You might also like
- Data Sheets - Different StylesDocument3 pagesData Sheets - Different Stylesרונן לב100% (1)
- Draw FrameDocument11 pagesDraw FrameTemesgen RegassaNo ratings yet
- Como Soldar 4140Document4 pagesComo Soldar 4140Luis Jose DuranNo ratings yet
- Process Control SpinningDocument25 pagesProcess Control SpinningNessre Zeine100% (2)
- Theory of Silk Weaving A Treatise on the Construction and Application of Weaves, and the Decomposition and Calculation of Broad and Narrow, Plain, Novelty and Jacquard Silk FabricsFrom EverandTheory of Silk Weaving A Treatise on the Construction and Application of Weaves, and the Decomposition and Calculation of Broad and Narrow, Plain, Novelty and Jacquard Silk FabricsRating: 5 out of 5 stars5/5 (1)
- Quailty Control in SpinningDocument30 pagesQuailty Control in SpinningRounoque ShishirNo ratings yet
- BlendingDocument73 pagesBlendingdrskathirrvelu67% (3)
- Hook Study PDFDocument6 pagesHook Study PDFNessre Zeine50% (4)
- Effect of Licker in SpeedDocument4 pagesEffect of Licker in SpeedMagdi Aboul MagdNo ratings yet
- 2.1 Quailty Control in SpinningDocument31 pages2.1 Quailty Control in SpinningRounoque ShishirNo ratings yet
- Effects of Blending Parameters On The Cross-Section Fiber Migration of Silk/Cotton BlendsDocument9 pagesEffects of Blending Parameters On The Cross-Section Fiber Migration of Silk/Cotton Blendsnattadon.rNo ratings yet
- 2019-Friele Model of Rotor SpunMulti-Primary-Colour-Blended YarnDocument5 pages2019-Friele Model of Rotor SpunMulti-Primary-Colour-Blended YarnyuNo ratings yet
- Comparison of Fibre Migration in Different Yarn Bodies: Jing Yang, Bojun Xu, Chunping Xie & Xinjin LiuDocument5 pagesComparison of Fibre Migration in Different Yarn Bodies: Jing Yang, Bojun Xu, Chunping Xie & Xinjin LiuJerin JosephNo ratings yet
- Characterization of Low Twist Yarn: Effect of Twist On Physical and Mechanical PropertiesDocument6 pagesCharacterization of Low Twist Yarn: Effect of Twist On Physical and Mechanical PropertieshawNo ratings yet
- 2019-Kubelka-Munk Double Constant Theory of Digital Rotor Spun Color Blended YarnDocument6 pages2019-Kubelka-Munk Double Constant Theory of Digital Rotor Spun Color Blended YarnyuNo ratings yet
- Lecturenote - 1935014870yarn MFG Prac, 1 Study MTL For StudentsDocument122 pagesLecturenote - 1935014870yarn MFG Prac, 1 Study MTL For StudentsSolomon LegesseNo ratings yet
- Shaikat Tex31Document12 pagesShaikat Tex31shaikat6163No ratings yet
- HVI StudentsDocument21 pagesHVI StudentsRezaul karim ShohanNo ratings yet
- 1.all Drafting System. All Parts of DraftingDocument3 pages1.all Drafting System. All Parts of DraftingRatul Hasan0% (1)
- Friction SpinningDocument8 pagesFriction SpinningVenkat Prasanna50% (2)
- Mixing Behaviour of Cohesive and Non-Cohesive Particle Mixtures in A Ribbon MixerDocument5 pagesMixing Behaviour of Cohesive and Non-Cohesive Particle Mixtures in A Ribbon MixerVinicius MagnoNo ratings yet
- 2010-3-38-Effect of The Draft Ratio On The Properties of Vortex Spun Yarn PDFDocument5 pages2010-3-38-Effect of The Draft Ratio On The Properties of Vortex Spun Yarn PDFSubba RaoNo ratings yet
- 001 - Ijftr 29 (2) 196-199Document4 pages001 - Ijftr 29 (2) 196-199Ziniya RahmanNo ratings yet
- Draw FrameDocument2 pagesDraw Frameagus yohanesNo ratings yet
- Fiber MigrationDocument1 pageFiber MigrationMd Ariful IslamNo ratings yet
- SYF Notes P 1Document9 pagesSYF Notes P 1Ashish MohapatraNo ratings yet
- Weft & Warp TensionDocument8 pagesWeft & Warp Tensionnemat2008No ratings yet
- Effect of Shade Depth (%) and Ring Frame Process Parameters On Cotton-Viscose Blended Mélange Yarn QualityDocument8 pagesEffect of Shade Depth (%) and Ring Frame Process Parameters On Cotton-Viscose Blended Mélange Yarn QualityTJPRC PublicationsNo ratings yet
- Yarn Manufacturing IDocument219 pagesYarn Manufacturing IfekadeNo ratings yet
- End Breakage Control in OEDocument7 pagesEnd Breakage Control in OEadama spinningNo ratings yet
- Characterization of Low Twist Yarn: Effect of Twist On Physical and Mechanical PropertiesDocument7 pagesCharacterization of Low Twist Yarn: Effect of Twist On Physical and Mechanical PropertiesMd. Humayun KabirNo ratings yet
- Uster Analysis of Cotton/polyester Blended Spun Yarns With Different CountsDocument14 pagesUster Analysis of Cotton/polyester Blended Spun Yarns With Different CountsQuocHuynhNo ratings yet
- Statistical Analyses and Predicting TheDocument9 pagesStatistical Analyses and Predicting TheParesh HadkarNo ratings yet
- Study On Impacts of Spinning Process On Fiber CharacteristicsDocument6 pagesStudy On Impacts of Spinning Process On Fiber CharacteristicsNeelakandan DNo ratings yet
- 2 - Fiber TestingDocument22 pages2 - Fiber Testingarchanachandran13No ratings yet
- DF Auto LevelerDocument6 pagesDF Auto LevelerRASID NurNo ratings yet
- Apuntes ParametriaDocument5 pagesApuntes ParametriaPEPANo ratings yet
- Fabric ScienceDocument7 pagesFabric ScienceArshiya GuptaNo ratings yet
- Effects of Warp-Weft Density Variation & Fabric Porosity of Cotton Fabrics On Their Colour in Reactive DyeingDocument5 pagesEffects of Warp-Weft Density Variation & Fabric Porosity of Cotton Fabrics On Their Colour in Reactive DyeingRezaul Karim TutulNo ratings yet
- Combing ProcessDocument12 pagesCombing ProcessSenthil Kumar100% (1)
- AFISDocument22 pagesAFISSandeep SahaNo ratings yet
- BarreDocument19 pagesBarrekamal kantNo ratings yet
- Ieie D 17 00025 - R1Document20 pagesIeie D 17 00025 - R1suchibrata rayNo ratings yet
- Evaluation of Real Yarn Diameter - Processing, Dyeing & Finishing - FeaturesDocument7 pagesEvaluation of Real Yarn Diameter - Processing, Dyeing & Finishing - FeaturesTrinhTruongNo ratings yet
- Classify Upland CottonDocument6 pagesClassify Upland CottonSudipta BainNo ratings yet
- Effect of Spindle Speed of Ring Frame On Yarn Quality: December 2018Document5 pagesEffect of Spindle Speed of Ring Frame On Yarn Quality: December 2018gizex2013No ratings yet
- Effect of Spinning Process ParametersDocument6 pagesEffect of Spinning Process ParametersKRISHNA JNo ratings yet
- Cotton Fiber Quality Measurement Using Fraunhofer DiffractionDocument8 pagesCotton Fiber Quality Measurement Using Fraunhofer DiffractionArafat MahabubNo ratings yet
- Updated Effect of Blend Ratio On Worsted Yarn QualityDocument4 pagesUpdated Effect of Blend Ratio On Worsted Yarn Qualitymadhavi gulhaneNo ratings yet
- Slub YarnDocument15 pagesSlub YarnMoustafa Abdeltwab100% (2)
- Prevention of BarreDocument5 pagesPrevention of BarreKavi DhingraNo ratings yet
- Process Parameters in CombingDocument3 pagesProcess Parameters in CombingDevendra VashisthNo ratings yet
- Tukeys Test MethodDocument6 pagesTukeys Test MethodKhalil KhanNo ratings yet
- Effectof Spindle Speedof RingframeonyarnqualityDocument5 pagesEffectof Spindle Speedof RingframeonyarnqualityJ.SathishNo ratings yet
- Studies On Tensile Properties of Eri/acrylic Blended Yarn: Prabir Kumar Choudhuri, Prabal Kumar Majumdar & Bijon SarkarDocument8 pagesStudies On Tensile Properties of Eri/acrylic Blended Yarn: Prabir Kumar Choudhuri, Prabal Kumar Majumdar & Bijon SarkarMax SmokeNo ratings yet
- Hairiness - I PDFDocument4 pagesHairiness - I PDFDurairaj.NNo ratings yet
- Formulating Equation To Calculate Fibre Percentages' in Weft Knitted FabricDocument6 pagesFormulating Equation To Calculate Fibre Percentages' in Weft Knitted FabricMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Fibre Test MethodDocument37 pagesFibre Test MethodPragya DixitNo ratings yet
- Shaikat-Tex 2Document10 pagesShaikat-Tex 2shaikat6163No ratings yet
- Selection of CottonDocument18 pagesSelection of CottonMewar FashionsNo ratings yet
- Evaluation of Real Yarn Diameter - Processing, Dyeing & Finishing - Features - The ITJDocument6 pagesEvaluation of Real Yarn Diameter - Processing, Dyeing & Finishing - Features - The ITJBoubker Kharchafi100% (1)
- CNC Clamps 2mm To 18mmDocument4 pagesCNC Clamps 2mm To 18mmvacsaaNo ratings yet
- The Effect of Cold Work On Properties of Alloy 617: R. N. Wright August 2014Document25 pagesThe Effect of Cold Work On Properties of Alloy 617: R. N. Wright August 2014AbdAl-Rhman hazimNo ratings yet
- Juheshun J2700Document1 pageJuheshun J2700Alan MoraisNo ratings yet
- Shell CastingDocument24 pagesShell CastingMuhammad IshaqNo ratings yet
- Deutsche Edelstahlwerke GMBH, Plant Witten: This Is To CertifyDocument3 pagesDeutsche Edelstahlwerke GMBH, Plant Witten: This Is To CertifyardeshirNo ratings yet
- KXDocument28 pagesKXGatwech Dech RutNo ratings yet
- Manpower - Equipment ScheduleDocument2 pagesManpower - Equipment ScheduleSasha Braus0% (1)
- Questions - PangarapDocument5 pagesQuestions - PangarapSheila Lyn LacsonNo ratings yet
- Lab Report 2Document5 pagesLab Report 2mamoona noreenNo ratings yet
- Astm A502 1993Document4 pagesAstm A502 1993Jesse ChenNo ratings yet
- Manufacturing Chapter 1Document24 pagesManufacturing Chapter 1Jibril JundiNo ratings yet
- Journal Pre-Proof: Journal of Materials Research and TechnologyDocument55 pagesJournal Pre-Proof: Journal of Materials Research and TechnologyAhmed ismailNo ratings yet
- Gypframe Metal ProfilesDocument12 pagesGypframe Metal ProfilesJiawen WeiNo ratings yet
- KraftPak Product Guide EMEA E PDFDocument2 pagesKraftPak Product Guide EMEA E PDFAna Julia Mayumi PupinNo ratings yet
- Cyanotype On Glass and CeramicDocument7 pagesCyanotype On Glass and CeramicAntonio Jorge ValerioNo ratings yet
- Heatban XPS Submittal-2019Document123 pagesHeatban XPS Submittal-2019Ahmad SamyNo ratings yet
- Tata Steel Engineering dd13wr HR Bending Deep Drawing Datasheet enDocument2 pagesTata Steel Engineering dd13wr HR Bending Deep Drawing Datasheet enInes RoqueNo ratings yet
- Uns C51000Document2 pagesUns C51000nazgulNo ratings yet
- SWMS Fabrication Works On Pipe With Cutting, Grinding, Welding, Fitting-UpDocument2 pagesSWMS Fabrication Works On Pipe With Cutting, Grinding, Welding, Fitting-UpCao Anh HuyenNo ratings yet
- Flamingo Technique As An Innovative Method To Improve The Shear Capacity of Reinforced Concrete BeamDocument11 pagesFlamingo Technique As An Innovative Method To Improve The Shear Capacity of Reinforced Concrete BeamShaker QaidiNo ratings yet
- Final Thesis Paper Oct 13 - 2021Document127 pagesFinal Thesis Paper Oct 13 - 2021abdulfetah hamidNo ratings yet
- High Strength Aluminium Alloys in Laser-Based Powder Bed Fusion - A ReviewDocument6 pagesHigh Strength Aluminium Alloys in Laser-Based Powder Bed Fusion - A ReviewAndrés PacompíaNo ratings yet
- Sae 1022Document1 pageSae 1022talebimahdi924No ratings yet
- Welded Field Joints For Internally Lined PipelinesDocument18 pagesWelded Field Joints For Internally Lined PipelinesJose Anisio de Oliveira e SilvaNo ratings yet
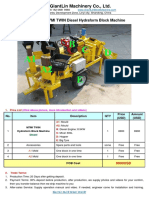
- Solution For M7MI Twin Diesel Hydraform Block MachineDocument4 pagesSolution For M7MI Twin Diesel Hydraform Block MachineSamuel WilliamsNo ratings yet
- 0 VCC Maturity Assessment v1Document7 pages0 VCC Maturity Assessment v1Akram EbeidNo ratings yet
- 100 SD 202DC MB0009Document1 page100 SD 202DC MB0009harekrishnawb1900No ratings yet
- MachineProgram DMG MORI SPRINT 50 Version V1.1Document77 pagesMachineProgram DMG MORI SPRINT 50 Version V1.1gagan rajNo ratings yet