0% found this document useful (0 votes)
383 views270 pagesPipeline Precommissioning
Uploaded by
Fadillah MarshaCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF or read online on Scribd
0% found this document useful (0 votes)
383 views270 pagesPipeline Precommissioning
Uploaded by
Fadillah MarshaCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF or read online on Scribd
Table of Contents
Preface
Purpose
Organization
Chapter 1-Introduction to the Commissioning
Process
1.1 Basic Definitions
1.1.1 Pipeline Owner...
1.1.2 Client or Contractor...
1.1.3 Linepipe
1.1.4 Pipeline
LS Pig
1.1.6 Pig Train...
1.1.7 Pig Trap.
1.1.8 Contractor's Pigging and Testing
1.1.9 Precommissioning :
1.1.10 Commissioning
1.1.11 Drying (Conditioning)
1.1.12 Sour-Gas Pipeline
1.1.13 Restrained and Unrestrained Pipelines
1.2 Precommissioning Operations .
1.2.1 Hyperbaric Weld-Sphere Removal.
1.2.2 Cleaning
1.2.3 Gauging,
1.24 Filling
1.2.5 Pressure Testing ...
1.2.6 Dewatering
1.2.7 Drying (Conditioning)
1.3 Commissioning Operations
1.3.1 Introducing the Product...
1.3.2 Packing of the Pipeline to Operating Pressure
1.4 Servicing Existing Pipelines wn
Chapter 2-Pipeline Features
2.1 Overview...
2.2 Subsea Pipelines
Coico)
January 1997
Table of Contents 1
2.2.1 Subsea Pipeline Components
2.3. Land Pipelines :
2.3.1 Land Pipeline Components nn
24 Pipeline Components and Procedures Requiring Special Attention 2-6
2.4.1 Sphere Tee Pigging
2.4.2 Dewatering and Drying
2.4.3 Pig Signalers ..
24.4 Valves
2.4.5 Pipeline Bore .
2.4.6 Vents and Drains
2.4.7 Pipeline Bends
2.4.8 Pig Traps...
Chapter 3-Barrier Tools
3.1 Introduction .....
3.2. Types of Barrier Tools.
3.2.1 HW Spheres...
3.2.2 HD
3.2.3 Piggable Plug
‘The Purpose of Barrier Tools .
3.3.1 Combining Barrier Tools...
3.3.2 Use of HW Spheres
3.3.3 Effect of Barrier Tools on Precommissioning Work ....
3.3.4 Barrier Tool Removal Requirement (Acceptance Criteria)
3.4 Detailed Preparation for Barrier Tool Removal
3.4.1 Trials...
3.4.2 Barrier-Tool Removal Stages.
Partial Decommissioning Before Isolation with HD Pigs
3.4.4 Recording and Reporting Data...
3.5 Documenting Barrier Tool Removal
3.5.1 Prepare an Overall Schedule.
3.5.2 Start Engineering
3.5.3 Produce a Preliminary Equipment List and Layout Drawing3-11
3.5.4 Produce a Detailed Equipment and Instrumentation List
3.5.5 Produce a Detailed Equipment Layout Drawing...
3.5.6 Produce Equipment and Instrumentation Connection
Points Drawing
3.5.7 Begin Procedure Preparation
3.5.8 Write the Method Statement.
3.5.9 Safety
3.6 Final Reporting
3.7 Barrier Tool Suppliers
Chapter 4—Cleaning, Gauging, and Filling
4.1. Introduction
4.2 Overview
4.2.1 Benefits of Pipeline Cle
4.2.2 Cleaning Methods...
4.2.3 Cleaning and Gauging by Pigging the Pipeline
4.2.4 Post-Installation Cleaning and Gauging.
4.2.5 Precommissioning Cleaning and Gauging
ning Cleaning and Gauging...
Pipeline Commissioning Manual January 1997
4.2.7 Pig Train Configuration
4.2.8 Propelling Media ..
4.2.9 Cleaning and Gauging Requirement (Acceptance Criteria).
4.2.10 Cleaning and Gauging Preparation.
4.2.11 Rate of Cleaning and Gauging Pig Train
4.2.12 Stages of a Cleaning and Gauging Operation ..
4.2.13 Recording and Reporting Data...
4.3. Detailed Preparation for Cleaning, Gauging, and Filling,
4.3.1 Prepare an Overall Schedule .
4.3.2 Design the Job
4.3.3 Produce a Preli
4.344 Produce a Detailed Equipment and Instrumentation List
4.3.5 Produce a Detailed Equipment Layout Drawing
4.3.6 Produce a Drawing ...
4.3.7 Begin Preparing Procedures.
4.3.8 Write the Method Statement..
4.3.9 Safety
4.4 Final Reporting
4.5. References
Chapter 5-Pipeline PressureTesting
5.1 Introduction Sl
5.2 Overview on
5.2.1 Reasons to Pressure Test a Pipeline
5.2.2 Types of Pipeline Pressure Test
5.2.3 Definition of a Pipeline for Test Purposes..
5.2.4 Test Requirements ....
5.2.5 General Preparation for a Pipeline Pressure Test 5-2
5.2.6 Stages of a Pressure Test
5.2.7 Recording and Reporting Data
5.3. Detailed Preparation for the Pipeline Pressure Testi
5.3.1 Prepare an Overall Schedule.
5.3.2 Begin Engineering
5.3.3 Produce a Test Limit Drawing...
5.3.4 Measuring Pipeline Temperature ..
5.3.5 Prepare a Preliminary Equipment List and Layout Drawing .5-6
5.3.6 Prepare Test Procedures
5.3.7 Stages of the Pressure Test
5.3.8 Recording and Reporting Data ..
5.4 Final Reporting
5.5. References ..
Chapter 6—-Dewatering
6.1 Introduction
6.2. Overview
6.2.1 Pig Train Design
6.2.2 Selecting the Propelling Medium for Pig Trains
6.2.3 Effect of Dewatering on Drying Operations,
6.3.4 Dewatering Requirement (Acceptance Criteria)
6.2.5 Velocity of Dewatering Pig Train ...
6.2.6 Accumulated Heads
January 1997 Table of Contents
6.3. General Preparation for Dewatering
64 Detailed Preparation for Dewatering ...
6.4.1 Prepare an Overall Schedule.
6.4.2 Begin Engineering .
6.4.4 Produce a Detailed Equipment and Instrumentation List
6.4.5 Produce a Detailed Equipment Layout Drawing...
6.4.6 Produce a Piping and Instrumentation Diagram ..
6.4.7 Prepare Procedures
65. Stages of a Dewatering Operation.
6.5.1 Bulk Dewatering ...
655.2 Residual Dewatering.
6.5.3 Disposing of Treated Fill Water.
6.5.4 Inerting with Nitrogen
6.5.5 Receiving Pigs into the Pig Trap...
6.5.6 Removing Pigs from the Pig Trap
6.5.7 Accepting the Operation ...
6.5.8 Recording and Reporting Daa.
6.6 Final Reporting .....
Chapter 7-Methanol and Glycol Swab! jing
7.1 Introduction Tl
7.2. Overview ..
7.2.1 Reason for Chemical Swabbing
7.2.2 Process of Chemical Swabbing
7.2.3 Types of Chemicals Used in Swabbing
7.2.4 Pipelines Suitable for Chemical Swabbing
7.2.5 Propellants Available for Chemical Swabbing
7.2.6 Pig Train Design
7.2.7 Chemical Swabbing Requirement (Acceptance Criteria) ....7-4
7.2.8 Rate of Chemical Swabbing Pig Train ..
7.2.9 Accumulated Heads
7.2.10 Launching the Chemical Swabbing Pig Train
7.2.11 Removing the Chemical Swabbing Pig Train
7.2.12 Disposing of Treated Fill Water and Chemicals.
7.2.13 Removal of Pigs from Pig Trap...
7.2.14 Controlling Hydrocarbon Gas Suppl
7.2.15 Recording and Reporting Data
7.3. General Preparation for Chemical Swabbing .... -
7A Detailed Preparation for Methanol and Glycol Swabbing
7.4.1 Prepare an Overall Schedule...
7.4.2 Begin Engineering ....
7.4.3 Prepare a Preliminary Equipment List and Layout
Drawing.
7.4.4 Size the Equipment and Instrumentation
7.4.5 Produce a Detailed Equipment and Instrumentation List.
7.4.6 Produce a Detailed Equipment Layout Drawing...
7.4.7 Produce a Piping and Instrumentation Diagram
7.4.8 Prepare Procedures
7.5. Final Reporting ....
Pipeline Commissioning Manual January 1997
Chapter 8-Air, Nitrogen, and Vacuum Drying
8.1 Introduction ; : er
8.2. Overview 81
8.2.1 Pipelines Requiring Drying to a Specified Moisture Content 8-2
8.2.2 Methods of Drying to a Specified Moisture Content...
8.2.3 Choosing Drying Methods
8.2.4 Acceptance Criteria...
8.2.5 Dry-Air or Nitrogen Drying ..
8.2.6 Nitrogen Drying...
8.2.7 Vacuum Drying,
8.2.8 Phases of Vacuum Drying,
8.2.9 Drying Requirements (Acceptance Criteria) ve
8.2.10 Recommended Number and Velocity of Drying Pigs ..
8.2.11 Recording and Reporting Data
8.3. General Preparation for Drying .
8.4 Detailed Preparation for Air, Nitrogen, and Vacuum Drying
8.4.1 Prepare an Overall Schedule.
8.4.2 Begin Engineering .....
: see Be
8.4.3 Prepare a Preliminary Equipment List and Layout Drawing8-15
815
8.4.4 Size the Equipment and Instrumentation
8.4.5 Produce a Detailed Equipment and Instrumentation List
8.4.6 Produce a Detailed Equipment Layout Drawing.
8.4.7 Produce a Piping and Instrumentation Drawing
8.4.8 Prepare Procedures
8.5. Final Reporting
Chapter 9-Pipelines That Do Not Require Drying
9.1 Introduction
9.2. Overview : 9-1
9.3 Small-Diameter Pipelines SL
9.3.1 Precommissioning Methods... 9-1
Chapter 10—GelTechnology
10.1 Introduction
10.1.1 Definitions
10.1.2 Gel Types
10.2 Gel Requirements..
10.3 Gel Applications
10.3.1 Cleaning
10.3.2 Dewatering
10.3.4 Pipeline Isolation
10.3.5 Valve Testing ..
10.3.6 Pig Recovery .
10.3.7 Fluid Separation...
10.4 Gel Preparation.
10.5 Quality Control.
10.5.1 On-Site Pre-Job Analysis. :
10.5.2 Checks During Job Execution 10-11
January 1997 Table of Contents
10.6 Gel Disposal 0
10.6.1 Summary of UK Pipeline Consent to Discharge
Regulations ... sen
10.6.2 Gels Disposal
Chapter 11-Miscellaneous
11.1 Introduction ...
11.2 Pipeline Bundles
11.2.1 Onshore Precommissioning.
2 Offshore Precommissioning ..
3 Bundle Insulation.
11.3 Pressure Testing Flexible Pipelines ..
11.4 Pressure Testing Insulated Pipelines
11.5 Air or Nitrogen Pressure Tes
11.6 Creating Freeze Plug:
11.7 Chemical Cleaning
1 Introduction..
3 Cleaning In-Service Pipelines
4 Procedure for Cleaning
11.7.5 Equipment Used in Pipeline Cleaning ..
11.7.6 Chemical Requirements.
11.7.7 Communications...
Chapter 12—Equipment
12.1 Equipment Selection
12.2 Pumps
12.2.1 Centrifugal Pumps .
12.2.2 Positive-Displacement Pumps
12.3 Filtration
12.4 Residence Tanks
12.5 Vacuum Pumps..
12.6 Air Compressors, Dryers, and Nitrogen Equipment
12.6.1 General :
12.6.2 Air Compressors
12.6.3 Air Dryers
12.7 Instrumentation
12.7.1 General...
12.7.2 Mechanical Instrumentation ...
12.7.3 Data Acquisition Systems
12.7.4 Parameter Measurement ..
12.7.5 Additional Requirements nm
Chapter 13-Calculations
13.1 Pipeline Fill Volume.
13.2 Frictional Pressure Drop ..
133 Chemical Injection Volumes and Rates
1 Total Volume of Chemicals.
2 Volume per Stroke
3 Pump Strokes per Minute
4 Stroke Length of Chemical Injection Pump.
13.3.5 Actual ppm of Chemical Injected ..
Pipeline Commissioning Manual January 1997
13.4 Filling Pressure Requirements 13-3
13.5 Pressure to Obtain Yield in Pipe 13:3
13.6 Volume of the Pipeline ... 13-4
13.7 Volume to Pressurize 13-5
13.8 Atmospheric Pressure 13.7
13.9 Air Entrainment 13-8
13.10 Pump Requirements to Pressure Pipeline .. 13-9
13.11 Dewatering Pressures .. 13-10
13.12 Other Formulas for Calculating Volume to Pressurize .n..cun 13-12
13.12.1 Volume to Pressurize Restrained Pipetines.. seo 312
13.12.2 Volume to Pressurize Unrestrained Pipelines .. e312
13.12.3 Pressure Change Caused by Temperature
(Restrained Pipelines) 13-13
13.124 Pressure Change Caused by Temperature
(Unrestrained Pipelines) we 1313
Appendix A-Field Report Forms
Introduction...
Daily Operations Report
Pig Launch/Receive Register.
Chemical Dosing Report .. : =
Pipeline Pigging Report Launch/Receive Station AS
Gauge Plate Inspection Report...
Instrumentation Calibration Report.
Leak Check/Repair Log...
Pressurization Report Hydrotest..
Pressure Temperature Log
Hydrotest Report
Air Inclusion Report :
Halliburton Test Acceptance Certificate AB
Personnel Report.
Equipment Report.
Deviation to Procedure Request ..
Appendix B-Miscellaneous Information
Introduction.
Pigs and Associated Equipment
Main Types of Pigs ...
Pig Selection
Pig Tracking Techniques
Pig Launchers and Receivers...
Intelligent Pigs —
Fill and Test Water Treatment Chemicals B9
Introduction.
Reasons for Chemical Treatment
Corrosion Factors..
Use of Trace Dye ..
Codes and Standards.
Suppliers
January 1997 Table of Contents
Appendix C-Conversion Factors
Introduction, aoe crt
Conversion Factor Tables C2
Energy Conversions
Useful Data to Caleulate Lengths, Areas, and Volumes
‘Temperature Conversion Equations.
Air Compressor Output per Hour
Time Required to Pressure
Time Required to Blowdown a Section of Pipe
Water Discharge Measurements
Formulas Useful in Pump Applications .
Abbreviation
Formulas .
Appendix D-Glossary
Pipeline Commissioning Manual January 1997
Illustrations
Chapter 2-Pipeline Features
Figure 2.1-Subsea Trunkline...
Figure 2.2Infield Pipeline.
Figure 2.3-Flowline ..
Figure 2.4-Bundle .
Figure 2.5-Typical Flowline Configuration .
Figure 2.6Typical Land Trunkline Configuration.
Chapter 3-Barrier Tools
Figure 3.1 Hyperbaric Weld Sphere...
Figure 3.2 An HD Plug With Multiple Polyurethane Wear Disks
and Sealing Disks at Each End.
Figure 3.3-Piggable Plug ...
Figure 3.4Isolation Operation Using Three Types of Barrier Tools
Figure 3.5-Hyperbaric Welding Operation Using HW Spheres
Figure 3.6—Typical Equipment Layout Drawing
Chapter 4—Cleaning, Gauging, and Filling
Figure 4.1-Simple and More Complicated Cleaning and Gauging
Pig Trains.
Figure 4.2-Typical Equipment Layout. 4-11
Figure 4.3-Flooding, Cleaning, and Gauging Pig Launcher 4-12
Chapter 5-Pipeline PressureTesting
Figure 5.1~Typical Pig Launcher for Dewatering Purposes .n-nesnon 5-7
Figure 5.2-Pipeline Hydrotesting Subsea Valve Arrangement 5-7
Figure 5.3-Hydrotest Equipment Setup......... 5-9
Chapter 6-Dewatering
Figure 6.1-Typical Dewatering Pig Trains...... 6-3
Figure 6.2-Accumulated Heads Caused by Undulating Elevation
Step Changes ..
Figure 6.3-Dewatering Equipment Layout Using Nitrogen
Figure 6.4Typical Piping and Instrument Diagram...
Chapter 7—Methanol and Glycol Swabbing
Figure 7.1-Examples of Methanol Swabbing Train Configurations ..
Figure 7.2Typical Pig Receiver Methanol Swabbing,
Chapter 8—Air, Nitrogen, and Vacuum Drying
Figure 8.1-Dry-Air Conditioning Operation Curve 85
Figure 8.2-Phases of Vacuum Drying
Chapter 10—GelTechnology
Figure 10.1-An Example of a Typical Dewatering Train,
Figure 10.2-Bidirectional Pig ....
Figure 10.3-Example of a Gel Plug in a Gas Pipeline
Figure 10.4-Pig Receiver with Dump, Drain, Vent, and
Knockout Facil
January 1997 Table of Contents
Chapter 11—Miscellaneous
Figure I 1.1-Bundle Cross-Section .....
Figure 11.2-Scale Volume of Different Scale Thicknesses
Deposited on the Inside of Various Pipe Size
Figure 11.3-Scale Volume of Different Scale Thicknesses
Deposited on the Inside of Various Pipe Sizes
Figure 11.4-Scale Volume of Different Scale Thicknesses
Deposited on the Inside of Various Pipe Size
Chapter 13-Calculations
Figure 13.1-Pressure vs. Volume Chart.
Figure 13.2-Compressibility of Fresh Water
Figure 13.3-Compressibility of Salt Water (Salinity 3.5%)
Figure 13.4~Thermal Expansion Coefficient of Fresh Water
(Salinity 0.0%)...
Figure 13.5—Thermal Expansion Coefficient of Salt Water
(Salinity 3.5%).
Appendix B-Miscellaneous Information
Figure B.1—Two-Cup Mechanical Pig
Figure B.2-Four Sealing Disk, Two Wear Disk, Bidirectional Pig...
Figure B.2-Four-Sealing Disk, Two-Wear Disk, Bidirectional Pig...»
Figure B.4Typical Foam Pig with Criss-Cross Polyurethane Coating . B-4
Figure B.5-Inflatable Sphere 5
Figure B.6-Solid-Polymer Pig
Figure B.7-Subsea Temporary Pig
Appendix C-Conversion Factors
Figure C.1-How to Calculate the Area of a Circle
Figure C.2-How to Calculate the Area of a Sphere .
Figure C.3-How to Calculate the Area of an Ellipse
Figure C.4-How to Calculate the Area of a Cube
Figure C.5-How to Calculate the Area of a Rectangular
Parallelepiped ...
Figure C.6-How to Calculate the Area of a Cone
Figure C.7-How to Calculate the Area of a Cylinder...
Figure C.8-How to Calculate the Area of a Hexagon
Figure C.9-How to Calculate the Area of a Frustum of a Cone.
Figure C.10-How to Calculate the Area of a Trapezoid
Figure C.11-Estimating Flow Out of an Open Pipe 00
Figure C.12-Freeboard/Diameter Ratio for Pipes Less Than Full.
10 Pipeline Commissioning Manual January 1997
Tables
Chapter 2-Pipeline Features
Table 2.1—Types of Subsea Pipeline
Table 2.2-Components of Subsea Pipelines
Table 2.3~Type of Land Pipelines a
Table 2.4-Components of Land Pipelines...
Chapter 3-Barrier Tools
Table 3.1-Data Collected During Barrier Tool Removal ..
Table 3.2-Halliburton Onshore Quality Plan
Chapter 4—Cleaning, Gauging, and Filling
Table 4.1-Information Collected During Cleaning and Gauging sone 9
Table 4.2-Halliburton Onshore Quality Plan... 4-15
Chapter 5-Pipeline Pressure Testing
Table 5.1—Engineering Work Involved in Preparing for
Pressure Testing = seen 3
‘Table 5.2-Charts and Logs for Pressure Testing 5-15
Chapter 6-Dewatering
Table 6.1-Halliburton Onshore Quality Plan ... 611
Table 6.2-Data Collected During Dewatering .. 6-14
Chapter 7—Methanol and Glycol Swabbing
Table 7.1-Advantages and Disadvantages of Methanol and Glycol ....7-3
Table 7.2-Relationship Between Methanol Injected and
Liquid Recovered... seni TA
‘Table 7.3-Data Collected During Chemical Swabbing
Chapter 8—Air, Nitrogen, and Vacuum Drying
Table 8.1-Air Moisture Content... 8-3 and 8-4
Table 8.2-Saturation Vapor Pressure (Ps) and Vapor Density (Pe)
of Water in the Temperature Range of -100°C t0 +49°C rn 8-8 and 8-9
Table 8.3-Data to be Collected During Pipeline Pigging Operations ..8-13
Table 8.4-Data to be collected During Dry-Air or Nitrogen
Drying Operations... 8413
Table 8.5-Data Collected During Vacuum Drying Operations
Chapter 10-GelTechnology
Table 10.1-Gel Properties 10-3
Table 10.2-Example Gel Recipe .. 10-6
Table 10.3-Static Gel Strengths of Common Gels . 10-6
Table 10.4—General Recommendations for Gel 10-8
Chapter 11-Miscellaneous
Table 11.1-Bundle Cross-Section seen WD
Table 11.2-Considerations for Selecting the Proper Insulating
Materials beeen seseeeee A 1-5
January 1997 Table of Contents 17
Appendix B-Miscellaneous Information
Table B.1-Codes and Standards...
‘Table B.2-Suppliers
Appendix C-Conversion Factors
Table C.1-Velocity
‘Table C.2-Energy
‘Table C.3-Length
Table C.4—Area..
Table C.5-Volume ..
Table C.6-Weight ...
Table C.7-Weight/Unit of Area
Table C.8-Weights/Unit of Area, Pressure
Table C.9—Temperature Conversion for °F or °C
Table C.10-Barometric Pressures nn
‘Table C.11-Water Pressure to Feet Head ..
‘Table C.12-Feet Head of Water to psi
‘Table C.13-Average Absolute Atmospheric Pressure and
‘Temperature for Altitudes Above Sea Level.
Table C.13.A-1,000 ft of Free Air/Mile at Sea Level..
Table C.14 Standard Cubic Feet of Nitrogen/1,000 ft
of Pipe (100°F) wren :
‘Table C.15-Standard Cubic Feet of Nitrogen/1,000 ft
of Pipe (80°F)... .
‘Table C.16-Standard Cubic Feet of Nitrogen/1,000 ft
of Pipe (60°F)
‘Table C.17-Estimating Flow Out of an Open Pipe...
Table C.18-Freeboard/Diameter Ratio.
Table C.19-Pipe Size... :
Pressure/100 ft.n
-C-21 to C-28
‘Table C.20-Fri sees C29
‘Table C.21-Friction Pressure/100 ft... sees C30
‘Table C.22-Friction Pressure/100 ft... C31
‘Table C.23-Friction Pressure/100 ft 32
‘Table C.24-Friction Pressure/100 ft c-33
‘Table C.25-Friction Pressure/100 ft C34
Table C.26-Friction Pressure/100 ft.
Table C.27-Friction Pressure/100 ftom.
Table C.28-Friction Pressure/100 ft on...
‘Table C.29-Friction Pressure/100 ft...
‘Table C.30-Friction Pressure/100 ft...
‘Table C.31-Friction Pressure/100 ft
‘Table C.32-Friction Pressure/100 ft
Table C.33-Friction Pressure/Mile..
Table C.34-Friction Pressure/Mile..
Table C.35-Friction Pressure/Mile....
Table C.36-Friction Pressure/Mile
‘Table C.37-Friction Pressure/Mile.
‘Table €.38-Water Friction in 100 ft of Smooth Bore Hose
‘Table C.39-Friction Loss in Pounds Pressure Through
Aluminum Pip
‘Table C.40-Equivalent Length of New Straight Pipe for Valves
and Fittings for Turbulent Flow Only C-42 and C-43,
12 Pipeline Commissioning Manual January 1997
Table C.41-Friction Loss of Water in f1/100 ft Length
of Pipe. —
‘Table C.42-Seamless Steel Pipe
‘Table C.43-ANSI-Forged Steel Flanges -
Table C.44-Seamless Welding Fittings
‘Table C.45—Bolt Dimensions for Steel Flanges
C-44 to C-47
.C-50
.C-51 to C-5S
-56 and C-57
C58
January 1997
Table of Contents
19
Preface
Purpose
This manual provides a detailed description and explanation of the engineering.
and operational procedures required to commission a pipeline. It also introduces
pipeline commissioning to technical people who have no previous pipeline
experience and serves as a useful reference for personnel who are on field duty
Or are too distant from a specialist's advice.
Organization
‘To make this manual useful for both specialists and pipeline novices, definitions
and explanations appear in the first two chapters and in the glossary,
Appendix D. Experienced pipeline workers may consult the manual at Chapter 3
or beyond to find specific engineering, operating, and test information.
January 1997 Praface Pt
2 Pipalina Commissioning Manual slanuary 1997
Chapter}
Introduction to the
Commissioning Process
‘The commissioning process begins immediately on completion of pipeline
construction and includes all the procedures and tests requested to make the line
fully operational. Commissioning processes are generally divided and catego-
rized as precommissioning and commissioning.
‘The following definitions provide a basic understanding of the commissioning
process. The glossary (Appendix D) contains additional definitions
1.1 Basic Definitions
‘The following definitions are terms used most often in pipeline commissioning
operations.
1.1.1 Pipeline Owner
‘The pipeline owner is the owner or operator of the pipeline.
1.1.2 Client or Contractor
‘The client or contractor is the company who has contracted Halliburton for
services. This company could be the pipeline owner or the contractor who
constructed the line.
1.1.3 Linepipe
Linepipe describes the pipe before itis welded into a pipeline.
1.1.4 Pipeline
‘A pipeline extends from pig trap to pig trap including all branch lines up to and.
including the first valve. Pipelines without pig traps extend from the first
‘mainline valve on the platform or in a terminal to the first mainline valve in a
terminal.
January 1997 Chapter? 1-4
1.1.5 Pig
A pig isa device that is propelled through a pipeline to perform one of several
functions. In some cases, several pigs are necessary to perform multiple fune-
tions in the same pass.
A pig requires fluid or gas movement in the line to propel it down the pipeline
and to perform its function. The pig discs, cups, or foam body makes contact
with the wall of the pipeline to provide a seal. This seal prevents fluid from
bypassing the pig as it moves down the pipeline.
Pigs are used to separate fluids, gauge lines, provide magnetic pickup, caliper
the pipeline, provide a temporary barrier, and provide brushes for cleaning.
Foam pigs are used to dry the pipeline. Most pigs are unidirectional. Some pigs
are bidirectional, which means they can be moved in either direction.
1.1.6 Pig Train
Several pigs launched together into the pipeline form a pig train.
1.1.7 Pig Trap
A pig trap is a pipeline facility used for launching or receiving a pig. It usually
becomes an integral part of the pipeline system. In some cases, the pig traps
must be removed or isolated during a hydrotest because of pressure limitations.
Pipeline blinds might be installed to provide the necessary pressure integrity.
‘Some traps are crude in design with nothing but a basket to catch an exiting pig,
during drying operations. Complex traps provide all of the pig launching and
receiving capabilities needed for the pipeline.
Most of the trap designs have an internal diameter larger than the pipeline to aid
in placement and retrieval of the pig from the pig trap and to allow fluids to
bypass around the pig after the pig is received in the pig trap.
1.1.8 Contractor’s Pigging and Testing
Contractor's pigging and testing is performed by the contractor to prove the
integrity of the work. Cleaning, gauging, weld-sphere removal, filling, and
pressure testing can all be involved in the contractor's scope of work. It is not
‘uncommon for the client to call Halliburton to perform the dewatering and
drying after the contractor has completed the cleaning, gauging, and
hydrotesting. In some cases, the contractor will dewater the pipeline and will
only require Halliburton to dry the pipeline (Section 1.3).
1.1.9 Precommissioning
Precommissioning is the series of steps taken to prepare a pipeline for the
introduction of a product. It usually consists of cleaning, gauging, removing the
weld sphere, filling, pressure testing, dewatering, and conditioning (Section 1.2).
Precommissioning is performed by the pipeline owner or operator in some
cases. Precommissioning is performed by the construction contractor in cases
where Halliburton is the subcontractor. Precommissioning begins after comple-
tion of construction activities.
1:2 Pipalina Commissioning Manual January 1997
1.1.10 Commissioning
Commissioning follows precommissioning and begins with the introduction of
the product into the pipeline, followed by packing (raising the pipeline to
‘operating pressure in readiness for production).
1.1.11. Drying (Conditioning)
Drying (conditioning) is a procedure used to dry the inside of the pipeline in
preparation for the introduction of the product to be transported. The level of
dryness required is based on the type of product to be carried. For example, a
pipeline designed to carry wet gas does not need to be dried to the same level of
dryness as one designed to carry dry gas.
‘Some of the different measurements for dryness levels are listed below:
+ dew point in degrees centigrade
‘+ dew point in degrees Fahrenheit
+ ppmby volume
+ ppm by weight
‘+ pounds of water per Mscf of air
Example: A client requires a pipeline to be dried to a dryness level of
-30°C dew point. This requirement could also be expressed as
+ -22°F dew point
+ 378 ppm by volume
+235 ppm by weight
+ 18.9 Ib of water/MMscf of air
1.1.12 Sour-Gas Pipeline
‘A sour-gas pipeline carries gas that contains compounds of sulfur, such as
hydrogen sulfide (H,S). Gas containing a high level of CO, is not sour; however,
the same level of pipeline dryness required for a sour-gas pipeline may also be
required in a pipeline carrying CO, because of its corrosive nature.
1.1.13 Restrained and Unrestrained Pipelines
Restrained Pipelines
Restrained pipelines are lines that are not allowed to move, Tubulars have a
tendency to elongate when pressure rises within the tube. When sealed on both
ends, as in a pipeline, pipe lengthens with increases in internal pressure or
temperature. Because restrained pipelines are covered, anchored, or positioned
in some way, this pipeline elongation is not permitted to occur.
anuary 1997 Chapter? 1-8
Unrestrained Pipelines
Unrestrained pipelines are lines that are allowed to move during pressure and
temperature changes. Unrestrained pipe is theoretically on a slick surface that
allows it to move in reaction to any changes in the forces within the Tine.
Most flexible lines are not covered or anchored and move according to the
forces applied. Flexible lines are considered unrestrained,
Be careful when calculating for unrestrained lines. When performing calcula-
tions, the pipeline has to be in the theoretical position to move. In land lines, if
the line is exposed, the ine must move the soil around it to move. In offshore
lines, the mud that the line is laying in must be fluid enough that it does not
resist the forces being applied.
Note that while unrestrained lines do exist, the temperature effects of fluid in
these lines has more effect on operations than the movement of the line itself.
1.2 Precommissioning Operations
The main precommissioning operations are listed below:
‘+ Hyperbaric weld-sphere removal (in long subsea pipelines)
+ Cleaning
+ Gauging
+ Filling
+ Pressure testing
+ Dewatering
+ Drying
Brief descriptions of each of the precommissioning operations are given in the
following sections.
1.2.1 Hyperbaric Weld-Sphere Removal
The diving contractor uses hyperbaric weld spheres to provide a barrier between,
the subsea welding operations and the pipeline contents (usually water). Remove
weld spheres before pressure testing. Operators normally remove weld spheres
by pumping water through the pipeline, Launch a bidirectional disc pig in the
pipeline during weld sphere removal to push out any spheres that might have
deflated during the removal operations.
1.2.2 Cleaning
‘The pipeline must be internally clean and free from debris. Cleaning often
begins with the linepipe at the pipe mill or the coating yard where contractors
‘may remove rust and mill scale from the pipe. The contractors then coat the pipe
ID to prevent rust from reforming during storage and pipe-laying operations. If
cleaning and coating are not performed during construction, extensive cleaning.
is required after construction,
1-4 Pipeline Cammissianing Manual January 1997
Brush pigs propelled through the pipeline provide post-construction cleaning.
Pickup gels are often used on long or heavily contaminated lines in conjunction
with brush pigs to suspend and carry accumulated debris through the pipeline,
which prevents blockage. Most land lines are cleaned with pigs propelled by air
because water may be limited by availability and handling problems.
1.2.3 Gauging
Use gauge pigs to confirm the mechanical integrity of a pipeline at various
stages of construction. A gauge pig is a bidirectional disc pig with an aluminum
or steel plate that deforms when it comes across an object in the pipeline that is
not within tolerance. The diameter of the gauge plate is a predetermined size to
allow the plate to clear weld beads.
Gauging is performed by a bidirectional pig to permit it to be reversed out if it
becomes stuck. When the gauge pig hits an object, the aluminum plate deforms
and gives a visual indication that the pipeline is not in gauge. Run an “intelligent
pig” to record the location and the severity of the deformation.
On short lines, a blip on the pressure chart during filling helps to estimate the
position of the damaged zone when correlated to the volume of fluid pumped.
1.2.4 Filling
To enable hydrostatic-pressure testing of a pipeline, the pipeline must be full of,
treated water and have a minimal amount of air present in the pipeline. It is good
practice to refill the pipeline after all construction and tie-in operations are
complete. Refilling the pipeline removes gases remaining from tie-in operations.
If more than 0.2% air is in the line, the client will often want to refill the line.
‘Too much air in the line makes dewatering difficult and pressure testing data
inaccurate.
1.2.5 Pressure Testing
Pressure testing includes filling a pipeline with noncompressible fluid (hydro-
static testing) and pressurizing to specifications provided by the contractor. The
test usually includes both a strength test and a leak test. Most pipelines must
undergo both tests. These tests can be combined, or can be conducted separately
to fit into construction schedules. The line is usually pressurized, strength tested,
and leak tested without releasing the pressure back to zero.
Strength Test
‘The strength test finds inherent faults in or damage to the pipeline, relieves
residual stresses remaining from construction operations, and demonstrates that
the pipeline is of adequate strength to transport the product safely. To perform
the strength test, hold the pipe for 24 hours at a pressure just under its yield
pressure. During the 24-hour period, reduce the pressure to the predetermined
amount or bleed off some pressure to maintain the predetermined pressure. Keep
the pressure constant through the test and monitor for leaks and temperature
fluctuations.
anuary 1997 Chapter? 1-5
Leak Test
The leak test proves that the pipeline is free of leaks. For this test, pressurize the
line to a predetermined pressure. This pressure is usually less than the strength
test pressure and sealed with no reinjection. A leak is present if pressure changes
cannot be attributed to environmental changes.
1.2.6 Dewatering
After the pressure test, a gas pipeline is bulk dewatered to prepare for drying.
Dewatering is usually achieved by a train of pigs propelled through the pipeline
by air, nitrogen, or product.
If drying requires chemical swabbing, dewatering can become a part of the
swabbing operation. (See “Chemical Swabbing” in Section 1.2.7.) If the pipeline
will be dried by air, nitrogen, or vacuum, additional dewatering runs with pigs
may be performed. In short lines, the additional dewatering runs are called
residual dewatering and consist of propelling pig trains that contain foam pigs
through the pipeline to remove as much of the free water as possible.
In long lines, water-based gels, methanol-based gels, and glycol-based gels are
ofien used to provide more efficient sealing between the fill water, the chemical
swab, and the propelling medium.
1.2.7 Drying (Conditioning)
Several methods of drying pipeline are available: chemical swabbing, vacuum
drying, air drying, and nitrogen drying. The method chosen depends on the type
of pipeline, location (onshore/offshore), and length of pipeline.
Chemical Swabbing
Chemical swabbing conditions pipelines designed to carry gas or refined prod-
uct. Methanol, glycol, and isopropanol (rarely used) remove as much water as
possible from the pipeline, Any water that remains in the pipeline after chemical
swabbing is mixed with sufficient quantities of the methanol, glycol, or
isopropanol to prevent hydrate formation during gas-up. Before using a chemi-
cal swab, remove as much water as possible during the dewatering stage.
Vacuum Drying
‘Vacuum drying conditions pipelines designed to carry either dry gas or gas
containing corrosive substances, such as H,S or CO,. Vacuum drying lowers the
pressure in the pipeline to a point at which the water left behind from the
dewatering process is “boiled” off into a vapor. The vapor is then removed from
the pipeline with vacuum pumps.
‘Vacuum drying is used to attain the level of dryness needed to avoid one of the
situations described below:
+ formation of hydrates from dry gas
+ formation of carbonic acid from CO,
+ evolution of sulfuric acid from gas containing any sulfur
1-6 Pipalina Commissioning Manual January 1997
‘Vacuum drying is performed often, but this process will take days and some-
times weeks to bring the level of dryness down to the customer's specifications.
Many factors affect the vacuum drying option: temperature of the line, depth of
the line, humidity levels of the atmosphere in the line, type of pipeline insula-
tion, and the surrounding environment. Vacuum drying has the advantage of
allowing the drying of branches, manifolds, variable diameter pipelines, and
‘multiple lines.
On completion of the drying phase, fill the system with nitrogen to a positive
pressure. Use dry air to bring the pressure up to above ambient if the piping
contains a large volume (which would make nitrogen filling too costly) and if
product gas is not available because the Tine will be laid up for some time.
Air Drying
To air dry a pipeline, dewater the pipeline with air and then continually blow air
through the line to absorb and remove water left behind from the dewatering pig,
train. The air being used must be free of oil and dried to at least the dryness
level that the client requires for the final dryness level of the pipeline. With
desiccant dryers, an air dryness level can be obtained down to -60°C dew point.
The process of air drying can take days or weeks depending on the temperature
and length of the line. Ambient humidity and temperature also affect the air
drying unit (ADU) efficiency.
Nitrogen Drying
On short lines, nitrogen is often used instead of air to dry the pipeline. The
advantage of nitrogen drying is that nitrogen does not contain water like air
does. Nitrogen enters the pipeline at a dryness level of -65°C dew point. Nitro-
‘gen handling costs and limited supply (at some locations) make this drying
‘method more costly; however, nitrogen drying is often the only drying means
available at a location.
1.3 Commissioning Operations
‘The main commissioning operations are introducing and filling the pipeline with
the final product and packing the pipeline to operating pressure.
1.3.1 Introducing the Product
For natural gas pipelines, natural gas can be introduced as the propellant for the
pig train during dewatering or chemical swabbing. Care must be taken to ensure
that the gas does not contact air in the pipeline and does not bypass the dewater-
ing/swabbing train and mix with the water.
If gas is not used, the pipeline is usually filled with nitrogen or 10% line spacer
before gas is introduced. Gas can also be introduced directly into the vacuum-
dried pipeline while it is under vacuum because residual air does not pose an
explosive hazard.
Oil products usually do not form hydrates on contact with water; unless gas
expected, no drying operations are necessary. Oil trunklines usually can be made
inert with nitrogen before the introduction of oil. For oil infield lines and land
anuary 1997 Chaptor? 1-7
pipelines, and for all methanol pipelines, the product is sometimes used as the
propellant to dewater the pipeline. In some onshore and offshore situations, the
pipeline is dewatered with air but not dried.
1.3.2 Packing the Pipeline to Operating Pressure
The product is usually introduced to the pipeline at low pressure. After the
product is introduced, the pipeline is packed (slowly brought up to operating
pressure).
1.4 Servicing Existing Pipelines
Existing pipelines may require service for various reasons:
* Cleaning
* Decommissioning
+ Changing use
+ Inerting
+ Tying-in additional pipetines
+ Restrength testing (hydrotesting)
+ Intelligent pigging
‘A wide range of operations may be conducted when existing pipelines are being
serviced. Most operations are similar to the operations performed on a new
pipeline. In general, however, existing pipelines involve more work than new
pipelines. Safety and environmental issues require particular attention on and
around vessels containing hydrocarbons.
1a
Pipeline Cammissioning Manvial January 1997
Pipeline Features
2.1 Overview
This chapter lists the main types of subsea and land pipelines and the different
types of construction materials and terminations. The figures in this chapter
illustrate and identify the various components of pipelines.
‘Some pipeline features require special attention during the planning of
precommissioning and commissioning operations. These features are high-
lighted under Pipeline Components and Procedures Requiring Special Attention
(Section 2.4).
2.2 Subsea Pipelines
Table 2.1 lists the main types of subsea pipeline, construction materials, and
terminations currently used in the pipeline industry.
Table 2.1—Types of Subsea Pipeline
Type Material Terminations
[Trunkline [Carbon Steel Platform to Shore
Platform to Platform
ICarbon Steel Platform to Subsea Tee
Export Pipeline
Stainless Stee!
Manifold to Platform
Manifold to Subsea Tee
Platform to Platform
Chapter}
|Carbon Steel
Infield Pipeline Stainless Steel —_[Fatform to Gubsea Teo
Ean Manifold to Platform
Manifold to Subsea Tee
[Carbon Steel Wellhead to Platform
Fiowiine [Stainless Steel _| Wellhead to Manifold
Flexible Manifold to Platform
[Carbon Steel
Bundle Stainless Stect [Various
anuary 1997, Chapter? 24
2.2.1 Subsea Pipeline Components
The pipeline owner or the contractor usually contracts the initial construction by
parts. Different contractors or subcontractors may be responsible for testing each
part.
Common trunkline parts are listed below:
* Topside facilities including the pig trap and topside riser
+ Subsea riser tie-in spool piece
+ Subsea pipeline
+ Shore approach
+ Land section
+ Terminal facilities and pig trap
* Crossings
+ Free spans (which require grouting and stabilization)
+ Subsea pipeline manifolds (plems)
The usual parts for export and infield pipelines and flowlines are listed below:
+ Topside facilities including the pig traps and risers
+ Subsea manifold or tee spool piece
+ Subsea riser tie-in spool piece
Figure 2.1—Subsea Tunkline
Figure 2.2—Infield Pipeline
2.2 Pipalina Commissioning Manual lanuany 1997
Figure 2.3—Flowline
Figure 2.4—Bundle
+ Subsea risers
+ Subsea pipeline
Figures 2.1 through 2.4 show compo-
nent locations of a subsea trunkline,
an infield pipeline, a flowline, and a
bundle. Components are listed in
Table 2.2.
After components are pressure tested
by the construction contractor, they
may be tested again by both the
prime contractor and the pipeline
‘owner. For example, spool pieces are
tested on the vessel before installa-
tion and are then subjected to at least
one additional test after installation,
The pipeline section is often tested
before and after trenching, To save
time at a later stage in the project, the
pipeline owner can arrange for the
contractor's tests to be combined
strength and leak tests,
Table 2.2—Components of Subsea Pipelines
(Corresponding to Figures 2.1 to 2.4)
[Topside riser, pig trap, and connecting pipework.
Topside riser to subsea riser tie-in joint
[Subsea riser
[Subsea riser
[Subsea valve spool piece
[Subsea pipeline
[Subsea tee
[Subsea pipeline to shore approach tie-in joint
[Shore approach
[Shore approach to land pipeline section tie-in joint
[Land pipeline section
[Land pipeline to pig trap tie-in piece
[Terminal pig trap and connecting pipework.
Pipeline bundle
Flexible pipeline
[Subsea manifold
[Subsea export pipeline tee
o|x]o}v]o]z]z|-]a|_]x]o]-2]m)olol]a|>
[Wellhead connection
lanuany 1997
Chapter 2
2a
The pipeline owner has the option of using a shortened, final leak test if both of
the following requirements have been met:
+ All component parts of the pipeline have been previously strength tested
for a 24-hour period.
* The joining flanges that have not been leak tested are on the platform or
in the terminal and are visible.
2.3 Land Pipelines
Table 2.3 lists the main types of land pipelines, construction materials, and
terminations currently used in the pipeline industry. Trunklines are usually
buried, but flowlines are normally above ground.
Table 2.3—Types of Land Pipelines
Type. [Material [Terminations
[Terminal to Terminal
Terminal to Gas
|Compressor Station
Trunkline ICarbon Stee! Temaalis ase Baer
Valve
{Terminal to Tee
Fiowiine [Carbon Steel [Wellhead to Wellhead
2.3.1 Land Pipeline Components
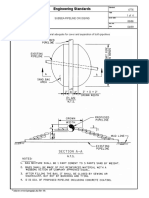
Figures 2.5 and 2.6 illustrate typical configurations of a land trunkline and a
flowline. Land and infield pipeline components are listed in Table 2.4.
‘The following parts are usually included in a trunkline:
+ Terminal facilities, including the pig traps
+ Land pipeline
+ Compressor, pump, or valve stations
‘The following parts are usually included in a flowline:
+ Terminal facilities
+ Flowline
+ Wellhead manifold
Either the pipeline owner or the contractor usually awards the pipeline construe.
tion contract according to parts. Different contractors or subcontractors may be
responsible for testing each part.
2-4 Pipalina Commissioning Manual January 1997
‘Trunkline pressure testing must be performed in sections if either of the follow-
ing situations exist:
‘+ The distance between compressor, pump, or valve stations exceeds the
specified maximum test section length.
‘+ The elevations produce points on the pipeline where the specified test
pressure is exceeded.
Table 2.4—Components of Land Pipelines
(Corresponding to Figures 2.5 and 2.6)
[Terminal facilities with pig traps
Land pipeline
[Compressor, pump, or valve stations
Fiowiine
Wellhead manifold
[Terminal connection
a|mlolo}a]>
Figure 2.5—Typical Land Trunkline Configuration
Figure 2.6—Typical Flowline Configuration
lanuary 1997 Chapter? 2.5
2.4 Pipeline Components and Procedures
Requiring Special Attention
‘Sphere tees, pig signalers, valves, pipeline bores, vents and drains, pipe bends,
and pig traps require particular attention during precommissioning or commis-
sioning operations.
2.4.1 Sphere Tee Pigging
If pipelines have sphere tees installed, select pigs carefully. The distance be-
tween the front and rear discs of the pig must be large enough to ensure that the
front disc is completely past the tee apertures before the rear disc enters the
aperture area.
2.4.2 Dewatering and Drying
‘A subsea tee sleeve cannot be drained, and as a result, the tee sleeve contains
water after dewatering is complete. During chemical conditioning, water is
treated by chemical slugs that move beyond the tee. The chemicals mix with the
water, leaving a liquid that does not form hydrates during commissioning. The
quantity of chemical required must be increased to allow for treatment of the
water in the tee sleeves.
The tee water problem is more difficult to resolve during air, nitrogen, or
vacuum drying, The reduced surface area of the water contained in the tee
extends the time required to dry the pipeline. Consider surface area when
calculating the total drying time. Refer to Chapter 8 for more information on air,
nitrogen, or vacuum drying.
Many older pipelines have tees without sleeves or sphere bars. Carefully select
the type of pig to use in these pipelines.
2.4.3 Pig Signalers
Pipelines often must be pigged in the direction opposite to normal flow. In these
instances, make sure the pig signaler device is bidirectional. If the signaler is
unidirectional, all parts protruding into the pipeline bore must be removed
before pigging.
2.4.4 Valves
When a check valve is fitted in the pipeline, make sure the valve allows pigs to
pass through the valve in either direction. When planning to pig in the opposite
direction to flow, make sure the distance between the front and rear discs is,
sufficient to allow the front discs to pass through the valve before the first rear
disc enters the valve.
‘As with subsea tees, consider water that remains trapped in valve body cavities
when planning drying operations,
For emergency shutdown (ESD) and other valves, ensure that the valve bore is
the same diameter as the pipeline bore.
2-6 Pipalina Commissioning Manual January 1997
Ensure that valve trims are compatible with any proposed swabbing chemical
and that valve types are compatible with vacuum-drying techniques.
2.4.5 Pipeline Bore
‘Most modem pipelines have constant bores with no ID changes; however, older
pipelines often have diameter changes. Consider diameter changes when plan-
ning pigging operations. Internal upset on the risers to an offshore installation
often results from an increase in wall thickness. This “step” can cause a pig to
hang up.
Diameter changes do occur in modern pipelines that are poorly designed.
‘Thoroughly check the pipeline owner's information on pipeline diameter and
diameter changes to avoid having a stuck pig.
2.4.6 Vents and Drains
Ensure that platform and terminal pipework includes sufficient vents and drains.
Verify this requirement at an early stage of the contract to allow the client time
to arrange for additions.
2.4.7 Pipeline Bends
Pipeline bends normally have a minimum bend radius of three times the pipe
OD to allow pigs to pass safely. If intelligent pigging of a pipeline is planned,
check that all bends, including field bends, have a bend radius sufficiently lange
to permit the intelligent pig to pass. Check the client's pipeline information to
ensure that no bends have a bend radius smaller than the minimum radius
required by the pig.
2.4.8 Pig Traps
Commissioning operations are performed either in the reverse direction to
normal flow or the same direction as normal flow. Check the design of pig traps
and pipework to ensure that pigs can be launched and received in both direc-
tions, that pigs can be safely loaded and retrieved at each end, and that suffi-
ciently large pumps and discharge connections are available (Appendix B).
lanuary 1997
Chapter 2
27
2-8 Pipalina Commissioning Manual January 1997
Chapter}
Barrier Tools
3.1 Introduction
‘The first phase of pipeline precommissioning is removal of the barrier tools used
by welders during construction. This chapter describes the removal process in
three main parts:
+ The Types of Barrier Tools and Purpose of Barrier Tools sections
introduce the types and purposes of barrier tools.
+ The Preparation for Barrier Tool Removal section describes and ex-
plains in detail the engineering and operational procedures that may be
required for some clients. This section should help engineers prepare
documentation,
* The Final Reporting section contains details of information typically
required for the Final Report to the client.
3.2 Types of Barrier Tools
Four types of barrier tools are used in the pipeline industry:
‘* Hyperbaric weld spheres (HW spheres)
+ High-differential pigs (HD pigs)
* Inflatable, piggable plugs (piggable plugs)
* Gels (refer to Chapter 10 for more information)
‘The term barrier tool is used throughout this document except where specific
reference is made to an HW sphere, an HD pig, or a piggable plug.
3.2.1 HW Spheres
An HW sphere is constructed from the following three layers of polyurethane:
+ Acore
‘+ An intermediate layer, which provides strength
lanuany 1997 Chapter? a4
+ A softer outer layer with a waffle-pattemned center band to ensure
absolute sealing quali
An internal tie-rod prevents excessive longi
inal expansion and helps increase
pressure between the internal surface of the pipe and the HW sphere, which
helps ensure a tight seal in the pipe (Figure 3.1). The HW sphere has valves at
each end to permit inflation and deflation. Filling and pressurizing are per-
formed with a liquid.
Figure 3.1—Hyperbaric Weld Sphere
‘Typically, an HW sphere retains a differential
pressure of 1 to 3 bar (14.5 to 43.5 psi) and
requires an initiation pressure of 4 to 6 bar (58
to 87 psi) to remove it from the pipeline.
3.2.2 HD Pigs
An HD pig has a steel body with multiple polyure-
thane wear disks and sealing disks at each end. In
the example shown in Figure 3.2, the wear and
sealing disks are bonded by a natural silicon sealant
to form a solid pack. The disk-retaining bolts are
also coated with the sealant. This treatment helps
prevent bypass of gas or liquid.
An HD pig is custom-designed for each project to
withstand a specific reverse pressure. A single HD
pig can normally withstand a 3-bar (43.5-psi)
differential pressure. When HD pigs are used in a
series, the reverse pressure is cumulative.
item [Description
PU Nose Buffer
[Chamfered Wear Disk
[Sealing Disk
Washer
PU Washer
Bod)
Wear Disk
Bush
[Spacer Disk
Figure 3.2—An HD Pig with Multiple Polyurethane Wear Disks and Sealing Disks at Each End
a2
Pipalina Commissioning Manual
January 1997
3.2.3 Piggable Plug
A typical piggable plug, shown in Figure 3.3, has a steel body fitted with polyure-
thane support disks and sealing disks at each end, Normally, the piggable plug has
‘wo inflatable tires positioned on either side of the support and sealing disks. A
liquid is used to fill and pressurize the tires. A dump valve automatically deflates
the tires at a predetermined increase in pressure before removal of the piggable
plug.
A piggable plug retains an internal differential pressure to seal against the wall of
the pipe. Check with the pig manufacturer to determine the differential pressure
and the pressure needed to move the pig in the line. These pressures are dependent
on the size of the piggable plug.
Umbitical Pressure Activated
Dump Valve Seating/Gripping
Modular Fabricated ‘nae roe
Stee! Body
Stored Cable Radioactive
Discs Umbilicats Fixing Souree Holder
Point
Figure 3.3—Piggable Plug
3.3. The Purpose of Barrier Tools
Barrier tools are used to isolate the contents of a pipeline or section of a pipeline
from a subsea, hyperbaric tie-in operation. Barrier tools are also used to partially
decommission a pipeline. Barrier tools can also provide a primary seal to isolate
the pipeline product from a section of pipe that must be removed for installation
of a safety shut-in valve spool (SIV spool).
HW spheres are used for straightforward tie-ins on new pipelines; however, HD
pigs or piggable plugs are used for special operations (such as when a subsea
check valve is involved or when higher differential pressures are required).
lanuary 1997
Chapter 2
aa
3.3.1 Combining Barrier Tools
Barrier tools are used to partially decommission an existing pipeline. Barrier
tools can provide a seal to enable cutting the pipeline and inserting a spool by
hyperbaric welding. Figure 3.4 shows a typical isolation operation involving all
three types of barrier tools.
Before launching the barrier tool train, the pipeline pressure is reduced to an
amount slightly below the head pressure of the water. A standard, bidirectional
pig is then launched and propelled through the pipeline by nitrogen to a point
approximately 2 km beyond the proposed cut.
‘A train of HD pigs is launched and propelled through the pipeline. The first HD
Outline
‘Seawater
450m 2m = 30m 20m10m 20km
3 bar 8 bar
Piggable Plug Piggable Plug
Hyperbaric Pigs,
Figure 3.4—Isolation Operation Involving Three Types of Barrier Tools
a4
Pipalina Commissioning Manual January 1997
pig is propelled by glycol or a glycol-based gel. Subsequent pigs are propelled
by potable water.
The glycol or glycol-based gel is included in the train to condition the section of,
decommissioned pipeline and helps ensure that the pipeline will be ready to
receive gas after the barrier train has been pushed out of the pipeline.
‘The number of barrier tools and the quantity of glycol or glycol-based gel
required is determined by the pressure to be resisted and the diameter of the
pipeline. For added safety, a final piggable plug is launched and propelled
through the pipeline by seawater. The upper portion of Figure 3.4 shows the
configuration of a typical decommissioning and isolating pig train.
‘The accuracy of pig tracking and location by the divers is very important. Refer
to Chapter 8 for methods of pig tracking and location. The section of pipeline
from the piggable plug to the pig launcher on the platform is filled with filtered
seawater. Divers remove the pipe section and activate the piggable plug.
‘A second piggable plug is inserted into the riser end of the cut pipeline section
and activated. The middle portion of Figure 3.4 shows the insertion and activa-
tion.
‘After the replacement section has been flooded with seawater and plugged with
HW spheres, it is fitted into the opening in the main pipeline. The pipe section is
then welded into position through the employment of standard hyperbaric
techniques. The lower portion of Figure 3.4 shows the fitting and welding,
Pressure is applied from the launcher end of the pipeline to deflate the piggable
plug automatically. Gas pressure from the terminal is used to propel the whole
pig train back to the launcher. The water ahead of the pigs increases the safety of
the operation,
3.3.2 Use of HW Spheres
‘The hyperbaric welding system requires a diver to insert, position, and inflate
the HW sphere or spheres in each end of the pipes to be joined. The diver
positions a habitat around the weld area and expels the water by introducing
helium or a mixture of oxygen and helium. The tight seal produced by the HW
spheres helps ensure that nothing can enter the habitat from the pipeline ends
and that the gas in the habitat does not escape into the pip.
‘Technicians can conduct welding and nondestructive testing (NDT) processes
within the habitat in a dry environment. In harsh environments, such as the UK
North Sea, sets of four HW spheres are usually used (two per side). In shallower,
‘more moderate environments, two HW spheres are sometimes acceptable.
Figure 3.5 shows a typical hyperbaric welding operation that includes HW
spheres.
HD pigs or piggable plugs achieve the same objective as HW spheres but are
used when a check valve or similar subsea valve installation is involved and the
direction of the pig’s travel is opposite to normal flow. If a subsea valve installa
tion is involved and the pig must travel in reverse, do not use HW spheres
because they can become trapped in the valve.
lanuary 1997 Chapter? 3.5
Pipe Sealed with
Hyperbaric Sphere
Figure 3.5—Hyperbaric Welding Operation that Includes HW Spheres
3.3.3 Effect of Barrier Tools on Precommissioning
Work
Barrier tools are used during tie-in of valve assemblies and riser tie-in spools.
Remove barrier tools from the pig trap before cleaning and gauging the pipeline.
Pump water through the pipeline to remove the barrier tools. In some cases, a
sweeping pig may be required to remove barrier tools that have become stuck or
are allowing water to bypass.
3.3.4 Barrier Tool Removal Requirement (Acceptance
Criteria)
For a successful barrier tool removal operation, completely remove all barrier
tools and parts of the barrier tools from the pipeline before starting operations.
To save time, use the cleaning pig train to sweep any remaining parts of the
barrier tools from the pipeline.
3.4 Detailed Preparation for Barrier Tool Removal
Barrier tool removal is normally performed with, but as a separate part of, the
cleaning and gauging operations on a new pipeline. For a job in a pipeline that is
already installed and operating, the only operation required of Halliburton may
be dewatering and isolating the work section with barrier tools.
Required equipment for barrier tool removal is the same as for cleaning and
gauging. In addition, high-pressure backup pumps are required in case removing
the barrier tools becomes difficult. In some instances, gels can also be used
during partial decommissioning and pipeline isolation.
Preparation for barrier tool removal can vary depending on the client's needs
Operations typically follow these steps:
+ Planning
+ Engineering
+ Preparing procedures
3:6 Pipalina Commissioning Manual January 1997
+ Selecting equipment and instrumentation
+ Inspecting equipment
3.4.1 Tr
The client may require Halliburton to assist in the performance of trials to prove
the selected barrier-tool method, In such cases, Halliburton is usually expected
to supply equipment, instrumentation, and personnel to work under the client's
instruction; however, some clients may instruct Halliburton to conduct the trials
on their behalf, Ifa client makes this request, the preparation should be the same
as for a full barrier-tool removal operation.
3.4.2 Barrier-Tool Removal Stages
A barrier-tool removal operation normally consists of the following six main
stages
+ Pressurizing
‘+ Propelling the tools through the pipeline
+ Receiving the tools into the pig trap
+ Removing the tools from the pig trap
+ Accepting the operation
‘+ Disposing of treated fillwater
‘These stages are described in more detail in the following sections.
Pressurizing
To initiate movement of the barrier tools, increase the pressure in the pipeline
until the first tool begins to move. As pressurization continues, the subsequent
tools begin to move until a pressure is reached at which all the tools are moving
at a steady rate through the pipeline.
Propelling the Tools Through the Pipeline
After the barrier tools begin to move, continue pumping at a steady rate until the
tools enter the pig trap and their arrival is verified. If there is any doubt that all
the tools have been received, continue pumping until an agreed, predetermined
‘volume has been pumped (such as 10% of the total pipeline volume).
This preset volume is especially important in long pipelines. Depressurizing the
pipeline to check the number of tools received and then pressurizing the pipeline
to initiate movement of the tools may take a long time. Depressurizing the
pipeline is necessary since isolation valves cannot be closed if a tool is posi-
tioned across a valve.
Repeated movement can damage the tools. Ifa tool is damaged and deflates, a
sweeper pig must be launched from the pumping end to remove it. In pipelines
300 to $00 km long, the time required to propel the sweeper pig through the
pipeline adds considerable time to the program.
lanuary 1997 Chapter? 37
Receiving the Tools into the Pig Trap
Determine how many barrier tools the pig trap can accommodate. If necessary,
stop pumping and remove tools from the trap or insert other tools.
Pig signalers fitted to the approach pipe and to the throat of the trap usually
nal the receipt of tools into the pig trap. Carefully observe changes in the
pumping pressure and backpressure to further verify tool receipt.
Removing the Tools from the Pig Trap
Pig trap barrels are usually oversized to make barrier-tool removal simple.
Deflate the tool to aid removal in these special cases:
+ A temporary pig trap is used and the barrel has the same ID as the
pipeline
+ The tool is sticking in a permanent pig trap
Accepting the Operation
The operation is accepted by the contractor when the assigned contractor
representative has verified that all of the barrier tools and parts of the barrier
tools have been removed from the pipeline
Disposing Treated Fillwater
Use caution when dumping treated fillwater. Refer to Chapter 6 for more
information on disposing treated fillwater.
3.4.3 Partial Decommissioning Before Isolation with
HD Pigs
Only HD pigs are launched from the pig trap. HW spheres and piggable plugs
are inserted into the pipeline by the divers. If HD pigs are used to partially
decommission the pipeline before isolation, the following additional
required before the tie-in operations:
+ Inserting HD pigs into the pig launcher
+ Launching HD pigs
+ Propelling, tracking, and positioning HD pigs
+ Verifying HD pig positions
+ Accepting the operation
These stages are described in more detail in the following sections,
Inserting HD Pigs into the Pig Launcher
Insert each HD pig individually into the pig launcher.
2.8 Pipeline Commissioning Manual January 1997
Do not damage the HD pigs during insertion. The HD pig’s
purpose is to partially decommission the pipeline and assist
in isolating the diver’s habitat from water or gas.
Launching HD Pigs
Launch each HD pig separately. Stop pumping to permit insertion of each HD
pig.
Propelling, Tracking, and Positioning HD Pigs
This operation requires careful monitoring and control. Divers track the HD pigs
along the pipeline and signal to the pumping spread when the HD pigs are in
place. The position of the pigs can be determined by the use of acoustic pingers
and radioactive sources fitted to the pigs before launch (Appendix B).
Verifying HD Pig Positions
Divers verify that the HD pig is positioned correctly. Data gathered by
Halliburton from the pressure and flowmeter instrumentation can also be used as
a rough guide to verify HD pig po:
Accepting the Operation
‘The client is ultimately responsible for accepting that the HD pigs have been
positioned correctly.
3.4.4 Recording and Reporting Data
‘The recording and reporting of data during barrier tool removal is important for
these reasons:
‘+ The recorded data helps track the progress of the tools through the
pipeline.
+ The data helps determine if a tool has ruptured and is bypassing or has
become stuck.
‘The categories of data for barrier tool removal are shown in Table 3-1.
‘Table 3.1—Data Collected During Barrier Tool Removal
[Charts _ [Pipeline pressure
Logs [Events
Volume and time to pressurize
Volume and time to propel the barrier tools through the pipeline
Volume of chemical injected
[Pressure and time at the pumping end
[Pressure and time at the receiving end
Examples of record sheets are included in Appendix A.
lanuary 1997 Chapter? 2.9
‘Typical contents of a final report include the following components:
Summary of operations
+ Copies of all charts,
* Copies of all manual records
+ Equipment and
‘rumentation calibration certificates
* Condition of received barrier tool reports.
+ Photographs of received barrier tools
3.5 Documenting Barrier Tool Removal
NOTE Read the contract. Ensure that nothing is missing. Pay particular
attention to the scope of work and specifications
3.5.1 Prepare an Overall Schedule
Show the amount of time required for these tasks:
+ Engineering
+ Producing procedures, including quality plans and safety procedures
+ Assembling equipment and instrumentation
+ Mobilizing
+ Completing the work
+ Demobilizing
+ Producing the final documentation
‘The dates for submitting key documents and for completing the work are
determined by the client and should be listed in the contract.
3.5.2 Start Engineering
To begin engineering, calculate these data items:
+ Pipeline volume
* Volume per linear meter (or foot) of pipeline
* Chemical injection rates
+ Pressures required to initiate movement and propel barrier tools out of
the pipeline
+ Rates of flow required to propel barrier tools out of the pipeline at a
specified speed
* Quantities of gel ingredients, if required
+ Volumes of nitrogen, if required
8:10 Pipeline Commissioning Manual January 1997
3.5.3 Produce a Prelii
out Drawing
inary Equipment List and Lay-
From the calculations made in the previous step, size the equipment and instru-
‘mentation. Figure 3.5 shows a typical equipment layout.
Instrument
‘mn
a 9 Hed 5,000-gal_
cate
resort Ye
a i
&
2) | cawmea |_| coomea
2 ‘Tank Pump oa
E| Goeae so-mieron Fiter
i chante
Z i e
e
“
< ee ove
ane