You might also like
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Centrifugal Compressor TestingDocument9 pagesCentrifugal Compressor TestingEnergy 2GreenNo ratings yet
- Machine Design Elements and AssembliesFrom EverandMachine Design Elements and AssembliesRating: 3.5 out of 5 stars3.5/5 (2)
- Centrifugal Gas Compressor TestingDocument12 pagesCentrifugal Gas Compressor Testingjohn100% (1)
- GISF92Document14 pagesGISF92Jigs FelixNo ratings yet
- Autoclave Expansion of Portland Cement: Standard Test Method ForDocument4 pagesAutoclave Expansion of Portland Cement: Standard Test Method ForSebastián RodríguezNo ratings yet
- CompressorDocument17 pagesCompressorLipika GayenNo ratings yet
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Centrifugal Compressor TestingDocument10 pagesCentrifugal Compressor TestingBalasubramanian CNo ratings yet
- Automotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionFrom EverandAutomotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionRating: 5 out of 5 stars5/5 (3)
- Norma TestDocument3 pagesNorma TestIvan Huilcapaz MoraNo ratings yet
- Inspection Check List 3Document22 pagesInspection Check List 3r.devendranNo ratings yet
- D6909 10 (2016)Document2 pagesD6909 10 (2016)tuyjvbnvNo ratings yet
- Astm D5641 D5641M 16Document2 pagesAstm D5641 D5641M 16Samer MohamedNo ratings yet
- ASTM D 6396 - 99 - Pipe Thread SealantsDocument5 pagesASTM D 6396 - 99 - Pipe Thread SealantsJoão Pedro MoreiraNo ratings yet
- C 1173 - 97 Qzexnzmtotc - PDFDocument4 pagesC 1173 - 97 Qzexnzmtotc - PDFMung Duong XuanNo ratings yet
- API 510 VesselsDocument11 pagesAPI 510 Vesselsmoonstar_dmeNo ratings yet
- Determining Age at Cracking and Induced Tensile Stress Characteristics of Mortar and Concrete Under Restrained ShrinkageDocument7 pagesDetermining Age at Cracking and Induced Tensile Stress Characteristics of Mortar and Concrete Under Restrained ShrinkageSatya kaliprasad vangaraNo ratings yet
- C 185 Â " 01 QZE4NS1SRUQ - PDFDocument5 pagesC 185 Â " 01 QZE4NS1SRUQ - PDFDänïlö MönröyNo ratings yet
- AnnexureDocument3 pagesAnnexureqamarNo ratings yet
- Astm d5641Document4 pagesAstm d5641Walther LaricoNo ratings yet
- F 37 - 95 Rjm3lvjfraDocument9 pagesF 37 - 95 Rjm3lvjframonica andrea suarezNo ratings yet
- 23 TMSS 02 R0Document0 pages23 TMSS 02 R0renjithas2005No ratings yet
- NFPA 52 Proposed Changes on CNG Container RequirementsDocument4 pagesNFPA 52 Proposed Changes on CNG Container RequirementsAlberth Rojas Castellanos100% (1)
- DPWH Waterstop SpecificationDocument6 pagesDPWH Waterstop SpecificationFrancis DomingoNo ratings yet
- Astm C 796-04 SecureDocument6 pagesAstm C 796-04 Securesaras100% (1)
- Tensile Stress-Strain of Carbon and Graphite: Standard Test Method ForDocument12 pagesTensile Stress-Strain of Carbon and Graphite: Standard Test Method Forsj19330No ratings yet
- Flexural Strength of Hydraulic-Cement Mortars: Standard Test Method ForDocument6 pagesFlexural Strength of Hydraulic-Cement Mortars: Standard Test Method ForVikas SharmaNo ratings yet
- Treated Core and Nontreated Core Gypsum Sheathing Board: Standard Specification ForDocument3 pagesTreated Core and Nontreated Core Gypsum Sheathing Board: Standard Specification ForGrato Jr SingcoNo ratings yet
- AASHTO Fatigue-Flexural TestDocument12 pagesAASHTO Fatigue-Flexural TestTamanna KabirNo ratings yet
- D 2168 - 02 Rdixnjgtukve PDFDocument7 pagesD 2168 - 02 Rdixnjgtukve PDFLupita CarelyNo ratings yet
- HDPE Pipe Specification GuideDocument8 pagesHDPE Pipe Specification Guidenilesh_erusNo ratings yet
- Volatility of Oil-And Resin-Based, Knife-Grade, Channel Glazing CompoundsDocument3 pagesVolatility of Oil-And Resin-Based, Knife-Grade, Channel Glazing CompoundsRufo CascoNo ratings yet
- AstmDocument5 pagesAstmجبر البرحNo ratings yet
- Aashto M 251 06 R2016 PDFDocument17 pagesAashto M 251 06 R2016 PDFBudhi Kurniawan75% (4)
- D897 617621-1Document3 pagesD897 617621-1Fernando Cardeño LopezNo ratings yet
- Astm D 6546 - 00Document9 pagesAstm D 6546 - 00Khan ShahzebNo ratings yet
- 8.6 Quality Control 8.6.1 General: Dhofar Power Company SAOGDocument1 page8.6 Quality Control 8.6.1 General: Dhofar Power Company SAOG54045114No ratings yet
- Astm C1107 C11021M 09Document2 pagesAstm C1107 C11021M 09Raul Ibarra MartinezNo ratings yet
- Evaluation of Adhesive Anchors in Concrete Under Sustained Loading ConditionsDocument18 pagesEvaluation of Adhesive Anchors in Concrete Under Sustained Loading ConditionsWaleed AhmedNo ratings yet
- Part 1 - General 1.01 SECTION Includes A. RunningDocument35 pagesPart 1 - General 1.01 SECTION Includes A. RunningPeem'zPlNo ratings yet
- 211 R83-17 PDFDocument11 pages211 R83-17 PDFjun floresNo ratings yet
- ASTM D2467-1999 Accesorios PlasticosDocument8 pagesASTM D2467-1999 Accesorios PlasticosRicardoLauferNo ratings yet
- Review AremaDocument8 pagesReview AremaMarioNo ratings yet
- ASTM D 1633-00 Standard Methods For Compressive Strength of Molded Soil-Cement CylindersDocument4 pagesASTM D 1633-00 Standard Methods For Compressive Strength of Molded Soil-Cement CylindersPablo Antonio Valcárcel VargasNo ratings yet
- C 39 - C 39m - 01 - Qzm5l0mzou0tukveDocument7 pagesC 39 - C 39m - 01 - Qzm5l0mzou0tukveMiguelAngelContrerasOrtizNo ratings yet
- 567-49.9 (455B) Material Standards. All Materials Utilized in Well Water Construction ShallDocument4 pages567-49.9 (455B) Material Standards. All Materials Utilized in Well Water Construction ShallchavaNo ratings yet
- Coiled Tubing EquipmentDocument17 pagesCoiled Tubing EquipmentRombo RootNo ratings yet
- Astm F 606 PDFDocument15 pagesAstm F 606 PDFLajkoNo ratings yet
- 4389 - Tech - Spec - 2024 01 31 16 10 08Document4 pages4389 - Tech - Spec - 2024 01 31 16 10 08MKTG THE SALEM AEROPARKNo ratings yet
- Astm Compression MethodDocument3 pagesAstm Compression MethodhamidrezaghezelNo ratings yet
- D2919 PDFDocument4 pagesD2919 PDFengahmed22281No ratings yet
- Sclairpipe MS r12072011Document10 pagesSclairpipe MS r12072011Daniel Cisterna BilbaoNo ratings yet
- California Test 670 Reinforcing Bar Splice TestDocument5 pagesCalifornia Test 670 Reinforcing Bar Splice Testchatxxnoir4263No ratings yet
- D 6862 - 03Document5 pagesD 6862 - 03luis-12No ratings yet
- LTA Specs For CouplersDocument4 pagesLTA Specs For CouplerssawwahwahNo ratings yet
- Synthetic Rubber Proofed/Coated Fuel Pump Diaphragm Fabric-Specification (Document9 pagesSynthetic Rubber Proofed/Coated Fuel Pump Diaphragm Fabric-Specification (Ved PrakashNo ratings yet
- Ropimex Catalogue 2020Document29 pagesRopimex Catalogue 2020Scenic777No ratings yet
- TDS MQ enDocument2 pagesTDS MQ enScenic777No ratings yet
- PVC Termoplastik Standart USA Sinkral F 332Document2 pagesPVC Termoplastik Standart USA Sinkral F 332Scenic777No ratings yet
- DoP Pakabinamos Lubos Elementai 2Document53 pagesDoP Pakabinamos Lubos Elementai 2Scenic777No ratings yet
- EPDM CHEMICAL RESISTANCE 12him - Stoikost.uplotnitelDocument14 pagesEPDM CHEMICAL RESISTANCE 12him - Stoikost.uplotnitelScenic777No ratings yet
- En 14188-3 (2006) (E)Document7 pagesEn 14188-3 (2006) (E)Scenic777No ratings yet
- Страницы из Allway UK 2018 parking joint RFP su pavad 30 & 50 - kopijaDocument1 pageСтраницы из Allway UK 2018 parking joint RFP su pavad 30 & 50 - kopijaScenic777No ratings yet
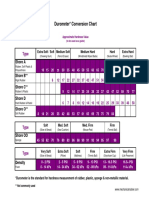
- Durometer Conversion Chart GuideDocument1 pageDurometer Conversion Chart GuideabthakurNo ratings yet
- Diplomat Vs MarschallDocument1 pageDiplomat Vs MarschallScenic777No ratings yet
- Cultural Center Heydar Aliyev, Baku, Azerbaijan, 2012: Zaha HadidDocument10 pagesCultural Center Heydar Aliyev, Baku, Azerbaijan, 2012: Zaha HadidScenic777No ratings yet
- 00Document47 pages00porter1980No ratings yet
- EMCO Diplomat Bau - 512 - R - Eng - Glo - 265328Document3 pagesEMCO Diplomat Bau - 512 - R - Eng - Glo - 265328Scenic777No ratings yet
- Santoprene™ 691-65W175: Thermoplastic VulcanizateDocument2 pagesSantoprene™ 691-65W175: Thermoplastic VulcanizateScenic777No ratings yet
- Santoprene™ 691-65W175: Thermoplastic VulcanizateDocument2 pagesSantoprene™ 691-65W175: Thermoplastic VulcanizateScenic777No ratings yet
- Mitsubishi ETACS 20e - 19Document6 pagesMitsubishi ETACS 20e - 19Scenic777No ratings yet
- Forbo Installation Instructions Flotex Sheet& Tile 2014 UKDocument4 pagesForbo Installation Instructions Flotex Sheet& Tile 2014 UKjurica.dragicevicNo ratings yet
- 2013 OutlanderDocument440 pages2013 OutlanderScenic777No ratings yet
- Customise vehicle functions and settingsDocument1 pageCustomise vehicle functions and settingsScenic77750% (2)
- Tim 5245 13 003 Eng 110Document440 pagesTim 5245 13 003 Eng 110Scenic777No ratings yet
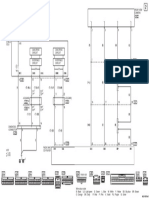
- Relay Box (Passenger Compartment) Fusible Link and FuseDocument1 pageRelay Box (Passenger Compartment) Fusible Link and FuseScenic777No ratings yet
- Mitsubishi ETACS INDEXDocument32 pagesMitsubishi ETACS INDEXScenic777100% (2)
- Pdi 5245 GF 13 003 Eng 110Document74 pagesPdi 5245 GF 13 003 Eng 110Scenic777No ratings yet
- Pdi 5245 16 003 Eng 100Document96 pagesPdi 5245 16 003 Eng 100Scenic777No ratings yet
- 03Document72 pages03Scenic777No ratings yet
- Mitsubishi ETACS Rain-Light SensorDocument4 pagesMitsubishi ETACS Rain-Light SensorScenic777No ratings yet
- 05 TelefonasDocument140 pages05 TelefonasScenic777No ratings yet
- Pdi 4753343558CW W 12 003 Eng 100Document76 pagesPdi 4753343558CW W 12 003 Eng 100Scenic777No ratings yet
- 5Document72 pages5Scenic777No ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Enthalpy For Pyrolysis For Several Types of BiomassDocument7 pagesEnthalpy For Pyrolysis For Several Types of BiomassSwiftTGSolutionsNo ratings yet
- Alhoty Pre QualificationDocument91 pagesAlhoty Pre QualificationSridhar ShankarNo ratings yet
- Motion Graphs Practice SolutionsDocument6 pagesMotion Graphs Practice SolutionsVenumadhav TangiralaNo ratings yet
- Lab 1: Chemical Safety GuideDocument14 pagesLab 1: Chemical Safety GuideAiscelle PeliniaNo ratings yet
- Atomic Absorption SpectrosDocument41 pagesAtomic Absorption Spectrosshubhswa100% (3)
- Physics concepts and principlesDocument16 pagesPhysics concepts and principlesKalana GamageNo ratings yet
- Related Substances Calc. and LimitsDocument27 pagesRelated Substances Calc. and LimitsRana MohamedNo ratings yet
- Topic 11 Rocks Minerals NotesDocument45 pagesTopic 11 Rocks Minerals NotesPlayer One100% (1)
- Entropy ExplainedDocument4 pagesEntropy ExplainedATUL SONAWANENo ratings yet
- Mineralogical and Geochemical Characteristics of Belevi Clay DepositsDocument13 pagesMineralogical and Geochemical Characteristics of Belevi Clay DepositsFOUTOUNo ratings yet
- Rubiag 13Document1 pageRubiag 13ChérubinNo ratings yet
- Thermochemistry: Physical ChemistryDocument22 pagesThermochemistry: Physical ChemistryAaryan KeshanNo ratings yet
- 3 2 EnthalpyDocument14 pages3 2 EnthalpymahmoudNo ratings yet
- Kinetics and Mechanism of Hydrolysis of HaloalkanesDocument8 pagesKinetics and Mechanism of Hydrolysis of HaloalkanesLaura TomlinsonNo ratings yet
- KONA Powder and ParticlesDocument308 pagesKONA Powder and ParticlesgunawanNo ratings yet
- High Voltage Engineering (Lucas)Document212 pagesHigh Voltage Engineering (Lucas)myerten100% (6)
- Drag EquationDocument4 pagesDrag EquationMspamNo ratings yet
- Final Year ThesisDocument70 pagesFinal Year ThesisEngr Raja Rashid Ali100% (1)
- Types of Friction PowerpointDocument15 pagesTypes of Friction PowerpointNOORAEGN BAUTISTANo ratings yet
- Rotation and RevolutionDocument9 pagesRotation and Revolutionaditya senNo ratings yet
- High Pressure Fiberglass Line Pipe Product Guide BrochureDocument5 pagesHigh Pressure Fiberglass Line Pipe Product Guide BrochureDavid MayNo ratings yet
- Implications of Geodesy, Spatial Reference SystemsDocument12 pagesImplications of Geodesy, Spatial Reference SystemsSuta VijayaNo ratings yet
- Analytical Method Use in A TDM LabDocument7 pagesAnalytical Method Use in A TDM Labfaiza anwerNo ratings yet
- 22 Lecture OutlineDocument26 pages22 Lecture OutlineElangFatahillahNo ratings yet
- A Simple HPLC Method For The Simultaneous Analysis of Phosphatidylcholine and Its Partial Hydrolysis Products 1-And 2-Acyl LysophosphatidylcholineDocument5 pagesA Simple HPLC Method For The Simultaneous Analysis of Phosphatidylcholine and Its Partial Hydrolysis Products 1-And 2-Acyl LysophosphatidylcholineChang Woo JongNo ratings yet
- Francium: Francium Is A Chemical Element With The Symbol FRDocument9 pagesFrancium: Francium Is A Chemical Element With The Symbol FRmikkasNo ratings yet
- Department of Mechanical EngineeringDocument3 pagesDepartment of Mechanical EngineeringJames Patrick TorresNo ratings yet
- Iesc 103Document12 pagesIesc 103Debasish DeyNo ratings yet
- PCR InhibitorsDocument13 pagesPCR InhibitorsDessiree PinkcessNo ratings yet
- Effects of Water Pretreatment On The Extractable Salinity Gradient Energy at River Mouths: The Case of Magdalena River, Caribbean SeaDocument14 pagesEffects of Water Pretreatment On The Extractable Salinity Gradient Energy at River Mouths: The Case of Magdalena River, Caribbean SeaNadineNo ratings yet