You might also like
- Inked 2011-02Document102 pagesInked 2011-02Herr Panzer40% (5)
- Gear CorrectionDocument17 pagesGear CorrectionMurugesanNo ratings yet
- CTM400 JD 6090 Engine Service Manual PDFDocument420 pagesCTM400 JD 6090 Engine Service Manual PDFDaniel Ostapovich100% (6)
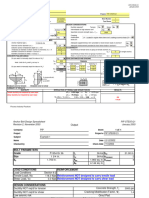
- Ste05121 Spreadsheet Anchor Bolt DesignDocument10 pagesSte05121 Spreadsheet Anchor Bolt Designsivaguruswamy thangarajNo ratings yet
- Steel Connection MethodsDocument18 pagesSteel Connection MethodsVishnuVardhan100% (1)
- Loading For Buildings: Part 1. Code of Practice For Dead and Imposed LoadsDocument16 pagesLoading For Buildings: Part 1. Code of Practice For Dead and Imposed LoadsMichael GabrielNo ratings yet
- Fixed - Base PLT - AISCDocument22 pagesFixed - Base PLT - AISCNapoleon ShanNo ratings yet
- Area 1Document7 pagesArea 1Krisher DhayNo ratings yet
- Important QuestionsDocument6 pagesImportant QuestionsNaveen Royal's100% (2)
- Examination Paper and Pencil Test For The Year 2012. Below Are The Details. AnnouncementDocument8 pagesExamination Paper and Pencil Test For The Year 2012. Below Are The Details. AnnouncementSid MillanesNo ratings yet
- Gear EquationsDocument71 pagesGear EquationsMickloSoberan100% (1)
- Padeye Check SttandardDocument36 pagesPadeye Check SttandardRiandi HartartoNo ratings yet
- Well Kill MethodsDocument3 pagesWell Kill MethodsCARLOSELSOARESNo ratings yet
- La Consolacion University Philippines Catmon, City of Malolos, BulacanDocument12 pagesLa Consolacion University Philippines Catmon, City of Malolos, BulacanDhaveKiezerLagbasEsguerraNo ratings yet
- Engineering Information: Miter and Bevel GearsDocument3 pagesEngineering Information: Miter and Bevel GearsHarsha BmNo ratings yet
- Spur Gears-Backlash Undercut FormulasDocument1 pageSpur Gears-Backlash Undercut FormulasrfgrgNo ratings yet
- Mechanical Engineering Handbook 96 105Document10 pagesMechanical Engineering Handbook 96 105basaricaNo ratings yet
- Spur GearDocument80 pagesSpur GearLutfhi HanafiNo ratings yet
- Experiment No. - 5: Object: Apparatus: TheoryDocument10 pagesExperiment No. - 5: Object: Apparatus: TheoryROHIT SRIVASTAVNo ratings yet
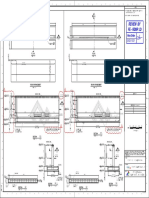
- Drawing Calculation Sample For Project RefeneryDocument11 pagesDrawing Calculation Sample For Project RefeneryJay JamaluddinNo ratings yet
- Safari - May 16, 2022 at 9:00 PMDocument1 pageSafari - May 16, 2022 at 9:00 PMDagneNo ratings yet
- Gear FormulasDocument2 pagesGear FormulasABHIRAM RNo ratings yet
- Gear Formulae - Engineers EdgeDocument2 pagesGear Formulae - Engineers EdgePawankumar PagoteNo ratings yet
- Lect 5Document14 pagesLect 5MunyahNo ratings yet
- Tor Qui MetroDocument68 pagesTor Qui MetroVíc Mac IINo ratings yet
- Helical Gears: Definition and Useful InformationDocument13 pagesHelical Gears: Definition and Useful InformationRobert Michael CorpusNo ratings yet
- Basic Gear FormulasDocument3 pagesBasic Gear FormulasAshok DevihosurNo ratings yet
- Sd06e01b01 07enDocument1 pageSd06e01b01 07enAli Abdul MannanNo ratings yet
- Per: AISI Spec S100-12 For: Lipped Z Cold Formed SectionDocument4 pagesPer: AISI Spec S100-12 For: Lipped Z Cold Formed SectionTri huỳnhNo ratings yet
- Thread PF PDFDocument1 pageThread PF PDFMardi YantoNo ratings yet
- Gears FormulasDocument47 pagesGears FormulasArthanari VaidyanathanNo ratings yet
- ME1101 L16 Limits TolerancesDocument97 pagesME1101 L16 Limits TolerancesDr.P.Arivalagan ASST. PROFNo ratings yet
- Gear TopicDocument7 pagesGear Topicch0k3 iiiNo ratings yet
- Omnigear Tech Info BinderDocument86 pagesOmnigear Tech Info BinderAGPLTTNo ratings yet
- OmniGear - Tech .Info .Binder.v2Document86 pagesOmniGear - Tech .Info .Binder.v2Ufuk KılıçNo ratings yet
- Bracket ABCD CalculationDocument2 pagesBracket ABCD Calculationmevin vargheseNo ratings yet
- Pipes - MomentDocument20 pagesPipes - MomentAdekimi EmmanuelNo ratings yet
- Boston Eng Info - SpurGearsDocument5 pagesBoston Eng Info - SpurGearsMauro TognocchiNo ratings yet
- Spur GearDocument107 pagesSpur GearMuhammadUmairShafiqNo ratings yet
- Ideal Gas Spring CatalogueDocument4 pagesIdeal Gas Spring CatalogueR K Heavy Engineering Private LimitedNo ratings yet
- 64 Pin Euro ConnectorsDocument2 pages64 Pin Euro ConnectorsAchyuth ShettigarNo ratings yet
- TopFlite Components - EMI / RFI Non-Enviromental BackshellsDocument15 pagesTopFlite Components - EMI / RFI Non-Enviromental Backshellsbruce774No ratings yet
- 1.6 Features of Common Gears: Helical GearDocument8 pages1.6 Features of Common Gears: Helical Gearcmm5477No ratings yet
- 03.60.3006 English Catalogue 2022erffDocument440 pages03.60.3006 English Catalogue 2022erffMihai RosataNo ratings yet
- Conduit Dimensionen CorrectionDocument24 pagesConduit Dimensionen CorrectionRonald LopezNo ratings yet
- ME8451 - Manufacturing Technology - II (Ripped From Amazon Kindle Ebooks by Sai Seena)Document598 pagesME8451 - Manufacturing Technology - II (Ripped From Amazon Kindle Ebooks by Sai Seena)NaveenNo ratings yet
- Introduction To Trigonometry Shobhit NirwanDocument12 pagesIntroduction To Trigonometry Shobhit NirwanSara Gupta100% (1)
- External Applied Torque: Applying, We: A B A BDocument1 pageExternal Applied Torque: Applying, We: A B A BJuan BlanquicettNo ratings yet
- Spur Gear: Speed Input Speed Output R R R R R VDocument12 pagesSpur Gear: Speed Input Speed Output R R R R R Vprakash tyagiNo ratings yet
- Lecture 02 - GearsDocument25 pagesLecture 02 - Gearsmohammedshaiban000No ratings yet
- Turning Tools: General Turning - Parting & Grooving - Tooling SystemsDocument12 pagesTurning Tools: General Turning - Parting & Grooving - Tooling SystemszenoNo ratings yet
- Tool GeometryDocument66 pagesTool Geometrypotnuru JaivanthNo ratings yet
- 1 Electrode CalculatorDocument2 pages1 Electrode CalculatorRavi ShankarNo ratings yet
- Caja Reductora 2da EtapaDocument2 pagesCaja Reductora 2da EtapaEdwin Paco PovedaNo ratings yet
- Ch7 Gear Second HalfDocument22 pagesCh7 Gear Second HalfM. ZoubaNo ratings yet
- Pipe Cold Bending (HBG)Document15 pagesPipe Cold Bending (HBG)Haries Bugarin GarciaNo ratings yet
- CRW02 - Spur Gear - Eng VerDocument54 pagesCRW02 - Spur Gear - Eng VerpruthvirajNo ratings yet
- Top Machinery Catalogue PDFDocument11 pagesTop Machinery Catalogue PDFShariq KhanNo ratings yet
- Symbols For Rules & FormulasDocument3 pagesSymbols For Rules & FormulasBudiman SupomoNo ratings yet
- Isolated Footing V1 - 032606Document1 pageIsolated Footing V1 - 032606ေဇာ္ထက္ ေအာင္No ratings yet
- Sections-Dev-Intersection of Solids-KsrDocument8 pagesSections-Dev-Intersection of Solids-KsrK S ChalapathiNo ratings yet
- Not For Commercial Use: TedataDocument3 pagesNot For Commercial Use: TedataMayber DelgadoNo ratings yet
- Refer AncesDocument14 pagesRefer AncesTran Anh TuanNo ratings yet
- Ste05121spreadsheet Anchor Bolt Design PDF FreeDocument10 pagesSte05121spreadsheet Anchor Bolt Design PDF Freeveeran08No ratings yet
- O-Ring Static Groove Design: Guide For Table A5 - 1Document3 pagesO-Ring Static Groove Design: Guide For Table A5 - 1Garikai MutongiNo ratings yet
- SumiSmall 2015-16 CATALOG LR PDFDocument249 pagesSumiSmall 2015-16 CATALOG LR PDFAlbertNo ratings yet
- Balance Sheet Equation Assets Liabilities + Stockholders' EquityDocument7 pagesBalance Sheet Equation Assets Liabilities + Stockholders' EquityAsma RizviNo ratings yet
- Aircraft General (Indo)Document81 pagesAircraft General (Indo)Rico SuhandaNo ratings yet
- Gas Engine Technical Data: Load 100% 75% 50% Rating and EfficiencyDocument3 pagesGas Engine Technical Data: Load 100% 75% 50% Rating and EfficiencyAM76No ratings yet
- LSM Course Details GADocument2 pagesLSM Course Details GAMaadhurina JamesNo ratings yet
- Surgical Management of Dilocated Lens: Mohammad Ghoreishi, MDDocument15 pagesSurgical Management of Dilocated Lens: Mohammad Ghoreishi, MDwawan 88No ratings yet
- Cpo 10Document16 pagesCpo 10Vijay SharmaNo ratings yet
- Unit 5 Corporate Mission, Objectives and Responsibility: StructureDocument30 pagesUnit 5 Corporate Mission, Objectives and Responsibility: StructureRadhika KidambiNo ratings yet
- Unit 01: Systems Analysis and DesignDocument15 pagesUnit 01: Systems Analysis and Designwendle vidwanNo ratings yet
- Eppe2023 Tuto 7QDocument4 pagesEppe2023 Tuto 7QMUHAMMAD AIMAN ZAKWAN BIN ROZANINo ratings yet
- The Sociology of Climate Change As A Sociology of LossDocument37 pagesThe Sociology of Climate Change As A Sociology of LossAndro IDNo ratings yet
- Opportunities and Challenges of Petroleum Fuel Subsidy: by Reginald C. Stanley Executive Secretary, PPPRADocument13 pagesOpportunities and Challenges of Petroleum Fuel Subsidy: by Reginald C. Stanley Executive Secretary, PPPRAmuktar ibrahimNo ratings yet
- The Bible, King James Version, Book 49: Ephesians by AnonymousDocument17 pagesThe Bible, King James Version, Book 49: Ephesians by AnonymousGutenberg.orgNo ratings yet
- Journal of Krishi Vigyan Vol 7 Issue 2Document293 pagesJournal of Krishi Vigyan Vol 7 Issue 2Dr. MANOJ SHARMANo ratings yet
- Group 6 Part 1 Review of The Aging of Physiological System Notes Part 1Document7 pagesGroup 6 Part 1 Review of The Aging of Physiological System Notes Part 1Crissan Jejomar AbanesNo ratings yet
- Business Vocabulary RoundDocument9 pagesBusiness Vocabulary RoundAndrei-Alexandru VasiloviciNo ratings yet
- AgriRise April-June 2023Document68 pagesAgriRise April-June 2023Kishore TataNo ratings yet
- Govt. Pilot High School Rawalakot AJK Pre-Board ExamDocument2 pagesGovt. Pilot High School Rawalakot AJK Pre-Board ExamAbdul qadeerNo ratings yet
- Science Worksheet - ProjectDocument3 pagesScience Worksheet - ProjectbibblybobleybooNo ratings yet
- System Configuration ARCDocument13 pagesSystem Configuration ARCSantiago CorreaNo ratings yet
- 18mca54e U5Document16 pages18mca54e U5priyaNo ratings yet
- Emergency Action Plan NEWDocument9 pagesEmergency Action Plan NEWMd. Shahadat HossainNo ratings yet