You might also like
- Failure Modes and Effects AnalysisDocument6 pagesFailure Modes and Effects Analysiskp pkNo ratings yet
- FMEADocument12 pagesFMEARADHIKA CHANDAKNo ratings yet
- Quick Guide To HACCP and HACCP PrinciplesDocument12 pagesQuick Guide To HACCP and HACCP PrinciplesnaveedNo ratings yet
- OEC - 9800 C-Arm Service ManualsDocument490 pagesOEC - 9800 C-Arm Service ManualsIvan83% (24)
- Final Exam 419 ANSWERDocument11 pagesFinal Exam 419 ANSWERCream FamilyNo ratings yet
- GSI-Rec-020-09 Failure Analysis FormDocument10 pagesGSI-Rec-020-09 Failure Analysis FormVi KraNo ratings yet
- Failure Mode Effect CorrectedDocument11 pagesFailure Mode Effect CorrectedaishuNo ratings yet
- Three Primary Steps in Maintenance Reliability EngineeringDocument51 pagesThree Primary Steps in Maintenance Reliability EngineeringPablo Scott100% (1)
- Sigma Six: A Presentation TemplateDocument23 pagesSigma Six: A Presentation TemplatekaramNo ratings yet
- Module 31. Cause and Effect (XY) MatrixDocument23 pagesModule 31. Cause and Effect (XY) Matrixtaghavi1347No ratings yet
- Dark Lever Bonus Chapter-1Document9 pagesDark Lever Bonus Chapter-1Maxwell100% (1)
- Brauer, Fred - Nohel, John A. - Ordinary Differential Equations - A First CourseDocument488 pagesBrauer, Fred - Nohel, John A. - Ordinary Differential Equations - A First CourseJOSE CERECEDONo ratings yet
- Science5 Q3 Mod3 Conductors) of Heat and Electricity v4Document31 pagesScience5 Q3 Mod3 Conductors) of Heat and Electricity v4Don Mariano Marcos Elementary School100% (2)
- Why People Do Not Understand The P-F Curve: by Ricky Smith CMRPDocument7 pagesWhy People Do Not Understand The P-F Curve: by Ricky Smith CMRPJoydeep ChakrabortyNo ratings yet
- RACIDocument23 pagesRACIchotumotu131111No ratings yet
- Business Science Problem FrameworkDocument1 pageBusiness Science Problem Frameworkkumar kumarNo ratings yet
- Quality Management-Group 4 - DMAIC 2-CC02Document36 pagesQuality Management-Group 4 - DMAIC 2-CC02chuong.mientayNo ratings yet
- Lear. Guide Level 4-LO6Document20 pagesLear. Guide Level 4-LO6Zeleke DesalegnNo ratings yet
- To Improve The Measure Fail Rate On SEM Through Six Sigma DMAIC Methodology - Chien-Hui LuDocument4 pagesTo Improve The Measure Fail Rate On SEM Through Six Sigma DMAIC Methodology - Chien-Hui LuHelenNo ratings yet
- 20bba0194 TQM Da 1 FmeaDocument9 pages20bba0194 TQM Da 1 Fmeavani sureshNo ratings yet
- Business Science Problem Framework CRISP DM CheatSheet.02Document1 pageBusiness Science Problem Framework CRISP DM CheatSheet.02Rigoberto José Martínez CedeñoNo ratings yet
- Template AMEFDocument10 pagesTemplate AMEFElvis DiazNo ratings yet
- GAMMA 2 Course Material v2.0Document33 pagesGAMMA 2 Course Material v2.0sreenathNo ratings yet
- Quality Circle Writting Book NewDocument11 pagesQuality Circle Writting Book Newboncy raguNo ratings yet
- Aid MemoirDocument34 pagesAid MemoirKevin RimmerNo ratings yet
- 5W 1H 5W Analysis Problem Solving TechniqueDocument5 pages5W 1H 5W Analysis Problem Solving TechniqueAnonymous oWDHhPNo ratings yet
- How To Use The Failure Modes and Effects Analysis Template: A Benchmarking and Improvements ToolDocument4 pagesHow To Use The Failure Modes and Effects Analysis Template: A Benchmarking and Improvements ToolsahirlyesNo ratings yet
- Lecture 8 - Six Sigma 2Document72 pagesLecture 8 - Six Sigma 2AbhiNo ratings yet
- Unit 5: September 17, 2011Document25 pagesUnit 5: September 17, 2011Ganie SlovenlinessNo ratings yet
- FMEA Rev 4Document25 pagesFMEA Rev 4Vale PazNo ratings yet
- Appendix: Failure Mode and Effects Analysis (FMEA) and House of QualityDocument16 pagesAppendix: Failure Mode and Effects Analysis (FMEA) and House of QualityJan GeerkensNo ratings yet
- FMEADocument23 pagesFMEAtbmariNo ratings yet
- LCE Line Performance OptimizationDocument2 pagesLCE Line Performance OptimizationAnthony CollierNo ratings yet
- 37682405684Document2 pages37682405684mapheeha rufusNo ratings yet
- Dimensions of Product QualityDocument1 pageDimensions of Product Qualitygk37765No ratings yet
- PEM ENGINEERING DESIGN ExercicesDocument7 pagesPEM ENGINEERING DESIGN Exercicesmanjot.rattan98No ratings yet
- Toilet Ladies Checklist 1Document3 pagesToilet Ladies Checklist 1Pradeep PradhanNo ratings yet
- Why People Do Not Understand The PF CurveDocument7 pagesWhy People Do Not Understand The PF CurveAndré SantosNo ratings yet
- Chapter 4-5Document81 pagesChapter 4-5Uves AnsariNo ratings yet
- Brainstorming As A Tool For The Benchmar PDFDocument4 pagesBrainstorming As A Tool For The Benchmar PDFPaul MustaphaNo ratings yet
- HC-Root Cause Analysis in HC - ExtractedDocument54 pagesHC-Root Cause Analysis in HC - Extracteddinesh pharmaNo ratings yet
- ISO27k FMEA SpreadsheetDocument12 pagesISO27k FMEA SpreadsheetBenny Julisha PratidaNo ratings yet
- Asq Failure Mode and Effects AnalysisDocument4 pagesAsq Failure Mode and Effects AnalysisCloud RedfieldNo ratings yet
- Fortuin 1988Document9 pagesFortuin 1988sarita61No ratings yet
- GE8077 Total Quality Management QBDocument10 pagesGE8077 Total Quality Management QBRahulNo ratings yet
- Fit and Flow of Quality: Organizational Process Problems Should Be Tackled One by OneDocument7 pagesFit and Flow of Quality: Organizational Process Problems Should Be Tackled One by Onetorresa10No ratings yet
- Apollo Associated ServicesDocument8 pagesApollo Associated Servicesbkdheeraj88No ratings yet
- Iaasc Lean Six Sigma Green Belt: Control Phase: Course Structure and OverviewDocument24 pagesIaasc Lean Six Sigma Green Belt: Control Phase: Course Structure and OverviewDimitris PapamatthaiakisNo ratings yet
- Cyber Resilience Self-Assessment Framework Version 1.4 Jan 23Document185 pagesCyber Resilience Self-Assessment Framework Version 1.4 Jan 23lava.sky10No ratings yet
- Failure Mode Effects AnalysisDocument3 pagesFailure Mode Effects Analysis'Rittchii Guerreroo KuunNo ratings yet
- ISO27k FMEA SpreadsheetDocument28 pagesISO27k FMEA Spreadsheetvishnukesarwani100% (2)
- Failure Mode Effects AnalysisDocument2 pagesFailure Mode Effects AnalysisManish PatelNo ratings yet
- Unit 4 - Week 3-Tools For Quality Assurance: Assignment - 03Document3 pagesUnit 4 - Week 3-Tools For Quality Assurance: Assignment - 03MR. DEVASHISH GAUTAMNo ratings yet
- MS 50 3 Mock Ggggassessment Paper 1Document3 pagesMS 50 3 Mock Ggggassessment Paper 1jenish22No ratings yet
- FMEADocument5 pagesFMEAAkanksha KumariNo ratings yet
- DMAIC Unit4Document22 pagesDMAIC Unit4karamNo ratings yet
- Mindiapo Part IiDocument33 pagesMindiapo Part IiMarcoEscalanteNo ratings yet
- Cause and Effect MatrixDocument22 pagesCause and Effect MatrixEr Darsh ChahalNo ratings yet
- The Big PictureDocument1 pageThe Big PicturesowmyabpNo ratings yet
- Effectiveness Studies Star Certification ProgramDocument18 pagesEffectiveness Studies Star Certification ProgramraviveNo ratings yet
- CAPA Overview Training 1686363145Document35 pagesCAPA Overview Training 1686363145Nurul FikriNo ratings yet
- Section 1: Module Introduction Section 2: Creating A Cause and Effect MatrixDocument11 pagesSection 1: Module Introduction Section 2: Creating A Cause and Effect MatrixClinton Figueroa PachecoNo ratings yet
- Failure Modes Effect Analysis (FMEA)Document22 pagesFailure Modes Effect Analysis (FMEA)Mujammil ChoudhariNo ratings yet
- QMS RCA & Corrective Action GuidanceDocument5 pagesQMS RCA & Corrective Action GuidanceJaved AliNo ratings yet
- The Lean Transformation Project ChecklistDocument10 pagesThe Lean Transformation Project ChecklistkaramNo ratings yet
- DMAIC Unit3Document25 pagesDMAIC Unit3karamNo ratings yet
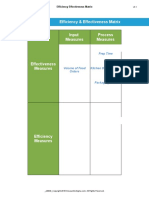
- Efficiency & Effectiveness Matrix Input Measures Process MeasuresDocument4 pagesEfficiency & Effectiveness Matrix Input Measures Process MeasureskaramNo ratings yet
- DMAIC Unit4Document22 pagesDMAIC Unit4karamNo ratings yet
- Hypothetical Testing Decision TreeDocument1 pageHypothetical Testing Decision TreekaramNo ratings yet
- ISO 14001 2004 Implementation Flow Diagram ENDocument1 pageISO 14001 2004 Implementation Flow Diagram ENkaramNo ratings yet
- DMAIC Unit2Document12 pagesDMAIC Unit2karamNo ratings yet
- ISO 14001 2015 Implementation Process Diagram ENDocument1 pageISO 14001 2015 Implementation Process Diagram ENkaram100% (1)
- Skinner 2007Document30 pagesSkinner 2007InêsNo ratings yet
- Pengembangan Media Sex Education Untuk Anak TunagrahitaDocument9 pagesPengembangan Media Sex Education Untuk Anak Tunagrahitaana rafikayatiNo ratings yet
- Principles of Boundary Determination: Robert Lee Mccomb, Pls Julian, CaDocument20 pagesPrinciples of Boundary Determination: Robert Lee Mccomb, Pls Julian, CaRovillene PanangweNo ratings yet
- DYNAMICSDocument7 pagesDYNAMICSAshley De LeonNo ratings yet
- Assignment Engineering MechanicsDocument2 pagesAssignment Engineering MechanicsVigil J VijayanNo ratings yet
- ASQ 34 TATA YAZAKI Ss - The - Critical - LinkDocument11 pagesASQ 34 TATA YAZAKI Ss - The - Critical - LinkSubhashNo ratings yet
- CORRECTDocument60 pagesCORRECTLovely TarunNo ratings yet
- An Investigation Into The Barriers To and Priorities For Research Engagement in Health LibrarianshipDocument22 pagesAn Investigation Into The Barriers To and Priorities For Research Engagement in Health LibrarianshipKrisha FernandezNo ratings yet
- Evidence and Investigation - Science Unit Plan 20220722 Rls 2 FinalDocument12 pagesEvidence and Investigation - Science Unit Plan 20220722 Rls 2 Finalapi-644832942No ratings yet
- High School Drama Synthesis ActivityDocument8 pagesHigh School Drama Synthesis Activityapi-565365425No ratings yet
- 733 Glass and Metal SealantDocument4 pages733 Glass and Metal SealantMAHESH BELENo ratings yet
- Cream Powder Standard: Product DefinitionDocument2 pagesCream Powder Standard: Product DefinitionMurat SariyarNo ratings yet
- Agriculture and Food Crops PDFDocument877 pagesAgriculture and Food Crops PDFAugusto Becerra Lopez-LavalleNo ratings yet
- Cartesian Vectors .Document71 pagesCartesian Vectors .Jeffrey CachoNo ratings yet
- Telefon2023.06.21 NA S - BKDocument2 pagesTelefon2023.06.21 NA S - BKJozsef GalNo ratings yet
- Strathern, M Embodied ThougthDocument6 pagesStrathern, M Embodied ThougthsilsocaNo ratings yet
- Project M&E For NotesDocument11 pagesProject M&E For NotesprosperNo ratings yet
- TDS014-02 CFG 2Document1 pageTDS014-02 CFG 2Navneet RankNo ratings yet
- Teamwork On The FlyDocument3 pagesTeamwork On The FlyPuja PrasadNo ratings yet
- Wind Turbine Blade Design With Computational Fluid Dynamics Analysis (#346639) - 354647Document6 pagesWind Turbine Blade Design With Computational Fluid Dynamics Analysis (#346639) - 354647ArmaganNo ratings yet
- Reviewer 115Document10 pagesReviewer 115Diether SimangcaNo ratings yet
- Constructive FeedbackingDocument11 pagesConstructive FeedbackingGOODWIN GALVANNo ratings yet
- Biology Project On Genetic DisordersDocument1 pageBiology Project On Genetic DisordersDeepak JainNo ratings yet
- Planning-Oriented Autonomous DrivingDocument24 pagesPlanning-Oriented Autonomous DrivingMaks GutNo ratings yet
- 35MW Solar Power Project - Upper West Regional Sites - Non Technical Summary ReportDocument109 pages35MW Solar Power Project - Upper West Regional Sites - Non Technical Summary ReportElijahNo ratings yet