You might also like
- SAP PR Release Strategy Concept and Configuration Guide: A Case StudyFrom EverandSAP PR Release Strategy Concept and Configuration Guide: A Case StudyRating: 4 out of 5 stars4/5 (6)
- 195 CasingDocument14 pages195 Casingsasi10000No ratings yet
- Plating Process Control Plan Template (2738)Document10 pagesPlating Process Control Plan Template (2738)George Hardy100% (1)
- Isir - (00003)Document1 pageIsir - (00003)ducthangspktNo ratings yet
- Process Control Plan FormatDocument1 pageProcess Control Plan FormatSanchit SoniNo ratings yet
- 3795-210-S20 - C04-0006 R0 Equipment Data Curves For Item No 20-P-223 AB - Flare K.O Drum Pump CommentedDocument2 pages3795-210-S20 - C04-0006 R0 Equipment Data Curves For Item No 20-P-223 AB - Flare K.O Drum Pump CommentedFomaa ElsayedNo ratings yet
- H0294281 CP UpdatedDocument2 pagesH0294281 CP UpdatedSandeep SinghNo ratings yet
- CAPA Thread OutDocument80 pagesCAPA Thread OutRohtash fastnerNo ratings yet
- Control PlanDocument1 pageControl Planlingkungan.agathaNo ratings yet
- CP-SS BLK-01Document5 pagesCP-SS BLK-01yogesh WakchaureNo ratings yet
- F-PD-02 Control PlanDocument1 pageF-PD-02 Control PlanTrivesh SharmaNo ratings yet
- WoodwardDocument104 pagesWoodwardwachuwachuNo ratings yet
- NEW FORMATE Cover CPDocument47 pagesNEW FORMATE Cover CPVeera Mani KNo ratings yet
- ITP For Under Ground Firewater SystemDocument4 pagesITP For Under Ground Firewater SystemjaseelNo ratings yet
- CP ProductionDocument7 pagesCP Productionsandeep.pantNo ratings yet
- Use This As Reference For Painting Process It May Be Similar To YoursDocument7 pagesUse This As Reference For Painting Process It May Be Similar To Yoursabdelnasser hasanNo ratings yet
- Control PlanDocument4 pagesControl PlanJosué PérezNo ratings yet
- 27-PQCS-RC Duts 62972Document1 page27-PQCS-RC Duts 62972ravi joshiNo ratings yet
- 137.process Map +flow Chart ASSY S.drawER DC97-23881Document6 pages137.process Map +flow Chart ASSY S.drawER DC97-23881Shinichi SuzukiNo ratings yet
- FM - MKT - 02 Quality Control Process ChartDocument4 pagesFM - MKT - 02 Quality Control Process Chartbarja subarjaNo ratings yet
- Fabric Test ReportDocument4 pagesFabric Test ReportHasan MustafaNo ratings yet
- CP St. Assy Upp 12.04.24Document92 pagesCP St. Assy Upp 12.04.24Hemant GuptaNo ratings yet
- Machining Control PlanDocument1 pageMachining Control PlanGARIMA CASTINGS, JAIPURNo ratings yet
- Painampuram, Muthukurmandal, S.P.S.R. Nellore District, A.PDocument22 pagesPainampuram, Muthukurmandal, S.P.S.R. Nellore District, A.Pkkumar_717405No ratings yet
- ATS Machinery, Plants & Equipment RegisterDocument2 pagesATS Machinery, Plants & Equipment Registershuhada ghazaliNo ratings yet
- TI Air Gauges. JumranDocument1 pageTI Air Gauges. JumranJack SetengahNo ratings yet
- MEG-PRG-NISSAN-001-100 Rev 001-Automatic Inspection Machine PDFDocument18 pagesMEG-PRG-NISSAN-001-100 Rev 001-Automatic Inspection Machine PDFMerced HernandezNo ratings yet
- 2.5 PCPDocument6 pages2.5 PCPAndrea InfanteNo ratings yet
- CP For Assembly PartsDocument1 pageCP For Assembly Partssantosh kumarNo ratings yet
- PP13 00 y QPT Gam 016 R0Document10 pagesPP13 00 y QPT Gam 016 R0Rıdvan UyarNo ratings yet
- BB2 Rev03Document8 pagesBB2 Rev03Ahmed El-AzharyNo ratings yet
- Client: Aramco Overseas Company B.V. & Sumitomo Chemical Co., LTDDocument1 pageClient: Aramco Overseas Company B.V. & Sumitomo Chemical Co., LTDJaime FlaminianoNo ratings yet
- Prototype - Pre-Launch - Production (Circle) Control PlanDocument1 pagePrototype - Pre-Launch - Production (Circle) Control PlanagungNo ratings yet
- Control Plan For Zinc Flake CoatingDocument3 pagesControl Plan For Zinc Flake Coatingx y100% (1)
- Item Description Technician Eng. CRS Date: Vibration Check Carried OutDocument1 pageItem Description Technician Eng. CRS Date: Vibration Check Carried Outspider_apexNo ratings yet
- Test Report (Pump) : Nekad Development Engineering SDN BHD (329894-M)Document1 pageTest Report (Pump) : Nekad Development Engineering SDN BHD (329894-M)خير العابدينNo ratings yet
- Control Plan Template 2011 PDFDocument1 pageControl Plan Template 2011 PDFSenthil_KNo ratings yet
- Plan de Surveillance Pièce PlastiqueDocument2 pagesPlan de Surveillance Pièce PlastiqueFida GhanmiNo ratings yet
- 3795-210-S10-E99-0002-Rev.3 PLC Io Mapping List Including Time Synchronize SDocument7 pages3795-210-S10-E99-0002-Rev.3 PLC Io Mapping List Including Time Synchronize SFomaa ElsayedNo ratings yet
- Efwe 2 e 4 GF 1 W 3Document1 pageEfwe 2 e 4 GF 1 W 3BALACHANDAR SNo ratings yet
- Tata Growth Shop: Inspection Report / Check ListDocument2 pagesTata Growth Shop: Inspection Report / Check ListBhanu Pratap ChoudhuryNo ratings yet
- Heat Exchanger QAPDocument3 pagesHeat Exchanger QAPRajnikant PatelNo ratings yet
- 650,000 BPSD Refinery and 830,000 TPA Polypropylene Plant at Lekki Free Trade Zone, NigeriaDocument1,236 pages650,000 BPSD Refinery and 830,000 TPA Polypropylene Plant at Lekki Free Trade Zone, NigeriaAthar DanishNo ratings yet
- APQP Timing Plan SampleDocument3 pagesAPQP Timing Plan SampleDhananjay Patil75% (4)
- 545 7489 (Eag349) - PfmeaDocument3 pages545 7489 (Eag349) - PfmeaDurai NaiduNo ratings yet
- 6 - Testing & Commissioning Data - ItpDocument10 pages6 - Testing & Commissioning Data - ItpzainahmedscribdNo ratings yet
- SFT 0090 Control PlanDocument24 pagesSFT 0090 Control PlanspdhimanNo ratings yet
- Control Plan - 608 2RS C3Document28 pagesControl Plan - 608 2RS C3trandangbkNo ratings yet
- R272PFCM85 RDG Ic Pro 0007 A5Document72 pagesR272PFCM85 RDG Ic Pro 0007 A5NikhilNo ratings yet
- Control PlanDocument2 pagesControl PlanChintamani Giramkar100% (1)
- QW-QAL-626 - (Rev-00) - Prod. and QC Process Flow Chart - Ventura Motor No. 13 (35804)Document6 pagesQW-QAL-626 - (Rev-00) - Prod. and QC Process Flow Chart - Ventura Motor No. 13 (35804)Toso BatamNo ratings yet
- Control Plan: Process / Operation DescriptionDocument3 pagesControl Plan: Process / Operation DescriptionsharanNo ratings yet
- 9-Material Treacibility PDFDocument64 pages9-Material Treacibility PDFmamounsdNo ratings yet
- Pro-Quality Associates Control PlanDocument1 pagePro-Quality Associates Control PlanDeepak kumarNo ratings yet
- Pro-Quality Associates Control PlanDocument1 pagePro-Quality Associates Control PlanDeepak kumarNo ratings yet
- Process Flow Fmea Control PlanDocument5 pagesProcess Flow Fmea Control Plansudeep_singh1No ratings yet
- Final: Equipment Sectional Drawing With Part ListDocument23 pagesFinal: Equipment Sectional Drawing With Part ListInsertec LtdaNo ratings yet
- PPAP Workbook TemplateDocument18 pagesPPAP Workbook TemplateRaju.PalNo ratings yet
- CP Gear Spindle MkeDocument2 pagesCP Gear Spindle Mkeamol vadnereNo ratings yet
- 545 7489 (Eag349) - MsaDocument1 page545 7489 (Eag349) - MsaDurai NaiduNo ratings yet
- Why America Would Lose A Trade War With China: Unfortunately For Trump, It's Not The 1980s AnymoreDocument3 pagesWhy America Would Lose A Trade War With China: Unfortunately For Trump, It's Not The 1980s AnymoreDurai NaiduNo ratings yet
- G.Durai, EM QA Fuel Bill (10102376)Document2 pagesG.Durai, EM QA Fuel Bill (10102376)Durai NaiduNo ratings yet
- 3P Rim Tyre Disassembly ProcedureDocument7 pages3P Rim Tyre Disassembly ProcedureDurai NaiduNo ratings yet
- 22 Rims Serial NoDocument86 pages22 Rims Serial NoDurai NaiduNo ratings yet
- EAG 315 Wrong Disc AssemblyDocument1 pageEAG 315 Wrong Disc AssemblyDurai NaiduNo ratings yet
- 545 7489 (EAG349) - Process FlowDocument1 page545 7489 (EAG349) - Process FlowDurai NaiduNo ratings yet
- EAG 165 ColorDocument4 pagesEAG 165 ColorDurai NaiduNo ratings yet
- Part # 3734068 - Air Leak Sample Rim Inspection ProcedureDocument9 pagesPart # 3734068 - Air Leak Sample Rim Inspection ProcedureDurai NaiduNo ratings yet
- HD Rim Valve Guard PorosityDocument3 pagesHD Rim Valve Guard PorosityDurai NaiduNo ratings yet
- Production Process Change: Application FormDocument1 pageProduction Process Change: Application FormDurai NaiduNo ratings yet
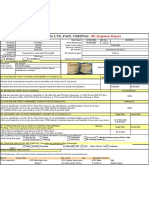
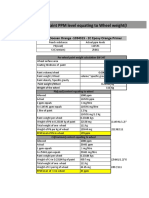
- PB, CR Paint PPM Level Equating To Wheel Weight (Doosan Orange Primer - EW 347 Wheel)Document3 pagesPB, CR Paint PPM Level Equating To Wheel Weight (Doosan Orange Primer - EW 347 Wheel)Durai NaiduNo ratings yet
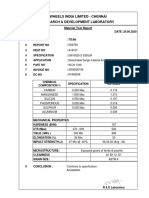
- Titan Uk - Wheel Spares - Material Test Reports - Jun 2020Document1 pageTitan Uk - Wheel Spares - Material Test Reports - Jun 2020Durai NaiduNo ratings yet
- 7swe (R0) Weld Conformance Audit - Readiness: Score 1.0 Step 1-Weld Engineer 1.1 NoDocument15 pages7swe (R0) Weld Conformance Audit - Readiness: Score 1.0 Step 1-Weld Engineer 1.1 NoDurai NaiduNo ratings yet
- Dev No 229919Document3 pagesDev No 229919Durai NaiduNo ratings yet
- BMP Rim Rib Thickness VariaitonDocument3 pagesBMP Rim Rib Thickness VariaitonDurai NaiduNo ratings yet
- 7swe (R0) Weld Conformance Audit - Readiness: Score 1.0 Step 1-Weld Engineer 1.1 NoDocument15 pages7swe (R0) Weld Conformance Audit - Readiness: Score 1.0 Step 1-Weld Engineer 1.1 NoDurai NaiduNo ratings yet
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameDocument3 pagesMDS Report Substances of Assemblies and Materials: 1. Company and Product NameDurai NaiduNo ratings yet
- GKN Safety ManualDocument98 pagesGKN Safety ManualDurai NaiduNo ratings yet
- Dev No 229919Document3 pagesDev No 229919Durai NaiduNo ratings yet
- Caterpillar Sqep Procedures: May 3, 2017 SQEP Process OwnerDocument33 pagesCaterpillar Sqep Procedures: May 3, 2017 SQEP Process OwnerDurai NaiduNo ratings yet
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameDocument3 pagesMDS Report Substances of Assemblies and Materials: 1. Company and Product NameDurai NaiduNo ratings yet
- PB, CR Paint PPM Level Equating To Wheel Weight (Doosan Orange Primer - EW 347 Wheel)Document1 pagePB, CR Paint PPM Level Equating To Wheel Weight (Doosan Orange Primer - EW 347 Wheel)Durai NaiduNo ratings yet
- Pitch Circle Chordal Distance CalculationDocument1 pagePitch Circle Chordal Distance CalculationHimanshu Sekhar GhadeiNo ratings yet
- PADI - CAT Overall - BIQ Tracker Feb '20 To Jan '2021Document19 pagesPADI - CAT Overall - BIQ Tracker Feb '20 To Jan '2021Durai NaiduNo ratings yet
- Detection Poka Yoke-BoardDocument1 pageDetection Poka Yoke-BoardDurai NaiduNo ratings yet
- Stop Note FormatDocument1 pageStop Note FormatDurai NaiduNo ratings yet
- Caterpillar Sqep Procedures: May 3, 2017 SQEP Process OwnerDocument33 pagesCaterpillar Sqep Procedures: May 3, 2017 SQEP Process OwnerDurai NaiduNo ratings yet
- PADI - CAT BCP - BIQ Tracker Feb '20 To Jan '2021Document14 pagesPADI - CAT BCP - BIQ Tracker Feb '20 To Jan '2021Durai NaiduNo ratings yet
- 4Q17 Caterpillar Inc. ResultsDocument29 pages4Q17 Caterpillar Inc. ResultsDurai NaiduNo ratings yet
- Product Data Sheet: iPRD40r Modular Surge Arrester - 1P - 350V - With Remote TransfertDocument3 pagesProduct Data Sheet: iPRD40r Modular Surge Arrester - 1P - 350V - With Remote TransfertLeonel Jesus Pareja MorenoNo ratings yet
- Pubg - Freefire (Swapon Vai)Document3 pagesPubg - Freefire (Swapon Vai)Shafiqul Islam Sajib100% (1)
- Web3, Also Known As Web 3.0,: TerminologyDocument3 pagesWeb3, Also Known As Web 3.0,: TerminologyDionisio MarquezNo ratings yet
- Stihl 211 Chainsaw ManualDocument60 pagesStihl 211 Chainsaw ManualwaltoiNo ratings yet
- Labview Ecg AdquisicionDocument6 pagesLabview Ecg AdquisicionBAUTISTA ENCISO LEEVAN YACKIENo ratings yet
- Report Text: Silmi Hayati PutriDocument8 pagesReport Text: Silmi Hayati PutriSilmi Hayati PutriNo ratings yet
- Humber Battery Charger - CDHD-60-24III4-J0说明书 (中英文)Document13 pagesHumber Battery Charger - CDHD-60-24III4-J0说明书 (中英文)Clarence ClarNo ratings yet
- Guidelines For Online Submission of ApplicationsDocument15 pagesGuidelines For Online Submission of ApplicationsMuhammad Asif Mumtaz FaridiNo ratings yet
- MU155 Test 2Document4 pagesMU155 Test 2Ria AnggrainiNo ratings yet
- Lab Exercise 2: Perform The Following TasksDocument2 pagesLab Exercise 2: Perform The Following Tasksdicin94115No ratings yet
- Sealed & Shielded Type Double Row Angular Contact Ball BearingsDocument3 pagesSealed & Shielded Type Double Row Angular Contact Ball BearingsMai Thế ToanNo ratings yet
- SRN Raptakos PLANTDocument41 pagesSRN Raptakos PLANTscribd viewerNo ratings yet
- DsersDocument15 pagesDsersT JNo ratings yet
- Dyna 320M Test Program-V2.1Document8 pagesDyna 320M Test Program-V2.1JorgeZelayaNo ratings yet
- Paste Copy FTTXDocument8 pagesPaste Copy FTTXfttxjpr JaipurNo ratings yet
- Wireless Po en A1 Unfolded 0758-1029-82 v1500Document1 pageWireless Po en A1 Unfolded 0758-1029-82 v1500Ghulam MujtabaNo ratings yet
- Wing Load Calculation: (Example Document For LSA Applicants - v1 of 08.03.16)Document16 pagesWing Load Calculation: (Example Document For LSA Applicants - v1 of 08.03.16)Leonardo VasconcelosNo ratings yet
- Service Manual: Front Panel KitDocument26 pagesService Manual: Front Panel KitJorge CorralesNo ratings yet
- Manual Casio Te 2400Document240 pagesManual Casio Te 2400Fran AbadNo ratings yet
- Eyepiece Objective Lenses Head Nosepiece: Proper Care and HandlingDocument1 pageEyepiece Objective Lenses Head Nosepiece: Proper Care and HandlingRafael SaldivarNo ratings yet
- 02 NetNumen U31 Software Installation - 54PDocument54 pages02 NetNumen U31 Software Installation - 54PAppolenaire Alexis86% (7)
- BateDocument3 pagesBateNadiaNo ratings yet
- Canada CC TopupDocument22 pagesCanada CC TopupFree RobuxNo ratings yet
- MowersDocument132 pagesMowersguillermosNo ratings yet
- Tabla Dim Tuberia R410aDocument1 pageTabla Dim Tuberia R410aFernandoNo ratings yet
- Hikaru Nara (Your Lie in April) Sheet Music For Piano (Solo) Musescore - Com 3Document1 pageHikaru Nara (Your Lie in April) Sheet Music For Piano (Solo) Musescore - Com 3Jéssica E DiegoNo ratings yet
- Description: Packag eDocument4 pagesDescription: Packag eVicenteAlvarezNo ratings yet
- 220523-General-Duty Valves For Plumbing PipingDocument9 pages220523-General-Duty Valves For Plumbing PipingAttef BedaweNo ratings yet
- PHW-2000H Universal Joint Drive Balancing Machine PDFDocument12 pagesPHW-2000H Universal Joint Drive Balancing Machine PDFCarlos CervantesNo ratings yet
- TM354 - Final Essay (Units 6-11) - Waleed OmarDocument31 pagesTM354 - Final Essay (Units 6-11) - Waleed OmarChristina FingtonNo ratings yet