You might also like
- Sill Inner (Complete) : Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 13APR18Document40 pagesSill Inner (Complete) : Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 13APR18Đông NguyễnNo ratings yet
- Sill Inner (Complete) : Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 13APR18Document40 pagesSill Inner (Complete) : Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 13APR18Đông NguyễnNo ratings yet
- RT 149 PDFDocument10 pagesRT 149 PDFRaul Diaz100% (1)
- M3 Sill Outer (Complete)Document182 pagesM3 Sill Outer (Complete)Đông NguyễnNo ratings yet
- Product Introduction for C&C Truck: C&C Trucks Automotive Engineering Research Institute 2014 年 7 月 July, 2014Document45 pagesProduct Introduction for C&C Truck: C&C Trucks Automotive Engineering Research Institute 2014 年 7 月 July, 2014Đông NguyễnNo ratings yet
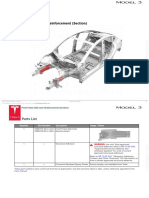
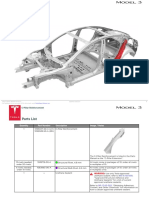
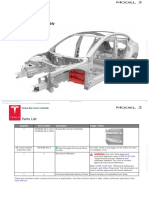
- M3 Front Frame Rail Inner Reinforcement (Section)Document24 pagesM3 Front Frame Rail Inner Reinforcement (Section)Hieu DvNo ratings yet
- Shotgun Outer: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 27JUL17Document26 pagesShotgun Outer: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 27JUL17Đông Nguyễn100% (1)
- BS 4873 2004 Aluminum Alloy WindowsDocument18 pagesBS 4873 2004 Aluminum Alloy WindowsJoseph Allan TolentinoNo ratings yet
- m3 C-Pillar ReinforcementDocument29 pagesm3 C-Pillar ReinforcementWilliam SouzaNo ratings yet
- M3 Torque Box Cover AssemblyDocument20 pagesM3 Torque Box Cover AssemblyHieu DvNo ratings yet
- Shotgun Inner: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 30AUG18 1Document21 pagesShotgun Inner: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 30AUG18 1Đông NguyễnNo ratings yet
- Dash Crossmember: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 08FEB19 1Document13 pagesDash Crossmember: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 08FEB19 1Đông NguyễnNo ratings yet
- M3 Fender and Lamp Support BracketDocument17 pagesM3 Fender and Lamp Support BracketĐông NguyễnNo ratings yet
- M3 Cantrail Extension InnerDocument22 pagesM3 Cantrail Extension InnerDongTaNo ratings yet
- A-Pillar Outer Reinforcement (Complete)Document24 pagesA-Pillar Outer Reinforcement (Complete)DongTaNo ratings yet
- B-Pillar: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 26SEP18 1Document64 pagesB-Pillar: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 26SEP18 1DongTaNo ratings yet
- Wheelhouse Extension: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 28JUL17Document28 pagesWheelhouse Extension: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 28JUL17Hieu DvNo ratings yet
- 02-M3 Shotgun Outer PDFDocument26 pages02-M3 Shotgun Outer PDFLinh VoNo ratings yet
- Trunk Floor Extension: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 01AUG17Document20 pagesTrunk Floor Extension: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 01AUG17Hieu DvNo ratings yet
- Shotgun Shear Wall: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 15JAN18Document25 pagesShotgun Shear Wall: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 15JAN18Đông NguyễnNo ratings yet
- Front Frame Rail Inner (Large Front Section)Document38 pagesFront Frame Rail Inner (Large Front Section)Dong NguyenNo ratings yet
- Front Frame Rail Inner Reinforcement (Complete)Document29 pagesFront Frame Rail Inner Reinforcement (Complete)Dong NguyenNo ratings yet
- M3 Fender Attachment BracketsDocument14 pagesM3 Fender Attachment BracketsĐông NguyễnNo ratings yet
- M3 Fender Front Inner BracketDocument19 pagesM3 Fender Front Inner BracketĐông NguyễnNo ratings yet
- M3 Cantrail Inner AssemblyDocument16 pagesM3 Cantrail Inner AssemblyDongTaNo ratings yet
- 02-M3 Shock Tower CloseoutDocument21 pages02-M3 Shock Tower CloseoutLinh VoNo ratings yet
- Shotgun Tower: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 25JAN18Document35 pagesShotgun Tower: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 25JAN18Đông NguyễnNo ratings yet
- M3 - Rear Wheelhouse Rear StiffenerDocument17 pagesM3 - Rear Wheelhouse Rear StiffenerDongTaNo ratings yet
- 02-M3 Shotgun Shear Wall PDFDocument25 pages02-M3 Shotgun Shear Wall PDFLinh VoNo ratings yet
- 02-M3 Frunk BracketDocument15 pages02-M3 Frunk BracketLinh VoNo ratings yet
- M3 - Rear Wheelhouse Front StiffenerDocument17 pagesM3 - Rear Wheelhouse Front StiffenerDongTaNo ratings yet
- m3 Subframe To Sill CloseoutDocument16 pagesm3 Subframe To Sill CloseoutWilliam SouzaNo ratings yet
- Front Frame Rail Inner (Small Front Section)Document40 pagesFront Frame Rail Inner (Small Front Section)Dong NguyenNo ratings yet
- 02-M3 Shotgun Tower PDFDocument35 pages02-M3 Shotgun Tower PDFLinh VoNo ratings yet
- Toeboard Outer: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 18APR19 1Document16 pagesToeboard Outer: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 18APR19 1Hieu DvNo ratings yet
- Fender Support BracketDocument13 pagesFender Support BracketDong NguyenNo ratings yet
- Subframe To Sill CloseoutDocument16 pagesSubframe To Sill CloseoutĐông NguyễnNo ratings yet
- Trunk Floor Assembly (Side Panel)Document23 pagesTrunk Floor Assembly (Side Panel)Hieu DvNo ratings yet
- Sill Inner (Front Section)Document20 pagesSill Inner (Front Section)Đông NguyễnNo ratings yet
- M3 - Rear Damper Mount UpperDocument29 pagesM3 - Rear Damper Mount UpperDongTaNo ratings yet
- Sill Insert (Front Section)Document39 pagesSill Insert (Front Section)Đông NguyễnNo ratings yet
- m3 Charge Port Housing AssemblyDocument20 pagesm3 Charge Port Housing AssemblyWilliam SouzaNo ratings yet
- M3 Sill Outer (Front Section)Document120 pagesM3 Sill Outer (Front Section)Đông NguyễnNo ratings yet
- Body-M3 Symbols Used in The Body Repair ManualDocument8 pagesBody-M3 Symbols Used in The Body Repair ManualLinh VoNo ratings yet
- RT-127 Crank Angle Sensor ReplacementDocument12 pagesRT-127 Crank Angle Sensor ReplacementGeorgios MariolisNo ratings yet
- A Size 10 × 4-5 Smooth-Tread Friction Test Tire: Standard Specification ForDocument5 pagesA Size 10 × 4-5 Smooth-Tread Friction Test Tire: Standard Specification ForEric GozzerNo ratings yet
- Astm E1136Document3 pagesAstm E1136Carlos Gallardo LagosNo ratings yet
- Blowout Resistance of Room-Temperature Vulcanized ElastomersDocument5 pagesBlowout Resistance of Room-Temperature Vulcanized ElastomersAMUL VEKARIANo ratings yet
- PDS - NA - PRP Repair Data SheetDocument2 pagesPDS - NA - PRP Repair Data SheetHendra AwanNo ratings yet
- RT-127 - Issue3 Crank Angle Sensor Tooth Belt ReplacementDocument12 pagesRT-127 - Issue3 Crank Angle Sensor Tooth Belt ReplacementGeorgios MariolisNo ratings yet
- Standard Tire For Pavement Frictional Property TestsDocument3 pagesStandard Tire For Pavement Frictional Property TestsFRANZ RICHARD SARDINAS MALLCONo ratings yet
- E501 1113239-1Document4 pagesE501 1113239-1Sum BeautyNo ratings yet
- D4317 4434Document6 pagesD4317 4434JEISON ESTEBAN YUCUMA MARTINEZNo ratings yet
- Six Steps To Successful Repair of GT ComponentsDocument13 pagesSix Steps To Successful Repair of GT ComponentsThanapaet RittirutNo ratings yet
- Secondary Seal For Sealed Insulating Glass Units For Structural Sealant Glazing ApplicationsDocument12 pagesSecondary Seal For Sealed Insulating Glass Units For Structural Sealant Glazing ApplicationsAbdullah NajjarNo ratings yet
- Ipc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDocument9 pagesIpc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDietmar WengerNo ratings yet
- Adhesives: Standard Terminology ofDocument13 pagesAdhesives: Standard Terminology ofgt toniNo ratings yet
- Evaluation of Load-Carrying Capacity of Lubricants Used in Hypoid Final-Drive Axles Operated Under Low-Speed and High-Torque ConditionsDocument18 pagesEvaluation of Load-Carrying Capacity of Lubricants Used in Hypoid Final-Drive Axles Operated Under Low-Speed and High-Torque Conditionsomar TahaNo ratings yet
- Assembly Fluid 1 TDSDocument1 pageAssembly Fluid 1 TDSpokleNo ratings yet
- Steps 1 and 2Document5 pagesSteps 1 and 2mohammad293No ratings yet
- ManualDocument3 pagesManualRodrigo AbbaNo ratings yet
- Application of Repairs To Turbomachinery EquipmentDocument12 pagesApplication of Repairs To Turbomachinery Equipmentalhumaid28No ratings yet
- 05 Tyco TJRDocument6 pages05 Tyco TJRsamNo ratings yet
- Each Schematic Diagram of Complete Vehicle Electrical System of C&C TrucksDocument20 pagesEach Schematic Diagram of Complete Vehicle Electrical System of C&C TrucksĐông Nguyễn100% (2)
- Basic Knowledge About Automotive Air Conditioning: ConfidentialDocument22 pagesBasic Knowledge About Automotive Air Conditioning: ConfidentialĐông NguyễnNo ratings yet
- Structure and Principle Introduction of Complete Vehicle Electrical System of C&C TrucksDocument17 pagesStructure and Principle Introduction of Complete Vehicle Electrical System of C&C TrucksĐông NguyễnNo ratings yet
- Subframe To Sill CloseoutDocument16 pagesSubframe To Sill CloseoutĐông NguyễnNo ratings yet
- Introduction and Actual Operation of Front Wheel Alignment: Research Institute Chassis DepartmentDocument15 pagesIntroduction and Actual Operation of Front Wheel Alignment: Research Institute Chassis DepartmentĐông NguyễnNo ratings yet
- M3 Sill Outer (Rear)Document17 pagesM3 Sill Outer (Rear)Đông NguyễnNo ratings yet
- Shotgun Tower: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 25JAN18Document35 pagesShotgun Tower: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 25JAN18Đông NguyễnNo ratings yet
- Sill Insert (Front Section)Document39 pagesSill Insert (Front Section)Đông NguyễnNo ratings yet
- Sill Inner (Front Section)Document20 pagesSill Inner (Front Section)Đông NguyễnNo ratings yet
- Shotgun Shear Wall: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 15JAN18Document25 pagesShotgun Shear Wall: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 15JAN18Đông NguyễnNo ratings yet
- M3 Fender and Lamp Support BracketDocument17 pagesM3 Fender and Lamp Support BracketĐông NguyễnNo ratings yet
- M3 Fender Front Inner BracketDocument19 pagesM3 Fender Front Inner BracketĐông NguyễnNo ratings yet
- M3 Fender Attachment BracketsDocument14 pagesM3 Fender Attachment BracketsĐông NguyễnNo ratings yet
- Decorative Concrete SeminarDocument8 pagesDecorative Concrete SeminarMahaManthra100% (2)
- CHT81 Ni 1Document1 pageCHT81 Ni 1ImmalatulhusnaNo ratings yet
- Lecture 1 - Reinforced Concrete - IntroductionDocument62 pagesLecture 1 - Reinforced Concrete - IntroductionChristopher PaladioNo ratings yet
- Production of Automotive Components (Oat751) : Presented byDocument11 pagesProduction of Automotive Components (Oat751) : Presented bytsrNo ratings yet
- TDS Byk-333 en PDFDocument4 pagesTDS Byk-333 en PDFManoj Lalita GoswamiNo ratings yet
- BS6622/BS7835 Three Core Armoured 6.6kV XLPE Stranded Copper ConductorsDocument3 pagesBS6622/BS7835 Three Core Armoured 6.6kV XLPE Stranded Copper ConductorsBhagoo HatheyNo ratings yet
- Specification For SealantsDocument17 pagesSpecification For SealantsMalak HindiNo ratings yet
- Mechanical Design of Transmission LinesDocument33 pagesMechanical Design of Transmission LinesKashif Hussain ShahNo ratings yet
- Item Canvassed Report: Category Item Description UnitDocument9 pagesItem Canvassed Report: Category Item Description UnitNino Joycelee TuboNo ratings yet
- PVC Suspension K-70Document1 pagePVC Suspension K-70ÜNAL AYDINNo ratings yet
- 02-Annexure A - Civil & Finishing Works-Super Structure, Senegal-090723Document26 pages02-Annexure A - Civil & Finishing Works-Super Structure, Senegal-090723Ablaye GueyeNo ratings yet
- A 48 CP, Ap, FPDocument1 pageA 48 CP, Ap, FPMuhammad HannanNo ratings yet
- BT Bu RevDocument26 pagesBT Bu RevArriane CausingNo ratings yet
- BME (Steel)Document8 pagesBME (Steel)Mohil JainNo ratings yet
- Chapter4 - Imperfections in SolidsDocument35 pagesChapter4 - Imperfections in SolidsSibakanta SahuNo ratings yet
- WCB FireRated U905Document1 pageWCB FireRated U905mahendraNo ratings yet
- Brosur PentensDocument2 pagesBrosur PentensKaldon DarwisNo ratings yet
- Chemistry For Engineers 3Document34 pagesChemistry For Engineers 3Audrey VicenteNo ratings yet
- Physical & Chemical Properties Common Sizes and API Standard/Not ScheduledDocument2 pagesPhysical & Chemical Properties Common Sizes and API Standard/Not ScheduledMidhun K Chandrabose100% (1)
- Ultra High Molecular Weight PolyethyleneDocument7 pagesUltra High Molecular Weight PolyethyleneAliceAlormenuNo ratings yet
- Company Profile Power PointDocument12 pagesCompany Profile Power PointAzzus BkhaNo ratings yet
- Tairilac PS 树 脂: Formosa Chemicals Industries (Ningbo)Document1 pageTairilac PS 树 脂: Formosa Chemicals Industries (Ningbo)Phuoc Thinh TruongNo ratings yet
- 1021 Cement Floor Finish (Moratal, Axel)Document4 pages1021 Cement Floor Finish (Moratal, Axel)Axel Naome Zyrah MoratalNo ratings yet
- Steel PropertiesDocument2 pagesSteel PropertiesTillNo ratings yet
- 0.6-1kV HFCO 4C (23.08.18) - N.C - CAT ADocument6 pages0.6-1kV HFCO 4C (23.08.18) - N.C - CAT AQuang LuongNo ratings yet
- Journal of Molecular Liquids: Mohammad Hatami Maryam Hasanpour, Dengwei JingDocument22 pagesJournal of Molecular Liquids: Mohammad Hatami Maryam Hasanpour, Dengwei JingSugam KarkiNo ratings yet
- 7 Interlining, FusingDocument54 pages7 Interlining, FusingARYAN RATHORENo ratings yet
- PBL MTCP LabDocument7 pagesPBL MTCP LabAdarsh SinghNo ratings yet
- Applied Surface Science: D.C.D. Nath, S. Bandyopadhyay, S. Gupta, A. Yu, D. Blackburn, C. WhiteDocument5 pagesApplied Surface Science: D.C.D. Nath, S. Bandyopadhyay, S. Gupta, A. Yu, D. Blackburn, C. WhitesrinilsukumarkhdNo ratings yet