You might also like
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Government Publications: Key PapersFrom EverandGovernment Publications: Key PapersBernard M. FryNo ratings yet
- CLP Lab9Document2 pagesCLP Lab9Angad ShrivastavaNo ratings yet
- Catalog Standard Motor LTS PDFDocument20 pagesCatalog Standard Motor LTS PDFYogesh BadheNo ratings yet
- Full Port Swing Check Valve Dimensions ChartDocument2 pagesFull Port Swing Check Valve Dimensions ChartiMaJeniDeasNo ratings yet
- Data Sheet VDM Alloy 617 B Rev01Document12 pagesData Sheet VDM Alloy 617 B Rev01gigi gigioNo ratings yet
- Brosur PC PilesDocument6 pagesBrosur PC PileshedyNo ratings yet
- Topic 7 Flow Through A Venturi Meter: Volume: 5L / Time: 16.56sDocument4 pagesTopic 7 Flow Through A Venturi Meter: Volume: 5L / Time: 16.56slucasNo ratings yet
- Inverter WireDocument6 pagesInverter WireArpan DharNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument8 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- Uc SectionsDocument2 pagesUc SectionstraisimdoNo ratings yet
- Wind load calculation and bending moment analysis of panelsDocument4 pagesWind load calculation and bending moment analysis of panelsethjetjetNo ratings yet
- Chain Din766 PDFDocument5 pagesChain Din766 PDFMiguelRagas100% (1)
- SL - No. Item Code Material Description Image Drawing Revision Annual RequirementDocument3 pagesSL - No. Item Code Material Description Image Drawing Revision Annual RequirementG.m. MeghrajNo ratings yet
- Design of Slab: Two WayDocument3 pagesDesign of Slab: Two WaySyeda NafeezaNo ratings yet
- DESIGN OF TWO WAY SLABDocument3 pagesDESIGN OF TWO WAY SLABSyeda NafeezaNo ratings yet
- Medical Oxygen Flow ChartDocument1 pageMedical Oxygen Flow Chartsaimwaseem2016No ratings yet
- Box Culvert BBS FormatDocument3 pagesBox Culvert BBS FormatHemant GaikwadNo ratings yet
- Type 06383: Safety ValvesDocument2 pagesType 06383: Safety ValvesJoan ReigNo ratings yet
- Pentock Tamboli: MM MM °Document2 pagesPentock Tamboli: MM MM °Wildan HamdiNo ratings yet
- Typ 06388 1 enDocument2 pagesTyp 06388 1 enVikas PatelNo ratings yet
- CLW-EPC-CAL-0514-WFM-IFR-02 - Earth - Ground - EARTHING SYSTEM AND GROUND VERIFICATION STUDY 02Document11 pagesCLW-EPC-CAL-0514-WFM-IFR-02 - Earth - Ground - EARTHING SYSTEM AND GROUND VERIFICATION STUDY 02Nguyen Viet DungNo ratings yet
- Technical details and pricing for gas analyser modulesDocument5 pagesTechnical details and pricing for gas analyser modulesiocsachinNo ratings yet
- KS Jis (Ok)Document26 pagesKS Jis (Ok)Tran Anh TuanNo ratings yet
- DIN 2633 Welding Neck Flange PN16Document3 pagesDIN 2633 Welding Neck Flange PN16Wedar Karibet100% (1)
- SWADocument7 pagesSWAAfsal EkNo ratings yet
- Filler Electrode QtyDocument2 pagesFiller Electrode QtyRajeev KumarNo ratings yet
- Cargas Cajon y Trapezoidal 2Document96 pagesCargas Cajon y Trapezoidal 2alejandra rojasNo ratings yet
- Modul 1 Mesin PendinginDocument8 pagesModul 1 Mesin PendinginMario TriantoNo ratings yet
- ACSR data and current carrying capacitiesDocument5 pagesACSR data and current carrying capacitiesashutosh2009No ratings yet
- Dimensions Setional Properties Designation Mass (M) D B t T Sectional Area (a) Flange Slope (α) R R C I I rDocument4 pagesDimensions Setional Properties Designation Mass (M) D B t T Sectional Area (a) Flange Slope (α) R R C I I rRahul SolankiNo ratings yet
- IPNDocument1 pageIPNarianto32No ratings yet
- Bare Overhead Conductors-2015Document63 pagesBare Overhead Conductors-2015Weber HahnNo ratings yet
- Non Preloaded Bolts - Property Class 8.8 Countersunk Bolts With S275 - Blue Book - Steel For LifeDocument2 pagesNon Preloaded Bolts - Property Class 8.8 Countersunk Bolts With S275 - Blue Book - Steel For LifeAjayNo ratings yet
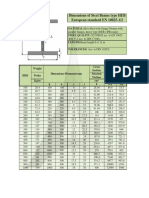
- Dimensions of Steel Beams Type IPE European Standard EN 10025-1/2Document1 pageDimensions of Steel Beams Type IPE European Standard EN 10025-1/2Petar Topic100% (1)
- Babai River BridgeDocument33 pagesBabai River Bridgehimal kafleNo ratings yet
- STEEL LIBRARY V5.01 BEAM PROFILESDocument3 pagesSTEEL LIBRARY V5.01 BEAM PROFILEStraisimdoNo ratings yet
- Lab 2Document18 pagesLab 2Dodiya NikunjNo ratings yet
- Especificaciones de Cables de Aleacion de Aluminio - MM - AaacDocument1 pageEspecificaciones de Cables de Aleacion de Aluminio - MM - AaacAnonymous eQvwNdcNo ratings yet
- COLUMN Design RC - Daniel T Li 1Document1 pageCOLUMN Design RC - Daniel T Li 1Ghie Ghie100% (1)
- LPG CalDocument18 pagesLPG CalAXNo ratings yet
- Process Datasheet For Relief ValveDocument3 pagesProcess Datasheet For Relief Valvemadhu8087No ratings yet
- BBS Kelompok 9Document16 pagesBBS Kelompok 9Dummy EmailNo ratings yet
- WCC.11031MM (Rolled Pipe)Document7 pagesWCC.11031MM (Rolled Pipe)keymal9195No ratings yet
- Tabel Pengolahan Dan Grafik Motor BakarDocument4 pagesTabel Pengolahan Dan Grafik Motor BakarHermawan SuwantoNo ratings yet
- Basic Data For Aluminium Conductors Steel Reinforced (Acsr) As Per Is 398 (PART - II) : 1996Document2 pagesBasic Data For Aluminium Conductors Steel Reinforced (Acsr) As Per Is 398 (PART - II) : 1996anuragpugaliaNo ratings yet
- Heb PDFDocument1 pageHeb PDFAndi BagusNo ratings yet
- SAE 100 R2AT Hose Data SheetDocument1 pageSAE 100 R2AT Hose Data SheetNagarjunSHNo ratings yet
- Heb PDFDocument1 pageHeb PDFarianto32No ratings yet
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument7 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- Cara Hitung Kawat LasDocument12 pagesCara Hitung Kawat LasPrince PrinceNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument8 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- High TemperatureCharacteristicsofStainlessSteel 9004Document14 pagesHigh TemperatureCharacteristicsofStainlessSteel 9004SukhDeolNo ratings yet
- Design of gantry girder sectionDocument10 pagesDesign of gantry girder sectionutsavNo ratings yet
- Trabajo N°1: S) H (CM)Document15 pagesTrabajo N°1: S) H (CM)Renzo Acevedo CanoNo ratings yet
- CalcDocument11 pagesCalcAwesum Allen MukiNo ratings yet
- MWC MWC: Wet-Type Multiple-Disk EM ClutchDocument1 pageMWC MWC: Wet-Type Multiple-Disk EM Clutchwilfredo mercedesNo ratings yet
- Concrete Cube Test Results for Construction ProjectDocument12 pagesConcrete Cube Test Results for Construction ProjectRn KisNo ratings yet
- Foreigners RegistrationDocument1 pageForeigners Registration9440864459No ratings yet
- Application Form For CSWIP 10 Year Re-CertificationDocument7 pagesApplication Form For CSWIP 10 Year Re-Certificationchandana kumar0% (1)
- Expats in The USA: United States of AmericaDocument1 pageExpats in The USA: United States of America9440864459No ratings yet
- Paut SummaryDocument1 pagePaut Summary9440864459No ratings yet
- Qdoc - Tips - 118462525 Bgas Level 2 3 Q A Monday To FridaypdfDocument32 pagesQdoc - Tips - 118462525 Bgas Level 2 3 Q A Monday To Fridaypdf9440864459No ratings yet
- VERY IMPORTANT Painting Inspector Spot QuestDocument3 pagesVERY IMPORTANT Painting Inspector Spot Questmoonstar_dmeNo ratings yet
- BGAS Ques With PA10 - AnswerDocument12 pagesBGAS Ques With PA10 - Answer94408644590% (1)
- Names for rust and other corrosion termsDocument76 pagesNames for rust and other corrosion terms9440864459No ratings yet
- Asme B31.3Document69 pagesAsme B31.39440864459100% (4)
- Chapter 23 (Monday) Revision Questionscorrosion (Answer of Question From Course Notes) Q01Document26 pagesChapter 23 (Monday) Revision Questionscorrosion (Answer of Question From Course Notes) Q019440864459No ratings yet
- Trial Paper HandoutDocument13 pagesTrial Paper HandoutPradeep Kumar BowmarajuNo ratings yet
- Uk Technical Institute, Kottakkal, Malappuram DT: Answer in Short (2 Marks Each)Document1 pageUk Technical Institute, Kottakkal, Malappuram DT: Answer in Short (2 Marks Each)AjeetKumar75% (4)
- Classification of PaintsDocument2 pagesClassification of Paints9440864459No ratings yet
- BGAS Grade 1 CourseDocument71 pagesBGAS Grade 1 Course9440864459No ratings yet
- B GAS Gr.3 &2-QuestionsDocument3 pagesB GAS Gr.3 &2-Questions9440864459No ratings yet
- B Gas NotesDocument2 pagesB Gas Notes9440864459No ratings yet
- Classification of PaintsDocument2 pagesClassification of Paints9440864459No ratings yet
- Banana Gauge ExplainedDocument1 pageBanana Gauge ExplainedSameh Amin100% (1)
- Paint defects guide: causes and remediesDocument13 pagesPaint defects guide: causes and remediesMohamed NouzerNo ratings yet
- Banana Gauge ExplainedDocument1 pageBanana Gauge ExplainedSameh Amin100% (1)
- Answers: 1mm Iron SilicaDocument3 pagesAnswers: 1mm Iron Silica9440864459No ratings yet
- (Epri) : (Second Edition)Document9 pages(Epri) : (Second Edition)9440864459No ratings yet
- Bank Statement Savings Loan DetailsDocument4 pagesBank Statement Savings Loan Details9440864459No ratings yet
- Answer of Chapter 23 Page 131Document12 pagesAnswer of Chapter 23 Page 1319440864459No ratings yet
- British Gas Painting NotesDocument40 pagesBritish Gas Painting Notes9440864459No ratings yet
- API 570 Training Daily PointsDocument3 pagesAPI 570 Training Daily Points9440864459No ratings yet
- Weld Filler Metal SelectionDocument7 pagesWeld Filler Metal SelectionsusanwebNo ratings yet
- AISC 2016 Tau-B PDFDocument2 pagesAISC 2016 Tau-B PDFRakan M. Salem HindawiNo ratings yet
- Kip Thorne Journal Gravitational Collapse Death of StarDocument9 pagesKip Thorne Journal Gravitational Collapse Death of Starpatricius327No ratings yet
- SHM WSDocument3 pagesSHM WSTrishnee MunusamiNo ratings yet
- Successfully Commissioning an AFBC BoilerDocument72 pagesSuccessfully Commissioning an AFBC BoilerRakesh GairolaNo ratings yet
- Pumps RefDocument22 pagesPumps Refsales5000No ratings yet
- Smoke Ventilators F400 / 120: Smoke Air Ventilator High-Performance ResilientDocument11 pagesSmoke Ventilators F400 / 120: Smoke Air Ventilator High-Performance ResilientBachir BachirNo ratings yet
- Problem #1 (15 Points)Document2 pagesProblem #1 (15 Points)nuncafalhaNo ratings yet
- Design of Stringer (Road Way Bridges)Document10 pagesDesign of Stringer (Road Way Bridges)Karim NasserNo ratings yet
- Meter Inspection ChecklistDocument2 pagesMeter Inspection Checklistmu deNo ratings yet
- Calculation API 650Document78 pagesCalculation API 650jamil93% (14)
- A4vsg Us-Version. Ra92100Document72 pagesA4vsg Us-Version. Ra92100Eduardo CramerNo ratings yet
- 1st Floor Slab Design Sample PDFDocument5 pages1st Floor Slab Design Sample PDFSanjeev SanjeevNo ratings yet
- Experiment 4 PDFDocument7 pagesExperiment 4 PDFsaiNo ratings yet
- GRE Formula SheetDocument5 pagesGRE Formula SheetHumberto GilmerNo ratings yet
- ES 122 NotesDocument4 pagesES 122 NotesronieNo ratings yet
- Classification of NanomaterialsDocument25 pagesClassification of NanomaterialsRenjith Raveendran Pillai100% (1)
- 9792 s1s3 QP 3Document40 pages9792 s1s3 QP 3Irtiza HussainNo ratings yet
- Plant Physiology Lecture 1 - Transport of Water & MineralsDocument16 pagesPlant Physiology Lecture 1 - Transport of Water & MineralsShantam SoniNo ratings yet
- Investigation of Structural, Electrical and Electrochemical Properties of La SR Fe MN O As An Intermediate Temperature Solid Oxide Fuel Cell CathodeDocument15 pagesInvestigation of Structural, Electrical and Electrochemical Properties of La SR Fe MN O As An Intermediate Temperature Solid Oxide Fuel Cell CathodeKiy IhNo ratings yet
- Lincore 55-G: Typical Applications Key FeaturesDocument2 pagesLincore 55-G: Typical Applications Key FeaturesDaniel Lvqve GarciaNo ratings yet
- ITP Pipe Sectional Replacement Rev CDocument3 pagesITP Pipe Sectional Replacement Rev CAmyNo ratings yet
- Desalination Science ExperimentDocument13 pagesDesalination Science ExperimentJenna ConawayNo ratings yet
- N 9-32312E General Tolerances For Linear and Angular DimensionsDocument4 pagesN 9-32312E General Tolerances For Linear and Angular DimensionsArlindo CrispimNo ratings yet
- How Do Columns in RC Buildings Resist EarthquakeDocument2 pagesHow Do Columns in RC Buildings Resist EarthquakekooaduNo ratings yet
- E 423 - 71 R02 RtqymwDocument9 pagesE 423 - 71 R02 RtqymwJuanNo ratings yet
- Liquid Limit Test of Soil Using Cone Penetrometer MethodDocument2 pagesLiquid Limit Test of Soil Using Cone Penetrometer MethodsamadmsinpNo ratings yet
- 15.plane Frame Analysis Using The Stiffness MethodDocument21 pages15.plane Frame Analysis Using The Stiffness MethodTing KuanNo ratings yet
- Precision HVAC Systems for Data Centers and Critical FacilitiesDocument167 pagesPrecision HVAC Systems for Data Centers and Critical FacilitiesJairo FlechasNo ratings yet
- High Voltage Technology SlideDocument23 pagesHigh Voltage Technology SlideKumar OzilNo ratings yet
- Algerian Renewable Energy Resource Atlas: 1 Edition 2019Document64 pagesAlgerian Renewable Energy Resource Atlas: 1 Edition 2019ZAKROUN100% (1)