You might also like
- Hydrocracking TechnologyDocument11 pagesHydrocracking TechnologyAsad SaeedNo ratings yet
- Case Study On Dhori Colliery Yasir RahmanDocument5 pagesCase Study On Dhori Colliery Yasir RahmanYasir RahmanNo ratings yet
- Unit - II Process in Organic Chemical manufacture-II HydrogenationDocument15 pagesUnit - II Process in Organic Chemical manufacture-II HydrogenationMaahir AppNo ratings yet
- 1 PrefaceDocument13 pages1 PrefaceAnonymous inUM0EnLNo ratings yet
- The Use of Hydrogen in Refineries About This ChapterDocument7 pagesThe Use of Hydrogen in Refineries About This ChapterFernanda GuerreroNo ratings yet
- Alhaji Massoud Juma - Petroleum AssignmentDocument9 pagesAlhaji Massoud Juma - Petroleum AssignmentAlhaj MassoudNo ratings yet
- HD Ro FinishingDocument6 pagesHD Ro FinishingMuhammad sherazNo ratings yet
- Hydrotreating: Hydrotreating Hydroprocessing Hydrocracking HydrodesulfurizationDocument3 pagesHydrotreating: Hydrotreating Hydroprocessing Hydrocracking HydrodesulfurizationTamy JinezNo ratings yet
- Hydrogen: For XI STD ChemistryDocument139 pagesHydrogen: For XI STD ChemistryVed PrakashNo ratings yet
- Desulphuriztion Group 3Document23 pagesDesulphuriztion Group 3Muhammad UsamaNo ratings yet
- Deep Frying Effect On Oil and FatDocument11 pagesDeep Frying Effect On Oil and FatSyed Ali Akbar BukhariNo ratings yet
- Oxidative Processes of Desulfurization of Liquid FuelsDocument12 pagesOxidative Processes of Desulfurization of Liquid FuelsMNButtNo ratings yet
- Lesson 9Document4 pagesLesson 9Amit Kr GodaraNo ratings yet
- Petroleum Coke DesulfurizationDocument5 pagesPetroleum Coke DesulfurizationManojsri100% (1)
- Chapter 10 Synthetic FuelsDocument15 pagesChapter 10 Synthetic FuelsAbdurabu AL-MontaserNo ratings yet
- Hydrodesulfurization: HistoryDocument5 pagesHydrodesulfurization: HistoryHevin HassanNo ratings yet
- What Is DesulfurizationDocument20 pagesWhat Is DesulfurizationYash NandurkarNo ratings yet
- Assignment # 01: Hamza Kasana F2018067041Document15 pagesAssignment # 01: Hamza Kasana F2018067041Hamza KasanaNo ratings yet
- Gabungan Desulfurisasi Ta1Document75 pagesGabungan Desulfurisasi Ta1Rizki MuharomNo ratings yet
- CHAPTER No.4 (TREATMENT TECHNIQUES)Document6 pagesCHAPTER No.4 (TREATMENT TECHNIQUES)snow ivoryNo ratings yet
- Hydro ProcessingDocument56 pagesHydro ProcessinggeorgiadisgNo ratings yet
- Chemical Technology Subject Code: CH2001Document11 pagesChemical Technology Subject Code: CH2001U SANKAR TEJONo ratings yet
- Chapter-04 Modification of Triglyceride OilsDocument10 pagesChapter-04 Modification of Triglyceride OilsabirNo ratings yet
- التقريرDocument15 pagesالتقريرياسر سليمانNo ratings yet
- Crude Oil Refining ProcessDocument8 pagesCrude Oil Refining Processpapasky0% (1)
- Hydrocracking TechnologyDocument12 pagesHydrocracking TechnologyAlaa El-sherbinNo ratings yet
- O X I D A T Ive Stability of Biodiesel: Gerhard KnotheDocument5 pagesO X I D A T Ive Stability of Biodiesel: Gerhard KnotheIAMANDU COSTANo ratings yet
- Purifier Maintenance 1Document54 pagesPurifier Maintenance 1Noel Nico FernandoNo ratings yet
- Oil Refinery Processes and Basic ApplicationsDocument58 pagesOil Refinery Processes and Basic ApplicationsAwais839100% (2)
- NG Engineering by Engr DR CIC AnyadiegwuDocument31 pagesNG Engineering by Engr DR CIC Anyadiegwudavidchinedu008No ratings yet
- Is There Still A Future For Hydrogenated Vegetable Oils? : An Philippaerts, Pierre A. Jacobs, and Bert F. SelsDocument8 pagesIs There Still A Future For Hydrogenated Vegetable Oils? : An Philippaerts, Pierre A. Jacobs, and Bert F. SelsamiraNo ratings yet
- 3 Unit ProcessDocument11 pages3 Unit ProcessMANIKANDAN A SNo ratings yet
- Abakar ProjectDocument37 pagesAbakar ProjectMarkus ThomasNo ratings yet
- HydrodesulfurizationDocument6 pagesHydrodesulfurizationYuri YamirnovNo ratings yet
- WSN 3 (2015) 99-111Document13 pagesWSN 3 (2015) 99-111Husnain ArshadNo ratings yet
- Hydroprocessing Pilot PlantsDocument4 pagesHydroprocessing Pilot PlantsNattapong PongbootNo ratings yet
- 5 Fat & OilDocument59 pages5 Fat & OilRebkaNo ratings yet
- Enhanced Oil RecoveryDocument10 pagesEnhanced Oil RecoveryhanifmfathurrahmanNo ratings yet
- Fats LabsDocument43 pagesFats LabsMunibah AhsanNo ratings yet
- Chemistry and Technology of PetroleumDocument83 pagesChemistry and Technology of PetroleumManish TiwariNo ratings yet
- Science - COAL AND PETROLIUMDocument5 pagesScience - COAL AND PETROLIUMeshaanvig802No ratings yet
- Coal LiquificationDocument10 pagesCoal Liquificationfaizfrasat123No ratings yet
- Seminar - Sulfur RecoveryDocument18 pagesSeminar - Sulfur RecoverySourav Sikdar100% (1)
- Roman - Sanchez: Title: Hydrogenation of Alkenes W Objectives. General ObjectiveDocument4 pagesRoman - Sanchez: Title: Hydrogenation of Alkenes W Objectives. General ObjectiveRomán Sánchez MonsalveNo ratings yet
- Petroleum RefiningDocument5 pagesPetroleum RefiningSusbsisvNo ratings yet
- Shell & TubeDocument60 pagesShell & TubeMuhammad BilalNo ratings yet
- Hydrogen ProductionDocument14 pagesHydrogen ProductionAbid YusufNo ratings yet
- Preparation of SoapDocument23 pagesPreparation of Soaptanjirouchihams12No ratings yet
- Unit 1 Petrochemistry: Reading 1Document23 pagesUnit 1 Petrochemistry: Reading 1TRINHTHANHPHUHD7No ratings yet
- Oil Refining 04Document16 pagesOil Refining 04Patel Ashok100% (1)
- Refining ProcessDocument15 pagesRefining Processtechy TalksNo ratings yet
- Environmental Impacts: GasificationDocument14 pagesEnvironmental Impacts: GasificationSana RasheedNo ratings yet
- Pencairan Batu BaraDocument57 pagesPencairan Batu BaraScandyinHavia EmmuachhNo ratings yet
- What Is Biodiesel ?Document18 pagesWhat Is Biodiesel ?yogendra sahuNo ratings yet
- Petroleum Refining Process Control and Real-Time OptimizationDocument11 pagesPetroleum Refining Process Control and Real-Time OptimizationLuís Roberto Cavalcanti da SilvaNo ratings yet
- Chapter 3Document19 pagesChapter 3indumathijayakaranNo ratings yet
- Sdarticle6 With Cover Page v2Document13 pagesSdarticle6 With Cover Page v2Tarun UppalaNo ratings yet
- SaponificationDocument5 pagesSaponificationmuskanyadav9122003No ratings yet
- SaponificationDocument5 pagesSaponificationHa M ZaNo ratings yet
- Comparison of Transesterification Methods For Production of Biodiesel From Vegetable Oils and FatsDocument6 pagesComparison of Transesterification Methods For Production of Biodiesel From Vegetable Oils and FatsSurrean RaoNo ratings yet
- SE Question-Paper Natural-Sciences 7-9 English 2022 BE ETDocument25 pagesSE Question-Paper Natural-Sciences 7-9 English 2022 BE ETGoce KuzeskiNo ratings yet
- Goldman Sachs Hyrdrogen GasDocument14 pagesGoldman Sachs Hyrdrogen GasVivek AgNo ratings yet
- Ac Ups Data SheetDocument14 pagesAc Ups Data Sheetsokrat sebtiNo ratings yet
- NSW Hydrogen StrategyDocument64 pagesNSW Hydrogen StrategySimon McCarthyNo ratings yet
- GRB100B 6F2S0784 0.8Document323 pagesGRB100B 6F2S0784 0.8Muhammad KuntoroNo ratings yet
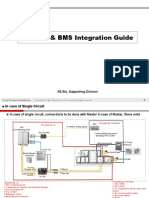
- 20121220DX-AHU and BMS Integration GuideDocument7 pages20121220DX-AHU and BMS Integration GuideshajahankNo ratings yet
- Application: Ia Flows ThroughDocument7 pagesApplication: Ia Flows ThroughTSNo ratings yet
- Estimate Report DIC Feeder OutletDocument3 pagesEstimate Report DIC Feeder Outletavinashbeevargh8551No ratings yet
- DIECI COTTON PRO - 22 - DigitalDocument5 pagesDIECI COTTON PRO - 22 - DigitalwilliegramsNo ratings yet
- Energy Transition in BrazilDocument261 pagesEnergy Transition in BrazilJessica DiasNo ratings yet
- MethanolDocument27 pagesMethanolAKSHATNo ratings yet
- Operating Manual: Technosys SystemsDocument7 pagesOperating Manual: Technosys SystemsJatin AcharyaNo ratings yet
- Sheperd's Run ORES DenialDocument39 pagesSheperd's Run ORES DenialKarlin RickNo ratings yet
- Quotation of 100L Electric Heating and Mixing Tank 2020.11.16Document2 pagesQuotation of 100L Electric Heating and Mixing Tank 2020.11.16Carlos MolinaNo ratings yet
- TEREXDocument72 pagesTEREXklausNo ratings yet
- Drive Unit DUc RE15326Document64 pagesDrive Unit DUc RE15326H.J. OsorioNo ratings yet
- A1v2 043 14 EPC-Centre-Emplisseur-GPL-Bordj-Menaiel ENG HID r1 en v4.0 WebDocument4 pagesA1v2 043 14 EPC-Centre-Emplisseur-GPL-Bordj-Menaiel ENG HID r1 en v4.0 Webmalek anasNo ratings yet
- PK616BA: N-Channel Enhancement Mode MOSFETDocument5 pagesPK616BA: N-Channel Enhancement Mode MOSFETGaraShop TecnologiaNo ratings yet
- City Multi VRF CM15AS-O Cataloge - EN (2017)Document152 pagesCity Multi VRF CM15AS-O Cataloge - EN (2017)Hai PhanNo ratings yet
- This Document Will Be Valid For 180 Days From Jun 15, 21 or Until It Has Been Incorporated in The EM, Whichever Occurs First.Document5 pagesThis Document Will Be Valid For 180 Days From Jun 15, 21 or Until It Has Been Incorporated in The EM, Whichever Occurs First.Pradeep K sNo ratings yet
- AUG 05 Automotive EnginesDocument16 pagesAUG 05 Automotive EnginesHarishNo ratings yet
- Sustainability Dimensions of Transport SystemsDocument1 pageSustainability Dimensions of Transport SystemsJoshua AndrewNo ratings yet
- 1d Downshot W Firing BoilersDocument31 pages1d Downshot W Firing BoilersFraser LamontNo ratings yet
- 2nd Phy ImpDocument4 pages2nd Phy Impmacherla mrcNo ratings yet
- Class 5 - Ch. 11-13 NotesDocument8 pagesClass 5 - Ch. 11-13 Notesmark chenNo ratings yet
- WEG ESW Solar Power Station 50059622 enDocument12 pagesWEG ESW Solar Power Station 50059622 enHADJENE NoussaibaNo ratings yet
- EGES3502a Max 7 2007 Diagnostic Man.Document154 pagesEGES3502a Max 7 2007 Diagnostic Man.Torres JdavidNo ratings yet
- Pc128us Pc138us Upd Sebm018418 U0410Document44 pagesPc128us Pc138us Upd Sebm018418 U0410alexzandr81No ratings yet
- ScaleSorb Ultra Solid Scale Inhibitors SLSHDocument2 pagesScaleSorb Ultra Solid Scale Inhibitors SLSHSeoudi AbdelhafidNo ratings yet