You might also like
- M3 - Rear Wheelhouse Rear StiffenerDocument17 pagesM3 - Rear Wheelhouse Rear StiffenerDongTaNo ratings yet
- M3 - Rear Wheelhouse Front StiffenerDocument17 pagesM3 - Rear Wheelhouse Front StiffenerDongTaNo ratings yet
- M3 Cantrail Inner AssemblyDocument16 pagesM3 Cantrail Inner AssemblyDongTaNo ratings yet
- Front Frame Rail Inner Reinforcement (Complete)Document29 pagesFront Frame Rail Inner Reinforcement (Complete)Dong NguyenNo ratings yet
- Front Frame Rail Inner (Large Front Section)Document38 pagesFront Frame Rail Inner (Large Front Section)Dong NguyenNo ratings yet
- M3 Fender Attachment BracketsDocument14 pagesM3 Fender Attachment BracketsĐông NguyễnNo ratings yet
- Front Frame Rail Inner (Small Front Section)Document40 pagesFront Frame Rail Inner (Small Front Section)Dong NguyenNo ratings yet
- Trunk Floor Extension: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 01AUG17Document20 pagesTrunk Floor Extension: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 01AUG17Hieu DvNo ratings yet
- Trunk Floor Assembly (Side Panel)Document23 pagesTrunk Floor Assembly (Side Panel)Hieu DvNo ratings yet
- M3 Fender Front Inner BracketDocument19 pagesM3 Fender Front Inner BracketĐông NguyễnNo ratings yet
- Toeboard Outer: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 18APR19 1Document16 pagesToeboard Outer: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 18APR19 1Hieu DvNo ratings yet
- M3 Front Frame Rail Inner Reinforcement (Section)Document24 pagesM3 Front Frame Rail Inner Reinforcement (Section)Hieu DvNo ratings yet
- Dash Crossmember: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 08FEB19 1Document13 pagesDash Crossmember: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 08FEB19 1Đông NguyễnNo ratings yet
- Wheelhouse Extension: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 28JUL17Document28 pagesWheelhouse Extension: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 28JUL17Hieu DvNo ratings yet
- Fender Support BracketDocument13 pagesFender Support BracketDong NguyenNo ratings yet
- Sill Inner (Complete) : Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 13APR18Document40 pagesSill Inner (Complete) : Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 13APR18Đông NguyễnNo ratings yet
- 02-M3 Shotgun Tower PDFDocument35 pages02-M3 Shotgun Tower PDFLinh VoNo ratings yet
- M3 Torque Box Cover AssemblyDocument20 pagesM3 Torque Box Cover AssemblyHieu DvNo ratings yet
- B-Pillar: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 26SEP18 1Document64 pagesB-Pillar: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 26SEP18 1DongTaNo ratings yet
- Shotgun Tower: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 25JAN18Document35 pagesShotgun Tower: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 25JAN18Đông NguyễnNo ratings yet
- M3 Fender and Lamp Support BracketDocument17 pagesM3 Fender and Lamp Support BracketĐông NguyễnNo ratings yet
- A-Pillar Outer Reinforcement (Complete)Document24 pagesA-Pillar Outer Reinforcement (Complete)DongTaNo ratings yet
- Subframe To Sill CloseoutDocument16 pagesSubframe To Sill CloseoutĐông NguyễnNo ratings yet
- M3 Divider Bar ReinforcementDocument35 pagesM3 Divider Bar ReinforcementĐông NguyễnNo ratings yet
- m3 C-Pillar ReinforcementDocument29 pagesm3 C-Pillar ReinforcementWilliam SouzaNo ratings yet
- Sill Inner (Front Section)Document20 pagesSill Inner (Front Section)Đông NguyễnNo ratings yet
- Shotgun Outer: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 27JUL17Document26 pagesShotgun Outer: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 27JUL17Đông Nguyễn100% (1)
- m3 Subframe To Sill CloseoutDocument16 pagesm3 Subframe To Sill CloseoutWilliam SouzaNo ratings yet
- Shotgun Inner: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 30AUG18 1Document21 pagesShotgun Inner: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 30AUG18 1Đông NguyễnNo ratings yet
- Shotgun Shear Wall: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 15JAN18Document25 pagesShotgun Shear Wall: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 15JAN18Đông NguyễnNo ratings yet
- M3 Cantrail Extension InnerDocument22 pagesM3 Cantrail Extension InnerDongTaNo ratings yet
- 02-M3 Shock Tower CloseoutDocument21 pages02-M3 Shock Tower CloseoutLinh VoNo ratings yet
- m3 Charge Port Housing AssemblyDocument20 pagesm3 Charge Port Housing AssemblyWilliam SouzaNo ratings yet
- 02-M3 Shotgun Shear Wall PDFDocument25 pages02-M3 Shotgun Shear Wall PDFLinh VoNo ratings yet
- M3 Sill Outer (Front Section)Document120 pagesM3 Sill Outer (Front Section)Đông NguyễnNo ratings yet
- 02-M3 Frunk BracketDocument15 pages02-M3 Frunk BracketLinh VoNo ratings yet
- Sill Insert (Front Section)Document39 pagesSill Insert (Front Section)Đông NguyễnNo ratings yet
- 02-M3 Shotgun Outer PDFDocument26 pages02-M3 Shotgun Outer PDFLinh VoNo ratings yet
- RT-127 Crank Angle Sensor ReplacementDocument12 pagesRT-127 Crank Angle Sensor ReplacementGeorgios MariolisNo ratings yet
- Aw 450-43le VBLDocument1 pageAw 450-43le VBLAlex DumasNo ratings yet
- M3 Sill Outer (Complete)Document182 pagesM3 Sill Outer (Complete)Đông NguyễnNo ratings yet
- Cummins ISB 5.9 Exhaust Manifold InstallationDocument16 pagesCummins ISB 5.9 Exhaust Manifold Installationmds9185No ratings yet
- Tailift FD-FG 40-50 Parts List Dec014-08Document433 pagesTailift FD-FG 40-50 Parts List Dec014-08黃添麒No ratings yet
- Tailft - HFG25Document352 pagesTailft - HFG25João VitorNo ratings yet
- Time Limits/Maintenance Checks Time Limits Inspection/Check: Maintenance Manual (Rev G12) 05-10-00 (Rev Apr 1/15)Document6 pagesTime Limits/Maintenance Checks Time Limits Inspection/Check: Maintenance Manual (Rev G12) 05-10-00 (Rev Apr 1/15)Nathaniel LuraNo ratings yet
- Instrucciones de Instalación CHX8200Document16 pagesInstrucciones de Instalación CHX8200teopol2No ratings yet
- M3 Sill Outer (Complete)Document182 pagesM3 Sill Outer (Complete)Linh VoNo ratings yet
- Life Line SystemDocument7 pagesLife Line SystemRanjit S KashyapNo ratings yet
- 2010 02 AlertDocument47 pages2010 02 AlertNuttapol Fuangfoodamrongchai100% (1)
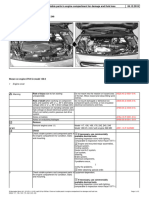
- Check All Visible Parts in Engine Compartment For Damage and Fluid LossDocument2 pagesCheck All Visible Parts in Engine Compartment For Damage and Fluid Lossx7c56d5zy8No ratings yet
- Mercruiser Power Trim PumpsDocument1 pageMercruiser Power Trim PumpsMarine Parts ChinaNo ratings yet
- U760EDocument500 pagesU760EarmotrixmecNo ratings yet
- Magna vf750c PDFDocument306 pagesMagna vf750c PDFAldair MartínezNo ratings yet
- RM 64Document632 pagesRM 64Jabita Aguilera CabreraNo ratings yet
- RT-127 - Issue3 Crank Angle Sensor Tooth Belt ReplacementDocument12 pagesRT-127 - Issue3 Crank Angle Sensor Tooth Belt ReplacementGeorgios MariolisNo ratings yet
- External Leak HydraulicDocument9 pagesExternal Leak HydraulicVasili RafaelyanNo ratings yet
- M39n Frame and Underbody PDFDocument6 pagesM39n Frame and Underbody PDFNenad MisicNo ratings yet
- ZF 3-6-191 - 211 - e Repair ManualDocument6 pagesZF 3-6-191 - 211 - e Repair ManualarthurNo ratings yet
- AWTF80SC ManualDocument2 pagesAWTF80SC ManualАанатолий СлободянNo ratings yet
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- Fuel System PDFDocument11 pagesFuel System PDFDongTaNo ratings yet
- M3 Cantrail Extension InnerDocument22 pagesM3 Cantrail Extension InnerDongTaNo ratings yet
- B-Pillar: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 26SEP18 1Document64 pagesB-Pillar: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 26SEP18 1DongTaNo ratings yet
- A-Pillar Outer Reinforcement (Complete)Document24 pagesA-Pillar Outer Reinforcement (Complete)DongTaNo ratings yet
- Sundanzer Refrigerator/Freezer Troubleshooting TipsDocument10 pagesSundanzer Refrigerator/Freezer Troubleshooting TipsDongTaNo ratings yet
- TQ Relays: FeaturesDocument11 pagesTQ Relays: FeaturesDongTaNo ratings yet
- T.VST29.03 4Document13 pagesT.VST29.03 4Sutrisno Ok100% (1)
- 1234 Sasdfasdf 12341234Document20 pages1234 Sasdfasdf 12341234NysekNo ratings yet
- Radiation From An Oscillating Electric DipoleDocument15 pagesRadiation From An Oscillating Electric DipoleRayan Nezar100% (1)
- ACCO 20033 Financial Accounting and Reporting 1 MidtermDocument13 pagesACCO 20033 Financial Accounting and Reporting 1 MidtermNila FranciaNo ratings yet
- Econometric Theory StachurskiDocument377 pagesEconometric Theory StachurskiImam slaouiNo ratings yet
- Impact of Thermal Aging On The Intermetallic Compound Particle Size andDocument9 pagesImpact of Thermal Aging On The Intermetallic Compound Particle Size andAamir JanNo ratings yet
- Technovate Refrigeración y Aire AcondicionadoDocument34 pagesTechnovate Refrigeración y Aire Acondicionadojpg60No ratings yet
- Mechanical Behaviour of Materials Questions PART 1Document3 pagesMechanical Behaviour of Materials Questions PART 1Sachi Dhanandam100% (2)
- FFWPU - 2021 Planning Booklet - (Service-Booklet - 2021-2027)Document88 pagesFFWPU - 2021 Planning Booklet - (Service-Booklet - 2021-2027)Ana BandeiraNo ratings yet
- maxDPUTools A1Document117 pagesmaxDPUTools A1Deepak GuptaNo ratings yet
- uC-GUI UserDocument920 pagesuC-GUI Userpmih1No ratings yet
- Ayurvedic Healing A Comprehensive Guide David Frawley.07106 - 3ayurvedicdiet PDFDocument7 pagesAyurvedic Healing A Comprehensive Guide David Frawley.07106 - 3ayurvedicdiet PDFlelis2013100% (1)
- ghsc1528 PDFDocument44 pagesghsc1528 PDFSiddharth SahuNo ratings yet
- Pete Gunter Bergson and JungDocument19 pagesPete Gunter Bergson and JungrottateixeiraNo ratings yet
- Skill Checklist Applying An Extremity RestraintDocument2 pagesSkill Checklist Applying An Extremity RestraintAsep BageurNo ratings yet
- Technical Submittals - 01-12-2023Document120 pagesTechnical Submittals - 01-12-2023waleed.kharshoumNo ratings yet
- Army Tech Instructions TI 809 - 04Document803 pagesArmy Tech Instructions TI 809 - 04karuna3460% (1)
- TOS GRADE 11 STAT & PROB (Finals) 2019 - 2020Document2 pagesTOS GRADE 11 STAT & PROB (Finals) 2019 - 2020Gerby Godinez100% (1)
- Family Safety HandbookDocument12 pagesFamily Safety HandbookAdib_dokterNo ratings yet
- Eurocode 7 Section 7 Pile FoundationsDocument20 pagesEurocode 7 Section 7 Pile FoundationsHoNo ratings yet
- VLD 6000 AIS Airborne Transponder PDFDocument2 pagesVLD 6000 AIS Airborne Transponder PDFShin Ami IgamiNo ratings yet
- Madhupi Ikasutta 199. Eva Me Suta - EkaDocument10 pagesMadhupi Ikasutta 199. Eva Me Suta - EkaSabujaNo ratings yet
- Construction Safety and Health ProgramDocument17 pagesConstruction Safety and Health ProgramJohny Lou Luza100% (2)
- Chapter 23 Seatwork KEYDocument4 pagesChapter 23 Seatwork KEYJayvee M FelipeNo ratings yet
- Impact TestDocument11 pagesImpact TestMohsin AbbasNo ratings yet
- Task 2 - WHS Compliance PlanDocument4 pagesTask 2 - WHS Compliance PlanCheryl Ivonne ARCE PACHECONo ratings yet
- Coop Conference Proceeding (21-22aug 2022)Document585 pagesCoop Conference Proceeding (21-22aug 2022)oliviahuda75No ratings yet
- ScienceDocument18 pagesScienceapi-295677008No ratings yet
- Akram M Zepeda S J 2015-2 PDFDocument17 pagesAkram M Zepeda S J 2015-2 PDFsheyla_liwanagNo ratings yet
- A Crisis Intervention Model For Child Protective S PDFDocument22 pagesA Crisis Intervention Model For Child Protective S PDFKali HartvigsenNo ratings yet
- The Discipline of CounselingDocument18 pagesThe Discipline of CounselingIekzkad Realvilla0% (1)