You might also like
- Mec QP Ecet 2016Document11 pagesMec QP Ecet 2016Noor MohammadNo ratings yet
- Ts Ecet PaperDocument11 pagesTs Ecet PaperAvala lokeshNo ratings yet
- Mech 2010 PDFDocument12 pagesMech 2010 PDFSamiullah MohammedNo ratings yet
- Mec QP Ecet 2011Document11 pagesMec QP Ecet 2011Noor MohammadNo ratings yet
- Eng Mech - p2 PDFDocument32 pagesEng Mech - p2 PDFsiddhesh rautNo ratings yet
- Meachanical Engineering BitsDocument15 pagesMeachanical Engineering BitsKadiyam VijayNo ratings yet
- T-23 System of ParticlesDocument3 pagesT-23 System of ParticlesShashi Shekhar TripathiNo ratings yet
- AMVI MAIN 2017.rto Insp PDFDocument28 pagesAMVI MAIN 2017.rto Insp PDFSiddhrajsinh ZalaNo ratings yet
- Eng Elect Mech p2Document32 pagesEng Elect Mech p2Just a TrickNo ratings yet
- Paper-I: Test Booklet Code Test Booklet SR NoDocument7 pagesPaper-I: Test Booklet Code Test Booklet SR NoMayank RanaNo ratings yet
- TANCET ME (Basic Engineering & Sciences) - Basic - Engg - and - SciencesDocument4 pagesTANCET ME (Basic Engineering & Sciences) - Basic - Engg - and - Sciencesrameshdurairaj81% (16)
- Machine Design Challenge IVDocument4 pagesMachine Design Challenge IVteddiyfentawNo ratings yet
- National Talent Search Examination (Stage - I) - 2019-2020 (Up)Document7 pagesNational Talent Search Examination (Stage - I) - 2019-2020 (Up)Anant DwivediNo ratings yet
- Junior Engineer All Session Advt. No. 112015 Cat No. 10Document51 pagesJunior Engineer All Session Advt. No. 112015 Cat No. 10tongocharliNo ratings yet
- Aaksh Jimper Test 4 PDFDocument28 pagesAaksh Jimper Test 4 PDFArun MaheshwariNo ratings yet
- Ch-5 Drilling 001Document30 pagesCh-5 Drilling 001SudhagarNo ratings yet
- CH 5 DrillingDocument30 pagesCH 5 Drillingpawan sharmaNo ratings yet
- 654bb80aa9240f0018ab0bc9 - ## - Rotational Motion DPP 02Document3 pages654bb80aa9240f0018ab0bc9 - ## - Rotational Motion DPP 02skrohul7760No ratings yet
- ATOMIC STRUCTURE NEET Previous Year Q Bank Till 2020Document9 pagesATOMIC STRUCTURE NEET Previous Year Q Bank Till 2020Arnav SinghalNo ratings yet
- ANTHE Sample Paper and Answer Key 2019 For Class 9 Studying PDFDocument9 pagesANTHE Sample Paper and Answer Key 2019 For Class 9 Studying PDFVikas JanguNo ratings yet
- Allen: Final Neet (Ug) - 2020 ExaminationDocument19 pagesAllen: Final Neet (Ug) - 2020 ExaminationDEVENDRA kumar SahuNo ratings yet
- Physics Neet Test Paper 17 07 2022 FinalDocument12 pagesPhysics Neet Test Paper 17 07 2022 Finalsunita mundeNo ratings yet
- (&!r:i, I. - :T': MosfetDocument13 pages(&!r:i, I. - :T': MosfetraffeemdNo ratings yet
- Class IXCode PDocument14 pagesClass IXCode PSuchishma 8F roll no. 29No ratings yet
- Booklet NoDocument24 pagesBooklet NoSanket ShevaleNo ratings yet
- Ncert Booster Test SeriesDocument30 pagesNcert Booster Test SeriesSwaraj MukherjeeNo ratings yet
- SplitPDFFile 1 To 10Document10 pagesSplitPDFFile 1 To 10bhoilipseetaNo ratings yet
- CH 5 DrillingDocument39 pagesCH 5 DrillingPARESHNo ratings yet
- Main 2011Document27 pagesMain 2011Akky TNo ratings yet
- Fae6Bfl Brrtc-4Ir, "?"iri R'Ii! So .1:lif?: Tr41, Y (3: A.: Biise, I",!Ii At: - , 8&S85E33.,: ,',IDocument17 pagesFae6Bfl Brrtc-4Ir, "?"iri R'Ii! So .1:lif?: Tr41, Y (3: A.: Biise, I",!Ii At: - , 8&S85E33.,: ,',IraffeemdNo ratings yet
- UntitledDocument30 pagesUntitledIram SiddiquiNo ratings yet
- Practice TestDocument25 pagesPractice Testvishaldhaker1111No ratings yet
- Additional Content - PhysicsDocument9 pagesAdditional Content - Physicsnoname57754No ratings yet
- Aakash Rank Booster Test Series For NEET-2020Document15 pagesAakash Rank Booster Test Series For NEET-2020Anish TakshakNo ratings yet
- Bachelor's Preparatory Programme (B P.P.) (For Non 10+2) Term-End Examination June, 2015 OMT-101: Preparatory CourseDocument19 pagesBachelor's Preparatory Programme (B P.P.) (For Non 10+2) Term-End Examination June, 2015 OMT-101: Preparatory CourseSrividhya ManikandanNo ratings yet
- Concept-2 CheDocument3 pagesConcept-2 CheNavaneeth YanamadalaNo ratings yet
- Scholastic Aptitude Test: Class X Medium:-EnglishDocument9 pagesScholastic Aptitude Test: Class X Medium:-EnglishRajuhappy Agarwal100% (1)
- AITS Full Syllabus Test-02 - Question Paper - Yakeen 2.0 2023Document29 pagesAITS Full Syllabus Test-02 - Question Paper - Yakeen 2.0 2023delenaisperfect123No ratings yet
- Thermal Properties of MatterDocument2 pagesThermal Properties of MatterKholoud AbdullahNo ratings yet
- APPSC Common CE ME Paper II PDFDocument19 pagesAPPSC Common CE ME Paper II PDFVenkat MacharlaNo ratings yet
- CH 5 DrillingDocument39 pagesCH 5 DrillingMANJEET KUMARNo ratings yet
- NTSE Paper SAT Uttar Pradesh 2019Document18 pagesNTSE Paper SAT Uttar Pradesh 2019Abhinav TiwariNo ratings yet
- Complete Syllabus Test - 04: CST-04 Code-A Test Date 01-04-2020Document13 pagesComplete Syllabus Test - 04: CST-04 Code-A Test Date 01-04-2020Ankush BhuniaNo ratings yet
- PaperDocument21 pagesPaperVishal JalanNo ratings yet
- Palanpur (BK) : - Shree Ram VidhyalayaDocument4 pagesPalanpur (BK) : - Shree Ram VidhyalayaDaguNo ratings yet
- June 2023 BEVAE-181Document20 pagesJune 2023 BEVAE-181Shivam SainiNo ratings yet
- NEET Sample Paper-2Document26 pagesNEET Sample Paper-2Prejit PillaiNo ratings yet
- Jeem Sift Ii 7TH Jan 2020 PSK 22 02 2020 PDFDocument13 pagesJeem Sift Ii 7TH Jan 2020 PSK 22 02 2020 PDFBhart BansalNo ratings yet
- D and F Block Elements Practice SheetDocument7 pagesD and F Block Elements Practice SheetehvarjanokheneNo ratings yet
- Concept Strengthening Sheet CSS 01 Based On CST 01 & 02 ChemistryDocument3 pagesConcept Strengthening Sheet CSS 01 Based On CST 01 & 02 ChemistryAyush KullarkarNo ratings yet
- Aakash Rank Booster Test Series For NEET-2020Document17 pagesAakash Rank Booster Test Series For NEET-2020kavyareddyNo ratings yet
- Aakash Rank Booster Test Series For NEET-2020Document17 pagesAakash Rank Booster Test Series For NEET-2020Indian VanguardsNo ratings yet
- Olympiad KVPY Solutions NSEJSDocument93 pagesOlympiad KVPY Solutions NSEJSRitvik NehraNo ratings yet
- Tool Engineering 2022 Even - 18057228 - 2023 - 04 - 29 - 11 - 10Document4 pagesTool Engineering 2022 Even - 18057228 - 2023 - 04 - 29 - 11 - 10MUSKAN PRNNo ratings yet
- 64726472appsc Common Ce Me Paper II PDFDocument20 pages64726472appsc Common Ce Me Paper II PDFbijukumargNo ratings yet
- Neet 2 PDFDocument23 pagesNeet 2 PDFchandru100% (1)
- Up MatDocument13 pagesUp MatPULKITNo ratings yet
- JEE Mains Mock Test 01 - Test Paper (Physics) - (Lakshya JEE 2023)Document10 pagesJEE Mains Mock Test 01 - Test Paper (Physics) - (Lakshya JEE 2023)Hacker KingNo ratings yet
- Indian Constitution Syllabus For APPSC GII ExamDocument1 pageIndian Constitution Syllabus For APPSC GII ExamNoor MohammadNo ratings yet
- GO. No. 6 For APPSC GII Proposed SyllabusDocument10 pagesGO. No. 6 For APPSC GII Proposed SyllabusNoor MohammadNo ratings yet
- Mec QP Ecet 2019Document68 pagesMec QP Ecet 2019Noor MohammadNo ratings yet
- Department of Technical Education Andhra PradeshDocument24 pagesDepartment of Technical Education Andhra PradeshNoor MohammadNo ratings yet
- Department of Technical Education Andhra PradeshDocument16 pagesDepartment of Technical Education Andhra PradeshNoor MohammadNo ratings yet
- Department of Technical Education, Andhra PradeshDocument11 pagesDepartment of Technical Education, Andhra PradeshNoor MohammadNo ratings yet
- M305 52to53nDocument20 pagesM305 52to53nNoor MohammadNo ratings yet
- FLT Grade 11 Physics Chapter 2 and 3 UNIT, DIMENSION, Motion in A Straight Line SET 1Document3 pagesFLT Grade 11 Physics Chapter 2 and 3 UNIT, DIMENSION, Motion in A Straight Line SET 1FredrickNo ratings yet
- MonaziteDocument20 pagesMonaziteachint GoelNo ratings yet
- Photochemistry and SpectrosDocument41 pagesPhotochemistry and Spectrosyt HehkkeNo ratings yet
- Space HSC QuestionsDocument41 pagesSpace HSC QuestionsNoah Nadarajah100% (3)
- MSDS GRILTEX D 1666A P (All Particle Sizes) (US)Document7 pagesMSDS GRILTEX D 1666A P (All Particle Sizes) (US)Ethling PortilloNo ratings yet
- Mid Term Question 232 EEE2113 C FaHaDocument2 pagesMid Term Question 232 EEE2113 C FaHahasanub001No ratings yet
- Assignment 5 - Investigating TechniquesDocument1 pageAssignment 5 - Investigating TechniquesMukesh YadavNo ratings yet
- Whirlpool AWG 1112Document16 pagesWhirlpool AWG 1112and andrewNo ratings yet
- CNC Wire CutDocument36 pagesCNC Wire CutAviNo ratings yet
- Chapter Seven: Radiopharmaceuticals: Prepared By: Fitsum Demissie (B.Pharm, M.SC.) 04/24/2021Document42 pagesChapter Seven: Radiopharmaceuticals: Prepared By: Fitsum Demissie (B.Pharm, M.SC.) 04/24/2021Fitsum DemissieNo ratings yet
- 9701 s18 QP 11Document16 pages9701 s18 QP 11Ahmed NaserNo ratings yet
- Design and Analysis of Dispersion Engineered Rib Waveguides For On-Chip Mid-Infrared SupercontinuumDocument7 pagesDesign and Analysis of Dispersion Engineered Rib Waveguides For On-Chip Mid-Infrared SupercontinuumSHIVANK NIGAMNo ratings yet
- 2 PreLab Flame Test (Quantum Mechanics and The Color of Fireworks)Document12 pages2 PreLab Flame Test (Quantum Mechanics and The Color of Fireworks)Iris CastroNo ratings yet
- 2-7, Critical Steps in Mash ConditioningDocument7 pages2-7, Critical Steps in Mash ConditioningCatalin PetreaNo ratings yet
- Dokumen - Tips Internship Report 500 KV Grid StationDocument23 pagesDokumen - Tips Internship Report 500 KV Grid StationMuhammad zohaibNo ratings yet
- 3810 Lecture Notes Part7Document24 pages3810 Lecture Notes Part7SarthakNo ratings yet
- Chapter 2 - Polar Covalent Bonds - Acids and BasesDocument53 pagesChapter 2 - Polar Covalent Bonds - Acids and BasesWALTEVAN BEZERRA DOS SANTOS100% (1)
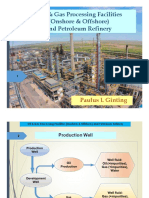
- Oil & Gas Processing Facilities (Onshore & Offshore) and Petroleum RefineryDocument37 pagesOil & Gas Processing Facilities (Onshore & Offshore) and Petroleum RefineryRicky Rizki Rifo OktaviandraNo ratings yet
- Derivation For LSF (Lime Saturation Factor) - VDChariDocument3 pagesDerivation For LSF (Lime Saturation Factor) - VDChariNihar Ranjan Tripathy75% (4)
- AMENDMENT 3 (500 KV) (Rev1, Apr2016)Document6 pagesAMENDMENT 3 (500 KV) (Rev1, Apr2016)Jed SrisuthumNo ratings yet
- Momentum ProbsDocument53 pagesMomentum Probsmajji satishNo ratings yet
- 3 - Loa - Paper Competition - Titah Ismoyo TeamDocument2 pages3 - Loa - Paper Competition - Titah Ismoyo Teamwidian rienandaNo ratings yet
- Jackson 8.1 Homework Problem SolutionDocument4 pagesJackson 8.1 Homework Problem SolutionDaniel GuerreroNo ratings yet
- By Vibha Chaswal, PH.DDocument20 pagesBy Vibha Chaswal, PH.Dparag290No ratings yet
- DPN - Biochem 1-Exam 2 - 2022Document9 pagesDPN - Biochem 1-Exam 2 - 2022chienyu2002No ratings yet
- Pipe Flow Friction Factor Calculations With Excel Spreadsheets 3 June 15 Final PDFDocument29 pagesPipe Flow Friction Factor Calculations With Excel Spreadsheets 3 June 15 Final PDFlyguyenquocduyNo ratings yet
- Azeotropic DistillationDocument29 pagesAzeotropic DistillationHafiz Sheikh Ahmad FayyazNo ratings yet
- Applications of Infrared SpectrometryDocument32 pagesApplications of Infrared SpectrometryNgurah MahasviraNo ratings yet
- Flare SystemDocument17 pagesFlare SystemMuhd Hafiz NizamNo ratings yet
- Laws of Nature and Laws of Ecology: O N P O I I N I I P O O NDocument5 pagesLaws of Nature and Laws of Ecology: O N P O I I N I I P O O NlhvietNo ratings yet