You might also like
- E1219 Red.1332366 1 PDFDocument7 pagesE1219 Red.1332366 1 PDFedapo79No ratings yet
- E1209-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Water-Washable ProcessDocument7 pagesE1209-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Water-Washable ProcessManuel Andres Mantilla DuranNo ratings yet
- Engineering Fracture DesignFrom EverandEngineering Fracture DesignH. LiebowitzNo ratings yet
- E1208 720Document7 pagesE1208 720gerardomediavillaepnNo ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- Astm E1418Document6 pagesAstm E1418Alee-26100% (1)
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Fluorescent Liquid Penetrant Testing Using The Water-Washable ProcessDocument7 pagesFluorescent Liquid Penetrant Testing Using The Water-Washable Processjohn acostaNo ratings yet
- E164-97 UT Contact Examination of WeldmentsDocument23 pagesE164-97 UT Contact Examination of WeldmentsALP69No ratings yet
- E2297-04 (2010) Standard Guide For Use of UV-A and Visible Light Sources and Meters Used in The Liquid Penetrant and Magnetic Particle Methods PDFDocument5 pagesE2297-04 (2010) Standard Guide For Use of UV-A and Visible Light Sources and Meters Used in The Liquid Penetrant and Magnetic Particle Methods PDFAnonymous PEHDuKRjoNo ratings yet
- E3022-15 Standard Practice For MeasuremPPTDocument8 pagesE3022-15 Standard Practice For MeasuremPPTManuel Andres Mantilla DuranNo ratings yet
- Angle Gloss MeterDocument4 pagesAngle Gloss Meterlisun008No ratings yet
- Production and Evaluation of Field Metallographic Replicas: Standard Practice ForDocument6 pagesProduction and Evaluation of Field Metallographic Replicas: Standard Practice Forcatalina mazoNo ratings yet
- CH 06 Welding NDT SymbolsDocument32 pagesCH 06 Welding NDT SymbolsgabisaNo ratings yet
- ASTM-E-1742-Radiographic - Examination-Eddy Current TestingDocument14 pagesASTM-E-1742-Radiographic - Examination-Eddy Current TestingVysakh Vasudevan100% (1)
- A275 - A275M 08 (2013) - STD - Practice - For - MPI - of - Steel - ForgingDocument7 pagesA275 - A275M 08 (2013) - STD - Practice - For - MPI - of - Steel - ForgingNiking ThomsanNo ratings yet
- Mil STD 870cDocument13 pagesMil STD 870cKrishnan DandapaniNo ratings yet
- Tc-1a 1975Document11 pagesTc-1a 1975Waron100% (1)
- Astm E2862-23Document14 pagesAstm E2862-23zuqin bianNo ratings yet
- D10 11M-D10 11-2007PVDocument6 pagesD10 11M-D10 11-2007PVFiroj KhanNo ratings yet
- Mil STD 792 ReveDocument12 pagesMil STD 792 ReveMarcelo Rueda MartínezNo ratings yet
- Sitescan 500S User GuideDocument144 pagesSitescan 500S User GuideNguyen binhNo ratings yet
- Astm B166 2019Document9 pagesAstm B166 2019reza acbariNo ratings yet
- QQ P 416 - FDocument18 pagesQQ P 416 - Fkabardey46No ratings yet
- Nasa STD 5006aDocument33 pagesNasa STD 5006a杜文欽No ratings yet
- Quality Management Systems For Nondestructive Testing AgenciesDocument5 pagesQuality Management Systems For Nondestructive Testing AgenciesRuiNo ratings yet
- Standard Test Method For Radioscopic Examination of WeldmentsDocument5 pagesStandard Test Method For Radioscopic Examination of WeldmentsWagner Renato AraújoNo ratings yet
- Sae Ams-I-83387b-2016 PDFDocument23 pagesSae Ams-I-83387b-2016 PDFiipmnpti iipmNo ratings yet
- Z540-3 NasaDocument8 pagesZ540-3 NasaEdgar RamirezNo ratings yet
- AC7114-4 Rev M Final EDITORIAL 2DECDocument60 pagesAC7114-4 Rev M Final EDITORIAL 2DECRaja HoneNo ratings yet
- ASTM E1916 - 97 Identificación Positiva Materiales PDFDocument3 pagesASTM E1916 - 97 Identificación Positiva Materiales PDFCristian OtivoNo ratings yet
- AC7122.4 Rev ADocument20 pagesAC7122.4 Rev ANamelezz ShadowwNo ratings yet
- E703-98 EC Sorting of NonFerrous PDFDocument5 pagesE703-98 EC Sorting of NonFerrous PDFTerfaia NadjatNo ratings yet
- Astm e 1135Document5 pagesAstm e 1135KEN KNo ratings yet
- Coast Guard Piping RegulationsDocument71 pagesCoast Guard Piping Regulationspkitchen25No ratings yet
- Iso 9712Document38 pagesIso 9712Igor SeidlNo ratings yet
- PT and MT SpecificationsDocument2 pagesPT and MT SpecificationsAnonymous KfS1AiNhRNo ratings yet
- Mil STD 2219Document34 pagesMil STD 2219杜文欽No ratings yet
- MIL-STD-1949A Magnetic Particle Inspection StandardDocument35 pagesMIL-STD-1949A Magnetic Particle Inspection StandardErik HuangNo ratings yet
- Visual Testing Classroom Training Book First EditionDocument3 pagesVisual Testing Classroom Training Book First Editionandersson benito herreraNo ratings yet
- AWS A5.01 (Filler Metal Procurement Guidelines)Document19 pagesAWS A5.01 (Filler Metal Procurement Guidelines)TUAN NGUYEN VANNo ratings yet
- Astm17 0303Document5 pagesAstm17 0303Edgardo Emilio CantillanoNo ratings yet
- ASTM E1475 - 02 (Stardard Guide For Data Fields For Computerized Transfer of Digital Ragiological Examination Data)Document5 pagesASTM E1475 - 02 (Stardard Guide For Data Fields For Computerized Transfer of Digital Ragiological Examination Data)Silvia Alejandra Caicedo CastellanosNo ratings yet
- ISO - TC 135 - SC 5 - Radiographic TestingDocument2 pagesISO - TC 135 - SC 5 - Radiographic TestingNilesh MistryNo ratings yet
- Astm E-570-09 RFL Steel TubeDocument7 pagesAstm E-570-09 RFL Steel TubempusNo ratings yet
- GE Hardness-testing-FAQ MIC 10Document19 pagesGE Hardness-testing-FAQ MIC 10Harshit MehtaNo ratings yet
- Air Compressor Guide AICIP and CAAA - Guidelines and Requirements For Asset Management of Pressure VesselsDocument4 pagesAir Compressor Guide AICIP and CAAA - Guidelines and Requirements For Asset Management of Pressure VesselsTim WilsonNo ratings yet
- E390-11 Standard Reference Radiographs For Steel Fusion WeldsDocument4 pagesE390-11 Standard Reference Radiographs For Steel Fusion WeldsAhmed Shaban KotbNo ratings yet
- Specification For The Certification of Radiographic InterpretersDocument20 pagesSpecification For The Certification of Radiographic Interpreterscharles46No ratings yet
- E428Document6 pagesE428valentinNo ratings yet
- E1817 PDFDocument3 pagesE1817 PDFalfonso_comimsaNo ratings yet
- Mil STD 410 PDFDocument20 pagesMil STD 410 PDFomarcastellon100% (2)
- Radiologic Examination of Semiconductors and Electronic ComponentsDocument4 pagesRadiologic Examination of Semiconductors and Electronic ComponentsERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- Non-Oriented Fully Process Electrical Steel - ASTMDocument28 pagesNon-Oriented Fully Process Electrical Steel - ASTMhpham2005No ratings yet
- Mil STD 1949Document36 pagesMil STD 1949ManivannanMudhaliarNo ratings yet
- Iso 1011Document58 pagesIso 1011CüneytNo ratings yet
- E1208 16 PDFDocument7 pagesE1208 16 PDFFrancisco PizarroNo ratings yet
- Visible Penetrant Testing Using Solvent-Removable Process: Standard Practice ForDocument6 pagesVisible Penetrant Testing Using Solvent-Removable Process: Standard Practice ForNubia Barrera100% (1)
- CMM 35-28-91 Rev3 53655Document144 pagesCMM 35-28-91 Rev3 53655david eduardo arteaga faubla100% (1)
- 35-35-53 53655 CMM R04Document178 pages35-35-53 53655 CMM R04david eduardo arteaga faubla100% (1)
- Basic Principles of Eddy Current InspectionDocument58 pagesBasic Principles of Eddy Current Inspectiondavid eduardo arteaga faubla100% (1)
- Introduction To Electromagnetic Testing: HapterDocument25 pagesIntroduction To Electromagnetic Testing: HapterHoang Diep PhanNo ratings yet
- Nas 410 Rev 5Document32 pagesNas 410 Rev 5david eduardo arteaga faubla100% (8)
- Revision 1: Basic Issue Mar 18, 1994Document106 pagesRevision 1: Basic Issue Mar 18, 1994david eduardo arteaga faublaNo ratings yet
- GS SL 36Document10 pagesGS SL 36david eduardo arteaga faubla100% (3)
- 2.cortadoras Orbitais-CCDocument19 pages2.cortadoras Orbitais-CCantonio lorenciniNo ratings yet
- A Guide To Aluminum Welding - Lincoln ElectricDocument2 pagesA Guide To Aluminum Welding - Lincoln ElectriccvjdjmNo ratings yet
- Enq en Val BSK 065 TotDocument32 pagesEnq en Val BSK 065 Totsaisrikanths5168No ratings yet
- Metal Stamping and Fabricating OperationsDocument23 pagesMetal Stamping and Fabricating OperationsAnonymous wtK1AZBi100% (1)
- PRN005Document2 pagesPRN005beyNo ratings yet
- STT & Alloy 625 PDFDocument4 pagesSTT & Alloy 625 PDFharan2000No ratings yet
- Remote Control Pendant ManualDocument16 pagesRemote Control Pendant ManualRoberto MoctezumaNo ratings yet
- Fundamentals of Mobile Heavy EquipmentDocument9 pagesFundamentals of Mobile Heavy Equipmentwin min soeNo ratings yet
- Indian Institute of Welding - Anb Refresher Course - Module 01Document65 pagesIndian Institute of Welding - Anb Refresher Course - Module 01aravindanNo ratings yet
- Welding Process DesignationsDocument2 pagesWelding Process DesignationsJaco CalitzNo ratings yet
- Stainless Steel 310 Refractory AnchorsDocument3 pagesStainless Steel 310 Refractory AnchorsSaravana KumarNo ratings yet
- Sample Questions & Practice Examination For D1.1Document21 pagesSample Questions & Practice Examination For D1.1Earl HarbertNo ratings yet
- Arc Welding Cracks SolidificationDocument3 pagesArc Welding Cracks SolidificationShaher YarNo ratings yet
- Butt Welder ManualDocument21 pagesButt Welder Manualkazambo78No ratings yet
- BY Akash Samanta 4 YR Ee, Gnit.: Free Powerpoint Templates Free Powerpoint TemplatesDocument13 pagesBY Akash Samanta 4 YR Ee, Gnit.: Free Powerpoint Templates Free Powerpoint Templateskrunal07786No ratings yet
- Maruti SuzukiDocument17 pagesMaruti SuzukiYogesh Saini100% (1)
- Econo Pak 50 Service ManualDocument42 pagesEcono Pak 50 Service ManualTom WeberNo ratings yet
- ASTM .A497.1979Document8 pagesASTM .A497.1979Rommel UparelaNo ratings yet
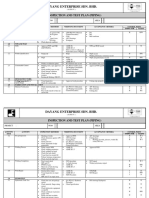
- ITP Pipe Sectional Replacement Rev CDocument3 pagesITP Pipe Sectional Replacement Rev CAmyNo ratings yet
- Welder Qualification Tests WQT DL QC 001 2019Document24 pagesWelder Qualification Tests WQT DL QC 001 2019adelNo ratings yet
- PI-Metrology CRPQ PDFDocument57 pagesPI-Metrology CRPQ PDFRishav VermaNo ratings yet
- Grade 9 MetalworkDocument13 pagesGrade 9 MetalworkAidan O'HaraNo ratings yet
- Basic Quality Induction Programme For Welders',Fitters & EngineersDocument54 pagesBasic Quality Induction Programme For Welders',Fitters & EngineerslaestatNo ratings yet
- Weld strength calculation guide for fillet weldsDocument20 pagesWeld strength calculation guide for fillet weldsVikash Yadav100% (1)
- Auto Invision IiDocument136 pagesAuto Invision Iijuan carlosNo ratings yet
- Aur99 1Document1,004 pagesAur99 1Silomo-saka MambaNo ratings yet
- Bridge Crane Installation ProcedureDocument7 pagesBridge Crane Installation Procedurenike_y2kNo ratings yet
- Astm A763 PDFDocument11 pagesAstm A763 PDFCristian Otivo100% (1)
- Abdul Khaliq CV As A QC SupervisorDocument6 pagesAbdul Khaliq CV As A QC SupervisorMNo ratings yet
- s543b - Electrozi Basic 7018 Info ENGDocument2 pagess543b - Electrozi Basic 7018 Info ENGVlad AdrianNo ratings yet