You might also like
- A Case Study in Furnace Explosion of CFBC BoilerDocument14 pagesA Case Study in Furnace Explosion of CFBC Boilerparthi2006576883% (12)
- Select IndustriesDocument31 pagesSelect IndustriesDedy DayatNo ratings yet
- Operating Manual Process Section 2.10 - Unit 109 Sour Water StripperDocument37 pagesOperating Manual Process Section 2.10 - Unit 109 Sour Water StripperRameshNo ratings yet
- Combustion Control For Boilers, PPTDocument28 pagesCombustion Control For Boilers, PPTNavin Dipali100% (1)
- 3.10 Water For The BoilerDocument12 pages3.10 Water For The BoilerJhonathan AlejandroNo ratings yet
- Causes of CarryoverDocument3 pagesCauses of CarryoverRajesh SarkarNo ratings yet
- Ideal Steam DrumDocument6 pagesIdeal Steam DrumFahad RockingNo ratings yet
- Low Drum Level in BoilersDocument3 pagesLow Drum Level in BoilersagusfaizinNo ratings yet
- Common Boiler Water ProblemsDocument6 pagesCommon Boiler Water ProblemsEge CNo ratings yet
- Trouble Shooting Water Carry Over in BoilersDocument6 pagesTrouble Shooting Water Carry Over in BoilersAnonymous OkaG2VNo ratings yet
- Factors Responsible For Destruction of Boilers: A Guide For PreventionDocument26 pagesFactors Responsible For Destruction of Boilers: A Guide For Preventionkcp1986No ratings yet
- Natural Circulation in BoilerDocument9 pagesNatural Circulation in BoilerSajjad AhmedNo ratings yet
- Steam Purity and Carryover Technical BulletinDocument2 pagesSteam Purity and Carryover Technical BulletinMunawar HussainNo ratings yet
- A Presentation For Boiler EngineersDocument113 pagesA Presentation For Boiler Engineersparthi20065768No ratings yet
- Boiler Water Treatment External PDFDocument4 pagesBoiler Water Treatment External PDFHadi AnsyahNo ratings yet
- Super Heater Trouble Shooting Report at A Hi Plant by KKPDocument68 pagesSuper Heater Trouble Shooting Report at A Hi Plant by KKPparthi20065768100% (2)
- 1 Boilers MmsDocument35 pages1 Boilers MmsTahir MahmoodNo ratings yet
- Boiler TerminologyDocument4 pagesBoiler TerminologyMohammed Al-OdatNo ratings yet
- Foaming and Priming in Boilers - LenntechDocument2 pagesFoaming and Priming in Boilers - Lenntechseif elsaieNo ratings yet
- Experimental Study On Heat Recovery From Continuous Blow Down Water and Reduced Feed Water Consumption by Utilizing It in CFBC BoilerDocument5 pagesExperimental Study On Heat Recovery From Continuous Blow Down Water and Reduced Feed Water Consumption by Utilizing It in CFBC BoilerIan B. YtomNo ratings yet
- PowerDocument26 pagesPowersenaNo ratings yet
- Total Dissolved SolidsDocument3 pagesTotal Dissolved SolidspareshNo ratings yet
- Blowdown in Boiler - Boiler Blowdown Calculation Formula & Calculator...Document7 pagesBlowdown in Boiler - Boiler Blowdown Calculation Formula & Calculator...حسين مهديNo ratings yet
- Steam PurityDocument14 pagesSteam PurityVel MuruganNo ratings yet
- Boiler Water Treatment in OIL MILLSDocument9 pagesBoiler Water Treatment in OIL MILLSRenford SuraltaNo ratings yet
- Condenser Tube Leakage2Document10 pagesCondenser Tube Leakage2prakashNo ratings yet
- Water supply, sewage and conservation techniquesDocument108 pagesWater supply, sewage and conservation techniquesMohamedNo ratings yet
- Why HT Water Temp Should Be Between 75 - 90 Deg. C (Or) Why Preheating of Engine Required?Document14 pagesWhy HT Water Temp Should Be Between 75 - 90 Deg. C (Or) Why Preheating of Engine Required?Ganapathi SankarNo ratings yet
- Water ChemistryDocument13 pagesWater ChemistrynivasssvNo ratings yet
- Boiler Water ChemistryDocument18 pagesBoiler Water ChemistryArpit GuptaNo ratings yet
- Inertization and Fire SafetyDocument19 pagesInertization and Fire SafetysaikumarNo ratings yet
- Eletrochemicaldesalter 191231094907Document6 pagesEletrochemicaldesalter 191231094907ShakerMahmoodNo ratings yet
- Appendix F Treatment Control of Feed Boiler Feed Water20100129Document3 pagesAppendix F Treatment Control of Feed Boiler Feed Water20100129ReyNo ratings yet
- Why The Water Level in Gauge Glass Keeps OscillatingDocument1 pageWhy The Water Level in Gauge Glass Keeps Oscillatingmohamed faragNo ratings yet
- Robasics 110126175355 Phpapp01Document27 pagesRobasics 110126175355 Phpapp01indrachandraNo ratings yet
- Boiler Water TreatmentDocument3 pagesBoiler Water TreatmentshamratNo ratings yet
- Boiler Efficiency Technical ReportDocument6 pagesBoiler Efficiency Technical ReportVhence BelandresNo ratings yet
- Boiler Water Treatment: You Can Do BETTER With ColumbiaDocument6 pagesBoiler Water Treatment: You Can Do BETTER With ColumbiaPramudya AhmadNo ratings yet
- Design and Operation of Black Liquor EvaporatorsDocument0 pagesDesign and Operation of Black Liquor EvaporatorsLissette Jeri AmaoNo ratings yet
- Kuliah 2Document24 pagesKuliah 2Novia ParamithaNo ratings yet
- Aquacare - Boiler Water TreatmentDocument14 pagesAquacare - Boiler Water TreatmentjewettwaterNo ratings yet
- Mains Water To Buildings: Trunk Mains: Secondary Mains: Service PipesDocument16 pagesMains Water To Buildings: Trunk Mains: Secondary Mains: Service PipesBasel AbukhaderNo ratings yet
- All You Need To Know About Boiler Feed Water Treatment E-Book-1 PDFDocument37 pagesAll You Need To Know About Boiler Feed Water Treatment E-Book-1 PDFHazem Alsharif100% (1)
- Tech Tip Boiler Carry Over MinDocument3 pagesTech Tip Boiler Carry Over MinBruce FerreiraNo ratings yet
- Boiler Feed Water TreatmentDocument18 pagesBoiler Feed Water TreatmentBIDYUT CHAKRABORTYNo ratings yet
- Entrainment Losses in Barometric TowersDocument5 pagesEntrainment Losses in Barometric TowersGeorge Isaac McQuilesNo ratings yet
- Crude Oil DesaltingDocument25 pagesCrude Oil DesaltingNaumanNo ratings yet
- Lec.1 Desalting ProcessDocument30 pagesLec.1 Desalting ProcessAhmed RedaNo ratings yet
- How To Destroy A Boiler - Part 1Document5 pagesHow To Destroy A Boiler - Part 1mancini10No ratings yet
- 02-Effect of Water Impurities in BoilersDocument4 pages02-Effect of Water Impurities in BoilersBikas SahaNo ratings yet
- Boiler 1-5Document2 pagesBoiler 1-5ORDIZ, MARJORIE M.No ratings yet
- 25 Water Treatment Training Boiler Water TreatmentDocument94 pages25 Water Treatment Training Boiler Water TreatmentMohamad Eshra100% (1)
- Unit 7 - Types of Marine BoilersDocument49 pagesUnit 7 - Types of Marine Boilersbhauh4586No ratings yet
- Caustic GougingDocument57 pagesCaustic GougingSumitskbNo ratings yet
- De SaltersDocument15 pagesDe SaltersMuhammad Arslaan100% (2)
- Chapter 4-Crude Oil DesaltingDocument19 pagesChapter 4-Crude Oil DesaltingYasir Khan100% (3)
- History of Feedwater TreatmentDocument8 pagesHistory of Feedwater TreatmentJohnnyNo ratings yet
- PPE - Feed Water Treatment SystemDocument6 pagesPPE - Feed Water Treatment SystemSandeep ChhabraNo ratings yet
- Kuliah 2Document23 pagesKuliah 2Maritsya Dita Kurnia PutriNo ratings yet
- Water-Recommendations enDocument8 pagesWater-Recommendations enqwertyyyy1111No ratings yet
- Popular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoFrom EverandPopular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoRating: 4 out of 5 stars4/5 (2)
- Case Studies in CFD Analysis by KKParthibanDocument8 pagesCase Studies in CFD Analysis by KKParthibanparthi20065768No ratings yet
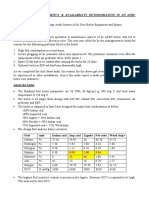
- Case study on efficiency and availability issues in an AFBC boilerDocument12 pagesCase study on efficiency and availability issues in an AFBC boilerSelvakumar Palaniandavar100% (1)
- Velocity For Gas in PipeDocument18 pagesVelocity For Gas in Pipemohamed faragNo ratings yet
- A Freak Incident of A Bed SH FailureDocument8 pagesA Freak Incident of A Bed SH Failuremohamed faragNo ratings yet
- Auditing Energy System EffectivelyDocument39 pagesAuditing Energy System EffectivelyasaraiszaboNo ratings yet
- Bank Tube Failure in A DistilleryDocument4 pagesBank Tube Failure in A DistilleryraviNo ratings yet
- Case studies on preventing boiler tube erosionDocument13 pagesCase studies on preventing boiler tube erosionpankajbtc007100% (1)
- A Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanDocument30 pagesA Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanparthi20065768100% (2)
- Case Studies in Boiler FailuresDocument14 pagesCase Studies in Boiler Failuresparthi2006576880% (5)
- Caustic Gouging in Bed Tubes of High Pressure AFBC BoilersDocument8 pagesCaustic Gouging in Bed Tubes of High Pressure AFBC BoilersLexy JamesNo ratings yet
- Boiler Tube Failures Due To Improper CommissioningDocument21 pagesBoiler Tube Failures Due To Improper CommissioningDhandapani ManoharanNo ratings yet
- Product Assortment Catalog-March 2011Document6 pagesProduct Assortment Catalog-March 2011mohamed faragNo ratings yet
- Boiler Failure Due To Ovesized BFP - SelfDocument7 pagesBoiler Failure Due To Ovesized BFP - Selfank_mehraNo ratings yet
- Importance of Proper Commisioning of Steam Pipe Spring Hanger & SupportsDocument10 pagesImportance of Proper Commisioning of Steam Pipe Spring Hanger & Supportsmohamed faragNo ratings yet
- Trouble ShootingDocument11 pagesTrouble ShootingDSGNo ratings yet
- Factors That Affect CFBC Panel Erosion by K.K.parthibanDocument34 pagesFactors That Affect CFBC Panel Erosion by K.K.parthibanparthi20065768100% (2)
- CLDocument13 pagesCLspicycartoonNo ratings yet
- Fine Tuning A CFBC Boiler PDFDocument12 pagesFine Tuning A CFBC Boiler PDFrikumohanNo ratings yet
- Erosion Phenomenon in BoilersDocument3 pagesErosion Phenomenon in BoilersHalim SelamatNo ratings yet
- Glimpses of Water Chemistry Deviations in A Utility Power PlantDocument8 pagesGlimpses of Water Chemistry Deviations in A Utility Power Plantparthi20065768No ratings yet
- Surging & Blow Out of Loop Seals in A CFBC BoilerDocument9 pagesSurging & Blow Out of Loop Seals in A CFBC Boilermohamed faragNo ratings yet
- Know What Is Stress Corrosion CrackingDocument4 pagesKnow What Is Stress Corrosion Crackingmohamed faragNo ratings yet
- Shut Down Inspection of A Chinese Make CFBC BoilerDocument15 pagesShut Down Inspection of A Chinese Make CFBC Boilerparthi20065768No ratings yet
- Condensate & UtilisationDocument3 pagesCondensate & Utilisationmohamed faragNo ratings yet
- Literature On Boiler Tube Fitup by ExpandingDocument17 pagesLiterature On Boiler Tube Fitup by Expandingakv030011No ratings yet
- Preservation of BoilersDocument4 pagesPreservation of BoilersRajapandian Balan75% (4)
- Case Studies in Steam System AuditingDocument11 pagesCase Studies in Steam System Auditingmohamed faragNo ratings yet
- Dust Nuisance at Fuel Feed System in AFBC BoilerDocument25 pagesDust Nuisance at Fuel Feed System in AFBC BoilerSrinivasa Rao VenkumahanthiNo ratings yet
- Design of Fluidised Bed Combustion Boilers For MultifuelDocument15 pagesDesign of Fluidised Bed Combustion Boilers For MultifuelVivek KumarNo ratings yet
- Vapour Power CycleDocument43 pagesVapour Power CycleSuman HanumanthaNo ratings yet
- Thermodynamic Properties of FluidsDocument31 pagesThermodynamic Properties of FluidsMuhammad Fawwaz100% (1)
- Electric Power Station PDFDocument344 pagesElectric Power Station PDFMukesh KumarNo ratings yet
- 1 Telemetry IntroductionDocument15 pages1 Telemetry IntroductionSamNo ratings yet
- Experiment NoDocument5 pagesExperiment NoAbdullah UsmaniNo ratings yet
- Advanced Steam Boiler Technology SpecificationsDocument2 pagesAdvanced Steam Boiler Technology SpecificationsMomar Talla DiawNo ratings yet
- Energies 14 01063 v3Document20 pagesEnergies 14 01063 v3scribdgineerNo ratings yet
- Power Stations: How Steam Cycle Generates ElectricityDocument7 pagesPower Stations: How Steam Cycle Generates Electricityعلیرضا جعفرنژادNo ratings yet
- Steam Turbines Available in PakistanDocument4 pagesSteam Turbines Available in Pakistanali743No ratings yet
- FiltruDocument4 pagesFiltruCTHNo ratings yet
- Boiler InterviewDocument16 pagesBoiler InterviewSachin PatelNo ratings yet
- Instrucciones VaporeraDocument100 pagesInstrucciones VaporeraMarcoAntonioNo ratings yet
- Day 1 Week 7 GRADE 9 Lesson PlanDocument4 pagesDay 1 Week 7 GRADE 9 Lesson PlanMarcellana GlorieNo ratings yet
- Applied ThermodynamicsDocument48 pagesApplied Thermodynamicsdavesh jadonNo ratings yet
- Pipe Stress AnalysisDocument32 pagesPipe Stress Analysisjaky1383100% (3)
- Low Temp. EvaporationDocument40 pagesLow Temp. EvaporationManvi Sharma100% (1)
- 03 Extractor&CondenserDocument29 pages03 Extractor&CondenserEmmanuel PlazaNo ratings yet
- Arrangement of Different Sections of Dairy PlantDocument5 pagesArrangement of Different Sections of Dairy PlantyemNo ratings yet
- Nong Son 1 x 30 MW Thermal Power Plant C&I DesignDocument13 pagesNong Son 1 x 30 MW Thermal Power Plant C&I DesignMạnh CườngNo ratings yet
- Reliance GT-FRAME-9-MANUALDocument97 pagesReliance GT-FRAME-9-MANUALkishoremarNo ratings yet
- Introduction - ThermofluidDocument17 pagesIntroduction - ThermofluidAgus RiswantoNo ratings yet
- Diesel Engines & Gas TurbinesDocument13 pagesDiesel Engines & Gas TurbinesPriscila KImNo ratings yet
- Development of Dynamic Model of 680 MW Rated Steam Turbine and Verification and Validation of Its Speed ControllerDocument7 pagesDevelopment of Dynamic Model of 680 MW Rated Steam Turbine and Verification and Validation of Its Speed ControllerJoe TaylorNo ratings yet
- The Enthalpy - Entropy Diagram For Steam (MOLLIER CHART) : Problems On Processes of VaporsDocument5 pagesThe Enthalpy - Entropy Diagram For Steam (MOLLIER CHART) : Problems On Processes of VaporsEnriv Yasilad50% (4)
- Ijms 16 08430Document24 pagesIjms 16 08430oloo josephNo ratings yet
- Multi-Evaporator Refrigeration System Performance AnalysisDocument34 pagesMulti-Evaporator Refrigeration System Performance AnalysisMonday MonsterNo ratings yet
- Question Paper Unit g494 01 Rise and Fall of The Clockwork UniverseDocument20 pagesQuestion Paper Unit g494 01 Rise and Fall of The Clockwork UniversespdinleyNo ratings yet
- IME - Module 1 - NotesDocument26 pagesIME - Module 1 - NotesSudheer KiniNo ratings yet