You might also like
- TA-COMPACT-P EN LowDocument8 pagesTA-COMPACT-P EN Lowjgv001No ratings yet
- Ta-Compact-P NPT en LowDocument8 pagesTa-Compact-P NPT en LowThanhNo ratings yet
- Valvole Solenoidi Per-Impieghi-IndustrialiDocument8 pagesValvole Solenoidi Per-Impieghi-IndustrialiAdrián Fernández AnduezaNo ratings yet
- 2017 PTT Tds 11 Pressure On Carbon Brushes Mersen PDFDocument4 pages2017 PTT Tds 11 Pressure On Carbon Brushes Mersen PDFSlobodan SavicNo ratings yet
- 2017 PTT Tds 11 Pressure On Carbon Brushes MersenDocument4 pages2017 PTT Tds 11 Pressure On Carbon Brushes MersenDanang AjiNo ratings yet
- 7 MF 1570Document14 pages7 MF 1570Jose MarticorenaNo ratings yet
- Transonic Radial Compressor Inlet Design: A LohmbergDocument8 pagesTransonic Radial Compressor Inlet Design: A LohmbergEmandi RajeshNo ratings yet
- Diff PR Flo MeterDocument19 pagesDiff PR Flo MeterShoeb ShaikhNo ratings yet
- Understanding Lobe Blowers Roots BlowersDocument9 pagesUnderstanding Lobe Blowers Roots Blowersmishraengg100% (2)
- Pressure Measurement: Types of Pressure TransducersDocument23 pagesPressure Measurement: Types of Pressure TransducerssafvanshaikhNo ratings yet
- Pressure Drop and Vacuum One LessonDocument3 pagesPressure Drop and Vacuum One LessonYasir AliNo ratings yet
- Electronic CCG: Oil FlowmeterDocument5 pagesElectronic CCG: Oil FlowmeterDimas Agil Roeseno KambunaNo ratings yet
- DS IN0015 en Co 1353Document7 pagesDS IN0015 en Co 1353Vignesh DheenakumarNo ratings yet
- Series: Micro Mist Separator With PrefilterDocument47 pagesSeries: Micro Mist Separator With PrefilterYana SupriatnaNo ratings yet
- Fireground HydraulicsDocument114 pagesFireground HydraulicsNaeem IqbalNo ratings yet
- 505 - Lec 01 PDFDocument33 pages505 - Lec 01 PDFUdara DissanayakeNo ratings yet
- Mcv110 Valve PilotDocument8 pagesMcv110 Valve PilotJose Manuel Bautista Martinez100% (1)
- Sample Problem - NPSHA Calculation For PumpsDocument6 pagesSample Problem - NPSHA Calculation For PumpsArindam GhosalNo ratings yet
- Pressure GuagesDocument11 pagesPressure Guagessiksac123No ratings yet
- WIKA Thermowell Wake FrequencyDS IN0015 en Co 1353Document7 pagesWIKA Thermowell Wake FrequencyDS IN0015 en Co 1353Shameer MajeedNo ratings yet
- AccumulatorDocument30 pagesAccumulatorYusuf Sukma IndrianaNo ratings yet
- Type 500X: Electropneumatic Transducer (I/P, E/P)Document4 pagesType 500X: Electropneumatic Transducer (I/P, E/P)Bladimir GuerraNo ratings yet
- Archived Document: Carbon Dioxide Sensors Model 4GsDocument2 pagesArchived Document: Carbon Dioxide Sensors Model 4GsJose MhNo ratings yet
- Hydraulic Piston PumpDocument19 pagesHydraulic Piston Pumpvodangminhhieu0905960430No ratings yet
- 4th ETC Florenz 2001Document12 pages4th ETC Florenz 2001BrahimABDNo ratings yet
- Endress & Hauser Pressure Transmitters: Deltabar S PMD235Document2 pagesEndress & Hauser Pressure Transmitters: Deltabar S PMD235Morteza alizadehNo ratings yet
- Measure Pressure and Flow: Install The EMANT300 USB DAQ and Stepper Motor Training KitDocument13 pagesMeasure Pressure and Flow: Install The EMANT300 USB DAQ and Stepper Motor Training KitakashawalkerNo ratings yet
- Articlesfile 13153Document2 pagesArticlesfile 13153venka07No ratings yet
- EI Regulator Station Handbook TDC UK - DesbloqueadoDocument39 pagesEI Regulator Station Handbook TDC UK - DesbloqueadoAlvaro Jhoel Quinteros RNo ratings yet
- Apr 2000galwDocument3 pagesApr 2000galwANGEL FLORESNo ratings yet
- CAPS-Data Sheet FST DPS 10-100 (A) - July 2015Document8 pagesCAPS-Data Sheet FST DPS 10-100 (A) - July 2015raymondt153905No ratings yet
- BÌNH BƠM M - YamadaDocument40 pagesBÌNH BƠM M - Yamadapo truongNo ratings yet
- Air Flow Principles: Duct DesignDocument49 pagesAir Flow Principles: Duct Designded endNo ratings yet
- FEDSM2012-72094: Study of Flow Controlling On LP Turbine at Different Reynolds NumberDocument11 pagesFEDSM2012-72094: Study of Flow Controlling On LP Turbine at Different Reynolds NumberKarthikNo ratings yet
- CFD Analysis Results of Gate Valve DN 200 by Use of FLUENT ANSYS SoftwareDocument24 pagesCFD Analysis Results of Gate Valve DN 200 by Use of FLUENT ANSYS SoftwareFerec XalikovNo ratings yet
- VacuTools-Komplettkatalog eDocument225 pagesVacuTools-Komplettkatalog eAhmed GrajaNo ratings yet
- Medidores Rotativos Série FMRDocument3 pagesMedidores Rotativos Série FMRmateuNo ratings yet
- Succion y Descarga de CompresoresDocument6 pagesSuccion y Descarga de CompresoresYurlevinson Espinosa CardenasNo ratings yet
- Testing The AFM's Air Temperature SensorDocument1 pageTesting The AFM's Air Temperature SensorporkfaceNo ratings yet
- Bermad Bermad Bermad: Waterworks Waterworks WaterworksDocument6 pagesBermad Bermad Bermad: Waterworks Waterworks WaterworksDjapaNo ratings yet
- Proportional Pressure Relief Valve Screw-In Cartridge - Direct Operated - Q 8 L/min - P 400 Bar - P 315 BarDocument2 pagesProportional Pressure Relief Valve Screw-In Cartridge - Direct Operated - Q 8 L/min - P 400 Bar - P 315 BarDavidson GattoniNo ratings yet
- افت فشار دائمی در اوریفیسDocument8 pagesافت فشار دائمی در اوریفیسAminNo ratings yet
- Axial Piston PumpDocument36 pagesAxial Piston Pumpmurad850% (1)
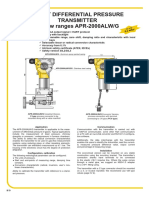
- Smart Differential Pressure Transmitter With Two Diaphragm Seals Model APR-2200ALW or APRE-2200Document8 pagesSmart Differential Pressure Transmitter With Two Diaphragm Seals Model APR-2200ALW or APRE-2200van_dall_2No ratings yet
- Monitoring CompressorDocument20 pagesMonitoring CompressorAbderrahim Abaray100% (1)
- Air TheoryDocument74 pagesAir TheoryHASHEMNo ratings yet
- Calculation and Design of Separators (VS)Document18 pagesCalculation and Design of Separators (VS)Bhuran AkshayNo ratings yet
- KRAL OmgDocument10 pagesKRAL OmgdarioNo ratings yet
- Echotel 335: Ultrasonic Non Contact Transmitter For Level, Volume or Open Channel FlowDocument4 pagesEchotel 335: Ultrasonic Non Contact Transmitter For Level, Volume or Open Channel FlowTran TuanNo ratings yet
- Catalog Contor Multijet Cu Cadran Umer Pentru Apa Rece - WMDocument4 pagesCatalog Contor Multijet Cu Cadran Umer Pentru Apa Rece - WMBenga AdrianNo ratings yet
- Membrane Element Structural Analysis PDFDocument11 pagesMembrane Element Structural Analysis PDFMahindaNo ratings yet
- 051 G04 PDFDocument9 pages051 G04 PDFinam vfNo ratings yet
- PRV - CatalogueDocument6 pagesPRV - CatalogueSarbendu PaulNo ratings yet
- Strength Calculation For ThermowellsDocument5 pagesStrength Calculation For ThermowellsNymphetamine AnhNo ratings yet
- Pressure PDFDocument8 pagesPressure PDFMark Anthony Olisco GonzalesNo ratings yet
- Flow Meter and Orifice PlateDocument6 pagesFlow Meter and Orifice PlateViệt Đặng XuânNo ratings yet
- Proportional Pressure Reducing Valve Screw-In Cartridge - Pilot Operated - Q 160 L/min - P 400 Bar - P 350 BarDocument2 pagesProportional Pressure Reducing Valve Screw-In Cartridge - Pilot Operated - Q 160 L/min - P 400 Bar - P 350 BarDavidson GattoniNo ratings yet
- Model Closed Center, Flow Divider-Combiner Valve: Series 2 / Capacity: 3 - 15 GPM / Cavity: T-32ADocument2 pagesModel Closed Center, Flow Divider-Combiner Valve: Series 2 / Capacity: 3 - 15 GPM / Cavity: T-32AAnurag JainNo ratings yet
- Gas Turbine Unit 2Document18 pagesGas Turbine Unit 2Jeans BazzarNo ratings yet
- Oxygen & Nitrogen Gas Process DescriptionDocument4 pagesOxygen & Nitrogen Gas Process Descriptionbrad100% (1)
- Ashwani Tyagi: (NEET) (Aiims) (JEE Adv.)Document21 pagesAshwani Tyagi: (NEET) (Aiims) (JEE Adv.)Geeth Sagar0% (1)
- CENG 231 Process Fluid Mechanics Tutorial Examples 1Document11 pagesCENG 231 Process Fluid Mechanics Tutorial Examples 1DerickNo ratings yet
- NOAA Diving ManualDocument520 pagesNOAA Diving Manualdasalomon100% (5)
- 400 Bad Request 400 Bad Request Nginx/1.2.9Document64 pages400 Bad Request 400 Bad Request Nginx/1.2.9aminNo ratings yet
- WIS 4 32 08 v4Document23 pagesWIS 4 32 08 v4merinofalNo ratings yet
- Drilling Data Handbook 1Document1 pageDrilling Data Handbook 1abdelatifNo ratings yet
- Thrust Block SizingDocument1 pageThrust Block Sizingn_zeinounNo ratings yet
- FW PumpDocument15 pagesFW PumpAJAY1381100% (1)
- DatasheetDocument17 pagesDatasheetHimawan Sigit NugrohoNo ratings yet
- GPL 110X-Surface Tension by Ferguson's Method (Using Vertical Capillary Tube)Document27 pagesGPL 110X-Surface Tension by Ferguson's Method (Using Vertical Capillary Tube)yasintharaNo ratings yet
- Overview of Pressure Vessel Design To As 1210 Ver 3cDocument121 pagesOverview of Pressure Vessel Design To As 1210 Ver 3cduncanmac20077790% (10)
- Thermodynamic Properties Lithium Nitrate-Ammonia Mixtures: E N E R G Y Research, Vol. 10Document10 pagesThermodynamic Properties Lithium Nitrate-Ammonia Mixtures: E N E R G Y Research, Vol. 10KArenNo ratings yet
- 1290 BulletinDocument12 pages1290 BulletinnabeelenggNo ratings yet
- 3306 Industrial Engine 64Z05381-UP (SEBP1989 - 33) - Sistemas y ComponentesDocument15 pages3306 Industrial Engine 64Z05381-UP (SEBP1989 - 33) - Sistemas y ComponentesLynda Carroll100% (2)
- 10 - Pressure Red PDFDocument32 pages10 - Pressure Red PDFAlberto_2010No ratings yet
- F520Document2 pagesF520Marcos AldrovandiNo ratings yet
- Pressure Vessel Sample CalculationsDocument25 pagesPressure Vessel Sample Calculationsmdreza2001100% (12)
- What Is The Most Important Component of Blood Pressure: Systolic, Diastolic or Pulse Pressure?Document5 pagesWhat Is The Most Important Component of Blood Pressure: Systolic, Diastolic or Pulse Pressure?Susan SuárezNo ratings yet
- Fallsem2019-20 Che1005 Ela Vl2019201002671 Reference Material Momentum Lab ManualDocument43 pagesFallsem2019-20 Che1005 Ela Vl2019201002671 Reference Material Momentum Lab ManualermiasNo ratings yet
- Level Measurement - Indirect SensingDocument24 pagesLevel Measurement - Indirect Sensingrom10000% (1)
- Saej1469v003 Air Brake Actuator Test ProcedureDocument22 pagesSaej1469v003 Air Brake Actuator Test ProcedureDaniel Farfan100% (1)
- Thermophysical Properties of (NH + H O) Mixtures For The Industrial Design of Absorption Refrigeration EquipmentDocument44 pagesThermophysical Properties of (NH + H O) Mixtures For The Industrial Design of Absorption Refrigeration EquipmentMilan DjumicNo ratings yet
- 2010 1053 r05 Summary ReportDocument42 pages2010 1053 r05 Summary ReportNguyễn Văn BanNo ratings yet
- General Chemistry 2Document10 pagesGeneral Chemistry 2Aubrey GuilaranNo ratings yet
- 6CTA DataSheet PDFDocument2 pages6CTA DataSheet PDFSuttiwat Soontraratpong100% (1)
- Influnce of Filling Properties and Culvert Structure Parameters On The Soil Arching Effect of Upper-Buried-Type CulvertsDocument15 pagesInflunce of Filling Properties and Culvert Structure Parameters On The Soil Arching Effect of Upper-Buried-Type Culvertsle phuongNo ratings yet
- Concept of The ISO ContainerDocument17 pagesConcept of The ISO Containerhs_marzoukNo ratings yet
- Filter Flyer 4Document12 pagesFilter Flyer 4miguelNo ratings yet
- Leak Testing ASNT - Questions - and - Answers - Levels - Book PDFDocument37 pagesLeak Testing ASNT - Questions - and - Answers - Levels - Book PDFJohn D100% (5)