You might also like
- Circuit Extraction and DRC: 17.4.1 SPF, RSPF, and DSPFDocument7 pagesCircuit Extraction and DRC: 17.4.1 SPF, RSPF, and DSPFThomas GeorgeNo ratings yet
- Design and Simulate Branch Line Couplers in ADSDocument10 pagesDesign and Simulate Branch Line Couplers in ADSp.mallikarjunaNo ratings yet
- Ec1461 Vlsi DesignDocument17 pagesEc1461 Vlsi DesignArunkumarNo ratings yet
- Designing Loop AntennasDocument18 pagesDesigning Loop AntennasCesar AvilaNo ratings yet
- Application: Design For ProcessDocument4 pagesApplication: Design For ProcessjaberyemeniNo ratings yet
- MDLX Atc App Note Pi 026Document0 pagesMDLX Atc App Note Pi 026david_benavidez_3No ratings yet
- Chapter04 ExDocument6 pagesChapter04 ExKarthikeya VemparalaNo ratings yet
- A Low Power, and Low Signal 5-Bit 25msamples/s Pipelined ADC For Monolithic Active PixelsDocument5 pagesA Low Power, and Low Signal 5-Bit 25msamples/s Pipelined ADC For Monolithic Active Pixelstajmjcet_123No ratings yet
- An 4140Document11 pagesAn 4140Anonymous j7toV6z7PNo ratings yet
- Global and Detailed Routing of ASIC ChipsDocument33 pagesGlobal and Detailed Routing of ASIC ChipsvenkateshNo ratings yet
- Bien AP XungDocument11 pagesBien AP XungVan Thanh TranNo ratings yet
- Designing Combinational Logic Gates in CMOSDocument125 pagesDesigning Combinational Logic Gates in CMOSArqam Ali KhanNo ratings yet
- Design of Directional Coupler in Bulk-CMOS Switch TechnologyDocument4 pagesDesign of Directional Coupler in Bulk-CMOS Switch TechnologyBogdan TancNo ratings yet
- An 4140Document11 pagesAn 4140ommidbeNo ratings yet
- AND8026/D Solving EMI and ESD Problems With Integrated Passive Device Low Pass Pi FiltersDocument16 pagesAND8026/D Solving EMI and ESD Problems With Integrated Passive Device Low Pass Pi FiltersAtakan OzturKNo ratings yet
- High-Gain Cmos LOW Noise Amplifier FOR Ultra Wide-Band Wireless ReceiverDocument9 pagesHigh-Gain Cmos LOW Noise Amplifier FOR Ultra Wide-Band Wireless Receiverbeki4No ratings yet
- Agilent Eesof Eda: Overview On Designing A Low-Noise Vco On Fr4Document6 pagesAgilent Eesof Eda: Overview On Designing A Low-Noise Vco On Fr4bayman66No ratings yet
- Cntfet Technology Based Precision Full-Wave Rectifier Using DDCCDocument8 pagesCntfet Technology Based Precision Full-Wave Rectifier Using DDCCresearchinventyNo ratings yet
- Homework 1 EE 240b Advanced Analog CircuitsDocument2 pagesHomework 1 EE 240b Advanced Analog Circuitsb98154No ratings yet
- Unit 3Document70 pagesUnit 3Mahendra BabuNo ratings yet
- Vlsi Design 1 Mark QuestionsDocument7 pagesVlsi Design 1 Mark QuestionsVallabh JNo ratings yet
- Layout ExamplesDocument13 pagesLayout Examplesnazibhd786No ratings yet
- D 119Document35 pagesD 119Mohammad Ayatullah MaktoomNo ratings yet
- Fly BackDocument20 pagesFly BackĐặng Văn TàiNo ratings yet
- DDDC87ECAA084E5DA4D2D77F7DC80391Document5 pagesDDDC87ECAA084E5DA4D2D77F7DC80391Sameer NandagaveNo ratings yet
- A Digital Envelope Modulator For A WLAN OFDM Polar Transmitter in 90 NM CMOSDocument8 pagesA Digital Envelope Modulator For A WLAN OFDM Polar Transmitter in 90 NM CMOSSaidatul IzyanieNo ratings yet
- EE 230 - Analog Circuits Lab - 2021-22/I (Autumn) Experiment 1: Familiarization With NGSPICE Circuit Simulator and Lab EquipmentDocument7 pagesEE 230 - Analog Circuits Lab - 2021-22/I (Autumn) Experiment 1: Familiarization With NGSPICE Circuit Simulator and Lab EquipmentTanmay JainNo ratings yet
- Practical Work 3Document15 pagesPractical Work 3Kalai ShanNo ratings yet
- OFDM Versus Single Carrier With Cyclic Prefix: A System-Based Comparison For Binary ModulationDocument4 pagesOFDM Versus Single Carrier With Cyclic Prefix: A System-Based Comparison For Binary ModulationKieu HuongNo ratings yet
- Spice Computation of MOSDocument10 pagesSpice Computation of MOSJaymee LalbhaiNo ratings yet
- Physical Verification1Document163 pagesPhysical Verification1Praveen Kumar100% (1)
- Unconventional Phase-Locked Loops Simplify Difficult DesignsDocument18 pagesUnconventional Phase-Locked Loops Simplify Difficult DesignsAndrew JonesNo ratings yet
- Ofc Lab Manual 2Document21 pagesOfc Lab Manual 2Shobhit JainNo ratings yet
- Euler's PathDocument10 pagesEuler's PathSatish Kumar0% (1)
- CMOS VLSI Design Question Bank and NotesDocument11 pagesCMOS VLSI Design Question Bank and NotesradhikasontakayNo ratings yet
- EI2403 - VLSI Design 2 Marks With AnswersDocument23 pagesEI2403 - VLSI Design 2 Marks With AnswersAnand GvphNo ratings yet
- Design Battery ChargerDocument20 pagesDesign Battery Chargeranand_girgaonkar100% (1)
- Silicon FINFET Device in 3DDocument9 pagesSilicon FINFET Device in 3DbhataviNo ratings yet
- Rich Text Editor FileDocument21 pagesRich Text Editor FileDarshan RaghuNo ratings yet
- Ee141 HW3Document4 pagesEe141 HW3Vidhya DsNo ratings yet
- Transformer Design Consideration For Off Line Flyback Converters Using Fairchild Power Switch (FPS™)Document10 pagesTransformer Design Consideration For Off Line Flyback Converters Using Fairchild Power Switch (FPS™)StefanvnvNo ratings yet
- Shanthi Pavan - CT Audio DSM - 2009Document4 pagesShanthi Pavan - CT Audio DSM - 2009Saleh Heidary ShalmanyNo ratings yet
- Minimization of Redundant Internal Voltage Swing in Cmos Full-AdderDocument4 pagesMinimization of Redundant Internal Voltage Swing in Cmos Full-AdderAnonymous JnvCyu85No ratings yet
- Frequently Asked VLSI Interview Questions and AnswersDocument6 pagesFrequently Asked VLSI Interview Questions and AnswersbhargatejaNo ratings yet
- HW 3Document3 pagesHW 3ansarixxxNo ratings yet
- An 4137Document20 pagesAn 4137Andres RinconNo ratings yet
- Vlsi Final Notes Unit4Document21 pagesVlsi Final Notes Unit4RohitParjapatNo ratings yet
- A Novel High Integration-Density TFT-CMOS Inverter With Vertical Structure For Low Power ApplicationDocument5 pagesA Novel High Integration-Density TFT-CMOS Inverter With Vertical Structure For Low Power ApplicationJOAM MANUEL RINCÓN ZULUAGANo ratings yet
- An 4134Document14 pagesAn 4134shri.bhairavkar6977No ratings yet
- Ahuja CompensationDocument5 pagesAhuja CompensationCem ÇakırNo ratings yet
- A 0.35Μm Cmos 1.9Ma Vco-Core With Off-Chip Inductance On Ltcc For System-In-A-Package Solutions Of A 5-Ghz-Wlan TransceiverDocument4 pagesA 0.35Μm Cmos 1.9Ma Vco-Core With Off-Chip Inductance On Ltcc For System-In-A-Package Solutions Of A 5-Ghz-Wlan TransceiverMohamed SaidNo ratings yet
- Transformer-Coupled Front-End For Wideband A/D Converters: Primary SecondaryDocument4 pagesTransformer-Coupled Front-End For Wideband A/D Converters: Primary SecondaryAvinash SharmaNo ratings yet
- Coupling-Driven Signal Encoding Scheme For Low-Power Interface DesignDocument4 pagesCoupling-Driven Signal Encoding Scheme For Low-Power Interface DesignshastryNo ratings yet
- Peter H ChenDocument10 pagesPeter H ChenYunping HuangNo ratings yet
- MOS Integrated Circuit DesignFrom EverandMOS Integrated Circuit DesignE. WolfendaleNo ratings yet
- Advanced Chipless RFID: MIMO-Based Imaging at 60 GHz - ML DetectionFrom EverandAdvanced Chipless RFID: MIMO-Based Imaging at 60 GHz - ML DetectionNo ratings yet
- High-Performance D/A-Converters: Application to Digital TransceiversFrom EverandHigh-Performance D/A-Converters: Application to Digital TransceiversNo ratings yet
- Radio Frequency Identification and Sensors: From RFID to Chipless RFIDFrom EverandRadio Frequency Identification and Sensors: From RFID to Chipless RFIDNo ratings yet
- Physics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: Application to DisplaysFrom EverandPhysics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: Application to DisplaysNo ratings yet
- Utm Source Subjectpage&utm Medium Web&utm Campaign MaterialpageDocument1 pageUtm Source Subjectpage&utm Medium Web&utm Campaign MaterialpagevenkateshNo ratings yet
- 1.system PartioningDocument32 pages1.system PartioningvenkateshNo ratings yet
- 6.physical Design FlowDocument6 pages6.physical Design FlowvenkateshNo ratings yet
- Intro 567Document37 pagesIntro 567Abdullah GubbiNo ratings yet
- Global and Detailed Routing of ASIC ChipsDocument33 pagesGlobal and Detailed Routing of ASIC ChipsvenkateshNo ratings yet
- 4 FloorplanningDocument21 pages4 FloorplanningvenkateshNo ratings yet
- CMOS Combinational Logic TUTORIALSDocument34 pagesCMOS Combinational Logic TUTORIALSvenkateshNo ratings yet
- System Partitioning: Components, Levels, Methods & BenefitsDocument16 pagesSystem Partitioning: Components, Levels, Methods & BenefitsvenkateshNo ratings yet
- Floor PlacementsDocument22 pagesFloor PlacementsvenkateshNo ratings yet
- Cap 4 The MOS Transistor Ver1Document32 pagesCap 4 The MOS Transistor Ver1Manasi Patil , Prof. in ElnNo ratings yet
- 2.fpga PartioningDocument4 pages2.fpga PartioningvenkateshNo ratings yet
- Partioning MethodsDocument15 pagesPartioning MethodsvenkateshNo ratings yet
- Altera StratixDocument37 pagesAltera StratixvenkateshNo ratings yet
- FFDCDocument41 pagesFFDCvenkateshNo ratings yet
- Lecture9 MOS Transistor DynamicsDocument60 pagesLecture9 MOS Transistor DynamicsvenkateshNo ratings yet
- Introduction to CMOS technology and logic gate fundamentalsDocument39 pagesIntroduction to CMOS technology and logic gate fundamentalsvenkateshNo ratings yet
- Clocked and Dynamic CMOSDocument25 pagesClocked and Dynamic CMOSvenkateshNo ratings yet
- XC 5200Document73 pagesXC 5200venkateshNo ratings yet
- Ic Fabrication ProcessDocument3 pagesIc Fabrication ProcessvenkateshNo ratings yet
- Programmable Logic Devices (PLD) UNIT IIDocument37 pagesProgrammable Logic Devices (PLD) UNIT IIvenkateshNo ratings yet
- What is a Transmission GateDocument6 pagesWhat is a Transmission GatevenkateshNo ratings yet
- 7 Series Fpgas Overview: General DescriptionDocument18 pages7 Series Fpgas Overview: General DescriptionvenkateshNo ratings yet
- Logi Design AOI and OAIDocument6 pagesLogi Design AOI and OAIvenkateshNo ratings yet
- Designing With Xc9500 CPLDS: Interconnect Within Function BlocksDocument8 pagesDesigning With Xc9500 CPLDS: Interconnect Within Function BlocksvenkateshNo ratings yet
- Icperes 2018 Full PDFDocument101 pagesIcperes 2018 Full PDFvenkateshNo ratings yet
- Altera StratixDocument37 pagesAltera StratixvenkateshNo ratings yet
- Electragyan - Volume 13 Issue 2Document26 pagesElectragyan - Volume 13 Issue 2venkateshNo ratings yet
- Dr. Venkatesh, Faculty Rajalakshmi Engineering CollegeDocument1 pageDr. Venkatesh, Faculty Rajalakshmi Engineering CollegevenkateshNo ratings yet
- XC4000E and XC4000X Series Field Programmable Gate Arrays: This Datasheet Has Been Downloaded From at ThisDocument68 pagesXC4000E and XC4000X Series Field Programmable Gate Arrays: This Datasheet Has Been Downloaded From at ThisDiego SerranoNo ratings yet
- Estimation of Age and Gender Using Convolutional Neural NetworkDocument35 pagesEstimation of Age and Gender Using Convolutional Neural NetworkNagesh Singh Chauhan100% (1)
- Information ManagementDocument18 pagesInformation ManagementorchuchiNo ratings yet
- Compendium 2004jan RadiographyDocument11 pagesCompendium 2004jan RadiographyAgus SusilaNo ratings yet
- Ul MCCBDocument112 pagesUl MCCBbsunanda01No ratings yet
- English 7: Summative Test No. 1 Lessons 1 & 2 Listening Strategies & Locating Specific SourcesDocument2 pagesEnglish 7: Summative Test No. 1 Lessons 1 & 2 Listening Strategies & Locating Specific SourcesRhine Crbnl100% (2)
- Tor Project: BridgesDocument3 pagesTor Project: Bridgesmilthon_carlosNo ratings yet
- DG Diagnostics (DGD) : User Manual For Version 2.82Document42 pagesDG Diagnostics (DGD) : User Manual For Version 2.82MIchael TaczaNo ratings yet
- Vacancies: Mauritius Institute of Training and Development Head OfficeDocument11 pagesVacancies: Mauritius Institute of Training and Development Head OfficeMauriceNo ratings yet
- Dual Check SafetyDocument2 pagesDual Check SafetyWarkaNo ratings yet
- Artificial Intelligence in Supply ChainDocument19 pagesArtificial Intelligence in Supply ChainKiran MittalNo ratings yet
- Hitachi Travelstar 5K100Document2 pagesHitachi Travelstar 5K100Toni CuturaNo ratings yet
- Agfa Visit Report Summarizes Presentations on Embedded Software ProjectsDocument17 pagesAgfa Visit Report Summarizes Presentations on Embedded Software ProjectsVladimir BosenkoNo ratings yet
- Greedy AlgorithmDocument20 pagesGreedy AlgorithmMohammedNo ratings yet
- CCNA Answers - CCNA Exam - CCNA ExamsDocument30 pagesCCNA Answers - CCNA Exam - CCNA ExamsMihai Gheorghe100% (1)
- Database Security FeaturesDocument4 pagesDatabase Security FeaturesAbdul Rehman ButtsarkarNo ratings yet
- Delft3D-Installation - Manual ADocument50 pagesDelft3D-Installation - Manual Aagus suryadiNo ratings yet
- Stolyarov Mathematical EconomicsDocument35 pagesStolyarov Mathematical EconomicslordkesNo ratings yet
- COL-A-056062 DSA COM73 FMSuhailDocument42 pagesCOL-A-056062 DSA COM73 FMSuhailFurkhan Mohammad SuhailNo ratings yet
- How To Eliminate Cost of Poor Quality COPQDocument3 pagesHow To Eliminate Cost of Poor Quality COPQsudar1477No ratings yet
- Gundarks Fantastic Technology Personal Gear WEG40158 PDFDocument114 pagesGundarks Fantastic Technology Personal Gear WEG40158 PDFPed_exing100% (3)
- Directorate of Distance Learning Sikkim Manipal University II Floor, Syndicate Building Manipal - 576 104Document11 pagesDirectorate of Distance Learning Sikkim Manipal University II Floor, Syndicate Building Manipal - 576 104chavansujay100% (1)
- 3CX VoIP Telephone, Phone SystemDocument18 pages3CX VoIP Telephone, Phone SystemRob Bliss Telephone, Phone System SpecialistNo ratings yet
- Microprocessor - 8085 Architecture - TutorialspointDocument3 pagesMicroprocessor - 8085 Architecture - TutorialspointRajat RajNo ratings yet
- Ignition Part4Document35 pagesIgnition Part42791957100% (1)
- Resume PaanDocument2 pagesResume PaanMUHAMMAD FARHANNo ratings yet
- Cotton Quality Understanding ChartDocument2 pagesCotton Quality Understanding ChartcottontradeNo ratings yet
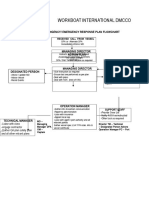
- WORKBOAT EMERGENCY RESPONSE FLOWCHARTDocument1 pageWORKBOAT EMERGENCY RESPONSE FLOWCHARTKunal SinghNo ratings yet
- Manual For Ssg04Document56 pagesManual For Ssg04Victor A. NicolaoNo ratings yet
- Automated Parallel Parking RobotDocument49 pagesAutomated Parallel Parking RobotAndrei OlaruNo ratings yet
- Simbología OTANDocument411 pagesSimbología OTANFrancisco Agustín Terrobar Rueda100% (1)