You might also like
- Montagem C7.1 Engine 320D2 L ExcavatorDocument9 pagesMontagem C7.1 Engine 320D2 L ExcavatorRafa SantosNo ratings yet
- Electrical BoqDocument29 pagesElectrical BoqPaulthiyagaraj SNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Electronic Circuit Laboratory MANUAL PDFDocument94 pagesElectronic Circuit Laboratory MANUAL PDFAbel KalavadakkenNo ratings yet
- Cat 3400 AdjustingDocument7 pagesCat 3400 AdjustingaliNo ratings yet
- L223 T3 PartsDocument908 pagesL223 T3 Partskevin100% (3)
- Liberty 1998 2003Document4,442 pagesLiberty 1998 2003riceboyler100% (1)
- Crankshaft Main Bearing Bolts Torque (Converted)Document5 pagesCrankshaft Main Bearing Bolts Torque (Converted)Nasser Ayoub100% (3)
- Cat c18Document4 pagesCat c18MubasherNo ratings yet
- Sr220 Skid Steer Loader - Tier 3 Manual de PartesDocument906 pagesSr220 Skid Steer Loader - Tier 3 Manual de PartessimonNo ratings yet
- GRPTS TurbochargersDocument65 pagesGRPTS TurbochargersFaur RahmanNo ratings yet
- d8k Motor D342Document4 pagesd8k Motor D342Omar Suazo100% (1)
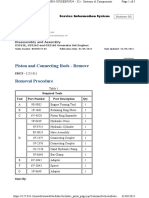
- Pistons and Connecting Rods - InstallDocument3 pagesPistons and Connecting Rods - Installsergio blandon lNo ratings yet
- CAT Product Line NewDocument40 pagesCAT Product Line NewFaisal SaleemNo ratings yet
- Sample - HV Metal Enclosed Switchgear Functional SpecificationDocument25 pagesSample - HV Metal Enclosed Switchgear Functional SpecificationGalih Suksmono AdiNo ratings yet
- Samsung UE49NU7172U Chassis UWX80Document104 pagesSamsung UE49NU7172U Chassis UWX80Pravin MevadaNo ratings yet
- CAT C18 Connecting Rod Bearings - InstallDocument2 pagesCAT C18 Connecting Rod Bearings - InstallSayel MokhaimerNo ratings yet
- Yaskawa A1000 CatalogueDocument20 pagesYaskawa A1000 CatalogueCare AutomationNo ratings yet
- Procedimiento Calibracion Gobernador 320C.Document13 pagesProcedimiento Calibracion Gobernador 320C.Victor Pinedo50% (2)
- John Deere PowerTech 2.9L Diesel Engine Diagnostic Service Repair Technical Manual (CTM125)Document16 pagesJohn Deere PowerTech 2.9L Diesel Engine Diagnostic Service Repair Technical Manual (CTM125)laopaodunNo ratings yet
- Calibracion InyectoresDocument4 pagesCalibracion InyectoresWladimir AmaguañaNo ratings yet
- Diagrama Hilux 1KD-2KD PDFDocument11 pagesDiagrama Hilux 1KD-2KD PDFJeni100% (2)
- Specifications: 1104D Industrial EngineDocument64 pagesSpecifications: 1104D Industrial EngineHakim GOURAIANo ratings yet
- Eaton: Medium Duty Piston PumpDocument20 pagesEaton: Medium Duty Piston PumpFernando SabinoNo ratings yet
- Cramkshaft Main Bearimg InstallDocument5 pagesCramkshaft Main Bearimg InstallNimNo ratings yet
- (20130723) wp6gDocument87 pages(20130723) wp6gLinio Calixto De Jesus33% (3)
- SECTION 303-01B: Engine - 4.6L and 5.4L 2000 F-150 Workshop Manual AssemblyDocument35 pagesSECTION 303-01B: Engine - 4.6L and 5.4L 2000 F-150 Workshop Manual AssemblyHassan Vela VenegasNo ratings yet
- Connecting Rod Bolts Torque (Converted)Document4 pagesConnecting Rod Bolts Torque (Converted)Nasser Ayoub100% (1)
- 3516B Marine Engine S2S00001-UP (SEBP3921 - 51) - Basic Search Connecting RodDocument5 pages3516B Marine Engine S2S00001-UP (SEBP3921 - 51) - Basic Search Connecting RodPhamLeDanNo ratings yet
- C6.6 Connecting Rod FittingDocument5 pagesC6.6 Connecting Rod FittingsenNo ratings yet
- Install Piston and ConrodDocument8 pagesInstall Piston and ConrodLUIZ GUSTAVONo ratings yet
- Special Instruction To Replace Cylinder SleeveDocument26 pagesSpecial Instruction To Replace Cylinder SleeveDaniel TekleNo ratings yet
- 3Document6 pages3George GuerreroNo ratings yet
- Connecting Rod Bearings - Install - Connecting Rods in PositionDocument4 pagesConnecting Rod Bearings - Install - Connecting Rods in PositionTatiano BrolloNo ratings yet
- 02 - Camshaft - Install PDFDocument11 pages02 - Camshaft - Install PDFNimNo ratings yet
- Component Code AJ: Printed in Japan (02) 1Document5 pagesComponent Code AJ: Printed in Japan (02) 1PepeTRBKNo ratings yet
- Parts & Service News: This Parts & Service News Supersedes AA02067A Dated March 26, 2002, Which Should Be DiscardedDocument6 pagesParts & Service News: This Parts & Service News Supersedes AA02067A Dated March 26, 2002, Which Should Be DiscardedJose Miguel Oyola CoronadoNo ratings yet
- 8218 спецификация головки 3116 -с7Document19 pages8218 спецификация головки 3116 -с7Евгений АбрамовNo ratings yet
- Cigueñal MiniDocument2 pagesCigueñal MiniPedro ArrietaNo ratings yet
- Installation Procedure: NoticeDocument5 pagesInstallation Procedure: Noticerakhikishore143No ratings yet
- Piston & Rod RemovalDocument5 pagesPiston & Rod RemovalsxturboNo ratings yet
- Steering Purge 14MDocument3 pagesSteering Purge 14MvaroNo ratings yet
- Cat 3176c Montagem Da Cabeça.Document7 pagesCat 3176c Montagem Da Cabeça.César PérezNo ratings yet
- Pistons and Connecting Rods - InstallDocument5 pagesPistons and Connecting Rods - Installeshopmanual limaNo ratings yet
- Cylinder Head BuminataDocument7 pagesCylinder Head BuminataRgin AlanNo ratings yet
- 320D2 Excavator XBA00001-UP (MACHINE) POWERED BY C7.1 Engine (M0065912 - 13) - Systems & ComponentsDocument8 pages320D2 Excavator XBA00001-UP (MACHINE) POWERED BY C7.1 Engine (M0065912 - 13) - Systems & ComponentsYudi setiawanNo ratings yet
- Component Code A7: Printed in Japan (02) 24Document9 pagesComponent Code A7: Printed in Japan (02) 24PepeTRBKNo ratings yet
- Cylinder Head - Install: Desmontagem e MontagemDocument10 pagesCylinder Head - Install: Desmontagem e MontagemTatiano BrolloNo ratings yet
- Pistons and Connecting Rods - AssembleDocument6 pagesPistons and Connecting Rods - AssemblealonsoNo ratings yet
- Service Kit: Single EngineDocument6 pagesService Kit: Single EngineKJ DhimanNo ratings yet
- REHS1037 - Fuel Priming PumpDocument13 pagesREHS1037 - Fuel Priming Pumpkman548No ratings yet
- Cylinder Blok c4Document7 pagesCylinder Blok c4lilikNo ratings yet
- Piston GrptsDocument46 pagesPiston GrptsPramono AdiNo ratings yet
- Guia Cat Codos de EscapeDocument6 pagesGuia Cat Codos de EscapecabarajasrNo ratings yet
- Parts & Service News: Component Code Ref No. DateDocument6 pagesParts & Service News: Component Code Ref No. DateJose Miguel Oyola Coronado0% (1)
- Pistons and Connecting Rods - Install: Desmontagem e MontagemDocument3 pagesPistons and Connecting Rods - Install: Desmontagem e MontagemJefferson SilvaNo ratings yet
- Https 127.0.0.1 Sisweb Sisweb Techdoc Techdoc Print PageDocument9 pagesHttps 127.0.0.1 Sisweb Sisweb Techdoc Techdoc Print Pagep.motortechNo ratings yet
- 3412econnecting Rod BearingDocument4 pages3412econnecting Rod BearingMohammed MustafaNo ratings yet
- Bastidor D10T (Radiador)Document10 pagesBastidor D10T (Radiador)Israel MirandaNo ratings yet
- Camshaft Timing: Testing and AdjustingDocument8 pagesCamshaft Timing: Testing and AdjustingsxturboNo ratings yet
- 24H Engine Valve SetDocument7 pages24H Engine Valve SetJohn GrayNo ratings yet
- Pinion Clearance - Adjust: Shutdown SIS Previous ScreenDocument3 pagesPinion Clearance - Adjust: Shutdown SIS Previous ScreenbejoythomasNo ratings yet
- SEBF8164 - Specification For Liner Measurement and Salvage of 3500 Series EnginesDocument19 pagesSEBF8164 - Specification For Liner Measurement and Salvage of 3500 Series Enginesyahmanmahira4No ratings yet
- Cam Shaft TimingDocument8 pagesCam Shaft TimingFaresNo ratings yet
- Install Piston & Conrod 320 GCDocument3 pagesInstall Piston & Conrod 320 GCJebrodNo ratings yet
- Valve - Clearance Adjustment (6068) (Two-Valve Head) - ctm104 - Service ADVISOR™Document4 pagesValve - Clearance Adjustment (6068) (Two-Valve Head) - ctm104 - Service ADVISOR™Timothee MbambaNo ratings yet
- Pistao e Biela - c9 - 01Document4 pagesPistao e Biela - c9 - 01Victor NoschangNo ratings yet
- Speed Changers, Drives & Gears World Summary: Market Values & Financials by CountryFrom EverandSpeed Changers, Drives & Gears World Summary: Market Values & Financials by CountryNo ratings yet
- EP SPS 400 5000 SeriesDocument172 pagesEP SPS 400 5000 SeriesHakim GOURAIANo ratings yet
- PDB0012Document2 pagesPDB0012Hakim GOURAIANo ratings yet
- Kenr6911 02Document42 pagesKenr6911 02Hakim GOURAIANo ratings yet
- Product BulletinDocument4 pagesProduct BulletinHakim GOURAIANo ratings yet
- Product Bulletin: Removal of "Rear Feet" On All 400 Series Genset ApplicationsDocument4 pagesProduct Bulletin: Removal of "Rear Feet" On All 400 Series Genset ApplicationsHakim GOURAIANo ratings yet
- Product Bulletin: 4006 and 4012 Change of Starter MotorDocument3 pagesProduct Bulletin: 4006 and 4012 Change of Starter MotorHakim GOURAIANo ratings yet
- Genset Fuel Priming Pump - 1103 and 1104 Mechanical Models: Market ApplicationDocument10 pagesGenset Fuel Priming Pump - 1103 and 1104 Mechanical Models: Market ApplicationHakim GOURAIANo ratings yet
- Sebu9074 02Document112 pagesSebu9074 02Hakim GOURAIANo ratings yet
- Systems Operation Testing and Adjusting: 2806C-E18TA and 2806D-E18TA Industrial EnginesDocument66 pagesSystems Operation Testing and Adjusting: 2806C-E18TA and 2806D-E18TA Industrial EnginesHakim GOURAIANo ratings yet
- Specifications: 4006-23 and 4008-30 Industrial EnginesDocument40 pagesSpecifications: 4006-23 and 4008-30 Industrial EnginesHakim GOURAIANo ratings yet
- Systems Operation Testing and AdjustingDocument52 pagesSystems Operation Testing and AdjustingHakim GOURAIA100% (1)
- Specifications: 404F-E22T, 404F-E22TA and 403F-E17T Industrial EnginesDocument46 pagesSpecifications: 404F-E22T, 404F-E22TA and 403F-E17T Industrial EnginesHakim GOURAIANo ratings yet
- c15 Electrical Schematic PDF FreeDocument16 pagesc15 Electrical Schematic PDF FreeHakim GOURAIANo ratings yet
- Systems Operation Testing and Adjusting: 404F-E22T and 404F-E22TA Industrial EnginesDocument74 pagesSystems Operation Testing and Adjusting: 404F-E22T and 404F-E22TA Industrial EnginesHakim GOURAIANo ratings yet
- Electronic Service Tool 2020C v1.0 Product Status ReportDocument6 pagesElectronic Service Tool 2020C v1.0 Product Status ReportHakim GOURAIANo ratings yet
- PMB 925 1600 Series Rerate ProcessDocument4 pagesPMB 925 1600 Series Rerate ProcessHakim GOURAIANo ratings yet
- Auto ScanDocument4 pagesAuto ScanHakim GOURAIANo ratings yet
- 2000 Series Re-Rate Compatibility Matrix: YellowDocument22 pages2000 Series Re-Rate Compatibility Matrix: YellowHakim GOURAIANo ratings yet
- New Compact Communication Adapter CCA Driver InstallDocument3 pagesNew Compact Communication Adapter CCA Driver InstallHakim GOURAIANo ratings yet
- N76-1 RM-135 / N76-5 RM-149 Service Manual Level 1&2Document51 pagesN76-1 RM-135 / N76-5 RM-149 Service Manual Level 1&2Jean FloreSNo ratings yet
- SABIK MARINE Datasheet VLB-44X 2020Document2 pagesSABIK MARINE Datasheet VLB-44X 2020SUBHASHIS SAHOONo ratings yet
- Analysis of Power Converters and Smart Power Factor CorrectionDocument96 pagesAnalysis of Power Converters and Smart Power Factor CorrectionRohit GuptaNo ratings yet
- Bomba KSB Data SheetDocument4 pagesBomba KSB Data SheetLuis Christian Davila CangalayaNo ratings yet
- Pre-Installation Manual: Integration Control SystemDocument28 pagesPre-Installation Manual: Integration Control SystemWaleed MareeNo ratings yet
- Bottle Jack - NewDocument9 pagesBottle Jack - NewWaseneh MuluNo ratings yet
- FD460THDocument1 pageFD460THdedehamzah225No ratings yet
- Flame Test RatingDocument1 pageFlame Test RatingElvinTarudNo ratings yet
- Ins. Overhead CraneDocument4 pagesIns. Overhead CranePetrusNo ratings yet
- Elrad Pa600 Power Ampl SCH PDFDocument3 pagesElrad Pa600 Power Ampl SCH PDFSATBRAINNo ratings yet
- Paradox Spectra 1728EX Programming/Reference ManualDocument40 pagesParadox Spectra 1728EX Programming/Reference ManualHayden Wilson100% (1)
- Digico D5/D5T/Cs-D5 Technical Specification: Power On Remotetalkback Madi Links 1 3 Video Sync OpticalDocument2 pagesDigico D5/D5T/Cs-D5 Technical Specification: Power On Remotetalkback Madi Links 1 3 Video Sync OpticalCarlos HoyosNo ratings yet
- Release LiftEscalator Regulations 080716Document11 pagesRelease LiftEscalator Regulations 080716Ton marquesNo ratings yet
- Ribonnet Installation InstructionsDocument24 pagesRibonnet Installation Instructionsdeltakio@gmail.comNo ratings yet
- 6th Computer .Week#8 DoneDocument3 pages6th Computer .Week#8 DoneKashifntcNo ratings yet
- SL1500AC enDocument19 pagesSL1500AC enRavneel ChandNo ratings yet
- Scorpio Big Daddy - Vertical Brochure-08032023Document22 pagesScorpio Big Daddy - Vertical Brochure-08032023Kaustubh RihekarNo ratings yet
- Toshiba AC100 Netbook (Compal LA-6352P)Document33 pagesToshiba AC100 Netbook (Compal LA-6352P)Barton EletronicsNo ratings yet
- Motherboard The Common MOSFET (FET) Substitution TableDocument3 pagesMotherboard The Common MOSFET (FET) Substitution TableDhruv Gonawala100% (3)
- Product Catalog Wartsila JOVYATLASDocument17 pagesProduct Catalog Wartsila JOVYATLASa.elwahabNo ratings yet
- Elektrotechnische Werke Fritz Driescher & Söhne GMBHDocument4 pagesElektrotechnische Werke Fritz Driescher & Söhne GMBHKrishnakumar IesNo ratings yet
- PowerShield BMS IntroductionDocument18 pagesPowerShield BMS IntroductionAhmad BadranNo ratings yet
- Reel No672 - 36mm X 1500m 35x7 (Wa) Galv RHLL KW Mill & GL CertDocument3 pagesReel No672 - 36mm X 1500m 35x7 (Wa) Galv RHLL KW Mill & GL CertNg Thiam YongNo ratings yet