You might also like
- Dimaano, John Michael A. 10-40670 Chapter FiveDocument27 pagesDimaano, John Michael A. 10-40670 Chapter FiveJohn Michael DimaanoNo ratings yet
- Boiler Control Systems Engineering, Second EditionFrom EverandBoiler Control Systems Engineering, Second EditionRating: 4.5 out of 5 stars4.5/5 (15)
- Thermal Power Plant: Pre-Operational ActivitiesFrom EverandThermal Power Plant: Pre-Operational ActivitiesRating: 4 out of 5 stars4/5 (4)
- Super Critical Boiler BasicsDocument105 pagesSuper Critical Boiler BasicsAnkit GaraiNo ratings yet
- Boiler InterlockDocument25 pagesBoiler InterlockHarsh Tiwari100% (5)
- 500MW Turbine O&M Manual Part#1of3Document170 pages500MW Turbine O&M Manual Part#1of3Lakshmi Narayan100% (3)
- 660 MW Sipat BoilerDocument88 pages660 MW Sipat BoilerNavneet SinghNo ratings yet
- Natural Circulation in BoilerDocument9 pagesNatural Circulation in BoilerSajjad AhmedNo ratings yet
- Boiler Learning ModuleDocument158 pagesBoiler Learning ModuleMallinatha PN100% (1)
- Boiler InterlockDocument25 pagesBoiler Interlockaps100% (1)
- 77.42.01-1999 (Fossil Fuel Power Plant Feedwater Control System - Drum Type)Document34 pages77.42.01-1999 (Fossil Fuel Power Plant Feedwater Control System - Drum Type)cristhmart1971No ratings yet
- An Overview of FBC Boiler: Compiled BY S.S.AcharyaDocument56 pagesAn Overview of FBC Boiler: Compiled BY S.S.AcharyaMusycal Fynnc100% (1)
- Duct Firing SystemDocument40 pagesDuct Firing Systemrahul_choubey_9No ratings yet
- Burner Management Systems - A Technical DiscussionDocument39 pagesBurner Management Systems - A Technical Discussionsen_subhasis_58No ratings yet
- Introduction To Steam Seal System of 800Mw Kudgi TurbineDocument10 pagesIntroduction To Steam Seal System of 800Mw Kudgi TurbineSCEKUDGI 800100% (1)
- Steam TurbineDocument58 pagesSteam TurbineJoy Prokash RoyNo ratings yet
- Boiler EmergenciesDocument5 pagesBoiler Emergenciesshantanu_scribdNo ratings yet
- Three Element Boiler Drum Level ControlDocument63 pagesThree Element Boiler Drum Level ControlYuthish Prabakar100% (1)
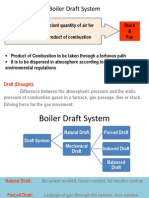
- Boiler Draft SystemDocument56 pagesBoiler Draft SystemAmit Chauhan78% (9)
- Disertation On Fmea Boiler Tube Failure AnalisisDocument65 pagesDisertation On Fmea Boiler Tube Failure AnalisisJose Gustavo Hernandez ReyesNo ratings yet
- Boiler Tuning BasicsDocument18 pagesBoiler Tuning BasicsLester Pino100% (1)
- Trouble Shooting and Problems of A CFBC Unit PDFDocument72 pagesTrouble Shooting and Problems of A CFBC Unit PDFgangaraoNo ratings yet
- 3.2.7 Technical Provision For FGD SystemDocument60 pages3.2.7 Technical Provision For FGD SystemĐình NamNo ratings yet
- Generator & Auxillaries (Stator Water, Seal Oil and Hydrogen Gas System)Document32 pagesGenerator & Auxillaries (Stator Water, Seal Oil and Hydrogen Gas System)Praveen Jagadev100% (3)
- Boiler Feed Pump SavingDocument28 pagesBoiler Feed Pump SavingDramebaaz SandeepNo ratings yet
- Presentation Title Mundra UMPP: Presentation Subtitle CGPL, Tata Power Company LimitedDocument34 pagesPresentation Title Mundra UMPP: Presentation Subtitle CGPL, Tata Power Company LimitedJay JobanputraNo ratings yet
- Increasing Efficiency of Boiler Using ScaphDocument11 pagesIncreasing Efficiency of Boiler Using ScaphInternational Journal of Innovative Science and Research Technology100% (1)
- WHRB Interlocks: S. No Boiler Equipment Logic For InterlocksDocument2 pagesWHRB Interlocks: S. No Boiler Equipment Logic For InterlocksAmeer MeerNo ratings yet
- Turbine Bypass System - HORADocument11 pagesTurbine Bypass System - HORAhozipek100% (1)
- Steam Attemperation Valve and Desuperheater Driven Problems On HRSG'sDocument25 pagesSteam Attemperation Valve and Desuperheater Driven Problems On HRSG'stetracm100% (1)
- Turbine - Manual - Revised KSKDocument209 pagesTurbine - Manual - Revised KSKsambhuNo ratings yet
- Dump Tube DesignDocument5 pagesDump Tube DesignKarthick Velayutham100% (1)
- Ventilator ValveDocument2 pagesVentilator ValveThiyagarajan Rajendran100% (2)
- Boiler-Tuning Basics, Part IDocument13 pagesBoiler-Tuning Basics, Part IIain NeillNo ratings yet
- HP-LP Bypass System AdvantagesDocument3 pagesHP-LP Bypass System Advantageskaruna346100% (1)
- VGB-R 612 ContentDocument7 pagesVGB-R 612 Contentant29539432No ratings yet
- Turbine and AuxiliariesDocument65 pagesTurbine and AuxiliariesSwadhin Kumar Das100% (3)
- Water Quality For Supercritical Units Steag FormatDocument40 pagesWater Quality For Supercritical Units Steag FormatAmit MukherjeeNo ratings yet
- BCW PumpDocument11 pagesBCW PumpsprotkarNo ratings yet
- Chapter 4 HRSGDocument39 pagesChapter 4 HRSGGloria Del Carmen Muñoz100% (1)
- Supercritical PMIDocument76 pagesSupercritical PMIVinod Mahajan100% (1)
- Asme TDP 1 2013 PDFDocument40 pagesAsme TDP 1 2013 PDFOkta D. SusantoNo ratings yet
- Boiler TuningDocument44 pagesBoiler Tuningjohan budiNo ratings yet
- Steam Turbine SpecificationDocument43 pagesSteam Turbine SpecificationPulkit Agarwal100% (4)
- Performance Monitoring Guidelines For Power Plant ListDocument7 pagesPerformance Monitoring Guidelines For Power Plant Listrezza100% (1)
- Furnace Presure ControllerDocument46 pagesFurnace Presure ControllerAnu Pillai0% (1)
- Air Cooled CondenserDocument3 pagesAir Cooled CondenserJonathan Buenaobra100% (1)
- Power Station FansDocument70 pagesPower Station FansShubham Verma100% (1)
- Boiler Protection: Manager, Operation DepartmentDocument24 pagesBoiler Protection: Manager, Operation DepartmentSanjay GuptaNo ratings yet
- Boiler PurgeDocument7 pagesBoiler PurgeS V NAGESH100% (6)
- Optimizing Duct Burner ReliabilityDocument10 pagesOptimizing Duct Burner ReliabilityPajooheshNo ratings yet
- Boiler Operating CourseDocument74 pagesBoiler Operating Courseknx175No ratings yet
- Industrial BoilersDocument26 pagesIndustrial BoilersAnkit bohra0% (1)
- HP/LP Bypass Automation: Function DescriptionDocument14 pagesHP/LP Bypass Automation: Function DescriptionMohit Gohil100% (1)
- LP Bypass SystemDocument25 pagesLP Bypass SystemTon Phichit100% (1)
- Siemens Industrial Steam Turbine SST 400 BrochureDocument8 pagesSiemens Industrial Steam Turbine SST 400 Brochurewintermutte100% (1)
- Modern Power Station Practice: Mechanical Boilers, Fuel-, and Ash-Handling PlantFrom EverandModern Power Station Practice: Mechanical Boilers, Fuel-, and Ash-Handling PlantA. SherryRating: 4 out of 5 stars4/5 (5)
- Thermal Cycles of Heat Recovery Power PlantsFrom EverandThermal Cycles of Heat Recovery Power PlantsRating: 5 out of 5 stars5/5 (2)
- Ideal Steam DrumDocument6 pagesIdeal Steam DrumFahad RockingNo ratings yet
- 1 Boilers MmsDocument35 pages1 Boilers MmsTahir MahmoodNo ratings yet
- KKTM ReportDocument8 pagesKKTM ReportMuhamad Syarizal YusniNo ratings yet
- BHCN Valve Sizing TS 31796D 0521 EnglishDocument28 pagesBHCN Valve Sizing TS 31796D 0521 EnglishHammad AhmedNo ratings yet
- ASME Section VIII-PRVDocument2 pagesASME Section VIII-PRVSusheel Wankhede100% (1)
- Ten Points For Safe LiftDocument8 pagesTen Points For Safe LifthazopmanNo ratings yet
- Structural Design Basis - Rev ADocument28 pagesStructural Design Basis - Rev Ayogaraj sNo ratings yet
- Operating Instruction PMD55Document218 pagesOperating Instruction PMD55Dilip ARNo ratings yet
- SPE 29110 Ninth SPE Comparative Solution Project: A Reexamination of SimulationDocument13 pagesSPE 29110 Ninth SPE Comparative Solution Project: A Reexamination of SimulationVinícius FreitasNo ratings yet
- Ansi Amca 210-2016 Ashrae 51-2016Document79 pagesAnsi Amca 210-2016 Ashrae 51-2016Desai100% (1)
- Centrifugal Pump Data Sheet: Voigt-AbernathyDocument4 pagesCentrifugal Pump Data Sheet: Voigt-AbernathySakir ZakNo ratings yet
- Differential Liberation Test PDFDocument19 pagesDifferential Liberation Test PDFSimone SanNo ratings yet
- Effective Well Stimulation Using Fluid Pulsing To Inject Surfactant SolutionsDocument7 pagesEffective Well Stimulation Using Fluid Pulsing To Inject Surfactant SolutionsRodolfo PerezNo ratings yet
- Extract Page Slug Catchers PDFDocument6 pagesExtract Page Slug Catchers PDFRuben Dario RodriguezNo ratings yet
- 93 Sample ChapterDocument23 pages93 Sample ChapterSamuel GaétanNo ratings yet
- Fundamentals of Reservoir Fluids: Norman Clark ClarkDocument35 pagesFundamentals of Reservoir Fluids: Norman Clark ClarkFarid AndriadiNo ratings yet
- File 9Document17 pagesFile 9Caio BittencourtNo ratings yet
- Grundfos BoosterpaQ Techincal Data Part 2Document24 pagesGrundfos BoosterpaQ Techincal Data Part 2sas999333No ratings yet
- 1.PS-GFS-83U - Different Pressure SwitchDocument1 page1.PS-GFS-83U - Different Pressure SwitchHuyn ConductorNo ratings yet
- Short-Body Annular BOP: ApplicationsDocument2 pagesShort-Body Annular BOP: ApplicationsMEHDINo ratings yet
- Tugas Quality Control 5 Tabel Konversi Satuan TekananDocument1 pageTugas Quality Control 5 Tabel Konversi Satuan TekananOushizaru100% (1)
- Venting Calculation - PDFDocument3 pagesVenting Calculation - PDFAmruta100% (1)
- 2004-01-0403 - Design and Analysis of Fuel Tank Baffles To Reduce The Noise Generated From Fuel Sloshing PDFDocument14 pages2004-01-0403 - Design and Analysis of Fuel Tank Baffles To Reduce The Noise Generated From Fuel Sloshing PDFCaio PaimNo ratings yet
- Back Presure Valve in PCP or SRPDocument15 pagesBack Presure Valve in PCP or SRPShubham GuptaNo ratings yet
- Duct Sizing - ReferenceDocument27 pagesDuct Sizing - ReferenceAnkurNo ratings yet
- SI-WX-0114 Software Enhancements For YR SmartView (V206)Document2 pagesSI-WX-0114 Software Enhancements For YR SmartView (V206)Rabea EzzatNo ratings yet
- Unit 4 CST Review: Name: - Class: - Date: - Id: ADocument3 pagesUnit 4 CST Review: Name: - Class: - Date: - Id: AMisterLemusNo ratings yet
- 2023-DTAM-Chap13 - Testing and EvaluationDocument41 pages2023-DTAM-Chap13 - Testing and EvaluationErika HonorioNo ratings yet
- Surge CalculationsDocument21 pagesSurge CalculationsHieuNo ratings yet
- Sheet No. 2-Vicous FlowDocument2 pagesSheet No. 2-Vicous Flowمحمد خريبطNo ratings yet
- Eds3000 Us ManualDocument17 pagesEds3000 Us ManualНикола СтефановићNo ratings yet
- GDocument34 pagesGjuanca_eduNo ratings yet