You might also like
- Sumed - TK 01-2017 Rev 0Document4 pagesSumed - TK 01-2017 Rev 0Kareem AbdelazizNo ratings yet
- Fwir Equalizing Line LineDocument1 pageFwir Equalizing Line LineMuhamad Hifni SyahbanaNo ratings yet
- Casing Packer Setting Tool (CPST) : Parts Lists and Exploded ViewsDocument14 pagesCasing Packer Setting Tool (CPST) : Parts Lists and Exploded ViewsJose Antonio Acosta100% (1)
- Fwir Wellhead Instrume Bleed LineDocument2 pagesFwir Wellhead Instrume Bleed LineMuhamad Hifni SyahbanaNo ratings yet
- Fwir Branch LineDocument10 pagesFwir Branch LineMuhamad Hifni SyahbanaNo ratings yet
- NASH ENGINEERING LIQUID RING PUMP SPECIFICATION SHEETDocument1 pageNASH ENGINEERING LIQUID RING PUMP SPECIFICATION SHEETGabriel VejarNo ratings yet
- 883 Chemical Mariner Magnetic Compass Adj CertDocument1 page883 Chemical Mariner Magnetic Compass Adj CertGutta RavindraNo ratings yet
- (Automatic, Manual, Machine, or Semi-Auto) : 3-4 MM 1-5 MMDocument2 pages(Automatic, Manual, Machine, or Semi-Auto) : 3-4 MM 1-5 MMpraveesh qc2023No ratings yet
- P. WpsDocument14 pagesP. WpsIsmiArdyNo ratings yet
- Low SupportDocument1 pageLow SupportMDhana SekarNo ratings yet
- Refinería de Cartagena Discipline Document Name: Data Sheet Cat Poly Charge Drum Np-D-3020Document3 pagesRefinería de Cartagena Discipline Document Name: Data Sheet Cat Poly Charge Drum Np-D-3020pecosorosaNo ratings yet
- 7.5 Kva BomDocument2 pages7.5 Kva BomDinesh MNo ratings yet
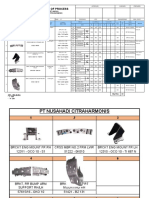
- FP Part PT Nusahadi - 2021Document7 pagesFP Part PT Nusahadi - 2021Bahrul HayatNo ratings yet
- Mar Asm 000485Document1 pageMar Asm 000485Юрий НиколаевичNo ratings yet
- SLM360 Clamp BoltDocument1 pageSLM360 Clamp BoltTony CeNo ratings yet
- Er89-196 MHF 50Document1 pageEr89-196 MHF 50Gabriel VejarNo ratings yet
- AWS WPS for welding steel with SMAWDocument2 pagesAWS WPS for welding steel with SMAWSleyda MunozNo ratings yet
- Eng VMK E5082 07 23Document1 pageEng VMK E5082 07 23r.karthidbtechNo ratings yet
- Choke Valve Data SheetDocument1 pageChoke Valve Data SheetFabricio Vega Estrella100% (1)
- PT. DAIEI-PT. TCF 1 - (MOVING SCHEDULE SU2id PT. ASI-PT. HMMI)Document1 pagePT. DAIEI-PT. TCF 1 - (MOVING SCHEDULE SU2id PT. ASI-PT. HMMI)M akmalNo ratings yet
- QUALITY ASSURANCE PLAN FOR BIO-FUEL ETHANOL PLANTDocument1 pageQUALITY ASSURANCE PLAN FOR BIO-FUEL ETHANOL PLANTajmainNo ratings yet
- GMCo - WPSDocument8 pagesGMCo - WPSMohamed AtefNo ratings yet
- Report on Welding Procedure Specifications for Single V-Groove JointsDocument15 pagesReport on Welding Procedure Specifications for Single V-Groove JointsAvishek Gupta100% (1)
- Welding Procedure Specification (W.P.S) : Alstom India LimitedDocument2 pagesWelding Procedure Specification (W.P.S) : Alstom India LimitedAhmed saberNo ratings yet
- Wps 22Document2 pagesWps 22Avishek GuptaNo ratings yet
- Fwir Bleed LineDocument10 pagesFwir Bleed LineMuhamad Hifni SyahbanaNo ratings yet
- Consolidated Contractors Welding Procedure SpecificationDocument3 pagesConsolidated Contractors Welding Procedure Specificationsiva8000100% (1)
- A GA-230077 1 OF 1: Bore & Keyway Details Id Fan Hub Bore & Keyway Details Motor (VFD) HubDocument1 pageA GA-230077 1 OF 1: Bore & Keyway Details Id Fan Hub Bore & Keyway Details Motor (VFD) Hubwaj1No ratings yet
- QTN 2336Document2 pagesQTN 2336shahkunal11No ratings yet
- RT Request: Hail Surface FacilitiesDocument4 pagesRT Request: Hail Surface FacilitiesAnonymous AdofXEYAgENo ratings yet
- Valve List - F-5001Document3 pagesValve List - F-5001Ajay PrajapatiNo ratings yet
- 20.SAM64000-461-01 FUEL OIL SERVICE SYSTEM 燃油日用系统Document17 pages20.SAM64000-461-01 FUEL OIL SERVICE SYSTEM 燃油日用系统Pagan jatarNo ratings yet
- Egyptian steel plant valve listDocument6 pagesEgyptian steel plant valve listMohamed Elsaid El ShallNo ratings yet
- RT Request: Hail Surface FacilitiesDocument4 pagesRT Request: Hail Surface FacilitiesAnonymous AdofXEYAgENo ratings yet
- Hail Surface Facilities Welding RecordsDocument4 pagesHail Surface Facilities Welding RecordsAnonymous AdofXEYAgENo ratings yet
- Wps 11Document2 pagesWps 11Avishek GuptaNo ratings yet
- Wps PQR PDFDocument35 pagesWps PQR PDFquality unifab83% (6)
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaNo ratings yet
- Equalizing Line Mbe 6 WTRDocument2 pagesEqualizing Line Mbe 6 WTRMuhamad Hifni SyahbanaNo ratings yet
- RT Request For Sivert Date 13-Apr-17: Hail Surface FacilitiesDocument1 pageRT Request For Sivert Date 13-Apr-17: Hail Surface FacilitiesAnonymous AdofXEYAgENo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- CONTROLTUB - Controle de Juntas - New-Flare-Piping-Joints-ControlDocument109 pagesCONTROLTUB - Controle de Juntas - New-Flare-Piping-Joints-ControlVss SantosNo ratings yet
- Fwir Drain LineDocument2 pagesFwir Drain LineMuhamad Hifni SyahbanaNo ratings yet
- SMH-BOM-016 (Loader3B T Chute Drive)Document4 pagesSMH-BOM-016 (Loader3B T Chute Drive)fauzan tarmiziNo ratings yet
- ESP installation reportDocument3 pagesESP installation reportrahulNo ratings yet
- Engenharia AÇO CarbonoDocument3 pagesEngenharia AÇO CarbonoMatheusNo ratings yet
- QW-482 WELDING PROCEDURE SPECIFICATIONS (WPSDocument1 pageQW-482 WELDING PROCEDURE SPECIFICATIONS (WPSlinaNo ratings yet
- TR 239 Butt Pipe To Elbow Incoloy 825 TF-AP-699: Abu Dhabi Oil Co., LTD (Japan)Document1 pageTR 239 Butt Pipe To Elbow Incoloy 825 TF-AP-699: Abu Dhabi Oil Co., LTD (Japan)Anonymous AdofXEYAgENo ratings yet
- Epc Revitalization Project of RCC Ru Vi Balongan: Attachment - 1Document1 pageEpc Revitalization Project of RCC Ru Vi Balongan: Attachment - 1Tommy ArjanggiNo ratings yet
- Branch Line Mbe 6 WTRDocument11 pagesBranch Line Mbe 6 WTRMuhamad Hifni SyahbanaNo ratings yet
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONDocument3 pagesWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- Welding Tracebility Report for MBE-6 Production PipingDocument8 pagesWelding Tracebility Report for MBE-6 Production PipingMuhamad Hifni SyahbanaNo ratings yet
- Wps & PQR For Valve Installation - XLSX Fix TerbaruDocument20 pagesWps & PQR For Valve Installation - XLSX Fix TerbarufebriNo ratings yet
- 11 Feb 2022Document1 page11 Feb 2022mr5148447No ratings yet
- TRAINING PVE Hari 4 PDFDocument13 pagesTRAINING PVE Hari 4 PDFDheska AgungNo ratings yet
- FA-For ReferenceDocument1 pageFA-For ReferenceUmer KhanNo ratings yet
- WPS for Welding Procedure ASTM A36 SteelDocument5 pagesWPS for Welding Procedure ASTM A36 SteelHamid MansouriNo ratings yet
- UH06Document1 pageUH06deprianto MNo ratings yet
- 0344-MI20-00S1-0110-01-0-spec G1Document1 page0344-MI20-00S1-0110-01-0-spec G1KadufigueiredoNo ratings yet
- Technical Specifications PVC Suit - 2021 04 06 10 22 35Document1 pageTechnical Specifications PVC Suit - 2021 04 06 10 22 35Suntech Engineering CorporationNo ratings yet
- HS (De)Document1 pageHS (De)Suntech Engineering CorporationNo ratings yet
- Tilting Pad Bearing Design for Lobe BearingsDocument1 pageTilting Pad Bearing Design for Lobe BearingsSuntech Engineering CorporationNo ratings yet
- QAMTBOI036 Rev-01Document4 pagesQAMTBOI036 Rev-01Suntech Engineering CorporationNo ratings yet
- Bhusan Raw MaterialDocument1 pageBhusan Raw MaterialSuntech Engineering CorporationNo ratings yet
- WBPCB Orange-30-6-2016 (2) - 1Document4 pagesWBPCB Orange-30-6-2016 (2) - 1Suntech Engineering CorporationNo ratings yet
- Tendernotice 1Document41 pagesTendernotice 1Suntech Engineering CorporationNo ratings yet
- WBPCB Green - 30-6-2016 (2) - 1Document3 pagesWBPCB Green - 30-6-2016 (2) - 1Suntech Engineering CorporationNo ratings yet
- WHITE CATEGORY INDUSTRIES LISTDocument2 pagesWHITE CATEGORY INDUSTRIES LISTSuntech Engineering CorporationNo ratings yet
- Uam SuntechDocument1 pageUam SuntechSuntech Engineering CorporationNo ratings yet
- EFT FormDocument1 pageEFT FormSuntech Engineering CorporationNo ratings yet
- Resource LevellingDocument11 pagesResource Levellingtejoseph2003No ratings yet
- Greensand Moulding System GuideDocument20 pagesGreensand Moulding System GuideSimanchal KarNo ratings yet
- Amorphous Vs Crystalline Saunders 10 - 06Document35 pagesAmorphous Vs Crystalline Saunders 10 - 06Enrique SantiagoNo ratings yet
- SN200Document111 pagesSN200tajinder231280% (5)
- Astm E446 - 10Document4 pagesAstm E446 - 10laythNo ratings yet
- Materials 08 03562Document22 pagesMaterials 08 03562Canny EngineerNo ratings yet
- Loss On IgnitionDocument7 pagesLoss On IgnitionkktttNo ratings yet
- Shrinkage Loses Resulting From Liquid Hydrocarbon BlendingDocument6 pagesShrinkage Loses Resulting From Liquid Hydrocarbon BlendingManuel AguilarNo ratings yet
- Guidance For Propeller Repair IACSDocument26 pagesGuidance For Propeller Repair IACSDesmond Chin100% (1)
- Metal Processing Techniques Presentation SummaryDocument15 pagesMetal Processing Techniques Presentation Summarym.abdullahNo ratings yet
- ASME 8 Div 1 Appendix 7 Examination of Steel Castings PDFDocument3 pagesASME 8 Div 1 Appendix 7 Examination of Steel Castings PDFaakash kumarNo ratings yet
- Document No. Cswip-Iso-Ndt-11/93-R Requirements For The Certification of Personnel Engaged in Non-Destructive TestingDocument16 pagesDocument No. Cswip-Iso-Ndt-11/93-R Requirements For The Certification of Personnel Engaged in Non-Destructive TestingNguyễn Hoàng DũngNo ratings yet
- Casting Procedure and Casting DefectsDocument85 pagesCasting Procedure and Casting DefectsChaithraNo ratings yet
- Transporel Nivelador de Cais Niveladores de Cais Montagem 657118Document26 pagesTransporel Nivelador de Cais Niveladores de Cais Montagem 657118Harun RasulNo ratings yet
- Steel Castings For Highway BridgesDocument2 pagesSteel Castings For Highway BridgesFRANZ RICHARD SARDINAS MALLCONo ratings yet
- Calculating Plastic Component Shrinkage and DistortionDocument4 pagesCalculating Plastic Component Shrinkage and DistortionRajendra Kumar SharmaNo ratings yet
- Georgia Southern University Foundry Education IntroductionDocument20 pagesGeorgia Southern University Foundry Education IntroductionXantos YulianNo ratings yet
- MPI Unit IDocument54 pagesMPI Unit IArun PatilNo ratings yet
- TRD JRN 0209Document8 pagesTRD JRN 0209علی ایروانیNo ratings yet
- NADCA Standards 2015Document272 pagesNADCA Standards 2015mr.nguyenkNo ratings yet
- Manufacturer of Cobalt & Nickel Based Hardfacing & Wear Resistant AlloysDocument24 pagesManufacturer of Cobalt & Nickel Based Hardfacing & Wear Resistant AlloysMilli Aline SantannaNo ratings yet
- Cupola Design, Operation and ControlDocument75 pagesCupola Design, Operation and ControlGamini Hettiarachchi100% (14)
- Iron and Steel Production PDFDocument9 pagesIron and Steel Production PDFJagadeesh GuttiNo ratings yet
- MSE PhysicsDocument37 pagesMSE PhysicsShivam MauryaNo ratings yet
- Casting Advisory Circular Provides Guidance on ComplianceDocument14 pagesCasting Advisory Circular Provides Guidance on ComplianceKivanc SengozNo ratings yet
- Application of Epoxy Resins in Electrical ApparatusDocument8 pagesApplication of Epoxy Resins in Electrical ApparatusDulon22No ratings yet
- Experimental Evaluation and Simulation of Volumetric Shrinkage and Warpage On Polymeric Composite Reinforced With Short Natural FibersDocument7 pagesExperimental Evaluation and Simulation of Volumetric Shrinkage and Warpage On Polymeric Composite Reinforced With Short Natural FibersClynoesNo ratings yet
- What Are Long Fiber CompositesDocument1 pageWhat Are Long Fiber CompositesSanket BansalNo ratings yet
- Sand Casting Using RP and Conventional MethodsDocument5 pagesSand Casting Using RP and Conventional MethodsjlplazaolaNo ratings yet
- ME-III and IV Syllabus - 2018 SchemeDocument44 pagesME-III and IV Syllabus - 2018 SchemeVamshi ReddyNo ratings yet