You might also like
- Accounting For Special Transactions Part 3 Course AssessmentDocument31 pagesAccounting For Special Transactions Part 3 Course AssessmentRAIN ALCANTARA ABUGANNo ratings yet
- How Cure Fit Does Marketing: Business Case-StudyDocument11 pagesHow Cure Fit Does Marketing: Business Case-StudyACNo ratings yet
- 2.1 Economic Systems: Igcse /O Level EconomicsDocument13 pages2.1 Economic Systems: Igcse /O Level EconomicsJoe Amirtham0% (1)
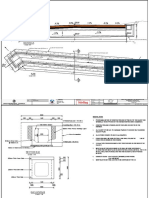
- Architectural DrawingDocument1 pageArchitectural DrawingalexNo ratings yet
- Etapa 1 MZ1 MZ2 MZ3 #Lote ÁREA (m2) #Lote ÁREA (m2) #Lote ÁREA (m2) #LoteDocument8 pagesEtapa 1 MZ1 MZ2 MZ3 #Lote ÁREA (m2) #Lote ÁREA (m2) #Lote ÁREA (m2) #LoteWilber Eduardo IlbayNo ratings yet
- Cuadro 1Document2 pagesCuadro 1Jose maria RondonNo ratings yet
- Falcon9 Webcast Trajectory by SpaceOperaDocument3,872 pagesFalcon9 Webcast Trajectory by SpaceOperasmartpurushothNo ratings yet
- Volume Dak Total LinggosaruDocument3 pagesVolume Dak Total LinggosaruRian Novta UtamaNo ratings yet
- Control Chart (Handout)Document15 pagesControl Chart (Handout)motor11No ratings yet
- Gspublisherversion 0.1.100.100Document1 pageGspublisherversion 0.1.100.100WanNo ratings yet
- Panouri Sandwich Cu Vata Minerala TabeleDocument4 pagesPanouri Sandwich Cu Vata Minerala TabelemunteanNo ratings yet
- Copy Everything in Yellow and Paste To Autocad Command Line. ScriptDocument4 pagesCopy Everything in Yellow and Paste To Autocad Command Line. ScriptDarshAwadNo ratings yet
- Trend Analysis - Md. Shahariar Koushik (2225397660)Document5 pagesTrend Analysis - Md. Shahariar Koushik (2225397660)Md. Shahariar KoushikNo ratings yet
- No Jarak Dimensi (M) Bentuk Penampang No Jarak Dimensi (M) (M) B1 B2 H (M) B1 B2 HDocument15 pagesNo Jarak Dimensi (M) Bentuk Penampang No Jarak Dimensi (M) (M) B1 B2 H (M) B1 B2 HWahyu WidartoNo ratings yet
- Production Plan: Barging Equipment No Min Charge Unit (Hours)Document14 pagesProduction Plan: Barging Equipment No Min Charge Unit (Hours)Achmad DjunaidiNo ratings yet
- Calculations of Rain Water Pipe Below Ground Pipe Sizing:: V (M/S) Max. Flow (L/S) Max. Flow (GPM)Document3 pagesCalculations of Rain Water Pipe Below Ground Pipe Sizing:: V (M/S) Max. Flow (L/S) Max. Flow (GPM)Hamdy AdelNo ratings yet
- BBMP Budget 2010 Special Grants Ward-WiseDocument2 pagesBBMP Budget 2010 Special Grants Ward-WiseCitizen MattersNo ratings yet
- GraphDocument6 pagesGraphyzack333No ratings yet
- Columns ModelDocument1 pageColumns ModelAugustine yigaNo ratings yet
- TALLERDocument22 pagesTALLERAndrea De la rosa VillarrealNo ratings yet
- Problem Set 4. Direct ShearDocument4 pagesProblem Set 4. Direct ShearGerald MoaresNo ratings yet
- مثلث tDocument1 pageمثلث tSami KahtaniNo ratings yet
- KWH Pipe (Canada) LTD Factory Mutual Approved HDPE Pipe FittingsDocument19 pagesKWH Pipe (Canada) LTD Factory Mutual Approved HDPE Pipe FittingsMarcio NegraoNo ratings yet
- RP 001.72 Rev. 6 (2020-09-30) ENGLISHDocument18 pagesRP 001.72 Rev. 6 (2020-09-30) ENGLISHAhmed HassanNo ratings yet
- Fort I PastaDocument4 pagesFort I PastaGiovanny RodriguezNo ratings yet
- (Refractory Brick) : Fireclay Bricks High Alumina BricksDocument4 pages(Refractory Brick) : Fireclay Bricks High Alumina BrickssommaskNo ratings yet
- FurnitureDocument1 pageFurnitureKristjan IgastaNo ratings yet
- Practice Exercise 1Document1 pagePractice Exercise 1zawadikiokoNo ratings yet
- Sl4500g Us Spec 2Document28 pagesSl4500g Us Spec 2EjeantengNo ratings yet
- Economia General: PRODUCCION (Toneladas de Cobre)Document8 pagesEconomia General: PRODUCCION (Toneladas de Cobre)alexNo ratings yet
- Economia General: PRODUCCION (Toneladas de Cobre)Document8 pagesEconomia General: PRODUCCION (Toneladas de Cobre)Alex Abanto JaraNo ratings yet
- Economia General: PRODUCCION (Toneladas de Cobre)Document8 pagesEconomia General: PRODUCCION (Toneladas de Cobre)alexNo ratings yet
- 1:3:6 PCC Over Granular Fill of 250Mm Over Well Compacted SoilDocument1 page1:3:6 PCC Over Granular Fill of 250Mm Over Well Compacted SoilsonofalexanderNo ratings yet
- Iobm MBA Logistics & Supply ChainDocument10 pagesIobm MBA Logistics & Supply ChainMuhammad AdnanNo ratings yet
- ALEX M.Tech PRESENTSDocument47 pagesALEX M.Tech PRESENTSAlex OjoNo ratings yet
- Sox Compliance: Fabian KockDocument20 pagesSox Compliance: Fabian KockShamit BugaliaNo ratings yet
- Pie Chart BTL 2021-22Document5 pagesPie Chart BTL 2021-22anil peralaNo ratings yet
- Grain Size Effects in Aluminum Processed by Severe Plastic DeformationDocument6 pagesGrain Size Effects in Aluminum Processed by Severe Plastic DeformationuuseppNo ratings yet
- Iobm MBA Logistics & Supply ChainDocument10 pagesIobm MBA Logistics & Supply ChainMuhammad AdnanNo ratings yet
- 7 - SecondOrderEffects - XLSX - Sheet1Document4 pages7 - SecondOrderEffects - XLSX - Sheet1winchellebsceNo ratings yet
- StocDocument193 pagesStocAndreea Maria BoriceanuNo ratings yet
- TABLE A2.12 Permissible Variations From Flatness For High-Strength Low-Alloy Steel and Alloy Steel PlatesDocument1 pageTABLE A2.12 Permissible Variations From Flatness For High-Strength Low-Alloy Steel and Alloy Steel PlatesDipesh PatelNo ratings yet
- Unit-2 Part 15 Solved Question Deviations Taken From Arithmetic Means of X and YDocument2 pagesUnit-2 Part 15 Solved Question Deviations Taken From Arithmetic Means of X and YSumit BainNo ratings yet
- REV. 3 DESIGN LAYOUT &.MEASUREMENTpptxDocument18 pagesREV. 3 DESIGN LAYOUT &.MEASUREMENTpptxDimie RachimNo ratings yet
- Single Sheet Output: Fodder StoreDocument1 pageSingle Sheet Output: Fodder StoreAbdul RafaeNo ratings yet
- Motor Vehicle Emission Control in Japan: Better Air Quality Workshop 2002Document13 pagesMotor Vehicle Emission Control in Japan: Better Air Quality Workshop 2002iocsachinNo ratings yet
- DPR-008 - TWK Network Upgrade 240122Document7 pagesDPR-008 - TWK Network Upgrade 240122Abdullah DhiaNo ratings yet
- Fibranxps: Cenik Proizvodov - Slovenija 2016Document2 pagesFibranxps: Cenik Proizvodov - Slovenija 2016Marko MatuhaNo ratings yet
- Bulldozer D85 Ess: Bunga Sinar AbadiDocument1 pageBulldozer D85 Ess: Bunga Sinar Abadimineplan enggineringNo ratings yet
- KM 0+002 Busoga Road PDFDocument9 pagesKM 0+002 Busoga Road PDFOkonya JacobNo ratings yet
- Bucket Elevator SanweiDocument1 pageBucket Elevator SanweiTriết Lãm NgôNo ratings yet
- Weekly Report JettyDocument1 pageWeekly Report Jettyfajargaluhwijaya09No ratings yet
- Calcul Consum ElectricDocument2 pagesCalcul Consum Electricdeiu deiuNo ratings yet
- Padeye Version 1.07Document10 pagesPadeye Version 1.07César Cristóbal Pino GuzmánNo ratings yet
- Lungimi CiubarDocument1 pageLungimi CiubarMac BucNo ratings yet
- HAWLE - Flap Valve CatalogueDocument1 pageHAWLE - Flap Valve Cataloguefasil tkNo ratings yet
- Ductile Iron FPF SPN Metric BRO-089sm 17Document1 pageDuctile Iron FPF SPN Metric BRO-089sm 17jplutodNo ratings yet
- Panjang Terowongan Luas Terowongan Tahanan Terowongan Konduktivitas Panas Temperatur Asal Dituju (Meter) (Meter2) (Ohm) (Kcal/Mhc) (C) NodeDocument3 pagesPanjang Terowongan Luas Terowongan Tahanan Terowongan Konduktivitas Panas Temperatur Asal Dituju (Meter) (Meter2) (Ohm) (Kcal/Mhc) (C) NodeHalimah Tusya DiahNo ratings yet
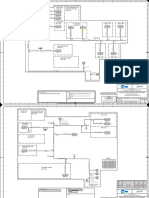
- ETI BAKIR P&IDs Mark-Up 29-11-2022Document47 pagesETI BAKIR P&IDs Mark-Up 29-11-2022Hasan arif KısaalioğluNo ratings yet
- Double RoomDocument1 pageDouble RoomSsebowa AmosNo ratings yet
- Chapter 1Document50 pagesChapter 1Sheri DeanNo ratings yet
- Aircel Strategies and Future Roadmap: Group 4Document14 pagesAircel Strategies and Future Roadmap: Group 4koolyogeshNo ratings yet
- Affidavit For A Lost Cheque: Family Responsibility Office PO Box 200 STN A Oshawa ON L1H 0C5Document1 pageAffidavit For A Lost Cheque: Family Responsibility Office PO Box 200 STN A Oshawa ON L1H 0C5boss_lekNo ratings yet
- Psu Vision: The Leading University in Geology, Bio-Resource Science and Environmental Management in The Bicol RegionDocument14 pagesPsu Vision: The Leading University in Geology, Bio-Resource Science and Environmental Management in The Bicol RegionBykiel NatielNo ratings yet
- Meaning and Concept Types of Takeovers: Unit - IIIDocument30 pagesMeaning and Concept Types of Takeovers: Unit - IIISoorajKrishnanNo ratings yet
- Sugar Factory ModelDocument32 pagesSugar Factory ModelAKANSH ARORANo ratings yet
- Accounting For PartnershipDocument46 pagesAccounting For PartnershipRejean Dela Cruz100% (1)
- POA Late Dispatch RateDocument6 pagesPOA Late Dispatch Rateggmagaza1No ratings yet
- SSRN Id3323837Document14 pagesSSRN Id3323837HITESH R. SahaniNo ratings yet
- BOOKKEEPING Module (For Printing)Document73 pagesBOOKKEEPING Module (For Printing)Tesda TesdaNo ratings yet
- Marcela M. Cabezas: 9156 89 Street Woodhaven, NY 11421 (315) 867-0685 Objective ExperienceDocument2 pagesMarcela M. Cabezas: 9156 89 Street Woodhaven, NY 11421 (315) 867-0685 Objective ExperienceDavidEscorcheNo ratings yet
- Imr. Javaid - FCCA CV OldDocument4 pagesImr. Javaid - FCCA CV OldImran JavaidNo ratings yet
- Case Study Apple Vs SamsungDocument1 pageCase Study Apple Vs SamsungLim Wooi Teik50% (4)
- Arrange and Display Pharmaceutical ProductsDocument28 pagesArrange and Display Pharmaceutical ProductsLHYRA KATHLEEN LOPEZNo ratings yet
- 04-12-06 EOG Press Release PDFDocument3 pages04-12-06 EOG Press Release PDFPablo Rivas RNo ratings yet
- ISO 9000 Internal Audit Checklist Clause WiseDocument26 pagesISO 9000 Internal Audit Checklist Clause Wisesajid waqas100% (1)
- Mikiyas CVDocument3 pagesMikiyas CVmikiyas hailuNo ratings yet
- Vi Sem Bba Internship GuidelinesDocument8 pagesVi Sem Bba Internship GuidelinesPradeep PNo ratings yet
- Survey of Accounting 6th Edition Warren Solutions Manual 1Document36 pagesSurvey of Accounting 6th Edition Warren Solutions Manual 1amywatsonxpndjbkewg100% (21)
- Depository ReceiptsDocument2 pagesDepository Receiptskurdiausha29No ratings yet
- TV Advert Project Assignment 2 Structures and Techniques of TV Advertising Blog StructureDocument17 pagesTV Advert Project Assignment 2 Structures and Techniques of TV Advertising Blog StructureLeah LoughlinNo ratings yet
- Behavioral Competencies FinalDocument13 pagesBehavioral Competencies FinalSunit BhalshankarNo ratings yet
- CA-Inter Costing May 2022 Marathon-1 18th May 2022 by Anshul AgrawalDocument50 pagesCA-Inter Costing May 2022 Marathon-1 18th May 2022 by Anshul Agrawalpittujb2002No ratings yet
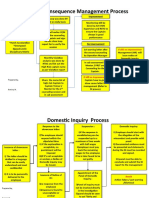
- Consequence Management ProcessDocument2 pagesConsequence Management ProcessArmirul HizmanNo ratings yet
- MELISSA HERMANN (Formerly Peck) : (315) 391-5188 ObjectiveDocument2 pagesMELISSA HERMANN (Formerly Peck) : (315) 391-5188 ObjectiveluckyNo ratings yet
- Fundamentals of Entrepreneurship: © Oxford Fajar Sdn. Bhd. (008974-T), 2013 1 - 1Document43 pagesFundamentals of Entrepreneurship: © Oxford Fajar Sdn. Bhd. (008974-T), 2013 1 - 1SofeaNo ratings yet
- Philippine Christian University: Preliminary ExaminationDocument5 pagesPhilippine Christian University: Preliminary Examinationleo pigafetaNo ratings yet