wilson Bezerra FranciscoNo ratings yet
- SB Darron Non-Magnetic Drill Collar CatalogDocument51 pagesSB Darron Non-Magnetic Drill Collar CatalogSiva GanaNo ratings yet
- Vendor Fabrication Shop Site Construction: QA/QC Inspections: Inspection Test PlanDocument2 pagesVendor Fabrication Shop Site Construction: QA/QC Inspections: Inspection Test PlanSuraj ShettyNo ratings yet
- Kelly Valve: When Ordering Please SpecifyDocument8 pagesKelly Valve: When Ordering Please SpecifyAhmad Reza FarokhiNo ratings yet
- Comprehensive: Comprehensive Calibration Lab PackagesDocument8 pagesComprehensive: Comprehensive Calibration Lab Packagessusanth_sukumaranNo ratings yet
- Regulator leak tableDocument1 pageRegulator leak tableCold HeartNo ratings yet
- Almansoori Inspection Services: Travelling Block AssemblyDocument2 pagesAlmansoori Inspection Services: Travelling Block AssemblyRanjithNo ratings yet
- D3230 19 PDFDocument7 pagesD3230 19 PDFalexanderNo ratings yet
- Catalog C v5 PDFDocument80 pagesCatalog C v5 PDFAshokNo ratings yet
- Daily Mechanical Inspection ChecklistDocument1 pageDaily Mechanical Inspection ChecklistAgil Wahyu PamungkasNo ratings yet
- BPV Specification and Drawings PDFDocument4 pagesBPV Specification and Drawings PDFParag PadoleNo ratings yet
- F4a 2020 LEEA Assessments - Information For Members Students Nov 2019Document4 pagesF4a 2020 LEEA Assessments - Information For Members Students Nov 2019VishnuNo ratings yet
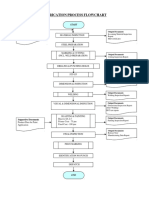
- Process Flow Chart - SeeDocument2 pagesProcess Flow Chart - Seesukanth tejaswiNo ratings yet
- API Searchable IndexDocument7 pagesAPI Searchable IndexArtur FrancoNo ratings yet
- Safety Data Sheet: Martin Decker Fluid W15Document10 pagesSafety Data Sheet: Martin Decker Fluid W15pichet33No ratings yet
- Advance Energy API 4G Inspection ReportDocument90 pagesAdvance Energy API 4G Inspection ReportMohamed Ismail100% (1)
- West VencedorDocument1 pageWest Vencedormin thantNo ratings yet
- Stronger Supply Chain With API Spec Q1 Addendum 2Document4 pagesStronger Supply Chain With API Spec Q1 Addendum 2jaymuscatNo ratings yet
- CNC Lathe Calibration Procedure: 1.0 Standards and EquipmentDocument4 pagesCNC Lathe Calibration Procedure: 1.0 Standards and EquipmentTri SetiaNo ratings yet
- Job Safety Analysis (Jsa) : DQE International Iraq BranchDocument4 pagesJob Safety Analysis (Jsa) : DQE International Iraq Branchhassan100% (1)
- YC450-2 Traveling Block Parts ListDocument1 pageYC450-2 Traveling Block Parts ListMohamed Medany100% (1)
- Everpure SSFM 100M 25 orDocument2 pagesEverpure SSFM 100M 25 orbigcee64No ratings yet
- Pressure Vessel Inspection PlanDocument8 pagesPressure Vessel Inspection Plansuratno 25100% (1)
- 1-11-B 1. Tools and Equipment: Deadline Anchor MaintenanceDocument2 pages1-11-B 1. Tools and Equipment: Deadline Anchor MaintenanceAbdul Hameed OmarNo ratings yet
- Testing Procedure For Ball Valve MAPDocument16 pagesTesting Procedure For Ball Valve MAPbasuki100% (3)
- Indra: Detail Pre-Commissioning Procedure For Service Test of Nitrogen For Unit 040/041/042/043Document109 pagesIndra: Detail Pre-Commissioning Procedure For Service Test of Nitrogen For Unit 040/041/042/043AnhTuấnPhanNo ratings yet
- CNC Mill Calibration Procedure: 1.0 Standards and EquipmentDocument5 pagesCNC Mill Calibration Procedure: 1.0 Standards and EquipmenttawfikNo ratings yet
- WT3553 MsdsDocument17 pagesWT3553 Msdspitrer123100% (1)
- TD MPI Inspection StandardDocument97 pagesTD MPI Inspection StandardMohamed BadranNo ratings yet
- Maintain and operate gate valvesDocument32 pagesMaintain and operate gate valvesNeilton Junior100% (2)
- Joint Declaration Under para 26 (6) of The Epf Scheme, 1952Document2 pagesJoint Declaration Under para 26 (6) of The Epf Scheme, 1952prakash reddyNo ratings yet
- Blohm + Voss Pipe Handling Equipment ManualDocument72 pagesBlohm + Voss Pipe Handling Equipment ManualDaniel TostaNo ratings yet
- Pressure Test Sample Form R2Document1 pagePressure Test Sample Form R2Ruel fernandezNo ratings yet
- Safety Stand Down: Will You Be Under the Next Dropped ObjectDocument13 pagesSafety Stand Down: Will You Be Under the Next Dropped ObjectRauf HuseynovNo ratings yet
- Tata A2239 Qap Rev.00Document4 pagesTata A2239 Qap Rev.00PRASHANTNo ratings yet
- Ms For Hyrdo Pneumatic Testing of Spherical TANKS (730-TK-03 A/B & C) A-CON-PRO-730-38939Document15 pagesMs For Hyrdo Pneumatic Testing of Spherical TANKS (730-TK-03 A/B & C) A-CON-PRO-730-38939Ramzi ZoghlamiNo ratings yet
- Ut & Mpi ProcedureDocument23 pagesUt & Mpi ProcedurePRASHANT100% (2)
- B224-CDU-TPL-101-MP-QD-PR0001-0154 (V-3318505010-01-0056) - R0 (1) - OptDocument54 pagesB224-CDU-TPL-101-MP-QD-PR0001-0154 (V-3318505010-01-0056) - R0 (1) - OptPRASHANTNo ratings yet
- B224-CDU-TPL-101-MP-QD-PR0001-0154 (V-3318505010-01-0056) - R0 (1) - OptDocument54 pagesB224-CDU-TPL-101-MP-QD-PR0001-0154 (V-3318505010-01-0056) - R0 (1) - OptPRASHANTNo ratings yet
- HPCL Rajasthan Refinery Gate Globe and Check Valves PackageDocument46 pagesHPCL Rajasthan Refinery Gate Globe and Check Valves PackagePRASHANTNo ratings yet
- RT ProcedureDocument12 pagesRT ProcedurePRASHANTNo ratings yet
- B224 CDU TPL 101 MP OD PR0001 0152 - OptDocument18 pagesB224 CDU TPL 101 MP OD PR0001 0152 - OptPRASHANTNo ratings yet
- Pmi Procedure Rev.0Document5 pagesPmi Procedure Rev.0PRASHANTNo ratings yet
- Ut & Mpi ProcedureDocument23 pagesUt & Mpi ProcedurePRASHANT100% (2)
- B224 CDU TPL 101 MP OD PR0001 0152 - OptDocument18 pagesB224 CDU TPL 101 MP OD PR0001 0152 - OptPRASHANTNo ratings yet
- B224 Cdu TPL 000 MP Ga PR0013 0001 0 - 2Document4 pagesB224 Cdu TPL 000 MP Ga PR0013 0001 0 - 2PRASHANTNo ratings yet
- Tata A2239 Qap Rev.00Document4 pagesTata A2239 Qap Rev.00PRASHANTNo ratings yet
- QAP With Covering Letter - 29112022Document4 pagesQAP With Covering Letter - 29112022PRASHANTNo ratings yet
- 221 Microsofr Word ShortcutsDocument28 pages221 Microsofr Word ShortcutskarthickcharmNo ratings yet
- Attachmnet-7 Vendor-Coversheet QAPDocument2 pagesAttachmnet-7 Vendor-Coversheet QAPPRASHANTNo ratings yet
- TPL Call No:-HRRL/CDU-VDU/TR-JOHN ZINK/2959 Dated 18.11.2022Document1 pageTPL Call No:-HRRL/CDU-VDU/TR-JOHN ZINK/2959 Dated 18.11.2022PRASHANTNo ratings yet
- B224 Cdu TPL 000 MP Ga PR0013 0002 0 - 2Document4 pagesB224 Cdu TPL 000 MP Ga PR0013 0002 0 - 2PRASHANTNo ratings yet
- Unit Conversion Sheet Beta 1Document1 pageUnit Conversion Sheet Beta 1PRASHANTNo ratings yet
- Spiral Weld PipeDocument52 pagesSpiral Weld PipePRASHANTNo ratings yet
- Cold Black FXDocument3 pagesCold Black FXpankaj chaudharyNo ratings yet
- Sewerage WWTP Korca Project HDPE Installation MethodDocument16 pagesSewerage WWTP Korca Project HDPE Installation MethodJohnny Rambo100% (3)
- Basic Fabrication Process FlowchartDocument2 pagesBasic Fabrication Process FlowchartGodwin A.udo-akan100% (1)
- PNAE G-7-016-89Document7 pagesPNAE G-7-016-89ASME TURKEYNo ratings yet
- WPS Asme Ix PDFDocument4 pagesWPS Asme Ix PDFSergiu LungNo ratings yet
- Mold Check ListDocument10 pagesMold Check Listapk11No ratings yet
- 180 Compressor QutDocument3 pages180 Compressor QutArun KumarNo ratings yet
- CH602 Process Equipment Design Datasheet GuideDocument36 pagesCH602 Process Equipment Design Datasheet GuidePrajapati KrishiNo ratings yet
- TML 10 DDocument2 pagesTML 10 DMuhammad FikriansyahNo ratings yet
- JSPL-GGBS: Green, Low Cost, Low Carbon Cement AlternativeDocument6 pagesJSPL-GGBS: Green, Low Cost, Low Carbon Cement AlternativeShri Prakash AgarwalNo ratings yet
- SBD en Technical Data SheetDocument8 pagesSBD en Technical Data SheetJonathanFallasNo ratings yet
- PK 203 DeuDocument2 pagesPK 203 DeuMiguelangel Cañizales Ocando100% (1)
- Grade 430 Stainless Steel Properties and ApplicationsDocument3 pagesGrade 430 Stainless Steel Properties and ApplicationsbbaskaranNo ratings yet
- GRINNELL Figure 772 Grooved Rigid Coupling 1-1/4 - 24 Inch (DN32 - DN600) Sizes 1/2 Inch (M12) Bolt For 2 - 4 Inch (DN50 - DN100) Sizes General Description Technical DataDocument4 pagesGRINNELL Figure 772 Grooved Rigid Coupling 1-1/4 - 24 Inch (DN32 - DN600) Sizes 1/2 Inch (M12) Bolt For 2 - 4 Inch (DN50 - DN100) Sizes General Description Technical DataСергей КолесниковNo ratings yet
- Vacuum Casting ProcessDocument19 pagesVacuum Casting ProcessCristiNo ratings yet
- Country Dry SinkDocument4 pagesCountry Dry SinkjcpolicarpiNo ratings yet
- Providing welding solutions for sugar industry applicationsDocument17 pagesProviding welding solutions for sugar industry applicationsBHARAT KNo ratings yet
- Cigweld Cutskill Gas Welding and Cutting EquipmentDocument40 pagesCigweld Cutskill Gas Welding and Cutting Equipmentaribawayuni16No ratings yet
- JanuaryDocument13 pagesJanuarycharanNo ratings yet
- Papermaking Surface Size StarchDocument13 pagesPapermaking Surface Size Starchsukallan dharNo ratings yet
- Future of Water Based Inks in IndiaDocument33 pagesFuture of Water Based Inks in IndiaAdesh Gurjar100% (1)
- Electric Induction Furnace: Clean Melting Through Electromagnetic InductionDocument16 pagesElectric Induction Furnace: Clean Melting Through Electromagnetic InductionAshok PradhanNo ratings yet
- (AWS A5.20 E71T-1) : Technical ReportDocument2 pages(AWS A5.20 E71T-1) : Technical ReportRyu RyuNo ratings yet
- A434Document3 pagesA434alirioNo ratings yet
- Foam Mattress ManufacturingDocument2 pagesFoam Mattress ManufacturingManu dasariNo ratings yet
- Introduction To Fluidized Beds: Chemical Reaction Engineering LaboratoryDocument19 pagesIntroduction To Fluidized Beds: Chemical Reaction Engineering LaboratoryDr.Srinivasa Rao K.V.NNo ratings yet
- 20Mncr5: Steel GradeDocument4 pages20Mncr5: Steel GradeAhmad ShujaNo ratings yet
- Furnace BrazingDocument26 pagesFurnace BrazingNatKThNo ratings yet
- Surface Preparation and Cleaning for Liquid Penetrant TestingDocument40 pagesSurface Preparation and Cleaning for Liquid Penetrant TestingPradeep Kumar BowmarajuNo ratings yet
- Prds & Piping QapDocument2 pagesPrds & Piping QapPavul RajNo ratings yet