You might also like
- Cause Analysis For Spun Pile Crack and BrokenDocument11 pagesCause Analysis For Spun Pile Crack and BrokenRony LesbtNo ratings yet
- PDFDocument653 pagesPDFconstantinNo ratings yet
- Life and Works of Jose Rizal Modified ModuleDocument96 pagesLife and Works of Jose Rizal Modified ModuleRamos, Queencie R.No ratings yet
- Chapter 2 HydrateDocument38 pagesChapter 2 HydrateTaha Azab MouridNo ratings yet
- Cold Gas Spray Titanium Coatings Onto A Biocompatible PolymerDocument3 pagesCold Gas Spray Titanium Coatings Onto A Biocompatible Polymeranwalker123No ratings yet
- Structural and Electrical Properties of FerroelectDocument11 pagesStructural and Electrical Properties of FerroelectRavi KiranNo ratings yet
- Effect of Polydopamine Coating On AdhesiDocument6 pagesEffect of Polydopamine Coating On AdhesiDoctor JackNo ratings yet
- Review of Tribological Characteristics of Modified PEEK CompositesDocument6 pagesReview of Tribological Characteristics of Modified PEEK CompositesVIVA-TECH IJRINo ratings yet
- Enhanced Tribological Properties of Wind Turbine Engine Oil Formulated With Flower-Shaped MoS2 Nano-AdditivesDocument10 pagesEnhanced Tribological Properties of Wind Turbine Engine Oil Formulated With Flower-Shaped MoS2 Nano-AdditivesZoubir SaidiNo ratings yet
- Manufacturing Technology of Composite MaterialsDocument20 pagesManufacturing Technology of Composite MaterialsTeoTyJayNo ratings yet
- 2 67 1588053965 13.ijmperdjun202013Document10 pages2 67 1588053965 13.ijmperdjun202013TJPRC PublicationsNo ratings yet
- Pull-Off Testing As An Interfacial Bond Strength Assessment of CFRP-Concrete Interface Exposed To A Marine EnvironmentDocument9 pagesPull-Off Testing As An Interfacial Bond Strength Assessment of CFRP-Concrete Interface Exposed To A Marine EnvironmentlkulacogluNo ratings yet
- Preprints201701 0112 v1Document17 pagesPreprints201701 0112 v1vikasNo ratings yet
- A Flexible Piezoelctric Triboelectric Hybrid Nanogenerator in One StructureDocument9 pagesA Flexible Piezoelctric Triboelectric Hybrid Nanogenerator in One StructureREIVAX LOL REPLAYSNo ratings yet
- Optimization Studies in Flame Retardant Fibre Reinforced Plastic Composites For Roofing ApplicationDocument8 pagesOptimization Studies in Flame Retardant Fibre Reinforced Plastic Composites For Roofing ApplicationFAH MANNo ratings yet
- Coatings: Enhancement of Polyvinyl Acetate (Pvac) Adhesion Performance by Sio and Tio NanoparticlesDocument17 pagesCoatings: Enhancement of Polyvinyl Acetate (Pvac) Adhesion Performance by Sio and Tio NanoparticlesUbaid Sheikh InkwalaNo ratings yet
- Surface & Coatings Technology: Emerson Escobar Nunez, Seung Min Yeo, Kyriaki Polychronopoulou, Andreas A. PolycarpouDocument12 pagesSurface & Coatings Technology: Emerson Escobar Nunez, Seung Min Yeo, Kyriaki Polychronopoulou, Andreas A. PolycarpouJon KiNo ratings yet
- Brunengo 2020Document13 pagesBrunengo 2020abdhossain46No ratings yet
- Thir Uch It Rambal Am 2020Document8 pagesThir Uch It Rambal Am 2020Puneeth KumarNo ratings yet
- Composites: Part B: Guo-Ming Lin, Guang-You Xie, Guo-Xin Sui, Rui YangDocument6 pagesComposites: Part B: Guo-Ming Lin, Guang-You Xie, Guo-Xin Sui, Rui YangFabian MelinaoNo ratings yet
- Plasma Modification of Polylactic Acid in A Medium Pressure DBDDocument8 pagesPlasma Modification of Polylactic Acid in A Medium Pressure DBDIvan Alves de SouzaNo ratings yet
- Composites Part B: SciencedirectDocument12 pagesComposites Part B: SciencedirectBhanuka ThennakoonNo ratings yet
- Moroni 2021 IOP Conf. Ser. Mater. Sci. Eng. 1038 012054Document9 pagesMoroni 2021 IOP Conf. Ser. Mater. Sci. Eng. 1038 012054Paulo UtargNo ratings yet
- Wet-Dry Cycling Performance ExampleDocument13 pagesWet-Dry Cycling Performance ExampleNhím Xì-trumNo ratings yet
- Zhou 2011Document5 pagesZhou 2011mohanthmohantyNo ratings yet
- 10 11648 J Nano 20130101 17 PDFDocument10 pages10 11648 J Nano 20130101 17 PDFshimaNo ratings yet
- Graded Ni-P-PTFE Coatings and Their Potential ApplicationsDocument6 pagesGraded Ni-P-PTFE Coatings and Their Potential ApplicationsJosé Emilio Román de AndaNo ratings yet
- Composites Science and Technology: Dawei Xu, Huili Zhang, Lian Pu, Li LiDocument9 pagesComposites Science and Technology: Dawei Xu, Huili Zhang, Lian Pu, Li LiWq ZNo ratings yet
- FS Iso PA6Document13 pagesFS Iso PA6adiNo ratings yet
- Journal of Membrane ScienceDocument13 pagesJournal of Membrane ScienceWhatshittoyaNo ratings yet
- Surface & Coatings Technology: F. Ghadami, M. Heydarzadeh Sohi, S. GhadamiDocument6 pagesSurface & Coatings Technology: F. Ghadami, M. Heydarzadeh Sohi, S. GhadamiVijay KaushikNo ratings yet
- 1 s2.0 S0257897222000330 MainDocument14 pages1 s2.0 S0257897222000330 MainLiviu BadeaNo ratings yet
- 1 s2.0 S2211285522010758 MainDocument11 pages1 s2.0 S2211285522010758 MainarisNo ratings yet
- Investigation of Submerged Membrane Photocatalytic Reactor (SMPR) Operating Parameters During Oily Wastewater Treatment ProcessDocument9 pagesInvestigation of Submerged Membrane Photocatalytic Reactor (SMPR) Operating Parameters During Oily Wastewater Treatment ProcessRobertNo ratings yet
- Ammoniated Membrane For H2 PurificationDocument8 pagesAmmoniated Membrane For H2 PurificationJonathan SimonaceNo ratings yet
- 01b82715-3f0f-4384-873d-7031759ed984Document16 pages01b82715-3f0f-4384-873d-7031759ed984SanTosH SangamNo ratings yet
- Tribological Behavior Pure PTFE and PTFE Composites Material Under Laboratory Simulated ConditionDocument8 pagesTribological Behavior Pure PTFE and PTFE Composites Material Under Laboratory Simulated ConditionAISHWARYANo ratings yet
- Coatings 12 00694Document16 pagesCoatings 12 00694BeeNo ratings yet
- European Polymer Journal: Giovanni Barbaro, Maria Rosaria Galdi, Luciano Di Maio, Loredana IncarnatoDocument10 pagesEuropean Polymer Journal: Giovanni Barbaro, Maria Rosaria Galdi, Luciano Di Maio, Loredana Incarnatonouman ashrafNo ratings yet
- Experimental Investigation On Chromium-Diamond Like Carbon (CR-DLC)Document7 pagesExperimental Investigation On Chromium-Diamond Like Carbon (CR-DLC)Yến Nhi Nguyễn HồNo ratings yet
- PVDFDocument9 pagesPVDFAnish KumarNo ratings yet
- Effect of SiO2 and PTFE Additives On Dry Sliding of NiP Electroless CoatingDocument8 pagesEffect of SiO2 and PTFE Additives On Dry Sliding of NiP Electroless CoatingJosé Emilio Román de AndaNo ratings yet
- Structural and Dielectrical Study of PZT/PVDF Film CompositesDocument10 pagesStructural and Dielectrical Study of PZT/PVDF Film CompositesInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Advanced Energy Materials - 2022 - Khadka - Interfacial Embeddging For High Efficiency and Stable MethylammoniguufdDocument14 pagesAdvanced Energy Materials - 2022 - Khadka - Interfacial Embeddging For High Efficiency and Stable MethylammoniguufdPirashanthanNo ratings yet
- Cathodic Disbondment Resistance With Reactive EthyDocument11 pagesCathodic Disbondment Resistance With Reactive EthyNaim AbdullahNo ratings yet
- Study The Mechanical and Thermal Properties of Biodegradable Polylactic Acid/poly Ethylene Glycol NanocompositesDocument6 pagesStudy The Mechanical and Thermal Properties of Biodegradable Polylactic Acid/poly Ethylene Glycol NanocompositesInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Ou - 2015 - Mechanical and Tribological Properties of CrN-TiN MultilayerDocument8 pagesOu - 2015 - Mechanical and Tribological Properties of CrN-TiN Multilayereduardoperez.uniNo ratings yet
- Accepted Manuscript: 10.1016/j.matdes.2017.08.041Document28 pagesAccepted Manuscript: 10.1016/j.matdes.2017.08.041Zoalfokkar Al-ObadNo ratings yet
- Carbon Fiber-Polyetherketoneketone Composites. Part I - Anideal and Uniform Composition Via Solution-BasedprocessingDocument9 pagesCarbon Fiber-Polyetherketoneketone Composites. Part I - Anideal and Uniform Composition Via Solution-Basedprocessingatef.selmi01No ratings yet
- Coatings: Wear Characterization of Chromium PVD Coatings On Polymeric Substrate For Automotive Optical ComponentsDocument20 pagesCoatings: Wear Characterization of Chromium PVD Coatings On Polymeric Substrate For Automotive Optical ComponentsVũ Nguyễn TuấnNo ratings yet
- J Cej 2020 126218Document48 pagesJ Cej 2020 126218AynamawNo ratings yet
- App 38945Document11 pagesApp 38945Annisya ZahraNo ratings yet
- Composites Part B: Yu Qi, Zhihuan Weng, Yan Kou, Jiahui Li, Qi Cao, Jinyan Wang, Shouhai Zhang, Xigao JianDocument10 pagesComposites Part B: Yu Qi, Zhihuan Weng, Yan Kou, Jiahui Li, Qi Cao, Jinyan Wang, Shouhai Zhang, Xigao JianroxanaNo ratings yet
- Acetato de Celulosa MecanicasDocument8 pagesAcetato de Celulosa MecanicasAna Daymi Cabrera GonzálezNo ratings yet
- A Practical Guide For TBCs in Gas TurbinesDocument30 pagesA Practical Guide For TBCs in Gas Turbinestolentino.jason1222No ratings yet
- Microwave Welding For Thermoplastics..Document4 pagesMicrowave Welding For Thermoplastics..Jessica GonzalezNo ratings yet
- Development of Multiferroic Polymer Nanocomposite From PVDF and (Bi Ba SR) (Fe Ti) ODocument12 pagesDevelopment of Multiferroic Polymer Nanocomposite From PVDF and (Bi Ba SR) (Fe Ti) OSubham AdhikariNo ratings yet
- 1 s2.0 S2212827119312636 MainDocument6 pages1 s2.0 S2212827119312636 Main1711076053No ratings yet
- FRP Thermal BehaviorDocument29 pagesFRP Thermal BehaviorMohammad YekrangNo ratings yet
- PTFE SiO2ThinFilmsDocument7 pagesPTFE SiO2ThinFilms陳信辰No ratings yet
- Effects of Printing Parameters of Fused Deposition Modeling On Mechanical Properties, Surface Quality, and Microstructure of PEEKDocument13 pagesEffects of Printing Parameters of Fused Deposition Modeling On Mechanical Properties, Surface Quality, and Microstructure of PEEKlobnaNo ratings yet
- Research ArticleDocument9 pagesResearch ArticleGufran AhmadNo ratings yet
- Karakteristik Sifat Mekanik, Ketahanan Api Dan Pembakaran, Dan Morfologi Nanokomposit Campuran PVC Dan LdpeDocument8 pagesKarakteristik Sifat Mekanik, Ketahanan Api Dan Pembakaran, Dan Morfologi Nanokomposit Campuran PVC Dan LdpesuviyantoNo ratings yet
- Anker Soundcore Mini, Super-Portable Bluetooth SpeakerDocument4 pagesAnker Soundcore Mini, Super-Portable Bluetooth SpeakerM.SaadNo ratings yet
- Categorical SyllogismDocument3 pagesCategorical SyllogismYan Lean DollisonNo ratings yet
- Philo Q2 Lesson 5Document4 pagesPhilo Q2 Lesson 5Julliana Patrice Angeles STEM 11 RUBYNo ratings yet
- For Accuracy and Safety: Globally ApprovedDocument4 pagesFor Accuracy and Safety: Globally ApprovedPedro LopesNo ratings yet
- Ficha Tecnica Bomba Inyeccion MiniFlex EDocument1 pageFicha Tecnica Bomba Inyeccion MiniFlex Ejohn frader arrubla50% (2)
- Stability Analysis of Geocell Reinforced Slopes by Considering Bending EffectDocument13 pagesStability Analysis of Geocell Reinforced Slopes by Considering Bending EffectRakesh KapoorNo ratings yet
- FINAL SMAC Compressor Control Philosophy Rev4Document6 pagesFINAL SMAC Compressor Control Philosophy Rev4AhmedNo ratings yet
- .IAF-GD5-2006 Guide 65 Issue 3Document30 pages.IAF-GD5-2006 Guide 65 Issue 3bg_phoenixNo ratings yet
- Amity School of Business:, Semester IV Research Methodology and Report Preparation Dr. Deepa KapoorDocument23 pagesAmity School of Business:, Semester IV Research Methodology and Report Preparation Dr. Deepa KapoorMayank TayalNo ratings yet
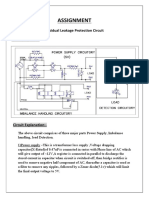
- Assignment: Residual Leakage Protection Circuit Circuit DiagramDocument2 pagesAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaNo ratings yet
- 53 English Work Book XDocument292 pages53 English Work Book XArun DhawanNo ratings yet
- Management PriniciplesDocument87 pagesManagement Priniciplesbusyboy_spNo ratings yet
- Point and Figure ChartsDocument5 pagesPoint and Figure ChartsShakti ShivaNo ratings yet
- A Short Survey On Memory Based RLDocument18 pagesA Short Survey On Memory Based RLcnt dvsNo ratings yet
- Ultra Electronics Gunfire LocatorDocument10 pagesUltra Electronics Gunfire LocatorPredatorBDU.comNo ratings yet
- BECED S4 Motivational Techniques PDFDocument11 pagesBECED S4 Motivational Techniques PDFAmeil OrindayNo ratings yet
- Chapter 11 AssignmentDocument2 pagesChapter 11 AssignmentsainothegamerNo ratings yet
- Superlab Manual PDFDocument76 pagesSuperlab Manual PDFGabriela Soares100% (1)
- Viscar Industrial Capacity LTD Company ProfileDocument36 pagesViscar Industrial Capacity LTD Company ProfileTechnician MwangiNo ratings yet
- Nominal GroupDocument3 pagesNominal GroupSrourNo ratings yet
- Title: Smart Monitoring & Control of Electrical Distribution System Using IOTDocument27 pagesTitle: Smart Monitoring & Control of Electrical Distribution System Using IOTwaleed HaroonNo ratings yet
- Michael Clapis Cylinder BlocksDocument5 pagesMichael Clapis Cylinder Blocksapi-734979884No ratings yet
- 5.0008786 Aluminum GrapheneDocument11 pages5.0008786 Aluminum GrapheneBensinghdhasNo ratings yet
- Ce-Series - TK60981-ML-18 IM - Rev - 0 - 05-13Document96 pagesCe-Series - TK60981-ML-18 IM - Rev - 0 - 05-13VERDADE MUNDIAL GUERRANo ratings yet
- Vetoset CA541: Thickbed Cementitious Tile AdhesiveDocument2 pagesVetoset CA541: Thickbed Cementitious Tile Adhesivemus3b1985No ratings yet
- Swelab Alfa Plus User Manual V12Document100 pagesSwelab Alfa Plus User Manual V12ERICKNo ratings yet