Professional Documents
Culture Documents
QA003011 PFMEA Template
Uploaded by
Chris GloverOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
QA003011 PFMEA Template
Uploaded by
Chris GloverCopyright:
Available Formats
Process Failure Mode and Effect Analysis
Customer Part Number Customer PFMEA Original Date #VALUE! PFMEA Issuer #VALUE!
Showa Part Number PFMEA Revision Date #VALUE!
Part Name PFMEA Approvers #VALUE!
PFMEA Title #VALUE!
Model & Model Type
Model Year(s) Core Team #VALUE!
Process Step / Function Current Process Controls Action Results
Drawing Characteristic Rank
Potential Effects of Failure
ASIL Ranking (ISO 26262)
Past problem Hisotry
Risk Priority Number
Process Number
Risk Priority Number
(Classification)
Occurrence
Detection
Severity
Occurrence
Potential Causes or Mechanisms Responsibility and Target
Detection
Potential Failure Mode Recommended Actions Actions Taken
Severity
Requirement (Effect on End User, External Customer, Internal of Failure Completion Date
Customer, Internal Process) Prevention Detection
QA003011-PFMEA Template - Uncontrolled Rev #: 9
Page 1 of 5 Rev. Date: 4/17/2018
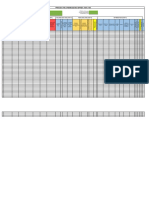
Highest Severity 0
Highest RPN 5
Severity Severity Severity
RPN RPN RPN
1 1 1
2 2 2
3 3 3
4 4 4
5 5 5
Severity Severity Severity
RPN RPN RPN
1 1 1
2 2 2
3 3 3
4 4 4
5 5 5
Severity Severity Severity
RPN RPN RPN
1 1 1
2 2 2
3 3 3
4 4 4
5 5 5
Severity Severity Severity
RPN RPN RPN
1 1 1
2 2 2
3 3 3
4 4 4
5 5 5
QA003011-PFMEA Template - Uncontrolled Rev #: 9
Page 2 of 5 Rev. Date: 4/17/2018
Severity Severity Severity
RPN RPN RPN
1 1 1
2 2 2
3 3 3
4 4 4
5 5 5
Severity Severity Severity
RPN RPN RPN
1 1 1
2 2 2
3 3 3
4 4 4
5 5 5
Severity Severity Severity
RPN RPN RPN
1 1 1
2 2 2
3 3 3
4 4 4
5 5 5
Severity Severity Severity
RPN RPN RPN
1 1 1
2 2 2
3 3 3
4 4 4
5 5 5
QA003011-PFMEA Template - Uncontrolled Rev #: 9
Page 3 of 5 Rev. Date: 4/17/2018
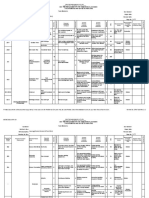
Severity - End User Severity - External Customer, Internal Customer, Internal Process
(to be used as guidelines - (to be used as guidelines - Occurrence Detection
do not use on actual PFMEA as Potential Effects of Failure) do not use on actual PFMEA as Potential Fffects of Failure)
Effect on External Customer, Internal Customer, Risk Priority Number (RPN) =
Rank Effect End User Effect Rank Effect Rank Probability of Failure Likely Failure Rate Ppk Rank Criteria and Detection Methods Opportunity For Detection Inspection Method Severity X Occurrence X
Internal Process
Detection
Potential failure mode affects safe vehicle
May endanger operator (machine or assembly) Almost
10 operation and/or involves noncompliance with 10 Failure to 10 Very High > 100 per 1,000 < 0.55 10 No current process control; Cannot detect or is not analyzed. No detection opportunity Manual
without warning. Impossible
Failure to meet safety government regulation without warning. meet safety
and/or regulatory and/or
requirements Potential failure mode affects safe vehicle regulatory
May endanger operator (machine or assembly) with 50 per 1,000 Failure mode and/or error (cause) is not easily detected (eg. random
9 operation and/or involves noncompliance with 9 requirements 9 > 0.55 9 Very remote Not likely to detect at any stage Manual
warning. 1 in 20 audits).
government regulation with warning.
Loss of primary function (vehicle inoperable, does Major 100% of product may have to be scrapped. 20 per 1,000 Failure mode detection post-processing by operator through Problem detection in post
8 8 8 > 0.78 8 Remote Manual
not affect safe vehicle operation). Disruption Line (ASI/Customer) shutdown or stop shipment. 1 in 50 visual/tactile/audible means. processing
High
Loss or degradation of A portion of the production run may have to be
primary function Failure mode detection in-station by operator through
Degradation of primary function (vehicle operable, Significant scrapped. 10 per 1,000
7 7 7 > 0.86 7 Very Low visual/tactile/audible means or post processing through use of Problem detection at source Manual
but at a reduced level of performance). Disruption Deviation from the primary process including 1 in 100
attribute gauging (go/no-go, manual torque check, etc).
decreased line speed or added manpower.
100% of production run may have to be reworked off Failure mode detection post-processing by operator through use of
Loss of secondary function (vehicle operable, but 2 per 1,000 Problem detection in post
6 6 line and accepted. 6 > 0.94 6 Low variable gauging or in-station by operator through use of attribute Manual & Gauging
comfort/convenience functions inoperable). 1 in 500 processing
(Stop/Go rule limit may be reached) gauging (go/no-go, manual torque check, etc).
Loss or degradation of
secondary function Failure mode or error (cause) detection in-station by operator through
Degradation of secondary function (vehicle A portion of the production run may have to be
0.5 per 1,000 use of variable gauging or by automated controls in-station that will
5 operable, but comfort/convenience functions at 5 reworked off line and accepted. 5 > 1.00 5 Moderate Problem detection at source Gauging
Moderate 1 in 2,000 detect discrepant part and notify operator (light, buzzer, etc). Gauging
reduced level of performance). (Stop/Go rule limit may be reached)
Moderate performed on setup and first piece check
Disruption
Appearance or audible noise, vehicle operable, 100% of production run may have to be reworked in-
0.1 per 1,000 Failure mode detection post-processing by automated controls that Problem detection in post
4 item does not conform and noticed by most 4 station before it is processed. 4 > 1.10 4 Moderately High Error proofing & Gauging
1 in 10,000 will detect discrepant part and lock part to prevent further processing. processing
customers (›75%). (Stop/Go rule limit may be reached)
Appearance or audible noise, vehicle operable, A portion of the production run may have to be Failure mode detection in-station by automated controls that will
Annoyance 0.01 per 1,000
3 item does not conform and noticed by many 3 reworked in-station before it is processed. 3 > 1.20 3 High detect discrepant part and automatically lock part in station to prevent Problem detection at source Error proofing & Gauging
1 in 100,000
customers (50%). (Stop/Go rule limit may be reached) further processing.
Low
Appearance or audible noise, vehicle operable,
Minor ≤ 0.001 per 1,000 Error (cause) detection in-station by automated controls that will Error detection and/or problem
2 item does not conform and noticed by 2 Slight inconvenience to process, operation, operator. 2 > 1.30 2 Very High Error proofing & Gauging
Disruption 1 in 1,000,000 detect error and prevent discrepant part from being made. prevention
discriminating customers (<25%).
Failure is eliminated Error (cause) prevention as a result of fixture design, machine design,
Detection not applicable; Error
1 No effect No discernible effect. 1 No Effect No discernible effect. 1 Very Low through preventive > 1.67 1 Almost Certain or part design. Discrepant parts cannot be made because item has Error proofing
prevention
control. been error-proofed by process /product design.
Blue Font Final Customer (End User)
Green Font Applicable to customer processes (and to be considered, but not the final determiner, for internal severity rankings)
Normal Font Applicable to internal and customer processes
Table 2 Based on FMEA results, the team shall prioritize the actions to be taken using below table as
reference and implement them. Table 1 Honda Error Proofing Requirements related to PFMEA
Implementation criteria for Concept of "implementation of recommended actions PFMEA Identify areas that require error For HS / HA / HB Safety ranked and / or regulation parts (FMVSS, CCC, etc), all locations that can
Category
recommended actions (Reduction of ranks)"
proof application. cause a Safety or Regulation failure must be identified, and scored with a severity of 9 or 10 on
If the severity rank is 9 or higher, "recommended actions" shall the PFMEA as per the latest AIAG Severity Evaluation Criteria and HES A3050.
be implemented, which basically requires a change of design
or process. Error proof prevention / detection type must be properly scored as per the latest AIAG Detection
(Prevent problems where "a single failure is likely to cause the Evaluation Criteria.
Severity (9) 9 or Higher failure of vehicle's basic functions (e.g. run, turn and stop) and
the (unexpected) loss of control which could involve human
Only processes with detection scores of 4 or less can be considered error proof.
lives or critical failure of the vehicle and the problem where NOTE: if Severity is 9 or 10 Detection must be 4 or less without Honda approval
vehicle's functional loss could cause fire/smoke which may
lead to an accident.) Error proofing applied to PFMEA locations with severity 9 or 10.
If error proofing cannot be applied to these locations, gaps must be identified and process
Occurrence Showa Group standard for process capability (Cp and Cpk) is controls approved by Honda.
Frequency 4 or Higher 1.33 or higher; if this is met, the rank of "occurrence
(O) frequency" is 3 or below.
Those factors that lead to a critical loss of function must be
Severity of 7 or higher and
improved by implementing corrective actions to reduce
detection of 6 or higher (Case 1)
Detection detection levels to 5 or lower.
(D) (Reason to exclude "sensory test": sensory tests are
Severity of 6 or lower for non- conducted to test the merchantability and the items tested are
sensory test and detection of 7 or less likely to affect functions.)
higher (Case 2)
v If the above-mentioned implementation criteria of recommended actions cannot be adhered to,
record the comments and signature of the approver on “QA004485 FMEA Review Results Summary”
QA003011-PFMEA Template - Uncontrolled Rev #: 9
Page 4 of 5 Rev. Date: 4/17/2018
Process Failure Mode and Effect Analysis
Customer Part Number Customer PFMEA Original Date PFMEA Issuer
Showa Part Number PFMEA Revision Date
Part Name PFMEA Approvers
PFMEA Title
Model & Model Type
Model Year(s) Core Team
Process Step / Function
Drawing Characteristic Rank
Current Process Controls Action Results
Potential Effects of Failure
ASIL Ranking (ISO 26262)
Risk Priority Number
Past problem Hisotry
(Classification)
Risk Priority Number
Occurrence
Detection
Severity
Potential Causes or Responsibility and
Occurrence
Requirement
Process Number
Detection
Potential Failure Mode Recommended Actions Actions Taken
Severity
(Effect on External Customer, Internal Customer, Mechanisms of Failure Target Completion Date
Prevention Detection
Internal Process)
Process name Defect or Reject Select the "Customer" The effect this defect or reject What is the root What is in place to prevent the What is in place to detect What actions could be Asssign PIC and Descibe Action(s)
Add Characteristic Rank from Drawing (S, R, A, B, C )From most recent Model drawing
*How easily can we detect the failure mode?(Select theranking that reflects the higher of thetow options (Prevention / Detection)
Risk Number = Occurrence X Severity X Detection
*How likely is this to happen?
cause of the failure? (before taken to reduce the
After Action Taken: Risk Number = Occurrence X Severity X Detection
that is affected by the has on the customer. cause of the defect or the cause of the failure Due Date Taken to improve
After Action Taken: *How severe is the failure mode?
After Action Taken: *How severe is the failure mode?
Select the ASIL Ranking - from Drawings, specification, and DFMEA
*How severe is the failure mode? See Table 1 below for info for Honda PFEMAs
Each process being Why would final Potential Effects of reject discrepant part is produced) mode and/or detect the occurrence of the failure? process
New Sverity Ranking -Severity can only change if desing is changed
Add the Process Numnber
If the PFMEA was updated as an output of a Corrective Action marked with "O"
analyzed inspection not pass this Failure: What would the discrepant product?
product? End User, internal/external customer This must be a Include verification of set-up (assume discrepant part What actions could be
Process function and External Customer, complain about? measurable condition of Poka Yoke (is used) has been made) taken to increase the
Requirement Internal Customer, of the process. detection of the failure?
Internal Process This should be an action, it is Include verification of
never a document or chart. set-up of Poka Yoke (is
used) See Table 2 below for
See Table 1 below for info requirements
for Honda PFEMAs
This should be an action, it
is never a document or
chart.
See Table 1 below for
See Table 1 below for info for Honda PFEMAs
info for Honda PFEMAs
For detailed instruction on
completion of PFMEA refer to
GL SQS0811 Appendix 4
* Refer to PFMEA Rankings tab to help determine the
appropriate Severity, Occurence, and Detection numbers
QA003011-PFMEA Template - Uncontrolled Rev #: 9
Page 5 of 5 Rev. Date: 4/17/2018
You might also like
- PFMEA - StampingDocument8 pagesPFMEA - StampingNimesh Mehta67% (6)
- Abinitio Components PDFDocument36 pagesAbinitio Components PDFanil krishna100% (2)
- Product Realization Process - MapDocument1 pageProduct Realization Process - Mapsenthildurai0% (1)
- Form Sheet AIAG VDA Design U Process-FMEA enDocument2 pagesForm Sheet AIAG VDA Design U Process-FMEA enRohit Makhija100% (1)
- DFMEA Examples 29JUN2020 7.2.19Document24 pagesDFMEA Examples 29JUN2020 7.2.19Mani Rathinam RajamaniNo ratings yet
- Formato AMEF VDADocument3 pagesFormato AMEF VDAJose Luis LopezNo ratings yet
- Index: Method Statement For Post Weld Heat TreatmentDocument8 pagesIndex: Method Statement For Post Weld Heat TreatmentsomiqatarNo ratings yet
- Potential Failure Mode and Effective Analysis (Process FMEA)Document1 pagePotential Failure Mode and Effective Analysis (Process FMEA)nainarmuthuramalingamNo ratings yet
- Potential Failure Mode and Effects Analysis (Process FEMA)Document1 pagePotential Failure Mode and Effects Analysis (Process FEMA)Asif Iqbal100% (2)
- Anpqp - Design Potential FmeaDocument2 pagesAnpqp - Design Potential FmeaJoaquinNo ratings yet
- Design FMEA Template Rev 1.0Document8 pagesDesign FMEA Template Rev 1.0Lê Hoàn VũNo ratings yet
- Process Failure Mode and Effects Analysis: SEV OCC DETDocument15 pagesProcess Failure Mode and Effects Analysis: SEV OCC DETMomoZhNo ratings yet
- Item Name: FMEA Team: Prepared By: FMEA Date (Orig) : Revision #Document4 pagesItem Name: FMEA Team: Prepared By: FMEA Date (Orig) : Revision #Alper GmNo ratings yet
- Process Effectiveness & Reliability (FMEA) EvaluationDocument1 pageProcess Effectiveness & Reliability (FMEA) EvaluationEdwin Otniel LumbantoruanNo ratings yet
- Design and Process FMEA TemplateDocument4 pagesDesign and Process FMEA TemplateKrunal PandyaNo ratings yet
- Design and Process FMEA TemplateDocument4 pagesDesign and Process FMEA TemplateMadhuseptember2022100% (1)
- Blackodizing CPDocument1 pageBlackodizing CPx yNo ratings yet
- Potential Failure Mode and Effects AnalysisDocument1 pagePotential Failure Mode and Effects AnalysisNatarajan GopalaswamyNo ratings yet
- Pfmea TemplateDocument6 pagesPfmea TemplatekatalinaNo ratings yet
- Potential Failure Mode Effect Analysis (Pfmea)Document4 pagesPotential Failure Mode Effect Analysis (Pfmea)manno200No ratings yet
- Histogram X-Bar Chart: Company NameDocument1 pageHistogram X-Bar Chart: Company NameSachin RamdurgNo ratings yet
- Template IL CSV ScratchDocument2 pagesTemplate IL CSV ScratchQcNo ratings yet
- SI Auto Transm BPT 06 18 Rev2Document1 pageSI Auto Transm BPT 06 18 Rev2deepak.sNo ratings yet
- Design and Process FMEA TemplateDocument7 pagesDesign and Process FMEA TemplateRajkumar VijNo ratings yet
- Anpqp - Process Potential Fmea: Nissan Important Part Renault - CSRDocument2 pagesAnpqp - Process Potential Fmea: Nissan Important Part Renault - CSRjefry sitorusNo ratings yet
- Fmea Sfe47.005 WeldingDocument8 pagesFmea Sfe47.005 Weldingkumaraswamy.kNo ratings yet
- dFMEA 4th Edition BlankDocument1 pagedFMEA 4th Edition BlankTom@GGCNo ratings yet
- PFMEA Format v01 AdaDocument1 pagePFMEA Format v01 AdaBalakumaran MurugesanNo ratings yet
- New Summary Pen TRFRDocument403 pagesNew Summary Pen TRFRDiego de SouzaNo ratings yet
- FMEA Latest Format 1st Edition 2019Document2 pagesFMEA Latest Format 1st Edition 2019Anant BhagatNo ratings yet
- FMEA Latest Format 1st Edition 2019Document2 pagesFMEA Latest Format 1st Edition 2019Anant Bhagat100% (1)
- FMEA Latest Format 1st Edition 2019Document2 pagesFMEA Latest Format 1st Edition 2019jineshdmehta100% (1)
- FMEA Latest Format 1st Edition 2019Document2 pagesFMEA Latest Format 1st Edition 2019jineshdmehtaNo ratings yet
- Form2-01-01Process FMEA WorksheetDocument1 pageForm2-01-01Process FMEA WorksheetMuhammad Reza GadranNo ratings yet
- Oposite - VE Failure Effect - Ve Failure Mode - Ve Failure CauseDocument1 pageOposite - VE Failure Effect - Ve Failure Mode - Ve Failure CauseSethasan SrikochNo ratings yet
- Moudling Operation GSIC Process: MouldingDocument13 pagesMoudling Operation GSIC Process: MouldingBalakumaran MurugesanNo ratings yet
- TRW Cross ReferenceDocument2 pagesTRW Cross Referenceeloyabner100% (2)
- 993K Wheel Loader Electrical System: Harness and Wire Electrical Schematic SymbolsDocument6 pages993K Wheel Loader Electrical System: Harness and Wire Electrical Schematic SymbolsNorman CoetzeeNo ratings yet
- Hiradc 2019 RSMPDocument34 pagesHiradc 2019 RSMPRiska UmamiNo ratings yet
- Quality Control Process Chart (Machining)Document7 pagesQuality Control Process Chart (Machining)mani317No ratings yet
- CP20200804-A Model Control Plan - FoundationsDocument6 pagesCP20200804-A Model Control Plan - Foundationsmanno200No ratings yet
- Plating Process Control Plan Template (2738)Document10 pagesPlating Process Control Plan Template (2738)George Hardy100% (1)
- 2023-02-14 MAR-065 Concrete Deisgn Mix Using Type 1 For Water Retaining Structures - EXAN Rev. B RRAADocument1 page2023-02-14 MAR-065 Concrete Deisgn Mix Using Type 1 For Water Retaining Structures - EXAN Rev. B RRAAjaymarNo ratings yet
- PFD Control Plan and FMEA FormatsDocument12 pagesPFD Control Plan and FMEA FormatsDINESH SHARMA100% (1)
- Past Defect History 2021Document10 pagesPast Defect History 2021RahulNo ratings yet
- Chiro - Requirements - Traceability - Matrix ExerciseDocument11 pagesChiro - Requirements - Traceability - Matrix ExerciseAkash AgarwalNo ratings yet
- QCFCDocument4 pagesQCFCAstronNo ratings yet
- Potential Failure Mode and Effects Analysis (Design FMEA)Document12 pagesPotential Failure Mode and Effects Analysis (Design FMEA)sachNo ratings yet
- GSM F024 Special Pass Through Characteristics FormDocument1 pageGSM F024 Special Pass Through Characteristics FormQMSNo ratings yet
- Rotating Equipment List: A. ProcessDocument2 pagesRotating Equipment List: A. ProcesshungNo ratings yet
- Use This As Reference For Painting Process It May Be Similar To YoursDocument7 pagesUse This As Reference For Painting Process It May Be Similar To Yoursabdelnasser hasanNo ratings yet
- Electr 460BDocument2 pagesElectr 460Bsebastian jaramillo trujilloNo ratings yet
- 993K Wheel Loader Electrical System: Harness and Wire Electrical Schematic SymbolsDocument6 pages993K Wheel Loader Electrical System: Harness and Wire Electrical Schematic SymbolsLeoNo ratings yet
- Arquitectura Rev. 7.1 OvationDocument1 pageArquitectura Rev. 7.1 Ovationeduard ramosNo ratings yet
- FMEA GuideDocument161 pagesFMEA GuideGyanesh_DBNo ratings yet
- LIFE CYCLE INSTITUTE-Criticality AnalysisDocument1 pageLIFE CYCLE INSTITUTE-Criticality AnalysisJonathan Ferney CastroNo ratings yet
- Plan ControlDocument14 pagesPlan ControlJesus J Paniagua SegoviaNo ratings yet
- Lifting - Equipment - Matrix1 (Under Constrution)Document1 pageLifting - Equipment - Matrix1 (Under Constrution)PradeepNo ratings yet
- (PM) งานวิทยุสื่อสารลูกข่าย ZPQDocument6 pages(PM) งานวิทยุสื่อสารลูกข่าย ZPQਪੰਜਾਬਐਕਟ ਤੀਰਅੰਦਾਜ਼No ratings yet
- Aaaa-A (Aaa) - NNNNNN (A) : Piping ClassDocument1 pageAaaa-A (Aaa) - NNNNNN (A) : Piping Classsanjay masoodNo ratings yet
- Instant Assessments for Data Tracking, Grade 5: Language ArtsFrom EverandInstant Assessments for Data Tracking, Grade 5: Language ArtsNo ratings yet
- People v. Pantig - 97 SCRA 748Document3 pagesPeople v. Pantig - 97 SCRA 748Marshan GualbertoNo ratings yet
- Group 6: Irvan Nurhidayat (19322018) Vivi Rinawati (19322022) Sanazila Zakkaha (19322065) Nisrina Aziza (19322069)Document20 pagesGroup 6: Irvan Nurhidayat (19322018) Vivi Rinawati (19322022) Sanazila Zakkaha (19322065) Nisrina Aziza (19322069)Nisrina AzizaNo ratings yet
- Paper 199-Morse Code Translator Using The Arduino PlatformDocument6 pagesPaper 199-Morse Code Translator Using The Arduino PlatformSérgio SilvaNo ratings yet
- Strategies of Philippine National PoliceDocument5 pagesStrategies of Philippine National Policemichael angelo cayabyabNo ratings yet
- Hand Arm Vibration RatingsDocument1 pageHand Arm Vibration RatingsSophie-Louise MercedesNo ratings yet
- BCA2 DbmsnotesDocument96 pagesBCA2 DbmsnotesMohd TausifNo ratings yet
- Research Paper Personal Financial ManagementDocument5 pagesResearch Paper Personal Financial Managementpoojagopwani3413No ratings yet
- Minor ProjectDocument12 pagesMinor ProjectNikitaNo ratings yet
- EE-211 Circuit Analysis: Dr. Hadeed Ahmed SherDocument28 pagesEE-211 Circuit Analysis: Dr. Hadeed Ahmed SherHadeedAhmedSherNo ratings yet
- MsdsDocument6 pagesMsdsRani Y. HolmesNo ratings yet
- LSI SAS Error CodesDocument36 pagesLSI SAS Error CodesThumbMcGee100% (2)
- Fortigate SSLVPN 52Document67 pagesFortigate SSLVPN 52Victor DiazNo ratings yet
- Driving License Application Form BDDocument10 pagesDriving License Application Form BDSyed Akbor aliNo ratings yet
- Resume Kevin WaldronDocument2 pagesResume Kevin WaldronKevin WaldronNo ratings yet
- IBSSA 2008aDocument42 pagesIBSSA 2008asrdjan013No ratings yet
- Poverty As A ChallengeDocument5 pagesPoverty As A Challengeaashashinde112No ratings yet
- Unit Linked Insurance PlanDocument5 pagesUnit Linked Insurance Planagarwal13No ratings yet
- ENM401-Speaking Examination - SVDocument4 pagesENM401-Speaking Examination - SVDinh Diem Linh (K17 CT)No ratings yet
- Atomberg CatalogueDocument16 pagesAtomberg CatalogueVaibhavi NarNo ratings yet
- Agency Presentation PaperDocument7 pagesAgency Presentation Paperapi-300210124No ratings yet
- Cheat Sheet: Python For Data ScienceDocument1 pageCheat Sheet: Python For Data ScienceShishir Ray100% (1)
- School LeadershipDocument10 pagesSchool LeadershipThea Macatangay BeredoNo ratings yet
- Marketing Mix: ProductDocument3 pagesMarketing Mix: ProductOsama YounusNo ratings yet
- 04 SandP Exhibit4 v2Document8 pages04 SandP Exhibit4 v2Nabeel KhanNo ratings yet
- Jaarverslag ASML - Adoptieverslag - 2015Document130 pagesJaarverslag ASML - Adoptieverslag - 2015MarcNo ratings yet
- On Job Training Region Sumbagsel Week 1,2,3: Gede Sena Prabawa PutraDocument27 pagesOn Job Training Region Sumbagsel Week 1,2,3: Gede Sena Prabawa PutraSena PrabawaNo ratings yet
- McCrory Guilty Plea 2.25.15 TranscriptDocument66 pagesMcCrory Guilty Plea 2.25.15 Transcriptthe kingfishNo ratings yet