You might also like
- Francis TurbineDocument8 pagesFrancis TurbineMohamad HamimyuddinNo ratings yet
- Transmission Pressures - Test and Adjust: Shutdown SISDocument7 pagesTransmission Pressures - Test and Adjust: Shutdown SIScreator ideaNo ratings yet
- Regional Store WJ AreaDocument150 pagesRegional Store WJ Areamohammed barghothiNo ratings yet
- DPR 27 Nov 23Document2 pagesDPR 27 Nov 23Pardeep SharmaNo ratings yet
- Chapter25 SERVICE SPECIFICATION PDFDocument34 pagesChapter25 SERVICE SPECIFICATION PDFalvaro garciaNo ratings yet
- 4TNV84T GgeaDocument31 pages4TNV84T GgeaKevin TanNo ratings yet
- Small Canopy 9-21kVADocument6 pagesSmall Canopy 9-21kVAمہرؤآنہ آبہرآهہيہمہNo ratings yet
- Manual Honda ActuadorDocument11 pagesManual Honda ActuadorLuis MurrietaNo ratings yet
- Maintenance Plan - SoalDocument15 pagesMaintenance Plan - SoalMuhamad KarisNo ratings yet
- CS3001 EManual (Pilot) SPANISH Pt1Document50 pagesCS3001 EManual (Pilot) SPANISH Pt1eddyfredy100% (2)
- 4TNV88 GgeaDocument30 pages4TNV88 GgeaKevin TanNo ratings yet
- Generator Data DD300118Document7 pagesGenerator Data DD300118Giovani Ascencio Yañez FloresNo ratings yet
- 80 HP Kishore Pump Estimate, 88345Document1 page80 HP Kishore Pump Estimate, 88345aakashgupta viaanshNo ratings yet
- TLB840R Hydraulic Pressure TestingDocument13 pagesTLB840R Hydraulic Pressure TestingLuisAntonioVegaParangueo100% (1)
- Appendix A - Factory Specifications PDFDocument40 pagesAppendix A - Factory Specifications PDFRobert RooseNo ratings yet
- Q.18604 Cummin Genset Nta 855 - 1Document1 pageQ.18604 Cummin Genset Nta 855 - 1dedisaputra HermanNo ratings yet
- N1936BT - EstimasiDocument2 pagesN1936BT - EstimasiPrastyo TyoNo ratings yet
- Om - KuberDocument1 pageOm - KuberMilind KhandaveNo ratings yet
- Technical Service Guide CT LB TWM Uv VH 6990005 EnUS TSG 09-11Document244 pagesTechnical Service Guide CT LB TWM Uv VH 6990005 EnUS TSG 09-11Henry HuayhuaNo ratings yet
- Specifications (Power Train) : SMCS - 3000 3100 S/N - 7CS1-UPDocument7 pagesSpecifications (Power Train) : SMCS - 3000 3100 S/N - 7CS1-UPJean-Jacques OuandaogoNo ratings yet
- DG Set Repair Rate ContractDocument17 pagesDG Set Repair Rate Contractboobalan_shriNo ratings yet
- Suggested Spare Parts List Cabinet and Door Foaming Plant JOB #764-765Document7 pagesSuggested Spare Parts List Cabinet and Door Foaming Plant JOB #764-765MiraNo ratings yet
- Installation of Current Limiting Reactors in Esp: - Monday, June 07, 2021Document15 pagesInstallation of Current Limiting Reactors in Esp: - Monday, June 07, 2021srmohapatra5086No ratings yet
- RTA-07 Actuator Cam For Exhaust Valve DriveDocument15 pagesRTA-07 Actuator Cam For Exhaust Valve DriveCatalin Cata100% (1)
- MJL 160 MB4: 4 Poles 50 HZ - 1500 RPM / 60 HZ - 1800 RPMDocument4 pagesMJL 160 MB4: 4 Poles 50 HZ - 1500 RPM / 60 HZ - 1800 RPMRafael LopezNo ratings yet
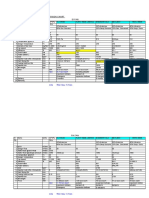
- Comparison Chart Id Fan: New 25.1 Lacs EachDocument6 pagesComparison Chart Id Fan: New 25.1 Lacs EachJKKNo ratings yet
- Jiangsu Longen Power Technology Co., LTD.: Diesel Generating Set LGPS-2420Document3 pagesJiangsu Longen Power Technology Co., LTD.: Diesel Generating Set LGPS-2420Mohamed KamalNo ratings yet
- Transmissao (Teste e Ajuste) - 120k CaterpillarDocument7 pagesTransmissao (Teste e Ajuste) - 120k CaterpillarKevin Lucas100% (1)
- D8T Press PTrain PDFDocument2 pagesD8T Press PTrain PDFEdwin Julcamoro AquinoNo ratings yet
- Diesel Generator Technical DataDocument13 pagesDiesel Generator Technical DataRS Rajib sarkerNo ratings yet
- 777 D Gear Position & SpeedDocument6 pages777 D Gear Position & Speedzawmoe aungNo ratings yet
- Tpi Cv01a 0Document30 pagesTpi Cv01a 0Waris La Joi Wakatobi100% (1)
- 1 - Hydra Jar - Technical DataDocument3 pages1 - Hydra Jar - Technical DataJoseMi Vacaflor IllanesNo ratings yet
- Tundi 15 Kva QuotationDocument3 pagesTundi 15 Kva Quotationlokman ShresthaNo ratings yet
- Clymer Suzuki GT 380 750Document172 pagesClymer Suzuki GT 380 750Leandro van der LaanNo ratings yet
- 0 400 866 208 TestPlanDocument2 pages0 400 866 208 TestPlanคุณชายธวัชชัย เจริญสุข100% (2)
- Rock DrillDocument75 pagesRock DrillElber Luis Chavez BarriosNo ratings yet
- K321-05041 A2 - Electrical Load AnalysisDocument4 pagesK321-05041 A2 - Electrical Load AnalysisJerome EugeneNo ratings yet
- HunasanahalliDocument2 pagesHunasanahalliumadevi1201No ratings yet
- Vacuum Pump Tuthill KVAH40 CatologueDocument20 pagesVacuum Pump Tuthill KVAH40 CatologueSamir JadhavNo ratings yet
- Quotation: Quotation No. AA/447/S Dated 27 May 2016Document2 pagesQuotation: Quotation No. AA/447/S Dated 27 May 2016sksingh1108No ratings yet
- MJB 160MB4Document5 pagesMJB 160MB4Andres SorinNo ratings yet
- Kaizen Super - ManualDocument59 pagesKaizen Super - Manualvser19100% (1)
- THIELE Lifting Products: Grade 80Document53 pagesTHIELE Lifting Products: Grade 80Héctor Raúl Bustos BernalNo ratings yet
- GP5500 Spec Sheet 0189270SBYDocument2 pagesGP5500 Spec Sheet 0189270SBYDayro MontefuscoNo ratings yet
- Aligment Report EFPDocument6 pagesAligment Report EFPReza Beni PratamaNo ratings yet
- Injection Pump Calibration Data: Assy No.: 101608-9582Document3 pagesInjection Pump Calibration Data: Assy No.: 101608-9582Elson DorigonNo ratings yet
- Perkins Vs Cummin, Cat, Mtu, MistubishiDocument4 pagesPerkins Vs Cummin, Cat, Mtu, MistubishiAsif Iqbal100% (1)
- Prueba de Rendimeinto 4ZS00456Document3 pagesPrueba de Rendimeinto 4ZS00456Nerio Enrique Villalobos TorresNo ratings yet
- Ramp - QuotationDocument2 pagesRamp - QuotationYASHNo ratings yet
- 160 Kva Factory Joint Test Report InternalDocument2 pages160 Kva Factory Joint Test Report InternalDebdulal DuttaNo ratings yet
- Convertidor Equipo AD30Document4 pagesConvertidor Equipo AD30Nelson Gonzalez100% (1)
- 106 CmasDocument2 pages106 CmasPablo DpNo ratings yet
- Manual Tecnico LedeenDocument59 pagesManual Tecnico Ledeendafnyrivas100% (4)
- Perform Test Data After Midlife Log EDG NCP2 NPU - 21 Feb 20Document1 pagePerform Test Data After Midlife Log EDG NCP2 NPU - 21 Feb 20MR BEANo ratings yet
- A16-088 - Actuador VTC - Honda FIT 2015 2016Document11 pagesA16-088 - Actuador VTC - Honda FIT 2015 2016Carlos López100% (1)
- 2014 Common Specs & Procedures Encore & TraxDocument3 pages2014 Common Specs & Procedures Encore & Traxalberto navasNo ratings yet
- 110 Waveform Generator Projects for the Home ConstructorFrom Everand110 Waveform Generator Projects for the Home ConstructorRating: 4 out of 5 stars4/5 (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Slip Trip Projected Survey (TG Bop DM PP Rotary)Document157 pagesSlip Trip Projected Survey (TG Bop DM PP Rotary)Rajesh GoladaNo ratings yet
- CW Pump 2A OHDocument2 pagesCW Pump 2A OHRajesh GoladaNo ratings yet
- CPCL Turbine ReportDocument25 pagesCPCL Turbine ReportRajesh GoladaNo ratings yet
- Manpower AllocationDocument4 pagesManpower AllocationRajesh GoladaNo ratings yet
- مضخة الطرد المركزى- كتيب للتحميلDocument128 pagesمضخة الطرد المركزى- كتيب للتحميلGrundfosEgypt100% (4)
- SQL Quaries Q & A 100Document7 pagesSQL Quaries Q & A 100Rajesh GoladaNo ratings yet
- Pds Flange Data SheetDocument2 pagesPds Flange Data Sheetabhaysharma99No ratings yet
- Rules of PronounDocument31 pagesRules of PronounRajesh GoladaNo ratings yet
- Regular Verbs List PDFDocument5 pagesRegular Verbs List PDFarugdos2No ratings yet
- PTC B1.1 Notes - Sub Module 15.8 (Bearings and Seals)Document22 pagesPTC B1.1 Notes - Sub Module 15.8 (Bearings and Seals)Interogator5No ratings yet
- Fuel FlowDocument2 pagesFuel FlowAnderson RamalhoNo ratings yet
- Eco 80 Wind Turbine Platform PDFDocument2 pagesEco 80 Wind Turbine Platform PDFComissãodeFormaturaNo ratings yet
- Unit 2 CONVENTIONAL ENERGY UpdatedDocument96 pagesUnit 2 CONVENTIONAL ENERGY UpdatedSOWMI C SNo ratings yet
- Seminar Report On Under Water WindmillDocument25 pagesSeminar Report On Under Water WindmillAtishay KumarNo ratings yet
- SQ Flex Product GuideDocument48 pagesSQ Flex Product GuideGrundfosEgyptNo ratings yet
- Grid Connection Requirements and Solutions For DFIG Wind TurbinesDocument8 pagesGrid Connection Requirements and Solutions For DFIG Wind TurbinesAbdelrahman AbbasNo ratings yet
- Tils Report 8Document2 pagesTils Report 8OussamaNo ratings yet
- Hybrid Power Generation by Solar Panel and Wind TurbineDocument24 pagesHybrid Power Generation by Solar Panel and Wind Turbinechinmay swainNo ratings yet
- Sri Venkateswara College of Engg& Tech: Department of Mechanical EngineeringDocument8 pagesSri Venkateswara College of Engg& Tech: Department of Mechanical EngineeringLakshmi SinghNo ratings yet
- Rotary Vane Steering GearDocument5 pagesRotary Vane Steering GearRachitNo ratings yet
- Ata Reducida 2Document9 pagesAta Reducida 2juankwiesnerteeiNo ratings yet
- Boroscopeo Turbina PDFDocument9 pagesBoroscopeo Turbina PDFegr00No ratings yet
- Gas Turbine Performance Calculation ExcelDocument3 pagesGas Turbine Performance Calculation ExcelPlant Drain100% (1)
- Wind Turbine Blade Design: Joseph Rand The Kidwind Project 877-917-0079Document18 pagesWind Turbine Blade Design: Joseph Rand The Kidwind Project 877-917-0079Ad Man GeTigNo ratings yet
- Guideline For Field Testing of Centrifugal SDocument93 pagesGuideline For Field Testing of Centrifugal Sinmec57No ratings yet
- Pelton TurbineDocument28 pagesPelton TurbineHendro CahyonoNo ratings yet
- Aircraft Comp Stat Tni Al P-850Document66 pagesAircraft Comp Stat Tni Al P-850SupriyantoNo ratings yet
- Cogeneration Power PlantDocument6 pagesCogeneration Power PlantGanvendra Singh ChaharNo ratings yet
- S 110 1224 0901S - 1 - 0001Document27 pagesS 110 1224 0901S - 1 - 0001duongtuongNo ratings yet
- QDB 15 PowerplantsDocument54 pagesQDB 15 PowerplantsKueh Chew Chai92% (12)
- Power Plant FansDocument66 pagesPower Plant FansSooperAktifNo ratings yet
- Fluid Mechanics Sample ProblemsDocument10 pagesFluid Mechanics Sample ProblemsDenver BanlasanNo ratings yet
- NDT Inlet Guide VanesDocument5 pagesNDT Inlet Guide VanesPrasanth VarrierNo ratings yet
- Flow Modelling of Scroll Compressors and ExpandersDocument351 pagesFlow Modelling of Scroll Compressors and ExpandersYang LeechinNo ratings yet
- Speed Control OF WIND TURBINEDocument4 pagesSpeed Control OF WIND TURBINESHADDOWWNo ratings yet
- Integrated Analysis of Wind TurbinesDocument155 pagesIntegrated Analysis of Wind TurbinesAman TiwariNo ratings yet
- Instrument Air Systems: A Guide For Power Plant MaintenanceDocument73 pagesInstrument Air Systems: A Guide For Power Plant MaintenanceratheeshNo ratings yet
- FMDS1303 - Steam TurbinesDocument55 pagesFMDS1303 - Steam TurbinesSergio BragaNo ratings yet
- Bethlehem Steel Case StudyDocument24 pagesBethlehem Steel Case StudyS. Michael Ratteree100% (1)