You might also like
- 17 Identification and Traceability: ISO 3834-2 and ISO 3834-3 Required Documents Typical Records/reportsDocument3 pages17 Identification and Traceability: ISO 3834-2 and ISO 3834-3 Required Documents Typical Records/reportselmiraNo ratings yet
- Eltek supplier assessment audit reportDocument51 pagesEltek supplier assessment audit reportsumanNo ratings yet
- RCS: 90 & Above Round: Above 100: Heat. No. To Be Provided On Each BarDocument2 pagesRCS: 90 & Above Round: Above 100: Heat. No. To Be Provided On Each BarAmit Kumar UkeNo ratings yet
- Criteria for Evaluating Supplier Audit FrequencyDocument1 pageCriteria for Evaluating Supplier Audit FrequencyRakesh ChauhanNo ratings yet
- Vendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefDocument3 pagesVendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefAmit KumarNo ratings yet
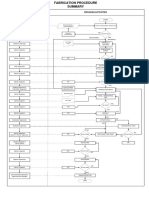
- Fabrication WorkflowDocument1 pageFabrication Workflowmgb2010No ratings yet
- 3834 Requirements ListDocument4 pages3834 Requirements ListScott TrainorNo ratings yet
- Welding Quality Control Plan (WQCP) Requirements: OrganizationDocument2 pagesWelding Quality Control Plan (WQCP) Requirements: Organizationmangalraj900No ratings yet
- AF-QMSP-14 Procedure For Machine Shop StoreDocument16 pagesAF-QMSP-14 Procedure For Machine Shop StoreSharif KhanNo ratings yet
- Material Comparison ListDocument1 pageMaterial Comparison Listdarren84No ratings yet
- Process Flow For Order ExecutionDocument1 pageProcess Flow For Order ExecutionSathish RNo ratings yet
- Process flow chart quality manualDocument1 pageProcess flow chart quality manualDeepak DasNo ratings yet
- Weld Book - Flare KOD - Structure Rev ADocument169 pagesWeld Book - Flare KOD - Structure Rev ARajesh K PillaiNo ratings yet
- Quality control plan for pressure vessel fabricationDocument4 pagesQuality control plan for pressure vessel fabricationPradip DabhiNo ratings yet
- QSP-05 Maintenance of Infrastructure TPM R2Document10 pagesQSP-05 Maintenance of Infrastructure TPM R2DhinakaranNo ratings yet
- Prds & Piping QapDocument2 pagesPrds & Piping QapPavul RajNo ratings yet
- Shanmugha Precision Forging Control PlanDocument4 pagesShanmugha Precision Forging Control PlanRavichandran D100% (1)
- 7QC Tools GuideDocument51 pages7QC Tools GuideMonu SharmaNo ratings yet
- Anexo 05 - Process Planning Review v1.5 Nov2014Document20 pagesAnexo 05 - Process Planning Review v1.5 Nov2014Neumar NeumannNo ratings yet
- Method Statement: Pt. Duta Graha Indah TBK Welding Procedure (Preparation)Document4 pagesMethod Statement: Pt. Duta Graha Indah TBK Welding Procedure (Preparation)Nigin Parambath50% (2)
- Development-Roles & ResponsibilityDocument6 pagesDevelopment-Roles & ResponsibilityNaveen SolankiNo ratings yet
- Book - Vol.1&2 - BasicsAndQuality - 22junDocument82 pagesBook - Vol.1&2 - BasicsAndQuality - 22junlth770310No ratings yet
- Quality AssuaranceDocument150 pagesQuality Assuarancebhatta_ashu3672No ratings yet
- COPQ TrackerDocument2 pagesCOPQ Trackergopalranjan_2000939No ratings yet
- Xods G8D1Document75 pagesXods G8D1om cncNo ratings yet
- Welder Qualification: Procedure Qualification Thickness & Dia LimitsDocument4 pagesWelder Qualification: Procedure Qualification Thickness & Dia LimitsHoque AnamulNo ratings yet
- Stainless Steel Flat ProductsDocument15 pagesStainless Steel Flat Productsstrip1No ratings yet
- VIP Activity Plan & Status for Qavi BrothersDocument5 pagesVIP Activity Plan & Status for Qavi BrothersMurtaza AhmedNo ratings yet
- 4-Welding Painting Repair-PDocument8 pages4-Welding Painting Repair-PNguyen Anh TuanNo ratings yet
- 390018-Lito Garcia Junio-Production Team LeaderDocument3 pages390018-Lito Garcia Junio-Production Team LeaderATKNo ratings yet
- Turtle Diagrams - Stores + ShippingDocument1 pageTurtle Diagrams - Stores + Shippingcem electromechNo ratings yet
- Forecast Contract OpportunitiesDocument252 pagesForecast Contract Opportunitiesniaz0530No ratings yet
- 03 Knowledge Sharing 7 QC ToolsDocument107 pages03 Knowledge Sharing 7 QC Toolsravi javaliNo ratings yet
- Complaints Management ProcedureDocument14 pagesComplaints Management ProcedureNoel O. VergaraNo ratings yet
- Raken QPA Checklist For PCBADocument135 pagesRaken QPA Checklist For PCBAphamtienkhang100% (1)
- Rejection Report TemplateDocument2 pagesRejection Report TemplateMAlexConwayNo ratings yet
- Qap 900000236 R0Document4 pagesQap 900000236 R0meet bhavsarNo ratings yet
- Visit Report - 312Document4 pagesVisit Report - 312Vinay YadavNo ratings yet
- Material Inspection Report Steel FormDocument1 pageMaterial Inspection Report Steel Formtuan mai vanNo ratings yet
- Supplier Evaluation Checklist F-PU-05 - FILLEDDocument2 pagesSupplier Evaluation Checklist F-PU-05 - FILLEDNav Talukdar100% (1)
- Fabrication FlowchartDocument1 pageFabrication FlowchartDonny100% (1)
- Awareness Programme for ASME and ISO Welding CodesDocument1 pageAwareness Programme for ASME and ISO Welding CodesSatish KeskarNo ratings yet
- Supplier Audit ChecklistDocument12 pagesSupplier Audit ChecklistRildo Alves0% (1)
- Roles & Responsibilities: Ref.: Rev.: DateDocument14 pagesRoles & Responsibilities: Ref.: Rev.: DateDhinakaranNo ratings yet
- Procurement Services: Industry & Facilities DivisionDocument6 pagesProcurement Services: Industry & Facilities DivisionVikas Mani TripathiNo ratings yet
- Pt. Alfa Valves Indonesia: Production General Process Flow Chart of ValvesDocument0 pagesPt. Alfa Valves Indonesia: Production General Process Flow Chart of ValvesZoebairNo ratings yet
- PD-F 03 .Engineering Change Note - Internal & Sup. InitiationDocument2 pagesPD-F 03 .Engineering Change Note - Internal & Sup. InitiationHarjeet SinghNo ratings yet
- AQLChart PDFDocument2 pagesAQLChart PDFAnonymous tv3qpx2No ratings yet
- Control (Quality) PlanDocument1 pageControl (Quality) PlanRabia ZulqarnainNo ratings yet
- 195 CasingDocument14 pages195 Casingsasi10000No ratings yet
- Fixture Validation ChecklistDocument2 pagesFixture Validation Checklistvvv5452No ratings yet
- Inputs Outputs: With Who? (Competence/skills/training) With What? (Materials and Equipment)Document2 pagesInputs Outputs: With Who? (Competence/skills/training) With What? (Materials and Equipment)azire carlos100% (1)
- MSIL Audit Cheklist 16Document39 pagesMSIL Audit Cheklist 16jineshdmehta100% (10)
- MSHOP HEAD - HM4N - Policy Sheet - 19 20 Rev 2Document12 pagesMSHOP HEAD - HM4N - Policy Sheet - 19 20 Rev 2Rajesh KalraNo ratings yet
- Welder Qualification Test - WQT by ITPI-IWESDocument1 pageWelder Qualification Test - WQT by ITPI-IWESsanul mulyNo ratings yet
- ATF Audit ChecklistDocument7 pagesATF Audit Checklistabhishek sharmaNo ratings yet
- Stage 1 Audit Report and SummaryDocument39 pagesStage 1 Audit Report and Summaryabie mumuNo ratings yet
- THE Global Supplier Quality Assurance System: Electrolux Major AppliancesDocument25 pagesTHE Global Supplier Quality Assurance System: Electrolux Major AppliancesumtNo ratings yet
- ISO 3834 - Checklist-2Document6 pagesISO 3834 - Checklist-2Abhishek Anand83% (6)
- Establishing A CGMP Laboratory Audit System: A Practical GuideFrom EverandEstablishing A CGMP Laboratory Audit System: A Practical GuideNo ratings yet
- 545 7489 (Eag349) - MsaDocument1 page545 7489 (Eag349) - MsaDurai NaiduNo ratings yet
- EAG 165 ColorDocument4 pagesEAG 165 ColorDurai NaiduNo ratings yet
- 22 Rims Serial NoDocument86 pages22 Rims Serial NoDurai NaiduNo ratings yet
- 545 7489 (EAG349) - Process FlowDocument1 page545 7489 (EAG349) - Process FlowDurai NaiduNo ratings yet
- EAG 315 Wrong Disc AssemblyDocument1 pageEAG 315 Wrong Disc AssemblyDurai NaiduNo ratings yet
- 3P Rim Tyre Disassembly ProcedureDocument7 pages3P Rim Tyre Disassembly ProcedureDurai NaiduNo ratings yet
- HD Rim Valve Guard PorosityDocument3 pagesHD Rim Valve Guard PorosityDurai NaiduNo ratings yet
- Titan Uk - Wheel Spares - Material Test Reports - Jun 2020Document1 pageTitan Uk - Wheel Spares - Material Test Reports - Jun 2020Durai NaiduNo ratings yet
- Why America Would Lose A Trade War With China: Unfortunately For Trump, It's Not The 1980s AnymoreDocument3 pagesWhy America Would Lose A Trade War With China: Unfortunately For Trump, It's Not The 1980s AnymoreDurai NaiduNo ratings yet
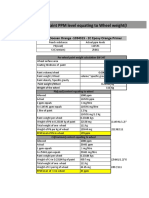
- Pb and Cr levels in Doosan Orange wheel primer below ROHS limitsDocument3 pagesPb and Cr levels in Doosan Orange wheel primer below ROHS limitsDurai NaiduNo ratings yet
- G.Durai, EM QA Fuel Bill (10102376)Document2 pagesG.Durai, EM QA Fuel Bill (10102376)Durai NaiduNo ratings yet
- Part # 3734068 –Air leak Sample Rim Inspection ProcedureDocument9 pagesPart # 3734068 –Air leak Sample Rim Inspection ProcedureDurai NaiduNo ratings yet
- MDS Report for O-Ring Part Number OR-325-TDocument3 pagesMDS Report for O-Ring Part Number OR-325-TDurai NaiduNo ratings yet
- Production Process Change: Application FormDocument1 pageProduction Process Change: Application FormDurai NaiduNo ratings yet
- Dev No 229919Document3 pagesDev No 229919Durai NaiduNo ratings yet
- Caterpillar Sqep Procedures: May 3, 2017 SQEP Process OwnerDocument33 pagesCaterpillar Sqep Procedures: May 3, 2017 SQEP Process OwnerDurai NaiduNo ratings yet
- BMP Rim Rib Thickness VariaitonDocument3 pagesBMP Rim Rib Thickness VariaitonDurai NaiduNo ratings yet
- Caterpillar Sqep Procedures: May 3, 2017 SQEP Process OwnerDocument33 pagesCaterpillar Sqep Procedures: May 3, 2017 SQEP Process OwnerDurai NaiduNo ratings yet
- 7swe (R0) Weld Conformance Audit - Readiness: Score 1.0 Step 1-Weld Engineer 1.1 NoDocument15 pages7swe (R0) Weld Conformance Audit - Readiness: Score 1.0 Step 1-Weld Engineer 1.1 NoDurai NaiduNo ratings yet
- MDS Report for O-Ring Part Number OR-325-TDocument3 pagesMDS Report for O-Ring Part Number OR-325-TDurai NaiduNo ratings yet
- Dev No 229919Document3 pagesDev No 229919Durai NaiduNo ratings yet
- Pitch Circle Chordal Distance CalculationDocument1 pagePitch Circle Chordal Distance CalculationHimanshu Sekhar GhadeiNo ratings yet
- PB, CR Paint PPM Level Equating To Wheel Weight (Doosan Orange Primer - EW 347 Wheel)Document1 pagePB, CR Paint PPM Level Equating To Wheel Weight (Doosan Orange Primer - EW 347 Wheel)Durai NaiduNo ratings yet
- PADI - CAT Overall - BIQ Tracker Feb '20 To Jan '2021Document19 pagesPADI - CAT Overall - BIQ Tracker Feb '20 To Jan '2021Durai NaiduNo ratings yet
- GKN Safety ManualDocument98 pagesGKN Safety ManualDurai NaiduNo ratings yet
- Stop Note FormatDocument1 pageStop Note FormatDurai NaiduNo ratings yet
- PADI - CAT BCP - BIQ Tracker Feb '20 To Jan '2021Document14 pagesPADI - CAT BCP - BIQ Tracker Feb '20 To Jan '2021Durai NaiduNo ratings yet
- Detection Poka Yoke-BoardDocument1 pageDetection Poka Yoke-BoardDurai NaiduNo ratings yet
- 4Q17 Caterpillar Inc. ResultsDocument29 pages4Q17 Caterpillar Inc. ResultsDurai NaiduNo ratings yet
- Chapter 23 Multiple-Choice QuestionsDocument21 pagesChapter 23 Multiple-Choice QuestionsMark Gelo WinchesterNo ratings yet
- ISO 14001:2015 General Awareness ProgramDocument40 pagesISO 14001:2015 General Awareness ProgramHarold BrausteinNo ratings yet
- APC P7 Notes 2017Document336 pagesAPC P7 Notes 2017Muhammad Imran100% (3)
- 2009 SecDocument805 pages2009 Secericp023No ratings yet
- Auditing and AssuranceDocument3 pagesAuditing and AssuranceJñelle Faith Herrera SaludaresNo ratings yet
- Miami Heat AuditDocument69 pagesMiami Heat AuditFrancisco AlvaradoNo ratings yet
- Course Syllabus-Internal AuditingDocument4 pagesCourse Syllabus-Internal AuditingMishbah Yaser50% (2)
- Auditing Chapter 1: Integral to EconomyDocument37 pagesAuditing Chapter 1: Integral to EconomyMoti BekeleNo ratings yet
- Lesson 15 Considering Fraud, Error and Non-Compliance With Laws and RegulationsDocument8 pagesLesson 15 Considering Fraud, Error and Non-Compliance With Laws and RegulationsMark TaysonNo ratings yet
- Revised By-Laws of ASSETSMPC CooperativeDocument21 pagesRevised By-Laws of ASSETSMPC CooperativeNonilon RoblesNo ratings yet
- Audit SyllabusDocument10 pagesAudit SyllabusAang GrandeNo ratings yet
- Internal Control and Control Risk HandoutsDocument38 pagesInternal Control and Control Risk Handoutsumar shahzadNo ratings yet
- AP Handout 01 Audit of Cash PDFDocument6 pagesAP Handout 01 Audit of Cash PDFTherese AlmiraNo ratings yet
- Annual Master Schedule for Single CertificationDocument1 pageAnnual Master Schedule for Single CertificationAmrendra Singh DagarNo ratings yet
- Vda 6.X Quality Management System CertificationDocument3 pagesVda 6.X Quality Management System Certificationdare_numero5No ratings yet
- CG ChecklistDocument33 pagesCG ChecklistConcordio Quisaot100% (1)
- Managing HSE standards for Shell International Exploration and Production contractorsDocument99 pagesManaging HSE standards for Shell International Exploration and Production contractorsClive Nicli100% (2)
- Module 9Q - Answers and Explanations (Numbers 1 To 10) : Lyceum of The PhilippinesDocument1 pageModule 9Q - Answers and Explanations (Numbers 1 To 10) : Lyceum of The PhilippinesVanessa SisonNo ratings yet
- DDTAS - V 02 27.5.2020 FinalDocument86 pagesDDTAS - V 02 27.5.2020 FinalRonald AranhaNo ratings yet
- Audit Procedure in BangladeshDocument14 pagesAudit Procedure in BangladeshSahed UzzamanNo ratings yet
- Cap 584Document86 pagesCap 584Reynir EinarssonNo ratings yet
- Republic of The Philippines: Commission On AuditDocument2 pagesRepublic of The Philippines: Commission On AuditbolNo ratings yet
- Institutional Invetsors, Governance Organizations and Legal InitiativesDocument61 pagesInstitutional Invetsors, Governance Organizations and Legal InitiativesNe Bz50% (2)
- GROUP 5 Chapter 1Document11 pagesGROUP 5 Chapter 1BlueBladeNo ratings yet
- Job Akt InggrisDocument13 pagesJob Akt Inggrisadenur 77No ratings yet
- Ensuring The Integrity of Financial InformationDocument24 pagesEnsuring The Integrity of Financial InformationGaluh Boga KuswaraNo ratings yet
- UIA and LEO Worker Onboarding and Offboarding AuditDocument44 pagesUIA and LEO Worker Onboarding and Offboarding AuditWXMINo ratings yet
- STANDAR PROFESI AUDITOR INTERNALDocument53 pagesSTANDAR PROFESI AUDITOR INTERNALPingkan OmpiNo ratings yet
- Filing XBRL FinancialsDocument23 pagesFiling XBRL FinancialskruthiNo ratings yet
- Alleviating Barriers To Quarries Rehabilitation in LebanonDocument26 pagesAlleviating Barriers To Quarries Rehabilitation in LebanonfarahNo ratings yet