You might also like
- Phillips 66 Product Guide 062818-Min PDFDocument465 pagesPhillips 66 Product Guide 062818-Min PDFJeremias UtreraNo ratings yet
- Introduction To Aerospace Materials II: José Manuel Torralba Torralba@ing - Uc3m.esDocument85 pagesIntroduction To Aerospace Materials II: José Manuel Torralba Torralba@ing - Uc3m.esCLARA BARBERO SANCHEZNo ratings yet
- Metallic Materials. Topic 3. Metal Forming I Metal Forming FundamentalsDocument34 pagesMetallic Materials. Topic 3. Metal Forming I Metal Forming FundamentalsCLARA BARBERO SANCHEZNo ratings yet
- Chapter 2 - Fracture and Stress Corrosion Cracking - Corros Mat Perf - 2019Document50 pagesChapter 2 - Fracture and Stress Corrosion Cracking - Corros Mat Perf - 2019Jijo ChristudasNo ratings yet
- Metallic Materials. Topic 3. Metal Forming II Metal Forming ProcessesDocument43 pagesMetallic Materials. Topic 3. Metal Forming II Metal Forming ProcessesCLARA BARBERO SANCHEZNo ratings yet
- Irjet V6i2220Document4 pagesIrjet V6i2220sonuNo ratings yet
- BMP - CastingDocument217 pagesBMP - Castingmantra2010No ratings yet
- Advanced Ceramics for ApplicationsDocument18 pagesAdvanced Ceramics for ApplicationsJanibul Haque PritomNo ratings yet
- Materials and Metallurgy (ME-209) Week 1 - Lecture 1: Dr. Tariq JamilDocument21 pagesMaterials and Metallurgy (ME-209) Week 1 - Lecture 1: Dr. Tariq JamilFahad afzalNo ratings yet
- Casting Process LectureDocument14 pagesCasting Process LectureBassel AlshamiNo ratings yet
- 01 - Overview of Advanced CeramicsDocument19 pages01 - Overview of Advanced CeramicsMd. Rafiqul IslamNo ratings yet
- BMP - Electric Arc WeldingDocument91 pagesBMP - Electric Arc Weldingsujay nayakNo ratings yet
- AO208 Aircraft Materials and Processes PDFDocument2 pagesAO208 Aircraft Materials and Processes PDFVIGNESH RAJNo ratings yet
- Strad Omsk IDocument4 pagesStrad Omsk IasdfagNo ratings yet
- Heat Treatment Its ApplicationDocument30 pagesHeat Treatment Its ApplicationBhanu Pratap ChoudhuryNo ratings yet
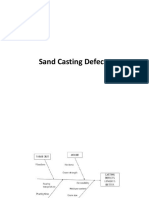
- 6 - Sand Casting DefectsDocument38 pages6 - Sand Casting DefectsSaniyahNo ratings yet
- Cutting Tool Materials SeminarDocument21 pagesCutting Tool Materials SeminarSahad MkNo ratings yet
- 3.b. CeramicDocument44 pages3.b. CeramicHumaira FaradillaNo ratings yet
- BMP - Powder MetallurgyDocument71 pagesBMP - Powder Metallurgymantra2010No ratings yet
- BMP - ExtrusionDocument24 pagesBMP - Extrusionmantra2010No ratings yet
- Introduction to Materials Science and Engineering LecturesDocument32 pagesIntroduction to Materials Science and Engineering Lecturesvicky dasNo ratings yet
- Med2104 Manufacturing Process Lab ManualDocument39 pagesMed2104 Manufacturing Process Lab ManualMohamed bakNo ratings yet
- MT MLMDocument17 pagesMT MLMSundara MoorthyNo ratings yet
- Ciencia e Ingeniería de Materiales de Construcción Materiales de ConstrucciónDocument39 pagesCiencia e Ingeniería de Materiales de Construcción Materiales de ConstrucciónMadeleyn MoralesNo ratings yet
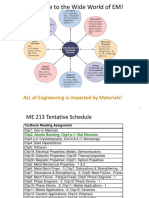
- Welcome To The Wide World of EM!: ALL of Engineering Is Impacted by Materials!Document47 pagesWelcome To The Wide World of EM!: ALL of Engineering Is Impacted by Materials!shohaimNo ratings yet
- Nhkt Silicate 1Document57 pagesNhkt Silicate 1MY NGUYỄN QUỲNH TRÚCNo ratings yet
- Engineering Materials S3 KarakterisasiDocument19 pagesEngineering Materials S3 Karakterisasifikri wahyu pratamaNo ratings yet
- ESA SME Initiative Course D:MaterialsDocument64 pagesESA SME Initiative Course D:MaterialsJoseph JonathanNo ratings yet
- Lecture 1Document12 pagesLecture 1hpshouNo ratings yet
- MT-1 Full NotesDocument56 pagesMT-1 Full NotesM.Saravana Kumar..M.ENo ratings yet
- Preparation and Characterization of Basic Ceramics From Moroccan MagnesiteDocument9 pagesPreparation and Characterization of Basic Ceramics From Moroccan MagnesitefonsNo ratings yet
- Course Outline, Materials IIDocument2 pagesCourse Outline, Materials IItedy yidegNo ratings yet
- BASIC MANUFACTURING PROCESSES: MOLDING, CASTING, ROLLINGDocument46 pagesBASIC MANUFACTURING PROCESSES: MOLDING, CASTING, ROLLINGmantra2010No ratings yet
- PDF-Chaper-5 Ceramic-MaterialsDocument92 pagesPDF-Chaper-5 Ceramic-Materialsaljhun fujitsuNo ratings yet
- Unit 3 Manufacturing ProcessesDocument92 pagesUnit 3 Manufacturing Processesusama riazNo ratings yet
- BMP PDFDocument17 pagesBMP PDFmantra2010No ratings yet
- BASIC METAL-FORMING PROCESSESDocument17 pagesBASIC METAL-FORMING PROCESSESmantra2010No ratings yet
- 1st WeekDocument44 pages1st Weektugrul.tf51No ratings yet
- Materials Today: Proceedings: Paramjit Singh, Deepak Kumar Goyal, Amit BansalDocument6 pagesMaterials Today: Proceedings: Paramjit Singh, Deepak Kumar Goyal, Amit BansaldcjontyNo ratings yet
- FeCo-based BMG deformation and indentationDocument22 pagesFeCo-based BMG deformation and indentationFAIQNo ratings yet
- Tribological Properties of Cu Based Composite Materials Strengthened With Al O ParticlesDocument4 pagesTribological Properties of Cu Based Composite Materials Strengthened With Al O ParticlesNoura Nour ElshamsNo ratings yet
- Arunya: Institute of Technology and SciencesDocument2 pagesArunya: Institute of Technology and SciencesvijayNo ratings yet
- Preconditioning Effect On SEM Concrete Samples and Its Impact On The Implementation of Concrete Surface Analysis at Microscopic ScaleDocument17 pagesPreconditioning Effect On SEM Concrete Samples and Its Impact On The Implementation of Concrete Surface Analysis at Microscopic ScaleTom ChlayonNo ratings yet
- Material Science NotesDocument6 pagesMaterial Science Notessandarasolis11No ratings yet
- Nanotech 2 KeramiakDocument48 pagesNanotech 2 KeramiakErik Szilard AcsNo ratings yet
- MGC 110 L6 2024 Man. Casting 1Document25 pagesMGC 110 L6 2024 Man. Casting 1owethugwama09No ratings yet
- Investigations On The Abrasive Wear Resistance of Aluminium Matrix CompositesDocument7 pagesInvestigations On The Abrasive Wear Resistance of Aluminium Matrix CompositesTrishul SampathNo ratings yet
- BMP - Other Welding ProcessesDocument76 pagesBMP - Other Welding Processessujay nayakNo ratings yet
- Chapter 6Document11 pagesChapter 6Lana AlakhrasNo ratings yet
- 3.1 Electrical and Electronics Engineering Materials: RationaleDocument20 pages3.1 Electrical and Electronics Engineering Materials: RationaleChetan GuliaNo ratings yet
- 1.1 Intro To Materials Structure and PropsDocument33 pages1.1 Intro To Materials Structure and PropsLuisa Fernanda Sanchez ZambranoNo ratings yet
- Advanced Chromium Carbide-Based HardfacingsDocument9 pagesAdvanced Chromium Carbide-Based HardfacingsJimit ShahNo ratings yet
- Lecture 1Document17 pagesLecture 1Gökhan ÇiçekNo ratings yet
- Metallugy BasicDocument62 pagesMetallugy Basicatique islamNo ratings yet
- lmcm2 Aula5 PDFDocument23 pageslmcm2 Aula5 PDFutsmanheruNo ratings yet
- Khondker Rubaiyat 2006jul MastersDocument122 pagesKhondker Rubaiyat 2006jul MasterskhurshedlakhoNo ratings yet
- Intro KeramerDocument26 pagesIntro Keramertv009334No ratings yet
- Unctionally Graded Materials: B.Bharath Kumar (PH.D) Asst - Professor ME DeptDocument30 pagesUnctionally Graded Materials: B.Bharath Kumar (PH.D) Asst - Professor ME Deptbharathkumar0310No ratings yet
- Karakterisasi Material PDFDocument40 pagesKarakterisasi Material PDFmiftakhurNo ratings yet
- Engineering Materials 2: An Introduction to Microstructures, Processing and DesignFrom EverandEngineering Materials 2: An Introduction to Microstructures, Processing and DesignNo ratings yet
- 3 PBDocument12 pages3 PBfaagoldfishNo ratings yet
- 3.welding ProcessDocument45 pages3.welding ProcessaleventNo ratings yet
- Elastocrete P8J Waterproofing Kit Technical Data SheetDocument3 pagesElastocrete P8J Waterproofing Kit Technical Data SheetZèlia FláviaNo ratings yet
- Titan PowrLiner 850Document84 pagesTitan PowrLiner 850Juan GonzalezNo ratings yet
- BR 30 StrengtheningDocument1 pageBR 30 Strengtheningdesign MridcNo ratings yet
- IB Chemistry SL Topic1 Questions and Answers 1.: (Total 1 Mark)Document240 pagesIB Chemistry SL Topic1 Questions and Answers 1.: (Total 1 Mark)emmaNo ratings yet
- Poster The Impact of Stagnant Water On The Corrosion Processes in PipelineDocument1 pagePoster The Impact of Stagnant Water On The Corrosion Processes in PipelineMarjan Suban0% (1)
- CalpakCollectors EngDocument11 pagesCalpakCollectors EngTaruzzNo ratings yet
- Sewing Machine Maintenance: Guide C-102Document8 pagesSewing Machine Maintenance: Guide C-102pandoll100% (1)
- Sealant Chart: Best Sealants for Waterproofing, Traffic Areas & MoreDocument1 pageSealant Chart: Best Sealants for Waterproofing, Traffic Areas & MoreDoby YuniardiNo ratings yet
- Major Paper On Development of Novel Self Healing Concrete Using Carbon NanotubesDocument7 pagesMajor Paper On Development of Novel Self Healing Concrete Using Carbon NanotubesVujjini RaghuNo ratings yet
- Exercise No. 3 PHYTOCHEMICAL SCREENING OF CRUDE DRUGSDocument11 pagesExercise No. 3 PHYTOCHEMICAL SCREENING OF CRUDE DRUGSKarren ReyesNo ratings yet
- HVAC Welding and SolderingDocument14 pagesHVAC Welding and Solderingdeangel1701No ratings yet
- Seminar Report Plastic Road PDFDocument13 pagesSeminar Report Plastic Road PDFAbhinav YadavNo ratings yet
- Methacrylate Flood Coat: Field Guide To Concrete Repair Application ProceduresDocument6 pagesMethacrylate Flood Coat: Field Guide To Concrete Repair Application ProceduresangelNo ratings yet
- Mobilgrease MPDocument2 pagesMobilgrease MPjerrypoaNo ratings yet
- Astm C685 C685M 17Document6 pagesAstm C685 C685M 17Alexis MartinezNo ratings yet
- Technological Institute of The Philippines 363 P. Casal ST., Quiapo, ManilaDocument41 pagesTechnological Institute of The Philippines 363 P. Casal ST., Quiapo, ManilaLailanie TreyesNo ratings yet
- Periodic Table Notes 1 PDFDocument9 pagesPeriodic Table Notes 1 PDFWajahat AliNo ratings yet
- A Review of Non-Halogenated Flame Retardant: Sanjay D JadhavDocument7 pagesA Review of Non-Halogenated Flame Retardant: Sanjay D JadhavAravind KumarNo ratings yet
- Standards for Metal Powders and ProductsDocument3 pagesStandards for Metal Powders and Productsamra_41No ratings yet
- C8516-CLT-QMT-0005 Rev.00-Inspection Checklist For Slurry Lagoon ConstructionDocument2 pagesC8516-CLT-QMT-0005 Rev.00-Inspection Checklist For Slurry Lagoon ConstructionJabinNo ratings yet
- Shoe Sole Manufacturing TechDocument5 pagesShoe Sole Manufacturing TechAishwary SrivastavaNo ratings yet
- Limit TestDocument34 pagesLimit TestAbhinav kumarNo ratings yet
- Carbon compounds form lifeDocument16 pagesCarbon compounds form lifeShashwatNo ratings yet
- Kmno4 and K2cr2o7 PDFDocument6 pagesKmno4 and K2cr2o7 PDFBrown BoyNo ratings yet
- Solvay Paint AdditivesDocument106 pagesSolvay Paint AdditivesMohamed HalemNo ratings yet
- IFC EHS GuidelinesDocument31 pagesIFC EHS GuidelinesSamiNo ratings yet
- Textile Vision - Fayyaz Industry Support CellDocument596 pagesTextile Vision - Fayyaz Industry Support CellTaimur Shan100% (1)