You might also like
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Piping Design Plant LayoutDocument23 pagesPiping Design Plant Layoutluxvij100% (1)
- STD Spec For Piping WeldingDocument14 pagesSTD Spec For Piping WeldingknsaravanaNo ratings yet
- Harlo 6500.8500J.D PDFDocument7 pagesHarlo 6500.8500J.D PDFFabian Ariza Ariza0% (1)
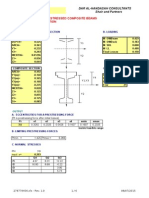
- Prestressed-Precast Design SpreadsheetDocument6 pagesPrestressed-Precast Design SpreadsheetCivilax.com100% (3)
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- WMS JOB Procedure FOR PIPING WORKDocument9 pagesWMS JOB Procedure FOR PIPING WORKsatyamech1_395565923No ratings yet
- Method Statement-Welding of Piping DabbaiyaDocument11 pagesMethod Statement-Welding of Piping Dabbaiyasivaparthiban67% (3)
- Quality Control Procedure Strcture-SSDocument16 pagesQuality Control Procedure Strcture-SSKamran AliNo ratings yet
- 1) JOB PROCEDURE For Tank Fabrication and Erection of HPCLDocument15 pages1) JOB PROCEDURE For Tank Fabrication and Erection of HPCLsenthilkumarsk88% (8)
- Scope of Work-Fabrication of Pressure VesselsDocument3 pagesScope of Work-Fabrication of Pressure VesselsAsad Khan100% (2)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- A1D8E4 - Condition 7 - Line 2 - Joining Program Appendix 1 Specification For Facility Construction Section 12Document18 pagesA1D8E4 - Condition 7 - Line 2 - Joining Program Appendix 1 Specification For Facility Construction Section 12AmanSharmaNo ratings yet
- SAIC-D-2022 Rev 2Document5 pagesSAIC-D-2022 Rev 2ரமேஷ் பாலக்காடுNo ratings yet
- General Welding Fabrication and TestingDocument24 pagesGeneral Welding Fabrication and TestingAhmed FathyNo ratings yet
- Specification For Subsea Flange FittingDocument16 pagesSpecification For Subsea Flange FittingMuzammil Makandar100% (1)
- 015-IH-1008 (Pipeline Field Welding Non-Sour Service)Document17 pages015-IH-1008 (Pipeline Field Welding Non-Sour Service)npwalNo ratings yet
- Scope of Work-Fabrication of Heat ExchangersDocument3 pagesScope of Work-Fabrication of Heat ExchangersAsad KhanNo ratings yet
- Repair ProcedureDocument6 pagesRepair ProcedureTomy GeorgeNo ratings yet
- Specification FOR Piping Fabrication and InstallationDocument27 pagesSpecification FOR Piping Fabrication and Installationgc_panchaNo ratings yet
- QYD-QCP-MS-001 Tank Shell Weld Repair Procedure-Method StatementDocument6 pagesQYD-QCP-MS-001 Tank Shell Weld Repair Procedure-Method StatementAbdul Khaleem KhanNo ratings yet
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- 31 Samss 004 PDFDocument32 pages31 Samss 004 PDFFlorin Daniel AnghelNo ratings yet
- 2 - Properties (Mass Density, Specific Weight, Specific Gravity, Bulk Modulus, Viscosity) PDFDocument13 pages2 - Properties (Mass Density, Specific Weight, Specific Gravity, Bulk Modulus, Viscosity) PDFJojimar JulianNo ratings yet
- 4635-5-SPC-102 - 000 250 50130 Rev0 (Installation and Fusi 9D9Document9 pages4635-5-SPC-102 - 000 250 50130 Rev0 (Installation and Fusi 9D9Anonymous NupAudbjjNo ratings yet
- Method Statement For Prefabrication and Erection PipingDocument10 pagesMethod Statement For Prefabrication and Erection PipingMidhun K ChandraboseNo ratings yet
- Working Procedure of PipelineDocument12 pagesWorking Procedure of Pipelinevishal bailurNo ratings yet
- MS For HVAC Ducting Installation and PipingDocument18 pagesMS For HVAC Ducting Installation and PipingProject enghvacNo ratings yet
- Welding Procedures and Welding Qualiy Control For PipingDocument17 pagesWelding Procedures and Welding Qualiy Control For PipingImam BuchairiNo ratings yet
- Enbridge Pipeline Repair Workplan WeldingDocument23 pagesEnbridge Pipeline Repair Workplan WeldingJesus MaestreNo ratings yet
- PREPARED MS For Piping FabricationDocument9 pagesPREPARED MS For Piping Fabricationvishal bailurNo ratings yet
- STP-Technical Specifications - 500 KLD SBRDocument95 pagesSTP-Technical Specifications - 500 KLD SBRAbhinav Srivastava100% (1)
- General NotesDocument4 pagesGeneral Noteszamree BMNo ratings yet
- 2 Welding Procedure 2 PDFDocument6 pages2 Welding Procedure 2 PDFMustafa MubderNo ratings yet
- Science 4 Quarter 3 Module 1 2 Chennee Rose G. Reyes Donna G. SanchezDocument13 pagesScience 4 Quarter 3 Module 1 2 Chennee Rose G. Reyes Donna G. SanchezFrit ZieNo ratings yet
- Ms For Demin Water Tank Modification Rev 1 Feb. 28 2011lastDocument9 pagesMs For Demin Water Tank Modification Rev 1 Feb. 28 2011lastsharif339100% (1)
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNo ratings yet
- SAIC-W-2006 Rev 0Document4 pagesSAIC-W-2006 Rev 0philipyap100% (2)
- C. Specifications For Cone Roof TKDocument21 pagesC. Specifications For Cone Roof TKFajar Sidiq AliwiyonoNo ratings yet
- Split Tee Specifications and Drawings - 20130906 - 191217Document17 pagesSplit Tee Specifications and Drawings - 20130906 - 191217Anonymous cuOIjrLINo ratings yet
- Nyse125 - Nickel Aluminium Bronze Castings For Water Service PDFDocument5 pagesNyse125 - Nickel Aluminium Bronze Castings For Water Service PDF이선엽0% (1)
- Technical Specifications For Reduction Retort Bottom SectionDocument5 pagesTechnical Specifications For Reduction Retort Bottom SectionSharat ChandraNo ratings yet
- Noc G-07Document21 pagesNoc G-07Rochdi SahliNo ratings yet
- Federal & State Code Requirements Pipe Joining-Welding: 2014 Fall ConferenceDocument15 pagesFederal & State Code Requirements Pipe Joining-Welding: 2014 Fall ConferenceDiNo ratings yet
- 24 Steel PipesDocument11 pages24 Steel Pipeselynah mistiolaNo ratings yet
- Central Business District CBD EAST - Phase 1 of The New Administrative CapitalDocument20 pagesCentral Business District CBD EAST - Phase 1 of The New Administrative CapitalLi LiuNo ratings yet
- Fabrication, Inspection, Testing and Supply of Stainless Steel DrumsDocument17 pagesFabrication, Inspection, Testing and Supply of Stainless Steel DrumsAmitNo ratings yet
- X3Document23 pagesX3MOHAMEDNo ratings yet
- DG BusductDocument16 pagesDG BusductanandpurushothamanNo ratings yet
- API - STD - 650 - 2020 - 13 TH Ed - WELDING PROCEDUREDocument3 pagesAPI - STD - 650 - 2020 - 13 TH Ed - WELDING PROCEDUREsarlsnmplastNo ratings yet
- Split Tee Specifications and DrawingsDocument7 pagesSplit Tee Specifications and DrawingsFareha AbdelkaderNo ratings yet
- 14.2kg LPG CylinderDocument14 pages14.2kg LPG CylinderNikhil GupthaNo ratings yet
- Ib13-008 Use of ASME Code Case 2596Document8 pagesIb13-008 Use of ASME Code Case 2596Richard KoehlerNo ratings yet
- Sec-I 126Document1 pageSec-I 126Panchal ShaileshNo ratings yet
- Plumbing 1. General: 4.2.1 The Contractor Shall Check All Dimensions From The Drawings With The Site ConditionDocument4 pagesPlumbing 1. General: 4.2.1 The Contractor Shall Check All Dimensions From The Drawings With The Site ConditionafinaNo ratings yet
- Nigerian Gas Company Limited: Tender Document FOR Engineering, Procurement andDocument210 pagesNigerian Gas Company Limited: Tender Document FOR Engineering, Procurement andresp-ectNo ratings yet
- Tubular Steel TrussesDocument4 pagesTubular Steel TrussestsuregiNo ratings yet
- SOW - Repair of Ex Unit 1 Turbine CasingR1Document5 pagesSOW - Repair of Ex Unit 1 Turbine CasingR1neiltaneo96No ratings yet
- 7.7. Welding: Trident Engineering Consultants Specification Minor Civil WorksDocument1 page7.7. Welding: Trident Engineering Consultants Specification Minor Civil WorksCassy AbulenciaNo ratings yet
- Brazing and Jointing of Copper PipesDocument3 pagesBrazing and Jointing of Copper Pipessunny_84t100% (1)
- Method Statement RE Structures-Final-29052011Document5 pagesMethod Statement RE Structures-Final-29052011sanojevNo ratings yet
- TR Foam Tank Crude PumpDocument3 pagesTR Foam Tank Crude PumpirfanlarikhotmailcomNo ratings yet
- CS Piping Spool With Alloy 625 Overlay - V-5 Bottom Nozzle PDFDocument4 pagesCS Piping Spool With Alloy 625 Overlay - V-5 Bottom Nozzle PDFamadan64No ratings yet
- Hy 19580Document6 pagesHy 19580kompany_dNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- ENS4253 JO 152 Thesis by AYRES Alexander ThesisDocument101 pagesENS4253 JO 152 Thesis by AYRES Alexander Thesisadith8239No ratings yet
- Introduction To Aero ElasticityDocument27 pagesIntroduction To Aero ElasticityBurakNo ratings yet
- Quiz 1 Midterm CBPDocument13 pagesQuiz 1 Midterm CBPMark JamesNo ratings yet
- Class A3A1Document20 pagesClass A3A1SalimNo ratings yet
- C65 Capstone Micro TurbineDocument2 pagesC65 Capstone Micro TurbineVíctor PalmaNo ratings yet
- Infino LT1220Document2 pagesInfino LT1220rafacastillopNo ratings yet
- O.M.B. SRL: General Specs Electrical SpecsDocument1 pageO.M.B. SRL: General Specs Electrical SpecsJUAN MANUEL RUIZ BERMEJONo ratings yet
- Ce2a 105 f08Document5 pagesCe2a 105 f08Mona Mohamed SafwatNo ratings yet
- 4bev 2001 PDFDocument60 pages4bev 2001 PDFJuan Carlos Caceres CoralNo ratings yet
- 03-Supercharging and TurbochargersDocument7 pages03-Supercharging and TurbochargersAHMADNo ratings yet
- Axminster 03 - Dust Extraction & Wood Waste - p109-p126Document18 pagesAxminster 03 - Dust Extraction & Wood Waste - p109-p126Pierre799esNo ratings yet
- Lecture 6 Riviting DesignDocument17 pagesLecture 6 Riviting DesignAbdelrahman yasser ZaghloulNo ratings yet
- HT - Lab - Manual - 2016 - 2017 PDFDocument94 pagesHT - Lab - Manual - 2016 - 2017 PDFAncaTaslicaNo ratings yet
- Transmisión AutomáticaDocument31 pagesTransmisión Automáticaromeo_mec100% (1)
- 0801 3 Eng Applying Direct Glazing in Windows Under Ad 0801 15 04 2020Document8 pages0801 3 Eng Applying Direct Glazing in Windows Under Ad 0801 15 04 2020Nurhasim HasanNo ratings yet
- BScThesis ThermalLoadingEffectsinBeams-DeFilippoDocument74 pagesBScThesis ThermalLoadingEffectsinBeams-DeFilippoAnonymous YW5mvpNo ratings yet
- Matriz de Atrapamiento de SartaDocument7 pagesMatriz de Atrapamiento de SartaJúlia Rennó WernerNo ratings yet
- Mechanical Properties of High Strength S690 Steel Welded Sections Through Tensile Tests On Heat-Treated Coupons - ScienceDirectDocument41 pagesMechanical Properties of High Strength S690 Steel Welded Sections Through Tensile Tests On Heat-Treated Coupons - ScienceDirectEhsan HaratiNo ratings yet
- Akin2012 PDFDocument13 pagesAkin2012 PDFCarlos AyamamaniNo ratings yet
- Honda VF 750 C Magna - Owners Manual - 1982 - #3121Document89 pagesHonda VF 750 C Magna - Owners Manual - 1982 - #3121Secretaría de Transporte EzeizaNo ratings yet
- Service Manual: Terberg Non-Driven 16T-Tag AxleDocument29 pagesService Manual: Terberg Non-Driven 16T-Tag Axlecarlos venturaNo ratings yet
- Fluids AssingnmenmtDocument36 pagesFluids AssingnmenmtReD DotaNo ratings yet
- Mechatronics ProjectsDocument8 pagesMechatronics ProjectsBiraja100% (1)
- Classroom Contact Programme: Pre-Medical: Nurture Course (Phase: I & Ii)Document45 pagesClassroom Contact Programme: Pre-Medical: Nurture Course (Phase: I & Ii)Black WidowNo ratings yet