You might also like
- Establishing A CGMP Laboratory Audit System: A Practical GuideFrom EverandEstablishing A CGMP Laboratory Audit System: A Practical GuideNo ratings yet
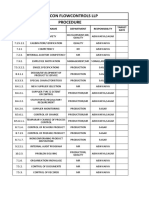
- Anicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateDocument9 pagesAnicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateAnicon Flowcontols llpNo ratings yet
- 14-QSP - 59 Procedure For Temporary Change of Process Controls PDFDocument1 page14-QSP - 59 Procedure For Temporary Change of Process Controls PDFsahyadri engineersNo ratings yet
- Trainingmodule 4mchange 180507063451Document13 pagesTrainingmodule 4mchange 180507063451Ali YudiNo ratings yet
- 18 WHStoring&PVDocument13 pages18 WHStoring&PVvijay aditya kNo ratings yet
- Forklift Maintenance Records: Document Owner Warehouse Operations Pre-Use Equipment Inspection Form Number REV Start DateDocument2 pagesForklift Maintenance Records: Document Owner Warehouse Operations Pre-Use Equipment Inspection Form Number REV Start DategilNo ratings yet
- Operator Observation SheetDocument1 pageOperator Observation Sheet25aprilNo ratings yet
- Product Non Conformance ReportDocument2 pagesProduct Non Conformance ReportAlaa100% (1)
- Operator Observance SheetDocument5 pagesOperator Observance SheetEr Avinash Kumar100% (2)
- dịch 24 đến 29Document42 pagesdịch 24 đến 29Dzung PhanNo ratings yet
- Reverse FMEADocument27 pagesReverse FMEAJobs Steve100% (2)
- Work Instruction For Handling Abnormal Situations: Impact On Product Impact-ProcessDocument1 pageWork Instruction For Handling Abnormal Situations: Impact On Product Impact-Processhow2belive100% (2)
- Training Module 4M ChangeDocument13 pagesTraining Module 4M ChangebhawnaNo ratings yet
- W.I - Abnormal SituationDocument1 pageW.I - Abnormal Situation25april100% (2)
- IQB 01 OK To Run 20110214Document7 pagesIQB 01 OK To Run 20110214Uday SharmaNo ratings yet
- P4 Strategi Implementasi Poka YokeDocument7 pagesP4 Strategi Implementasi Poka Yokeabu yazid BusthomiNo ratings yet
- F MR 20B 4M Criteria NewDocument4 pagesF MR 20B 4M Criteria NewBangali Singh100% (1)
- Role MappingDocument15 pagesRole MappingSrihari Babu PeddiNo ratings yet
- Process Fmea Work Instructions0Document11 pagesProcess Fmea Work Instructions0Muniyappan TNo ratings yet
- Day - 1 Part-2 Version 1Document38 pagesDay - 1 Part-2 Version 1amansharma78No ratings yet
- PFDPFMEACP Linkages PDFDocument1 pagePFDPFMEACP Linkages PDFsateeshkoriNo ratings yet
- Upper Cavite RevalidaDocument18 pagesUpper Cavite RevalidaKrischelle BatiaoNo ratings yet
- An Overview:: COSO's Guidance On Monitoring Internal ControlsDocument21 pagesAn Overview:: COSO's Guidance On Monitoring Internal ControlsArsalan Ahmad KhanNo ratings yet
- ESP Pro Active MonitoringDocument50 pagesESP Pro Active MonitoringvenkeekuNo ratings yet
- AM Pillar Governance Training MaterialDocument10 pagesAM Pillar Governance Training MaterialSydney DodooNo ratings yet
- QA-SQA-003 Supplier Quality System Audit CAPA by SupplierDocument11 pagesQA-SQA-003 Supplier Quality System Audit CAPA by SupplierAbhishek AllenNo ratings yet
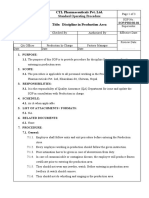
- SOP On Discipline in Production AreaDocument3 pagesSOP On Discipline in Production AreaRakesh Rauniyar100% (1)
- Breakdown Training WorkshopDocument49 pagesBreakdown Training WorkshopOsinachukwu NwosuNo ratings yet
- Join Venture Plan For Laundry BarDocument10 pagesJoin Venture Plan For Laundry BarfuadhassanarNo ratings yet
- Automotive FMEADocument5 pagesAutomotive FMEAAshish GuptaNo ratings yet
- Reverse PFMEA Training MaterialDocument11 pagesReverse PFMEA Training MaterialThe PhongNo ratings yet
- Operator's Training Program and Certification SchemeDocument7 pagesOperator's Training Program and Certification SchemeAJAY SRIVASTAVANo ratings yet
- 5.2.7 Aqueous Wash Reference PFMEA - v2Document7 pages5.2.7 Aqueous Wash Reference PFMEA - v2RangaNo ratings yet
- DAPA FormatDocument13 pagesDAPA FormatTezender singhNo ratings yet
- Annual ReviewDocument16 pagesAnnual ReviewSanjay AnbarasanNo ratings yet
- Atac 113 Pfmea R10 IatfDocument50 pagesAtac 113 Pfmea R10 IatfAzlan MustaphaNo ratings yet
- 001 - ITP Clearing - Revision 0Document3 pages001 - ITP Clearing - Revision 0randyNo ratings yet
- Quality Records: Neptune OrthopaedicsDocument1 pageQuality Records: Neptune Orthopaedicsdhir.ankurNo ratings yet
- Process Audit - Sheet New ......Document1 pageProcess Audit - Sheet New ......MUKESH KUMARNo ratings yet
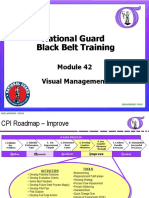
- Module 42. Visual ManagementDocument30 pagesModule 42. Visual Managementtaghavi1347No ratings yet
- ExecutiveDocument1 pageExecutiveAnbuNo ratings yet
- Quality Control ProcedureDocument5 pagesQuality Control ProcedureJoseph Emmanuel ParedesNo ratings yet
- Brawn Laboratories Limited: Standard Operating ProcedureDocument4 pagesBrawn Laboratories Limited: Standard Operating ProcedureAshok LenkaNo ratings yet
- BIQS Training For AuditDocument115 pagesBIQS Training For AuditCarlos Muñoz50% (2)
- Bench DrillingDocument1 pageBench DrillingPiyush VyasNo ratings yet
- A&D High Tech - Team 2Document9 pagesA&D High Tech - Team 2Alexis ParedesNo ratings yet
- A&D High Tech - Team 2Document9 pagesA&D High Tech - Team 2Pradnya SalveNo ratings yet
- Layered Process Audit ChecklistDocument1 pageLayered Process Audit ChecklistMuniyappan TNo ratings yet
- 4M WiDocument4 pages4M WiR.BALASUBRAMANINo ratings yet
- 5S Audit Check List Know Industrial EngineeringDocument3 pages5S Audit Check List Know Industrial EngineeringFarid MousaviNo ratings yet
- Etech Automation Mr. Varun Dev FMEA / 26221839 05.10.2012 Mr. Sethupathi Terminal BendingDocument4 pagesEtech Automation Mr. Varun Dev FMEA / 26221839 05.10.2012 Mr. Sethupathi Terminal BendingMadan PrakashNo ratings yet
- Plant & System ObservationDocument4 pagesPlant & System ObservationZeeshan Pathan0% (1)
- Mts13defectmanagement 150702104000 Lva1 App6891 PDFDocument26 pagesMts13defectmanagement 150702104000 Lva1 App6891 PDFKrishna AnilNo ratings yet
- What Are The Benefits and Shortcomings of Using Fmea?: Section IntroductionDocument3 pagesWhat Are The Benefits and Shortcomings of Using Fmea?: Section IntroductionSegu PratheekNo ratings yet
- Activity 09Document1 pageActivity 09r3hadxNo ratings yet
- Risk Assessment For Testing and Commissioning of Electrical SystemDocument7 pagesRisk Assessment For Testing and Commissioning of Electrical Systemvo100% (3)
- Risk Reduction Strategy QSB-PlusDocument19 pagesRisk Reduction Strategy QSB-PlusAhmed HassanNo ratings yet
- (QSP-MR-04) MRMDocument2 pages(QSP-MR-04) MRMBASAVA ENGINEERINGNo ratings yet
- UEM9736 - 627 8813 2.2 KLIP EMS SOP 02 (Scheduled Waste Management)Document4 pagesUEM9736 - 627 8813 2.2 KLIP EMS SOP 02 (Scheduled Waste Management)najihahNo ratings yet
- Standard Operating Procedure Ref 162Document3 pagesStandard Operating Procedure Ref 162RilySabanaNo ratings yet