You might also like
- QAQC Electrical Inspection: A Beginner's GuideFrom EverandQAQC Electrical Inspection: A Beginner's GuideRating: 4 out of 5 stars4/5 (1)
- Project Quality Plan: ContentDocument25 pagesProject Quality Plan: ContentAbd Rahim50% (6)
- Chemical and Process Plant Commissioning Handbook: A Practical Guide to Plant System and Equipment Installation and CommissioningFrom EverandChemical and Process Plant Commissioning Handbook: A Practical Guide to Plant System and Equipment Installation and CommissioningNo ratings yet
- Low-Current Systems Engineer’S Technical Handbook: A Guide to Design and SupervisionFrom EverandLow-Current Systems Engineer’S Technical Handbook: A Guide to Design and SupervisionRating: 5 out of 5 stars5/5 (1)
- Concrete Method StatementDocument14 pagesConcrete Method StatementWufei Chang95% (21)
- Quality PlanDocument21 pagesQuality PlanTAHER AMMAR88% (8)
- Method Statement For Plastering WorkDocument15 pagesMethod Statement For Plastering Workstrikersam100% (9)
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Roderick Jones - Conference Interpreting Explained What Is Interpreter?Document21 pagesRoderick Jones - Conference Interpreting Explained What Is Interpreter?Bùi Thị Thu Trang K29A3No ratings yet
- Piling Project Quality PlanDocument74 pagesPiling Project Quality Plan698485% (13)
- Document Control ProcedureDocument13 pagesDocument Control ProcedureShiladitya BasuNo ratings yet
- 6.0 Quality Assurance InsulationDocument15 pages6.0 Quality Assurance InsulationMukiara LuffyNo ratings yet
- Piling Project Quality Plan 1 PDFDocument74 pagesPiling Project Quality Plan 1 PDFNazirul Naim Zamri100% (1)
- Technical Specifications LINKDocument339 pagesTechnical Specifications LINKshegaw.berhanieNo ratings yet
- Construction Quality PlanDocument85 pagesConstruction Quality Plandep_vinNo ratings yet
- Construction Quality Plan SampleDocument85 pagesConstruction Quality Plan Samplesyedqumbar100% (1)
- QUALITY ASSURANCE - QUALITY CONTROL Rev.1Document9 pagesQUALITY ASSURANCE - QUALITY CONTROL Rev.1mohdNo ratings yet
- Construction Sample Quality PlanDocument85 pagesConstruction Sample Quality PlanianvlynchNo ratings yet
- Ras Markaz Crude Oil Park Project (Phase1) : Site Inspection and Testing ProcedureDocument1 pageRas Markaz Crude Oil Park Project (Phase1) : Site Inspection and Testing ProcedureANIL PLAMOOTTILNo ratings yet
- Field Quality Assurance ProgrammeDocument8 pagesField Quality Assurance ProgrammeSiddhardha MsvNo ratings yet
- (Sample Draft Program) : Date (Location) (Project Name) (AIP Project Number)Document13 pages(Sample Draft Program) : Date (Location) (Project Name) (AIP Project Number)Izo SeremNo ratings yet
- Acdi-Claveria, Apc Dairy Farm Milking Parlour - (Project Implementation Plan)Document11 pagesAcdi-Claveria, Apc Dairy Farm Milking Parlour - (Project Implementation Plan)Anna Lorraine AquinoNo ratings yet
- Execution Plan - Rev0Document7 pagesExecution Plan - Rev0Pham Thai TuyenNo ratings yet
- Technical Specification 4Document2 pagesTechnical Specification 4Buliga MarianNo ratings yet
- EPC QualityDocument18 pagesEPC QualityKartik BediNo ratings yet
- Vol-Ii - Section-I - PMS, Qam & PmaDocument25 pagesVol-Ii - Section-I - PMS, Qam & PmaAmit Kumar SinghNo ratings yet
- SECTION 01 45 00 Quality ControlDocument15 pagesSECTION 01 45 00 Quality ControlJuanPaoloYbañezNo ratings yet
- Tip QC PlanDocument14 pagesTip QC PlanTC Nihal AlcansoyNo ratings yet
- To Construction Supervisor Senior Discipline Engineer QualificationsDocument2 pagesTo Construction Supervisor Senior Discipline Engineer QualificationsknprajaramNo ratings yet
- Schedule Q - Attachment VIDocument8 pagesSchedule Q - Attachment VISIVANo ratings yet
- QC ProgramDocument7 pagesQC ProgramHerbert HernandezNo ratings yet
- Provision of PCP Pump MTSS V01Document12 pagesProvision of PCP Pump MTSS V01Shahid IqbalNo ratings yet
- T Proc Notices Notices 050 K Notice Doc 45368 665080217Document23 pagesT Proc Notices Notices 050 K Notice Doc 45368 665080217ANISNo ratings yet
- Qam RDSSDocument32 pagesQam RDSSAshish bhattNo ratings yet
- Construction Quality Assurance/Quality Control Plan - Groundwater Source Control MeasureDocument25 pagesConstruction Quality Assurance/Quality Control Plan - Groundwater Source Control MeasureFatimah Binte AtiqNo ratings yet
- Airport Construction Standards Contractor Quality Control ProgramDocument6 pagesAirport Construction Standards Contractor Quality Control ProgramDevrim GürselNo ratings yet
- Control of Monitoring and Measuring DevicesDocument77 pagesControl of Monitoring and Measuring DevicesUzuazor DiamondNo ratings yet
- T Proc Notices Notices 045 K Notice Doc 42308 18113514Document11 pagesT Proc Notices Notices 045 K Notice Doc 42308 18113514DusanJankovicNo ratings yet
- SOP For OLDocument9 pagesSOP For OLTahir Ur RahmanNo ratings yet
- Contrat Jesa 4582K/12: Annex N Quality RequirementsDocument33 pagesContrat Jesa 4582K/12: Annex N Quality RequirementsoundilahmedNo ratings yet
- Housing Scope of WorkDocument8 pagesHousing Scope of Workwapcos.rudNo ratings yet
- Construction Quality PlanDocument82 pagesConstruction Quality PlanUzuazor Diamond100% (1)
- Civil Quality Control ProcedureDocument37 pagesCivil Quality Control ProcedureRen Salazar100% (2)
- Quality Control Procedure For SWGR & MCCDocument8 pagesQuality Control Procedure For SWGR & MCCMohan Babu VengalathuriNo ratings yet
- Technical Specification 3Document2 pagesTechnical Specification 3Buliga MarianNo ratings yet
- Method Statement - LayalDocument25 pagesMethod Statement - LayalLayal Harb100% (1)
- Assesment & Design Management Fuel Hydrantplan (Proposed)Document9 pagesAssesment & Design Management Fuel Hydrantplan (Proposed)rehanapple3863No ratings yet
- Presentation On NTPC Inspection ServicesDocument34 pagesPresentation On NTPC Inspection ServicesAshwani Dogra100% (3)
- Quality Control Manual: Issued By: Pidb Punjab PWD B&RDocument107 pagesQuality Control Manual: Issued By: Pidb Punjab PWD B&RPerkresht PawarNo ratings yet
- 02.method Statement Ver 2Document6 pages02.method Statement Ver 2Peter ade TeacherNo ratings yet
- GIG PlanDocument22 pagesGIG PlanMojtaba Andalib AzarNo ratings yet
- Commissioning of Earthing and Lightning SystemsDocument14 pagesCommissioning of Earthing and Lightning SystemsManikandan BalasubramanianNo ratings yet
- Technical Instruction No.17 Functions of Quality Control Cell in Bro 1Document46 pagesTechnical Instruction No.17 Functions of Quality Control Cell in Bro 1Aaron WilsonNo ratings yet
- Number Three Wind Farm Lewis County, New York Case 16-F-0328 May 2018 1 Project InformationDocument6 pagesNumber Three Wind Farm Lewis County, New York Case 16-F-0328 May 2018 1 Project Informationblackberry7130gNo ratings yet
- QC-QA PlanDocument22 pagesQC-QA Planfaisal ahmad100% (2)
- Concrete Quality Control PlanDocument5 pagesConcrete Quality Control PlanKripasindhu SamantaNo ratings yet
- 02-2 QCS 2014Document6 pages02-2 QCS 2014Raja Ahmed HassanNo ratings yet
- Construction Supervision Qc + Hse Management in Practice: Quality Control, Ohs, and Environmental Performance Reference GuideFrom EverandConstruction Supervision Qc + Hse Management in Practice: Quality Control, Ohs, and Environmental Performance Reference GuideRating: 5 out of 5 stars5/5 (2)
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- ContentServer Asp-3Document16 pagesContentServer Asp-3Santiago Durango HurtadoNo ratings yet
- ComplexometricDocument3 pagesComplexometricSneha MunjewarNo ratings yet
- Antimagiccoloring UnandDocument50 pagesAntimagiccoloring UnandDeddy SetyawanNo ratings yet
- Y5topic1 Wholenumbers PDFDocument38 pagesY5topic1 Wholenumbers PDFSangara NandaNo ratings yet
- Sustainability Report 21 22 ENGDocument85 pagesSustainability Report 21 22 ENGAries BautistaNo ratings yet
- Diagnostic OperationDocument11 pagesDiagnostic OperationDaniel Rhasty-ghee AhmanorNo ratings yet
- Costas Levels of QuestioningDocument13 pagesCostas Levels of QuestioningAnalyn RegananNo ratings yet
- Ijert Ijert: Configuration of Various Space Structures Using Formex AlgebraDocument3 pagesIjert Ijert: Configuration of Various Space Structures Using Formex AlgebraLudan AhmedNo ratings yet
- Deocument 920Document41 pagesDeocument 920kelly.smith888No ratings yet
- Social Structure TheoryDocument20 pagesSocial Structure TheoryAngelicaValmoridaBretaña100% (1)
- Math Term 1 Year 7 Paper 2 2023-2024 NCESDocument6 pagesMath Term 1 Year 7 Paper 2 2023-2024 NCESMohammed RamadanNo ratings yet
- Certificate Calibration DT 5300B Serial Number 200936341Document1 pageCertificate Calibration DT 5300B Serial Number 200936341Bartola OncativoNo ratings yet
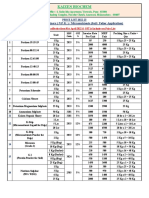
- Kaizen Biochem WS & Fertilizer Price List 2022-23Document3 pagesKaizen Biochem WS & Fertilizer Price List 2022-23surajNo ratings yet
- IEEE STD 1459-2010 Single Phase Power DefinitionsDocument12 pagesIEEE STD 1459-2010 Single Phase Power DefinitionspphightecNo ratings yet
- Hakuform 30-15 Schmierfett: Safety Data SheetDocument6 pagesHakuform 30-15 Schmierfett: Safety Data SheetLuis AyalaNo ratings yet
- 12 Health Benefits of PomegranateDocument10 pages12 Health Benefits of Pomegranateparajms8778No ratings yet
- CHEM 26.1 ReviewerDocument6 pagesCHEM 26.1 ReviewerClara MirabuenoNo ratings yet
- Mindray Resona I9 Brochure Rev B - CR46819Document4 pagesMindray Resona I9 Brochure Rev B - CR46819Walid MohamedNo ratings yet
- The History of Papillion Nebraska PDFDocument99 pagesThe History of Papillion Nebraska PDFSuzanne WithemNo ratings yet
- ContinueDocument2 pagesContinueHarshit DubeyNo ratings yet
- 11 GR AspectDocument3 pages11 GR AspectAizhamal SakhNo ratings yet
- ECEA 200 Assignment 4Document6 pagesECEA 200 Assignment 4manjotkaursandhu371No ratings yet
- Equilibrium Review SheetDocument1 pageEquilibrium Review SheetShefali SrivastavaNo ratings yet
- Status Vs RoleDocument2 pagesStatus Vs RoleSama KunNo ratings yet
- Creative Nonfiction Elements Strategies TypesDocument20 pagesCreative Nonfiction Elements Strategies TypesJillian Marie IlardeNo ratings yet
- Tristan Scott - BIOL-1408-46440 - LAB 04 Microscopy and The Cell - MaymesterDocument9 pagesTristan Scott - BIOL-1408-46440 - LAB 04 Microscopy and The Cell - MaymesterTristan ScottNo ratings yet
- Begum, M. A., Varalakshmi, B., & Umamagheswari, K. (2015 PDFDocument8 pagesBegum, M. A., Varalakshmi, B., & Umamagheswari, K. (2015 PDFCarol Lorena Casanova De la CruzNo ratings yet
- 2022 MM UNIT3&4-Chapter 11Document111 pages2022 MM UNIT3&4-Chapter 11martin juNo ratings yet
- Shear Wall - Wikipedia, The Free EncyclopediaDocument2 pagesShear Wall - Wikipedia, The Free EncyclopediazidaaanNo ratings yet



























































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)