You might also like
- ASQ Auditing HandbookDocument6 pagesASQ Auditing Handbookpapplion0% (5)
- Ipc D 325aDocument6 pagesIpc D 325apapplion0% (1)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Anchor-Profile SSPC SPDocument9 pagesAnchor-Profile SSPC SPandy100% (1)
- Catalogo FRANTZ GralDocument52 pagesCatalogo FRANTZ GralGiovanni Escobedo Villanueva100% (1)
- IQA Auditor TrainingDocument112 pagesIQA Auditor Trainingpapplion100% (5)
- SRG Audit 2014 Assessment For SQE 09102015Document168 pagesSRG Audit 2014 Assessment For SQE 09102015papplion100% (1)
- ILI9340LDocument228 pagesILI9340LUserDataShareNo ratings yet
- Audi A8 Fuses LocationDocument42 pagesAudi A8 Fuses Locationestonie12No ratings yet
- TFS BrochureDocument178 pagesTFS Brochureewqeq100% (1)
- Nsba Basics of Steel Bridge Design Workshop - Part 3aDocument28 pagesNsba Basics of Steel Bridge Design Workshop - Part 3aLuis CortesNo ratings yet
- Anchor Bolts: Requirement Provision TMS 402 RefDocument15 pagesAnchor Bolts: Requirement Provision TMS 402 RefshaimenneNo ratings yet
- AS4C Aerospace HexTow 231GPaDocument2 pagesAS4C Aerospace HexTow 231GPaShravani ZadeNo ratings yet
- Plastic OpticsDocument35 pagesPlastic Opticskerbla100% (1)
- 139157-882132 Smt2p2lentztonyDocument8 pages139157-882132 Smt2p2lentztonybhf_86No ratings yet
- Lec6 - Ce429 - Rebar Estimate and Cutting List PrepDocument65 pagesLec6 - Ce429 - Rebar Estimate and Cutting List Preparchweiss06No ratings yet
- Hot Rolled Sheet Pile SHZ Catalogue PDFDocument2 pagesHot Rolled Sheet Pile SHZ Catalogue PDFkiet eelNo ratings yet
- DSI Underground Systems Cable Bolts US 01Document16 pagesDSI Underground Systems Cable Bolts US 01Tato Del AguilaNo ratings yet
- BoQ Extend Ramp Door Pontoon-Blank (1) HindoliDocument3 pagesBoQ Extend Ramp Door Pontoon-Blank (1) HindoliandhyirawanNo ratings yet
- Eutectic 19400: Atomized Martensitic Stainless Steel Alloy PowderDocument2 pagesEutectic 19400: Atomized Martensitic Stainless Steel Alloy PowderYeison Piedrahita PérezNo ratings yet
- Column DesignDocument8 pagesColumn DesignUsman AliNo ratings yet
- Rolling Cutter Bits 02Document54 pagesRolling Cutter Bits 02amin peyvandNo ratings yet
- Wellhead Systems Rod AccessoriesDocument18 pagesWellhead Systems Rod Accessoriesbuat unduhNo ratings yet
- Roller Cone BitsDocument62 pagesRoller Cone Bits叶芊No ratings yet
- Pumping and Polished Rod Accessories CatalogDocument22 pagesPumping and Polished Rod Accessories CatalogDavid LluguinNo ratings yet
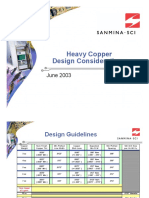
- Heavy Copper Magnetics PresentationDocument17 pagesHeavy Copper Magnetics PresentationlancerspatNo ratings yet
- 1 Skyrock Ecoblock R6 Drywall Ceiling Ref DWC TDSDocument4 pages1 Skyrock Ecoblock R6 Drywall Ceiling Ref DWC TDSSharin TpNo ratings yet
- Design Report: Simple Tech One Co., LTDDocument28 pagesDesign Report: Simple Tech One Co., LTDMin KhantNo ratings yet
- Soil Correlations: Caltrans Geotechnical ManualDocument5 pagesSoil Correlations: Caltrans Geotechnical ManualHandi ThomasNo ratings yet
- Column DetailsDocument2 pagesColumn DetailsSantosh JayasavalNo ratings yet
- Stencil TechnologyDocument15 pagesStencil TechnologyVinceDeSilvaNo ratings yet
- Introduction To Coring and Core Analysis - Feb - 05Document77 pagesIntroduction To Coring and Core Analysis - Feb - 05Ayman Shokry50% (2)
- Cross Cut Adhesion Test Kit cc2000 m44 1 14Document4 pagesCross Cut Adhesion Test Kit cc2000 m44 1 14OMATNo ratings yet
- Caliper Logs: Figure 9.1 The Reeves 2 Arm Caliper ToolDocument5 pagesCaliper Logs: Figure 9.1 The Reeves 2 Arm Caliper Toolyogesh singhNo ratings yet
- Caliper Logs 9.1: Figure 9.1 The Reeves 2 Arm Caliper ToolDocument5 pagesCaliper Logs 9.1: Figure 9.1 The Reeves 2 Arm Caliper ToolSarah HillmanNo ratings yet
- Caliper Logs: Figure 9.1 The Reeves 2 Arm Caliper ToolDocument5 pagesCaliper Logs: Figure 9.1 The Reeves 2 Arm Caliper ToolBhavesh SharmaNo ratings yet
- Fiberglass Pipe Design - Manual of Water Supply Practices M45, 2nd (AWWA, 2005)Document1 pageFiberglass Pipe Design - Manual of Water Supply Practices M45, 2nd (AWWA, 2005)Nassif Abi AbdallahNo ratings yet
- Renewsys India Pvt. LTD.: Form Factor - 18 Cells Reference Drawing Numbers: Bom For C06 - 5Wp With Elmex JB Per ModuleDocument31 pagesRenewsys India Pvt. LTD.: Form Factor - 18 Cells Reference Drawing Numbers: Bom For C06 - 5Wp With Elmex JB Per Modulesandeep devabhaktuniNo ratings yet
- Surface Mounting TechnlogyDocument161 pagesSurface Mounting Technlogyhariharasankar100% (2)
- Solder & Accessories Solder & AccessoriesDocument21 pagesSolder & Accessories Solder & Accessoriesbububu66No ratings yet
- Bolt Torque Calculation - Apr19Document69 pagesBolt Torque Calculation - Apr19Raj SNo ratings yet
- Indium6.4R: Water-Soluble Pb-Free and SNPB Solder PasteDocument6 pagesIndium6.4R: Water-Soluble Pb-Free and SNPB Solder PasteKenn Jaspher QuinitNo ratings yet
- PavementDesignAASHTO93Jan2008 GKDocument10 pagesPavementDesignAASHTO93Jan2008 GKbiceli samet1No ratings yet
- 01.1 GalvInfoNote-1-1-Rev-4-0Document11 pages01.1 GalvInfoNote-1-1-Rev-4-0Silverio AcuñaNo ratings yet
- O Rings CatalogueDocument87 pagesO Rings CatalogueVictor A. Claure ManzoniNo ratings yet
- Understanding Coating Weight Designations For Zinc-Based Coatings On Steel SheetDocument11 pagesUnderstanding Coating Weight Designations For Zinc-Based Coatings On Steel SheetOlgalycosNo ratings yet
- Dimensional Analysis and Acheivable Tolerance in Die CastingDocument50 pagesDimensional Analysis and Acheivable Tolerance in Die CastingM PraveenNo ratings yet
- Understanding Coating Weight Designations For Zinc-Based Coatings On Steel SheetDocument11 pagesUnderstanding Coating Weight Designations For Zinc-Based Coatings On Steel SheetkhurshedlakhoNo ratings yet
- Estimates - Bill of QuantitiesDocument9 pagesEstimates - Bill of QuantitiesRoland CepedaNo ratings yet
- Tabel ListrikDocument4 pagesTabel ListrikSupri Punya SeleraNo ratings yet
- Compenstating Type Centralising Type: Large Ball Lock Power Chuck - Suitable For Castings and ForgingsDocument1 pageCompenstating Type Centralising Type: Large Ball Lock Power Chuck - Suitable For Castings and ForgingsmooninjaNo ratings yet
- Carbo L Ag 40 SN eDocument1 pageCarbo L Ag 40 SN efadfadg2No ratings yet
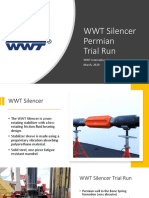
- WWT SilencerPermian Trial RunDocument10 pagesWWT SilencerPermian Trial Run082111575869No ratings yet
- Fundamentals of Roller Mill Grinding - 1478460003Document46 pagesFundamentals of Roller Mill Grinding - 1478460003Felipe ZapataNo ratings yet
- Engine Differences (Leap Added) - 1Document1 pageEngine Differences (Leap Added) - 1Kshitiz RastogiNo ratings yet
- Fixture DesignDocument23 pagesFixture Designdeepatel8924No ratings yet
- Mechanical STD Installation Rates (Final)Document32 pagesMechanical STD Installation Rates (Final)Dilshad AhemadNo ratings yet
- Brochure Wheels Convolute Generalpurpose Rapidfinish Norton 8645Document6 pagesBrochure Wheels Convolute Generalpurpose Rapidfinish Norton 8645ISVARAN RAMAKRISHNANo ratings yet
- Single Headed Hydrant With PostDocument2 pagesSingle Headed Hydrant With PostMitul PatelNo ratings yet
- Somta Tools User Guide PDFDocument150 pagesSomta Tools User Guide PDFAarón MarxellyNo ratings yet
- Catalogue-Tungaloy - 12 - Grades andDocument49 pagesCatalogue-Tungaloy - 12 - Grades andJose' TNo ratings yet
- Kristeel CatalogueDocument52 pagesKristeel CatalogueRam TejaNo ratings yet
- Vehicle Design Summit Electric Hub Motor (V2) : Eric Conner Harvey Tang Matthew PeddieDocument19 pagesVehicle Design Summit Electric Hub Motor (V2) : Eric Conner Harvey Tang Matthew PeddieImmawan InsaniNo ratings yet
- Heat & Control-14kl Leg Tank CastingDocument4 pagesHeat & Control-14kl Leg Tank CastingRPM ENGINEERS INDIA LTDNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Customer Complaint HandlingDocument7 pagesCustomer Complaint HandlingpapplionNo ratings yet
- ISO 9001:2008 Management Review Meeting Sep. 2014Document44 pagesISO 9001:2008 Management Review Meeting Sep. 2014papplionNo ratings yet
- Intertek - Ingress - Protection - Rev2013Document8 pagesIntertek - Ingress - Protection - Rev2013papplionNo ratings yet
- 03 Inspecting Tightening Torque PDFDocument4 pages03 Inspecting Tightening Torque PDFpapplionNo ratings yet
- Street Light RelibilityDocument7 pagesStreet Light RelibilitypapplionNo ratings yet
- 04 Tightening Reliability PDFDocument22 pages04 Tightening Reliability PDFpapplionNo ratings yet
- Control Plan For Lighting ProductDocument6 pagesControl Plan For Lighting ProductpapplionNo ratings yet
- Porter's Five Forces - SRTDocument19 pagesPorter's Five Forces - SRTpapplionNo ratings yet
- A Chameleon: by Anton ChekhovDocument3 pagesA Chameleon: by Anton ChekhovpapplionNo ratings yet
- Component Shelf Life 8a GEDocument35 pagesComponent Shelf Life 8a GEpapplionNo ratings yet
- Performance Measurement of R&D Projects in A Multi Project Concurrent Engineering EnvironmentDocument13 pagesPerformance Measurement of R&D Projects in A Multi Project Concurrent Engineering EnvironmentpapplionNo ratings yet
- 19 Internal Audit Check ListDocument6 pages19 Internal Audit Check ListpapplionNo ratings yet
- Basic Communication Skills 198Document16 pagesBasic Communication Skills 198BKALATHOTI9666No ratings yet
- Six SigmaDocument9 pagesSix SigmapapplionNo ratings yet
- Prem Resume PDFDocument2 pagesPrem Resume PDFprem8688638877No ratings yet
- A Review On Quantum Computing: Qubits, Cryogenic Electronics and Cryogenic MOSFET PhysicsDocument12 pagesA Review On Quantum Computing: Qubits, Cryogenic Electronics and Cryogenic MOSFET PhysicsDigvijayNo ratings yet
- 27L2CDocument9 pages27L2CJavitrompixTrompixTrompixNo ratings yet
- Bypass Isolation 300+ and 800 Contactor Based Fixed + Dual Drawout (40-400A) ATS PDFDocument52 pagesBypass Isolation 300+ and 800 Contactor Based Fixed + Dual Drawout (40-400A) ATS PDFPILAR MARTINEZNo ratings yet
- 9806h - Final Service Activation ManualDocument12 pages9806h - Final Service Activation ManualAd B AbuNo ratings yet
- State Machine DesignDocument8 pagesState Machine DesignxcNo ratings yet
- Guide To Phone Apps - March 2013Document100 pagesGuide To Phone Apps - March 2013sreekanthdama100% (1)
- Fundamentals of Bias Temperature Instability in MOS Transistors - Characterization Methods, Process and Materials Impact, DC and AC Modeling PDFDocument281 pagesFundamentals of Bias Temperature Instability in MOS Transistors - Characterization Methods, Process and Materials Impact, DC and AC Modeling PDFRashmi RavindranathNo ratings yet
- IEC Oxygen GeneratorDocument167 pagesIEC Oxygen GeneratorLuky FebrianNo ratings yet
- QS KF200 V51en 1509 PDFDocument2 pagesQS KF200 V51en 1509 PDFTruong Tuan AnNo ratings yet
- Hardware Manual ACS800-07 Drives (500 To 2800 KW)Document193 pagesHardware Manual ACS800-07 Drives (500 To 2800 KW)Bhanu Prakash100% (1)
- Amaron Solar Vrla Batteries 12v 200ah 2Document2 pagesAmaron Solar Vrla Batteries 12v 200ah 2SAMUEL KAMAUNo ratings yet
- Poriyaan 1Mg989dhFlDgmwOGWS7D3zl9OaKbdbz IDocument43 pagesPoriyaan 1Mg989dhFlDgmwOGWS7D3zl9OaKbdbz IS. GobikaNo ratings yet
- Multithreaded Programming Using Java Threads: Praveenraj R (Mark Education Academy)Document46 pagesMultithreaded Programming Using Java Threads: Praveenraj R (Mark Education Academy)Rakesh. N murthyNo ratings yet
- 1020 RM-877 Schematics v1.0Document10 pages1020 RM-877 Schematics v1.0Riza VirsadaNo ratings yet
- PHYS 253 Final Exam: Name Student IDDocument3 pagesPHYS 253 Final Exam: Name Student IDaikfirkiNo ratings yet
- Circuitry Ch01 Basic ConceptsDocument19 pagesCircuitry Ch01 Basic ConceptsWasim MagsiNo ratings yet
- Turbina Capstone 1Document2 pagesTurbina Capstone 1MiguelDelBarrioIglesisasNo ratings yet
- D DdsDocument364 pagesD DdsPalaniappan SolaiyanNo ratings yet
- Guia de Mantenimiento HS200Document20 pagesGuia de Mantenimiento HS200luisoft88No ratings yet
- First Slide of Presentation: Geobalance MPD ControlDocument30 pagesFirst Slide of Presentation: Geobalance MPD ControlRuth RuizNo ratings yet
- Module4 PKDocument21 pagesModule4 PKsenthilanviewNo ratings yet
- ERC Res No. 16 S2011 PDFDocument19 pagesERC Res No. 16 S2011 PDFJoeDabidNo ratings yet
- 03-07103 - R2.0 - 220VDocument8 pages03-07103 - R2.0 - 220VShankar ArunmozhiNo ratings yet
- CapacitanceDocument45 pagesCapacitanceraghu ramNo ratings yet
- Si 2308 DsDocument4 pagesSi 2308 DsLu HoaNo ratings yet
- Analog Communication Table ExperimentsDocument12 pagesAnalog Communication Table ExperimentsSHAIKAZEEZNo ratings yet
- Xapp024.pdfxilinx XC 3000Document11 pagesXapp024.pdfxilinx XC 3000Rohith RajNo ratings yet