You might also like
- Mec QP Ecet 2012Document12 pagesMec QP Ecet 2012Noor MohammadNo ratings yet
- Ts Ecet PaperDocument11 pagesTs Ecet PaperAvala lokeshNo ratings yet
- Mech 2010 PDFDocument12 pagesMech 2010 PDFSamiullah MohammedNo ratings yet
- Eng Elect Mech p2Document32 pagesEng Elect Mech p2Just a TrickNo ratings yet
- Eng Mech - p2 PDFDocument32 pagesEng Mech - p2 PDFsiddhesh rautNo ratings yet
- APPSC Common CE ME Paper II PDFDocument19 pagesAPPSC Common CE ME Paper II PDFVenkat MacharlaNo ratings yet
- Booklet NoDocument24 pagesBooklet NoSanket ShevaleNo ratings yet
- TANCET ME (Basic Engineering & Sciences) - Basic - Engg - and - SciencesDocument4 pagesTANCET ME (Basic Engineering & Sciences) - Basic - Engg - and - Sciencesrameshdurairaj81% (16)
- ECET 2011 Electrical and Electronics Engg Question PaperDocument10 pagesECET 2011 Electrical and Electronics Engg Question PaperThakur Sameer ShettyNo ratings yet
- Physics Neet Test Paper 17 07 2022 FinalDocument12 pagesPhysics Neet Test Paper 17 07 2022 Finalsunita mundeNo ratings yet
- 312 Physics SR Secondary Paper 2018Document10 pages312 Physics SR Secondary Paper 2018Sanjeev dahiyaNo ratings yet
- Allen: Final Neet (Ug) - 2020 ExaminationDocument19 pagesAllen: Final Neet (Ug) - 2020 ExaminationDEVENDRA kumar SahuNo ratings yet
- Diploma Physics Paper 2016Document8 pagesDiploma Physics Paper 2016Piyush CharnalNo ratings yet
- AMVI MAIN 2017.rto Insp PDFDocument28 pagesAMVI MAIN 2017.rto Insp PDFSiddhrajsinh ZalaNo ratings yet
- ATOMIC STRUCTURE NEET Previous Year Q Bank Till 2020Document9 pagesATOMIC STRUCTURE NEET Previous Year Q Bank Till 2020Arnav SinghalNo ratings yet
- Moving Charge & Magnetism - DPP 06 (Of Lec 08)Document3 pagesMoving Charge & Magnetism - DPP 06 (Of Lec 08)rambhaiya888No ratings yet
- Strengths 7th ChapterDocument13 pagesStrengths 7th Chapteryodahe aberaNo ratings yet
- QP Me308 2018Document2 pagesQP Me308 2018nitinNo ratings yet
- Iit JeeDocument4 pagesIit JeeAvinash BillaNo ratings yet
- SHORT PRACTICE TEST SERIES - No-006 - NEET - 2022-08-21 - 2022 - QDocument8 pagesSHORT PRACTICE TEST SERIES - No-006 - NEET - 2022-08-21 - 2022 - QPLABAN DASNo ratings yet
- NEET 2016 Question Paper Phase 2 Code DD SS ZZDocument19 pagesNEET 2016 Question Paper Phase 2 Code DD SS ZZShobhit JainNo ratings yet
- 64726472appsc Common Ce Me Paper II PDFDocument20 pages64726472appsc Common Ce Me Paper II PDFbijukumargNo ratings yet
- Mock Test - 01 (03-08-2021)Document15 pagesMock Test - 01 (03-08-2021)dhruv kakadiyaNo ratings yet
- (Sedtiani) ) - Tan (Ax+1) : Ayaan AbredDocument4 pages(Sedtiani) ) - Tan (Ax+1) : Ayaan AbredBigBoiNo ratings yet
- T-23 System of ParticlesDocument3 pagesT-23 System of ParticlesShashi Shekhar TripathiNo ratings yet
- Main 2011Document27 pagesMain 2011Akky TNo ratings yet
- Mec QP Ecet 2016Document11 pagesMec QP Ecet 2016Noor MohammadNo ratings yet
- Aakash Rank Booster Test Series For NEET-2020Document15 pagesAakash Rank Booster Test Series For NEET-2020Anish TakshakNo ratings yet
- Examination-Augijst, Examination Vlsi: Nol. AllDocument2 pagesExamination-Augijst, Examination Vlsi: Nol. AllNagendra ReddyNo ratings yet
- Aitt Feb 2017 TH Sem IDocument5 pagesAitt Feb 2017 TH Sem IMadhu KumarNo ratings yet
- 649bc82b89417e0018f4647a - ## - Atomic Structure - Practice Sheet - Arjuna NEET 2024Document2 pages649bc82b89417e0018f4647a - ## - Atomic Structure - Practice Sheet - Arjuna NEET 2024Lalit SinghNo ratings yet
- 643f6d50677f39001865b126 - ## - AITS Part Test-10 - Dropper NEET - Morning - 19-04-2023 - QuestionsDocument26 pages643f6d50677f39001865b126 - ## - AITS Part Test-10 - Dropper NEET - Morning - 19-04-2023 - Questionsvision xeroxNo ratings yet
- (&!r:i, I. - :T': MosfetDocument13 pages(&!r:i, I. - :T': MosfetraffeemdNo ratings yet
- Aakash Rank Booster Test Series For NEET-2020Document17 pagesAakash Rank Booster Test Series For NEET-2020Anish TakshakNo ratings yet
- AITS Full Syllabus Test 02 Dropper NEET Evening 26 04 2023 QuestionsDocument29 pagesAITS Full Syllabus Test 02 Dropper NEET Evening 26 04 2023 Questionsbishnuprasadmohapatra01No ratings yet
- Prob 2nd 5 PDFDocument3 pagesProb 2nd 5 PDFمحمد بركاتNo ratings yet
- Tanabe SuganoDocument6 pagesTanabe Suganojessie100% (1)
- Kinetic Theory of Gases and Thermodynamics: DPP 01 (Of Lec-03) - Yakeen 2.0 2024 (Legend)Document2 pagesKinetic Theory of Gases and Thermodynamics: DPP 01 (Of Lec-03) - Yakeen 2.0 2024 (Legend)rahulrudraa2030No ratings yet
- Mask Designing of LVFsDocument4 pagesMask Designing of LVFsSANGHATI ROYNo ratings yet
- Structure of AtomDocument6 pagesStructure of AtomPoorni RenuNo ratings yet
- Aakash Intensive CST - 6Document36 pagesAakash Intensive CST - 6Jigyansa DashNo ratings yet
- FST - 8Document4 pagesFST - 8AnuragPandeyNo ratings yet
- Neet Paper 2021: Section - A (Physics) AnsDocument21 pagesNeet Paper 2021: Section - A (Physics) AnsMission NEET 2022No ratings yet
- Physics CapacitanceDocument14 pagesPhysics CapacitanceHarshad SSNo ratings yet
- Chemistry (RBK-: TrsraDocument4 pagesChemistry (RBK-: TrsrasrishNo ratings yet
- Electric Charge and Field - DPP 08 - Pragati (PCM) KannadaDocument3 pagesElectric Charge and Field - DPP 08 - Pragati (PCM) Kannadamanojmanu113manuNo ratings yet
- Time-Dependent Quantum Transport Through Graphene NanoribbonsDocument21 pagesTime-Dependent Quantum Transport Through Graphene NanoribbonsAbdalmoedAlaiashyNo ratings yet
- Ombustion Ngineering: P - S R TDocument41 pagesOmbustion Ngineering: P - S R TPurusothamanManiNo ratings yet
- 2016 RCCDocument12 pages2016 RCCsita ram JatNo ratings yet
- Answers & Solutions: For For For For For JEE (MAIN) - 2019Document22 pagesAnswers & Solutions: For For For For For JEE (MAIN) - 2019Manila NandaNo ratings yet
- Q.paper CHA Full Test 07 NEET Badarpur (09!04!24) FT07Document21 pagesQ.paper CHA Full Test 07 NEET Badarpur (09!04!24) FT07bhaswatibanik01No ratings yet
- Short Practice Test 03 - Physics - Lakshya JEE 2.0 2024Document1 pageShort Practice Test 03 - Physics - Lakshya JEE 2.0 2024Deep SrivastavaNo ratings yet
- Aakash Rank Booster Test Series For NEET-2020Document19 pagesAakash Rank Booster Test Series For NEET-2020Anish TakshakNo ratings yet
- APPSC & AEE - 2012 Civil Engineering (Paper - III)Document18 pagesAPPSC & AEE - 2012 Civil Engineering (Paper - III)yaswanth reddy mummadiNo ratings yet
- ChemistryDocument4 pagesChemistryVishal ThakareNo ratings yet
- Xaviers 11sem1 Engmed Aug2014 PhyDocument3 pagesXaviers 11sem1 Engmed Aug2014 PhyRabbani SumraNo ratings yet
- GUJCET2016MT02 SolutionDocument14 pagesGUJCET2016MT02 SolutionvuppalasampathNo ratings yet
- APPSC & AEE - 2012 Civil Engineering (Paper - III) : Telegram Channel @civilquestionarchivesDocument18 pagesAPPSC & AEE - 2012 Civil Engineering (Paper - III) : Telegram Channel @civilquestionarchivesSrikar AvrNo ratings yet
- Moments, Monodromy, and Perversity. (AM-159): A Diophantine Perspective. (AM-159)From EverandMoments, Monodromy, and Perversity. (AM-159): A Diophantine Perspective. (AM-159)No ratings yet
- Mec QP Ecet 2019Document68 pagesMec QP Ecet 2019Noor MohammadNo ratings yet
- GO. No. 6 For APPSC GII Proposed SyllabusDocument10 pagesGO. No. 6 For APPSC GII Proposed SyllabusNoor MohammadNo ratings yet
- Indian Constitution Syllabus For APPSC GII ExamDocument1 pageIndian Constitution Syllabus For APPSC GII ExamNoor MohammadNo ratings yet
- Department of Technical Education Andhra PradeshDocument24 pagesDepartment of Technical Education Andhra PradeshNoor MohammadNo ratings yet
- Mec QP Ecet 2016Document11 pagesMec QP Ecet 2016Noor MohammadNo ratings yet
- Department of Technical Education Andhra PradeshDocument16 pagesDepartment of Technical Education Andhra PradeshNoor MohammadNo ratings yet
- M305 52to53nDocument20 pagesM305 52to53nNoor MohammadNo ratings yet
- Department of Technical Education, Andhra PradeshDocument11 pagesDepartment of Technical Education, Andhra PradeshNoor MohammadNo ratings yet
- DWR Piping Indosol1Document84 pagesDWR Piping Indosol1mizwarNo ratings yet
- As 3814-2009 Industrial and Commercial Gas-Fired AppliancesDocument9 pagesAs 3814-2009 Industrial and Commercial Gas-Fired AppliancesSAI Global - APACNo ratings yet
- Shlyakhin - Theory and Design of Steam TurbinesDocument239 pagesShlyakhin - Theory and Design of Steam Turbinesjoatanmelo6775100% (2)
- Exp. 5 Heat Transfer Study On Plate Heat ExchangerDocument6 pagesExp. 5 Heat Transfer Study On Plate Heat ExchangerElaine PuiNo ratings yet
- Battery Bank CalculatorDocument3 pagesBattery Bank CalculatorSankalp MittalNo ratings yet
- Furnace or Fired Heater 3Document13 pagesFurnace or Fired Heater 3Nia Syafiqq100% (1)
- CBCS Scheme: Fluid Power Systems (Model QP)Document2 pagesCBCS Scheme: Fluid Power Systems (Model QP)Swaroop SomannaNo ratings yet
- Power Engineering And: Refrigeration (22562)Document23 pagesPower Engineering And: Refrigeration (22562)Kunal AhiwaleNo ratings yet
- CXZ-MAN Supplies Diesel Engine Spare Parts and Marine Equipment To Ships - Welcome To Consult The PriceDocument18 pagesCXZ-MAN Supplies Diesel Engine Spare Parts and Marine Equipment To Ships - Welcome To Consult The Pricexin zhangNo ratings yet
- Project Name: Booster Pump CalculationsDocument2 pagesProject Name: Booster Pump CalculationsJohn ANo ratings yet
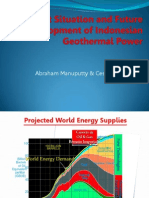
- Present Situation and Future Development of Indonesian GeothremalDocument29 pagesPresent Situation and Future Development of Indonesian GeothremalAbraham ManuputtyNo ratings yet
- EN60079 - r2 Atex - Classification enDocument2 pagesEN60079 - r2 Atex - Classification enRICARDO ESTRADA CEJANo ratings yet
- Needle Flame TesterDocument9 pagesNeedle Flame TesterGregorio ToroNo ratings yet
- Assignment TMDocument3 pagesAssignment TMBeesam Ramesh KumarNo ratings yet
- Asco Sseries - 1Document10 pagesAsco Sseries - 1docrafiNo ratings yet
- Components and Operation Op Power HouseDocument45 pagesComponents and Operation Op Power Housesensiblesakshi_21939100% (1)
- Circuit Breaker GuidelineDocument4 pagesCircuit Breaker GuidelineYudo Heru PribadiNo ratings yet
- Emp 006Document2 pagesEmp 006Brian FreemanNo ratings yet
- Energy Storage PDFDocument15 pagesEnergy Storage PDFSumit MehtaNo ratings yet
- Product Data: Side Discharge AC ModelsDocument12 pagesProduct Data: Side Discharge AC ModelsAlejandro OrdoñezNo ratings yet
- Chapter 1Document29 pagesChapter 1ahmed jemalNo ratings yet
- Sun2000-2huawei Sun2000-215ktl-H0 h3 Type Test Verification Report Type A - 25082021Document30 pagesSun2000-2huawei Sun2000-215ktl-H0 h3 Type Test Verification Report Type A - 25082021nabil basbousNo ratings yet
- TurbomachineryDocument64 pagesTurbomachineryStefan Arichta100% (1)
- Muhammad SohailDocument3 pagesMuhammad SohailMisbhasaeedaNo ratings yet
- VW Id4 Heating Air Conditioning System EngDocument188 pagesVW Id4 Heating Air Conditioning System Enget ernenNo ratings yet
- Peerless - Process - 116 - 118 CurvasDocument6 pagesPeerless - Process - 116 - 118 CurvasedwinsazzzNo ratings yet
- SCP Pool Pump Data Sheet, Brushless DC, 2012 PDFDocument1 pageSCP Pool Pump Data Sheet, Brushless DC, 2012 PDFBonkoungou DominiqueNo ratings yet
- What Is Renewable EnergyDocument8 pagesWhat Is Renewable EnergyLinda Leon TomaNo ratings yet
- UntitledDocument15 pagesUntitledPrayogo Hadi SNo ratings yet
- HYDRAULIC Original - From TechnipDocument27 pagesHYDRAULIC Original - From TechnipGoutam GiriNo ratings yet