Professional Documents
Culture Documents
QCFC
Uploaded by
AstronOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
QCFC
Uploaded by
AstronCopyright:
Available Formats
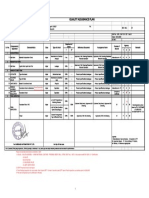
PROCESS QUALITY CONTROL SHEET (II)
Format No.:- FM-01-DND-06
Doc. No.:- Rev. No.:- 02
Preliminary Prelaunched Production Part Name:-HOUSING ACPA Part No.:- 04 2111 21916 Drg.Rev.No. / Rev.Date/ Rev.Details :- 00/20/08/21/New Drawing CP/NAPINO/ACPA/04 2111 Doc.Rev.No.:- 00 Doc.Rev.Date:- 00 Rev Date:- 16.11.2016
21916
PRODUCT GROUP OR
MODEL:ACPA Doc.Rev.Detail:- PAGE…02 OF…02
CONTROL OF MANUFACTURING CONDITIONS
Important Item
Trouble Mode
Sequence of
Process Name/ QUALITY CHARACTERSTICS
Process
(Equipment,metal mold,fail-safe devices,hydraulic power,voltage,temperature etc.)
Equipment
Name (Name of
Supplier) Inspection Inspection Detail of Process/
NO. Control Item Specified Value Inspected By Inspection Method Data Form Control Item Specified Value Inspected By Inspection Method Data Form
Frequency Frequency Sketch
Reciept of Raw 1 Material
To ensure the raw
Material & name,spec.,qty. by Verification of material conditions
10 MINOR Quantity as per PO Store Incharge Visual Each Lot Invoice Quantity as per PO Store supervisor Visual Every Lot material qty. &
Physical comparing with PO & at the time of receipt
2 identification tag.
Verification Invoice
PA6 GF 30%,OF SRF(BLACK)
To verify & inspect
1 Material Name :- +UV STABILIZED FOR 800hrs.
Incoming Material
OR EQUIV
Raw Material Incoming
Visual Inspection. Record
PA6 GF 30%,OF SRF(BLACK) A/F-QA-03
2 Grade:- +UV STABILIZED FOR 800hrs.
Raw material
Incoming OR EQUIV
20 Inspection Of MAJOR QUIV Each Lot As per supplier MTC Identify as non
Raw Material 3 Colour: Black (Master Batch 2 % ) conforming & Inform to
incharge QA /
DSM OR EQUIV FOR RM & Purchase/inform to
4 Manufacturer :- DIWAN MUNDHRA FOR Manually verification on supplier
Verification of Material TC
MASTER BATCH MTC
5 Material Specification MTC Report
1 Storage Specified Location By Tag Coloured d FIFO labels
pasted on material
AT The Every
Storage of raw according to month and IN / To ensure RM in
30 MINOR RM Store Store Incharge As per FIFO System Time Of Material viusally checked the storage condition at regular intervals.
material OUT of material controlled specified location
2 Identification Received
by FIFO board FIFO
No damage of packing Visual board (STR::F: 07)
1 Temp. 120°±10°C Visual / Digital Indicator Visual display on temp.
To ensure proper
Raw material At the every time Pre-heating record(AF-PR- Raw Material Pre-heating Calibration
40 MAJOR Prod. Sup / Inspector Pre Heating Oven Third Party Calibration Yearly heating performed in
preheating of Preheating 08) Standard Certificate
2 Time 3 ~ 3.50 Hrs Visual each area of oven
AF-PR-08A
Short filling, shrinkage, marks,
Appearance flow mark, flashes & other To ensure proper
MINOR 1 Visual / As per limit sample Preventive Tool Room / Prod. Mould preventive Mould history card setting of mould As per
molding defects not allowed. * Mould AS PER PLAN AS PER PLAN
(As per limit sample) Operator/QA Engineer maintenance Engg. Maintenance A/F-TR-02 Mould setting
procedure
MAJOR 2 Colour Black Visual / As per limit sample
Machine Production Daily Machine
Machine No: At The Starting To ensure machine
CC 3 DIM 8.45±0.1 DVC/VMM Selection & Supervisor & Visual Check List Report
Machine Condition: Of Each Shift should be calibrated
Condition Process Inspector (F:MT-01)
CC 4 DIM 26.9±0.1 DVC/VMM Mold Condition:-
Each New Set- Mold Loading &
a) No Worn – Out
Production Engg./ Up , Mold Break Unloading Check To ensure child parts of
Mold Loading b) Ejector Condition Visual
Mould changer Down & Record (P/WI/PRO- mould properly working
CC 5 DIA 27.50-0.10 DVC/VMM c) Punch,Slider, Insert &
Unloading 02A)
Every Setup Pillar Condition & etc.
CC 6 DIM 13.25±0.10 DVC/VMM
Injection CC 7 DIM 25.2±0.1 DVC
Moulding
1-First /last Part Approval
& CC 8 DIM 19.10+0.10 DVC
50 inspection Report(A/F-QA-
CC 9 DIM 13.5±0.1 DVC 05) Process Control
First Setup
Inspection Standard(A/F-EN- All parameter should be
Injection AS PER OPERATION/PROCESS QA Engineer/ Visual on Digital
CC 10 DIA 36.50±0.15 DVC Every 4 Hrs. 05 as per process
moulding STANDARD Prod. Engineer display PLC
QA Engineer Hourly Production validation sheet
CC 11 DIM 2- 9.60±0.10 DVC machine setup Report(A/F-PR--10)
CC 12 DIA 2- 4.10±0.10 DVC
CC 13 DIM 29.9+0.2 DVC
CC 14 DIM 2-10.5+0.1 DVC
As per M/C As Preventive
To ensure Machine PM
[F] AREA SHOULD BE H-35 M/C Preventive As per Preventive Maint. Preventive maintenace M/C history card
16 Note: 8 Texture Report Maint. Engr. properly done as per
GRAINED FINISHED Maint. Plan maintenace check Schedule (A/F- (AF-MT-08)
Once in a year plan
point (P/WI:MNT:01) MT-02)
will be shared
with Layout
[G] MARKED SURFACE Rerport. Measuring Equipment
SHOULD BE WELL POLISHED M/C PM/ 3rd party Calilibration To ensure instruments
17 Note: 9 Texture Report Instrument M/C Calilibration Calilibration plan Once in Year
& NO FLASHES IS ALLOWED Calilibration Certificate should be calibrated
Calilibration ( QA- LAB -F -09)
ON SURFACE.
Hourly Production Report
Deflashing if Deflashing of part as
No flash on part, no deep cut , Oprator / Visual/ as per limit sample/ Continue/ (A/F-PR-10) & On job After each Training attendance
60 required/ MAJOR 1 Defleshing of part Training As per Plan HR/Production Evaluation Paper per limit sample, if NG
no uneven cutting of part QA engineer Work instruction Every 4Hrs. Training (MR:F:16) Training sheet (MR:F:06)
Finishing return for rework
PROCESS QUALITY CONTROL SHEET (II)
Format No.:- FM-01-DND-06
Doc. No.:- Rev. No.:- 02
Preliminary Prelaunched Production Part Name:-HOUSING ACPA Part No.:- 04 2111 21916 Drg.Rev.No. / Rev.Date/ Rev.Details :- 00/20/08/21/New Drawing CP/NAPINO/ACPA/04 2111 Doc.Rev.No.:- 00 Doc.Rev.Date:- 00 Rev Date:- 16.11.2016
21916
PRODUCT GROUP OR
MODEL:ACPA Doc.Rev.Detail:- PAGE…02 OF…02
CONTROL OF MANUFACTURING CONDITIONS
Important Item
Trouble Mode
Sequence of
Process Name/ QUALITY CHARACTERSTICS
Process
(Equipment,metal mold,fail-safe devices,hydraulic power,voltage,temperature etc.)
Equipment
Name (Name of
Supplier) Inspection Inspection Detail of Process/
NO. Control Item Specified Value Inspected By Inspection Method Data Form Control Item Specified Value Inspected By Inspection Method Data Form
Frequency Frequency Sketch
Short filling, shrinkage, marks,
Appearance flow mark, flashes & other
MAJOR 1 1.Visual / As per limit sample Hourly Production Report
molding defects not allowed. * Oprator / Continue/ After each Training attendance Control all parameter
2. Mark Sample Display on (A/F-PR-10) & On job Training As per Plan HR/Production Evaluation Paper
(As per limit sample) QA Engineer Every 4Hrs. Training sheet (MR:F:06) within spec.
machine Training (MR:F:16)
MAJOR 2 Colour Black
CC 3 DIM 8.45±0.1 DVC/VMM DVC Range 0-150 MM,LC 0.01
CC 4 DIM 26.9±0.1 DVC/VMM DVC Range 0-150 MM,LC 0.01
CC 5 DIA 27.50-0.10 DVC/VMM DVC Range 0-150 MM,LC 0.01
CC 6 DIM 13.25±0.10 DVC/VMM 1- * Parameter DVC Range 0-150 MM,LC 0.01
will be checked in
In-Process
CC 7 DIM 25.2±0.1 DVC Inspection Check DVC Range 0-150 MM,LC 0.01
sheet in every 4
CC 8 DIM 19.10+0.10 DVC Hrs. Also DVC Range 0-150 MM,LC 0.01 Calibration
Inprocess dimensionaly 2 Calibration
70 QA Engineer 1-Hourly Production Report Agency-Accurate Calibration Yearly
inspection pcs check in Certificate
CC 9 DIM 13.5±0.1 DVC (A/F-PR-10 DVC Range 0-150 MM,LC 0.01 measurments
every 2 hours in
term of
CC 10 DIA 36.50±0.15 DVC increasing cavity DVC Range 0-150 MM,LC 0.01
no. A/F-QA 06
CC 11 DIM 2- 9.60±0.10 DVC DVC Range 0-150 MM,LC 0.01
CC 12 DIA 2- 4.10±0.10 DVC DVC Range 0-150 MM,LC 0.01
CC 13 DIM 29.9+0.2 DVC DVC Range 0-150 MM,LC 0.01
CC 14 DIM 2-10.5+0.1 DVC DVC Range 0-150 MM,LC 0.01
[F] AREA SHOULD BE H-35
16 Note: 8 DVC Texture Report
GRAINED FINISHED
Once in a year
will be shared
[G] MARKED SURFACE with Layout
SHOULD BE WELL POLISHED Rerport.
17 Note: 9 Texture Report Texture Report
& NO FLASHES IS ALLOWED
ON SURFACE.
Manual Counting / As per 100% Every Bin /
1 Qty./ Box / Bin As PER PACKING STANDARD Packing Incharge
Packing Std.(DEV:F:08) Box
Packing & Packing standard To ensure the packing
80 MAJOR
Labeling (DEV:F:08) Qty. & Packing properly
AS PER PACKING TAG WITH
2 Labeling Operator As per Packing Label
PART DETAIL
Short filling, shrinkage, marks,
Appearance flow mark, flashes & other Hourly Production Report
MAJOR 1 1.Visual / As per limit sample
molding defects not allowed. * Oprator / Continue/ (A/F-PR-10) & On job After each Training attendance
(As per limit sample) 2. Mark Sample Display on Training As per Plan HR/Production Evaluation Paper
QA Engineer Every 4Hrs. Training (MR:F:16) Training sheet (MR:F:06)
machine
MAJOR 2 Colour Black
CC 3 DIM 8.45±0.1 DVC/VMM DVC Range 0-150 MM,LC 0.01
CC 4 DIM 26.9±0.1 DVC/VMM DVC Range 0-150 MM,LC 0.01
CC 5 DIA 27.50-0.10 DVC/VMM DVC Range 0-150 MM,LC 0.01
CC 6 DIM 13.25±0.10 DVC/VMM 1- * Parameter DVC Range 0-150 MM,LC 0.01
will be checked in
In-Process Control all parameter
CC 7 DIM 25.2±0.1 DVC Inspection Check DVC Range 0-150 MM,LC 0.01 within spec.
sheet in every 4
CC 8 DIM 19.10+0.10 DVC Hrs. Also DVC Range 0-150 MM,LC 0.01 Calibration
90 OQC inspection dimensionaly 2 Calibration
QA Engineer 1-Hourly Production Report Agency-Accurate Calibration Yearly
pcs check in Certificate
CC 9 DIM 13.5±0.1 DVC (A/F-PR-10 DVC Range 0-150 MM,LC 0.01 measurments
every 2 hours in
term of
CC 10 DIA 36.50±0.15 DVC increasing cavity DVC Range 0-150 MM,LC 0.01
no. A/F-QA 06
CC 11 DIM 2- 9.60±0.10 DVC DVC Range 0-150 MM,LC 0.01
CC 12 DIA 2- 4.10±0.10 DVC DVC Range 0-150 MM,LC 0.01
CC 13 DIM 29.9+0.2 DVC DVC Range 0-150 MM,LC 0.01
CC 14 DIM 2-10.5+0.1 DVC DVC Range 0-150 MM,LC 0.01
[F] AREA SHOULD BE H-35
16 Note: 8 DVC Texture Report
GRAINED FINISHED
Once in a year
will be shared
with Layout
Rerport.
90 OQC inspection
PROCESS QUALITY CONTROL SHEET (II)
Format No.:- FM-01-DND-06
Doc. No.:- Rev. No.:- 02
Preliminary Prelaunched Production Part Name:-HOUSING ACPA Part No.:- 04 2111 21916 Drg.Rev.No. / Rev.Date/ Rev.Details :- 00/20/08/21/New Drawing CP/NAPINO/ACPA/04 2111 Doc.Rev.No.:- 00 Doc.Rev.Date:- 00 Rev Date:- 16.11.2016
21916
PRODUCT GROUP OR
MODEL:ACPA Doc.Rev.Detail:- PAGE…02 OF…02
CONTROL OF MANUFACTURING CONDITIONS
Important Item
Trouble Mode
Sequence of
Process Name/ QUALITY CHARACTERSTICS
Process
(Equipment,metal mold,fail-safe devices,hydraulic power,voltage,temperature etc.)
Equipment
Name (Name of
Supplier) Inspection Inspection Detail of Process/
NO. Control Item Specified Value Inspected By Inspection Method Data Form Control Item Specified Value Inspected By Inspection Method Data Form
Frequency Frequency Sketch
Once in a year
will be shared
[G] MARKED SURFACE with Layout
SHOULD BE WELL POLISHED Rerport.
17 Note: 9 Texture Report Texture Report
& NO FLASHES IS ALLOWED
ON SURFACE.
PROCESS QUALITY CONTROL SHEET (II)
Format No.:- FM-01-DND-06
Doc. No.:- Rev. No.:- 02
Preliminary Prelaunched Production Part Name:-HOUSING ACPA Part No.:- 04 2111 21916 Drg.Rev.No. / Rev.Date/ Rev.Details :- 00/20/08/21/New Drawing CP/NAPINO/ACPA/04 2111 Doc.Rev.No.:- 00 Doc.Rev.Date:- 00 Rev Date:- 16.11.2016
21916
PRODUCT GROUP OR
MODEL:ACPA Doc.Rev.Detail:- PAGE…02 OF…02
CONTROL OF MANUFACTURING CONDITIONS
Important Item
Trouble Mode
Sequence of
Process Name/ QUALITY CHARACTERSTICS
Process
(Equipment,metal mold,fail-safe devices,hydraulic power,voltage,temperature etc.)
Equipment
Name (Name of
Supplier) Inspection Inspection Detail of Process/
NO. Control Item Specified Value Inspected By Inspection Method Data Form Control Item Specified Value Inspected By Inspection Method Data Form
Frequency Frequency Sketch
Part should be stored
MAJOR 1 on identified location
and follow FIFO No mixing of material, part
AT The Every Work Instructions FIFO
Finish Good storage in Specified location To ensure FIFO
100 Store In charge Visualy Time Of Material pattern (STR-01)
Material Storage with parts identification tag & maintain
Received FIFO Display Board
Daily cleaning of bins Product Qty
MAJOR 2
& Racks
Short filling, shrinkage, marks,
Appearance flow mark, flashes & other
MINOR 1 Visual / As per limit sample On job Training (MR:F:16) Training As per Plan
molding defects not allowed. * After each Training attendance
(As per limit sample) HR Evaluation Paper
Training sheet (MR:F:06)
MAJOR 2 Colour Black VISUAL DVC/VMM Range 0-150 MM,LC 0.01
CC 3 DIM 8.45±0.1 DVC/VMM DVC/VMM Range 0-150 MM,LC 0.01
CC 4 DIM 26.9±0.1 DVC/VMM DVC/VMM Range 0-150 MM,LC 0.01
CC 5 DIA 27.50-0.10 DVC/VMM DVC/VMM Range 0-150 MM,LC 0.01
CC 6 DIM 13.25±0.10 DVC/VMM DVC Range 0-150 MM,LC 0.01
Pre Dispatch Control all parameter
110 QA Engineer Every Lot
Inspection CC 7 DIM 25.2±0.1 DVC DVC Range 0-150 MM,LC 0.01 within spec.
CC 8 DIM 19.10+0.10 DVC PDIR QA:OQC:F03 DVC Range 0-150 MM,LC 0.01 Calibration
Calibration
Agency-Accurate Calibration Yearly
Certificate
CC 9 DIM 13.5±0.1 DVC DVC Range 0-150 MM,LC 0.01 measurments
CC 10 DIA 36.50±0.15 DVC DVC Range 0-150 MM,LC 0.01
CC 11 DIM 2- 9.60±0.10 DVC DVC Range 0-150 MM,LC 0.01
CC 12 DIA 2- 4.10±0.10 DVC DVC Range 0-150 MM,LC 0.01
CC 13 DIM 29.9+0.2 DVC DVC Range 0-150 MM,LC 0.01
CC 13 DIM 2-10.5+0.1 DVC DVC Range 0-150 MM,LC 0.01
[F] AREA SHOULD BE H-35
16 Note: 8 Texture Report Texture Report
GRAINED FINISHED
Once in a year
will be shared
[G] MARKED SURFACE with Layout
SHOULD BE WELL POLISHED Rerport.
17 Note: 9 Texture Report Texture Report
& NO FLASHES IS ALLOWED
ON SURFACE.
MAJOR 1 Quantity AS PER PACKING STANDARD Every Day Work Instructions FIFO
pattern (STR-01)
120 Dispatch Store Supervisor Visual
As per customer delivery FIFO Display Board/ AS
MAJOR 2 Invoice Every Lot PER INVOICE
schedule
CC - Indicates critical to quality
Prepared By: Udit Pratap Singh Checked By: Mr. Hemant Gaur Approved By: Mr. Vikram Khatri
Rev.No. Issue Date :- Revision Details
01 12.09.2022 Dim. Added (29.9+0.2-0.1)
0 27.02.2022 Initial Issue
You might also like
- Risk Assessment For Drainage uPVC PipesDocument1 pageRisk Assessment For Drainage uPVC PipesZameer Basha Navzath AliNo ratings yet
- Hira-044 Amct-Ims-Hse-6003b Permanent Mechanical Installation HiraDocument4 pagesHira-044 Amct-Ims-Hse-6003b Permanent Mechanical Installation HiraZuberYousufNo ratings yet
- QW-QAL-626 - (Rev-00) - Prod. and QC Process Flow Chart - Ventura Motor No. 13 (35804)Document6 pagesQW-QAL-626 - (Rev-00) - Prod. and QC Process Flow Chart - Ventura Motor No. 13 (35804)Toso BatamNo ratings yet
- 137.process Map +flow Chart ASSY S.drawER DC97-23881Document6 pages137.process Map +flow Chart ASSY S.drawER DC97-23881Shinichi SuzukiNo ratings yet
- Process Effectiveness & Reliability (FMEA) EvaluationDocument1 pageProcess Effectiveness & Reliability (FMEA) EvaluationEdwin Otniel LumbantoruanNo ratings yet
- WoodwardDocument104 pagesWoodwardwachuwachuNo ratings yet
- Control Plan For Zinc Flake CoatingDocument3 pagesControl Plan For Zinc Flake Coatingx y100% (1)
- Ultrasonic Testing Report: AST-NDE-UT-R-500-4-2 Rev.01Document7 pagesUltrasonic Testing Report: AST-NDE-UT-R-500-4-2 Rev.01pankaj ranaNo ratings yet
- 000 J PQP 50001 001 R0aDocument11 pages000 J PQP 50001 001 R0aHerwin MaghinayNo ratings yet
- Blackodizing CPDocument1 pageBlackodizing CPx yNo ratings yet
- 2539-00-ITP-012 - 0 - ITP For Plastic Piping PDFDocument17 pages2539-00-ITP-012 - 0 - ITP For Plastic Piping PDFdang2172014100% (1)
- TS - S-000-1360-0002V - F9 - 0020 (Piping Line Class)Document23 pagesTS - S-000-1360-0002V - F9 - 0020 (Piping Line Class)miteshNo ratings yet
- Screenshot 2024-03-07 at 10.00.05 AMDocument3 pagesScreenshot 2024-03-07 at 10.00.05 AMSulman NaseerNo ratings yet
- LineClassTableF8 With Vender Piping - 20170826Document21 pagesLineClassTableF8 With Vender Piping - 20170826miteshNo ratings yet
- Lampiran - IKA CM Rotating EquipmentDocument1 pageLampiran - IKA CM Rotating Equipmentahmadalfan662No ratings yet
- 27-PQCS-RC Duts 62972Document1 page27-PQCS-RC Duts 62972ravi joshiNo ratings yet
- Anexo 05 - Process Planning Review v1.5 Nov2014Document20 pagesAnexo 05 - Process Planning Review v1.5 Nov2014Neumar NeumannNo ratings yet
- Quality Control Process Chart (Machining)Document7 pagesQuality Control Process Chart (Machining)mani317No ratings yet
- Water Tank ItpDocument5 pagesWater Tank Itptuan mai vanNo ratings yet
- 545 7489 (EAG349) - Control PlanDocument3 pages545 7489 (EAG349) - Control PlanDurai NaiduNo ratings yet
- Adobe Scan 19 Sep 2023Document3 pagesAdobe Scan 19 Sep 2023Navneet YadavNo ratings yet
- H0294281 CP UpdatedDocument2 pagesH0294281 CP UpdatedSandeep SinghNo ratings yet
- Johnson Matthey CSF Line Expansion: Project Scope MatrixDocument5 pagesJohnson Matthey CSF Line Expansion: Project Scope MatrixchanjunkaiNo ratings yet
- 9.PFD - 001733000520Document1 page9.PFD - 001733000520BHUSHANNo ratings yet
- Water Tank ItpDocument5 pagesWater Tank ItpHgagselim SelimNo ratings yet
- 202301-Quality Management-75053Document30 pages202301-Quality Management-75053SRJ Do ItNo ratings yet
- Annexure 4A - ITP For AS Seamless & Forged Fittings A234 WP22Document3 pagesAnnexure 4A - ITP For AS Seamless & Forged Fittings A234 WP22Pranav JadhavNo ratings yet
- ITP Format - Excel GEP 1120Document22 pagesITP Format - Excel GEP 1120raghuvarma100% (1)
- F-PD-02 Control PlanDocument1 pageF-PD-02 Control PlanTrivesh SharmaNo ratings yet
- Potential Failure Mode and Effective Analysis (Process FMEA)Document1 pagePotential Failure Mode and Effective Analysis (Process FMEA)nainarmuthuramalingamNo ratings yet
- Control Plan - 608 2RS C3Document28 pagesControl Plan - 608 2RS C3trandangbkNo ratings yet
- CP-SS BLK-01Document5 pagesCP-SS BLK-01yogesh WakchaureNo ratings yet
- Oxygen Nitrogen Natural Gas: 01 C.7WY0.IH.8-F/FLB001Document8 pagesOxygen Nitrogen Natural Gas: 01 C.7WY0.IH.8-F/FLB001Jesús Octavio Zap PérezNo ratings yet
- CPF2-PAUT For Heat Medium Heater A (H-25630A)Document10 pagesCPF2-PAUT For Heat Medium Heater A (H-25630A)Yasir MohammedNo ratings yet
- Auto On Off Ball Valve Suresales - Commented - QAP - REV-01Document1 pageAuto On Off Ball Valve Suresales - Commented - QAP - REV-01Deepak UpadhyayNo ratings yet
- Cover 5W1H SheetDocument1 pageCover 5W1H Sheetpurchase.electricals2No ratings yet
- AKT-ME-LIS-210-0001 Rev. A ReplaceDocument13 pagesAKT-ME-LIS-210-0001 Rev. A ReplaceBayu SaputraNo ratings yet
- SF-32 WTP D.S. 2,660 L/S EF-22 D.S. 2,660 L/S: NotesDocument1 pageSF-32 WTP D.S. 2,660 L/S EF-22 D.S. 2,660 L/S: NotesJC DC AcostaNo ratings yet
- Characterization Study (CS) : Report Document Project Name VP Number Protocol NumberDocument8 pagesCharacterization Study (CS) : Report Document Project Name VP Number Protocol NumberKonisbell Alcántara UreñaNo ratings yet
- QC Surveillance Report: As Per P.OrderDocument3 pagesQC Surveillance Report: As Per P.OrderRahul MoottolikandyNo ratings yet
- Control PlanDocument1 pageControl Planlingkungan.agathaNo ratings yet
- Petrovietnam Fertilizer and Chemicals Corporation (Pvfcco) Ammonia Plant Revamp ProjectDocument10 pagesPetrovietnam Fertilizer and Chemicals Corporation (Pvfcco) Ammonia Plant Revamp ProjectNcTungNo ratings yet
- Quality Contol Plan Piping Erection (Above & Underground) 2542-000-QCP-1320-001 - 0 PDFDocument33 pagesQuality Contol Plan Piping Erection (Above & Underground) 2542-000-QCP-1320-001 - 0 PDFZohrab Dadashov100% (1)
- 78101-40700000-IC-MDL-10000 Copper Alarms Settings For DCS Configuration Rev0BDocument13 pages78101-40700000-IC-MDL-10000 Copper Alarms Settings For DCS Configuration Rev0BGemasgoodasdf DjdjdjNo ratings yet
- CP St. Assy Upp 12.04.24Document92 pagesCP St. Assy Upp 12.04.24Hemant GuptaNo ratings yet
- Attn: Akebono Braxe Astra VietnamDocument5 pagesAttn: Akebono Braxe Astra VietnamanhthoNo ratings yet
- QCPC - Wide Roller 35,5Document1 pageQCPC - Wide Roller 35,5rianNo ratings yet
- Shield - ItpDocument3 pagesShield - Itpmechsasi1988No ratings yet
- FM - MKT - 02 Quality Control Process ChartDocument4 pagesFM - MKT - 02 Quality Control Process Chartbarja subarjaNo ratings yet
- PQR's Material & Planning 27.04.2022 - CopieDocument2 pagesPQR's Material & Planning 27.04.2022 - Copiecsc EXPERTISENo ratings yet
- MKS-1904-HF-02 - Site Induction Attendance SheetDocument3 pagesMKS-1904-HF-02 - Site Induction Attendance SheetNindy FebrianiNo ratings yet
- MP Ei IDocument1 pageMP Ei Isena shinodaNo ratings yet
- M-3312 CPDocument3 pagesM-3312 CPdaohonghanh94hpNo ratings yet
- Plating PQCS Bolt Flange SH M6X16 - OLDDocument5 pagesPlating PQCS Bolt Flange SH M6X16 - OLDPrakash kumarTripathiNo ratings yet
- Rotating Equipment List: A. ProcessDocument2 pagesRotating Equipment List: A. ProcesshungNo ratings yet
- Plating Process Control Plan Template (2738)Document10 pagesPlating Process Control Plan Template (2738)George Hardy100% (1)
- Supplier FAI PlanDocument1 pageSupplier FAI PlanBalakumaran MurugesanNo ratings yet
- Pt. Prestasi Inti Rubber: Control PlanDocument1 pagePt. Prestasi Inti Rubber: Control PlanHardjonoNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Best Practice1Document3 pagesBest Practice1AstronNo ratings yet
- Best PracticeDocument2 pagesBest PracticeAstronNo ratings yet
- ComparisonDocument4 pagesComparisonAstronNo ratings yet
- Drain Hose Outer Cuff Assy. NG (Outer Cuff Location Out)Document1 pageDrain Hose Outer Cuff Assy. NG (Outer Cuff Location Out)AstronNo ratings yet
- Book 1Document4 pagesBook 1AstronNo ratings yet
- LQC STDDocument2 pagesLQC STDAstronNo ratings yet
- Aoc Lab 2Document4 pagesAoc Lab 2rohan NathNo ratings yet
- Wave Guides1 PDFDocument18 pagesWave Guides1 PDFPolaiah GerikiNo ratings yet
- Tabalbag Leonor ScienceDocument9 pagesTabalbag Leonor Scienceemo mHAYNo ratings yet
- Catalog AU480 1Document2 pagesCatalog AU480 1Trần Anh TuấnNo ratings yet
- Free Electrical Training Tutorials CourseDocument7 pagesFree Electrical Training Tutorials CourseNecmettinSengunNo ratings yet
- ICNIRPemfgdl 1Document38 pagesICNIRPemfgdl 1lukiNo ratings yet
- Woodward's RuleDocument48 pagesWoodward's RuleDeshan Wolfey100% (1)
- Hydrologic Processes:: Evaporation and InfiltrationDocument25 pagesHydrologic Processes:: Evaporation and InfiltrationEmmanuel LazoNo ratings yet
- STP Presentation by JeffconDocument45 pagesSTP Presentation by JeffconCHIN FelleNo ratings yet
- Handbook For Cogeneration and Combined Cycle Power Plants: Second EditionDocument18 pagesHandbook For Cogeneration and Combined Cycle Power Plants: Second Editionsetyo nugrohoNo ratings yet
- Information Bulletin - PHD M.Tech (R) M.Tech (S) - 2023Document18 pagesInformation Bulletin - PHD M.Tech (R) M.Tech (S) - 2023Bishnu SharmaNo ratings yet
- Catalytic Reforming: 2011 Refining Processes HandbookDocument3 pagesCatalytic Reforming: 2011 Refining Processes HandbookGaspar BlaserNo ratings yet
- Understanding DGADocument37 pagesUnderstanding DGAdiakonos1984No ratings yet
- 12 Simple Notes (EM) - 5 MarksDocument16 pages12 Simple Notes (EM) - 5 MarksNidhiNo ratings yet
- Batch To Continuous ProcessingDocument7 pagesBatch To Continuous ProcessingChem.EnggNo ratings yet
- Reaction Engineering EP 319/EP 327: Chapter 4 (Part Ii) Multiple ReactionsDocument25 pagesReaction Engineering EP 319/EP 327: Chapter 4 (Part Ii) Multiple ReactionsWoMeiYouNo ratings yet
- 10 1021@acs Iecr 9b02077Document14 pages10 1021@acs Iecr 9b02077dipen royNo ratings yet
- Many Worlds InterpretationDocument26 pagesMany Worlds InterpretationahsbonNo ratings yet
- Field and Laboratory Measurements of Shear Wave VeDocument6 pagesField and Laboratory Measurements of Shear Wave VeMark Joshua NaborNo ratings yet
- Using Empower Systemsqt Qualification Tool For Waters Modular HPLC SystemsDocument8 pagesUsing Empower Systemsqt Qualification Tool For Waters Modular HPLC SystemsПетр КрасновNo ratings yet
- Positioning Techniques - Horizontal Vertical PDFDocument34 pagesPositioning Techniques - Horizontal Vertical PDFMuhd Zuhairi100% (1)
- Department of Education: Learner'S Activity Sheet in Physical Science (Grade 12) Quarter 3, Week 5Document11 pagesDepartment of Education: Learner'S Activity Sheet in Physical Science (Grade 12) Quarter 3, Week 5Abegail Lampera CatindoyNo ratings yet
- The Islamic University of Gaza-Environmental Engineering Department Water Treatment (EENV - 4331) Course OutlineDocument1 pageThe Islamic University of Gaza-Environmental Engineering Department Water Treatment (EENV - 4331) Course OutlineAbo-Khaled MohammedNo ratings yet
- 2012 Nautical AlmanacDocument136 pages2012 Nautical AlmanacRenato FonsecaNo ratings yet
- Fluid and Thermal Systems, Ch.2, Properties of Fluids, Lec2Document16 pagesFluid and Thermal Systems, Ch.2, Properties of Fluids, Lec2Mohamed EmamNo ratings yet
- AndnNotice 05 22 01 01 06 14 03 Posts Engl 230223 - 6Document2 pagesAndnNotice 05 22 01 01 06 14 03 Posts Engl 230223 - 6ChanduNo ratings yet
- Assignment 2: Vapor PressureDocument3 pagesAssignment 2: Vapor PressureRanaNo ratings yet
- ID NoneDocument8 pagesID NoneHans SihalohoNo ratings yet
- Electric CircuitsDocument14 pagesElectric CircuitsPreet BassiNo ratings yet
- Surveying Prelim ReviewerDocument4 pagesSurveying Prelim ReviewerBanana QNo ratings yet