Professional Documents
Culture Documents
Declaration: by Yohannes, Migbaru, Yalew &masrie (Wukiot)
Uploaded by
Sibhat GebregziabherOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Declaration: by Yohannes, Migbaru, Yalew &masrie (Wukiot)
Uploaded by
Sibhat GebregziabherCopyright:
Available Formats
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.
DECLARATION
We hereby, declare this BSC thesis project report submitted to Wollo University KIOT
Department of Mechanical engineering (Manufacturing and Industrial system engineering
stream) is the result of our own original independent project except as cited in the reference
which is under the supervision and guidance of Professor Chandra.R.
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page i
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
ACKNOWLEDGMENT
First of all Our deep gratitude goes to the almighty GOD for everything he done to us in all the
way we path through, then after for our advisor Professor Chandra.R and mechanical engineering
department staff members for their continues and progressive support, advice and guides us to do
better work and gave us a reference materials and initiated us for our work and project. In
addition, we would like to thank also other local companies like KOSPI, employees for their
respect, familiarity, their advice and support. In addition, we would like to thank our classmates
and friends for sharing their ideas and materials to us. Finally, we would like to thank our
families for understanding and helping us with all our needs.
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page ii
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
ABSTRACT
This project is used to identify and evaluate the design of circular saw cutting machine which is
one of the cutting method and aid of production mechanism by using V-Belt. A circular saw
blade includes, generally circular blade portion and a plurality of spaced a part teeth attached to
the circular blade portion. Each tooth extends outwardly and upwardly from the circular blade
portion. Designing of circular saw cutting machine is the best metal cutting tool that used to
achieve the cutting speed by satisfying the root users (customers).
This cutting machine indicates how to reduce the time and human power consumption in the
design project of circular saw cutting machine. Circular saw cutting machine is a mechanical
mass-production method or system that cuts the ferrous metals by their dimensions of the work
piece as the customer or root users needed. In order to satisfy the customers it should be
increasing the quantity and quality of the working process during cutting operations.
Keywords: design, circular saw, cutting, machine
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page iii
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
Table of Contents
DECLARATION ........................................................................................................................................... i
ACKNOWLEDGMENT............................................................................................................................... ii
ABSTRACT................................................................................................................................................. iii
List of Figures ............................................................................................................................................. vii
List of Tables ............................................................................................................................................. viii
CHAPTER ONE ........................................................................................................................................... 1
1. INTRODUCTION .................................................................................................................................... 1
1.1. Problem statement .............................................................................................................................. 2
1.2. Objective of the project ...................................................................................................................... 2
1.2.1. Main objective of the project ...................................................................................................... 2
1.2.2. Specific objective of the project.................................................................................................. 2
1.3. Significance of the project ................................................................................................................. 3
1.4. Scope of the project ........................................................................................................................... 3
1.5. Benefits and Beneficiaries ................................................................................................................. 3
1.5.1. Benefits ....................................................................................................................................... 3
1.5.2. Beneficiaries ............................................................................................................................... 3
1.6. Methodology ...................................................................................................................................... 4
1.7. Organization of the project ................................................................................................................ 4
CHAPTER TWO .......................................................................................................................................... 5
2. LITRATURE REVIEW ............................................................................................................................ 5
2.1. Background of circular saw cutting machine ..................................................................................... 5
2.2. Types of sawing machines ................................................................................................................. 6
2.2.1. Hacksaw ...................................................................................................................................... 6
2.2.2. Power hacksaw............................................................................................................................ 8
2.2.3. Abrasive saw ............................................................................................................................... 9
2.2.4. Panel saw .................................................................................................................................. 10
2.2.5. Cold saw.................................................................................................................................... 11
2.3. Components of circular or cold saw machine .................................................................................. 13
CHAPTER THREE .................................................................................................................................... 14
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page iv
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3. DESIGN ANALYSIS OF CIRCULAR SAW CUTTING MACHINE .................................................. 14
3.1. Design procedure ............................................................................................................................. 14
3.2. Geometrical Analysis of circular saw cutting machine.................................................................... 15
3.3. Specifications for the design project ................................................................................................ 16
3.4. Design analysis of components ........................................................................................................ 17
3.4.1. Motor............................................................................................................................................. 17
3.4.1.1. Motor selection consideration ................................................................................................ 17
3.4.1.2. Power of the motor ................................................................................................................. 19
3.4.1.3. The torque applied by the motor ............................................................................................ 20
3.4.2. Design of belt and pulley .............................................................................................................. 21
3.4.2.1. Belt ......................................................................................................................................... 21
3.4.2.2. Pulley ..................................................................................................................................... 21
3.4.2.3. Material selection ................................................................................................................... 21
3.4.2.4. Material selection for belt ...................................................................................................... 21
3.4.2.5. Material selection for pulley .................................................................................................. 22
3.4.2.6. Coefficient of friction between belt and pulley...................................................................... 23
3.4.2.7. Calculation of pulley tension ................................................................................................. 24
3.4.2.8. Strength analysis driven of pulley .......................................................................................... 27
3.4.3. Design of shaft .............................................................................................................................. 29
3.4.3.1. Transmission shaft ................................................................................................................. 29
3.4.3.2. Standard Sizes of Transmission Shafts .................................................................................. 29
3.4.3.3. Material selection of shaft ...................................................................................................... 29
3.4.4 Design and selection of key ........................................................................................................... 34
3.4.5. Design and Selection of Bearing................................................................................................... 36
3.4.5.1. Material selection for bearing ................................................................................................ 36
3.4.6. Design of spring ............................................................................................................................ 39
3.4.6.1. Material for springs ................................................................................................................ 39
3.4.7. Design analysis of table ................................................................................................................ 42
3.4.7.1. Material selection ................................................................................................................... 42
3.4.8. Design of handle ........................................................................................................................... 44
3.4.9. Design analysis of frame ............................................................................................................... 45
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page v
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.5. Vise .................................................................................................................................................. 47
3.6. Coolant ............................................................................................................................................. 47
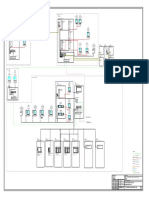
3.6 3D-Assembly drawing of the machine.............................................................................................. 48
3.6.1 Front view .................................................................................................................................. 49
3.6.2 Right side view .......................................................................................................................... 50
3.6.2 Top view .................................................................................................................................... 51
3.7 2D - Assembly drawing with bill of material ................................................................................... 52
CHAPTER FOUR....................................................................................................................................... 53
4. CONCLUSION AND RECOMMENDATION ...................................................................................... 53
4.1. Conclusion ....................................................................................................................................... 53
4.2. Recommendation ............................................................................................................................. 54
References ................................................................................................................................................... 55
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page vi
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
List of Figures
Figure 2.1: Hacksaw…………………………..............................................................................7
Figure 2.2: Power hacksaw............................................................................................................8
Figure 2.3: Abrasive saw...............................................................................................................9
Figure 2.4: Panel saw.....................................................................................................................11
Figure 3.1: Geometrical Analysis..................................................................................................15
Figure 3.2: Shaft motor with pulley……………………………………………………………...23
Figure 3.3: Tension of pulley…………………………………………………………………….24
Figure 3.3: Pulley………………………………………………………………………………..28
Figure 3.5: Bending moment diagram…………………………………………………………...32
Figure 3.6: Shaft…………………………………………………………………………………33
Figure 3.7: Shaft and key securing system………………………………………………………34
Figure 3.8: Key………………………………………………………………………. ……...….35
Figure 3.9: Spring………………………………………………………………………………..41
Figure 3.10: Table………………………………………………………………………………..43
Figure 3.11: Vise…………………………………………………………………………………47
Figure 3.12: 3D Assembly drawing……………………………………………………………...48
Figure 3.13: Front view………………………………………………………………………….49
Figure 3.14: Right side view…………………………………………………………………….50
Figure3.15: Top view……………………………………………………………………………51
Figure 3.16: 2D Assembly drawing with bill of materials………………………………………52
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page vii
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
List of Tables
Table 3.1: Density of belt materials……………………………………………………………..26
Table 3.2: Dimensions of standard v-grooved pulley……………………………………………27
Table 3.3: Dimensions of standard v-belt according to ISO: 2494-1974………………………..27
Table 3.4: Mechanical properties of steels used for shafts………………………………………29
Table 3.5: Principal dimensions for radial ball bearing…………………………………………38
Table 3.6: Relation between equivalent length and actual length……………………………….46
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page viii
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
CHAPTER ONE
1. INTRODUCTION
A circular saw is the best machine for cutting ferrous and non-ferrous materials. For ferrous
materials, this unique type of cutting turns the blade at a low rpm, similar to a milling process,
giving a fast, precise, burr-free cut without heat or sparks. A circular saw is a tool for cutting
many materials such as wood, masonry, plastic or metals and may be hand-held or mounted to a
machine. Circular saw blades are specially designed for each particular material. They are
intended to cut and in cutting metal are specially for making rip-cuts, cross cuts, or combination
of both. This machine is commonly powered by electricity, but may be powered by a gasoline
engine or a hydraulic motor which allows it to be fastened to heavy equipment, eliminating the
need for a separate energy source.
A circular saw is a power saw using a toothed or abrasive disc or blade to cut different materials
using a rotary motion spinning around an arbor. Saw mills first used smaller diameter circular
saw to re saw dimension lumber such as lathe and wall studs for edging boards. As the
technology advanced large diameter saw blades began to be used for the head saws and to cut
clamp boards. To choose the appropriate number of teeth, saw blade type, cutting speed, all of
these variables are based on the type and size of material being cut. Cold saws are capable of
machining most ferrous and non-ferrous allows. These saws are intended to be used with a flood
coolant system to keep the saw blade teeth cooled and lubricated. A cold saw cut produces
minimal burr, no sparks, no discoloration and no dust.
Working principle of the machine is typically, the material to be cut is securely clamped or held
in a vise at a desired angle, and the saw is advanced slowly across it. As each tooth in the blade
strikes the material, it makes a small chip. Then the coolant or cutting fluid flows around work
piece and blade to prevent its overheating, transferring the heat produced by the work piece and
blade that use or dissipate. The teeth guide the chip out of the work piece, preventing it from
binding the blade. Work pieces are clamped in a vise or fixture, one or more pieces at a time. The
circular blade is mounted on a power driven arbor and rotated through the cut.
The cold saw leaves as a smooth, accurate surface finish similar to milling and provides a fast
method for cut off. High production can be obtained with this machine. [5]
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 1
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
1.1. Problem statement
The problem that initiates us to design circular saw cutting machine is that there is no developed
process to cut metals in accurate dimension. Due to this problem it has been identified that there
is defect which affects the excellence of designing in the market which intern affects the income
of one country. And also currently power hacksaw, hacksaw and other machines used to cut
metals, but these machines have their own limitations. Among those the blades are easily twisted
or bent and broken down of the saw, low mass production, low accuracy and shorter tool life.
Due to these limitations it is better to design circular saw cutting machine because of the
machine has many duties rather than power hacksaw and other machines in metal industries and
workshops. Hence, the machine has the following merits such as it increases mass production,
reduces working time, wastage of metals and the operation is safe.
The popularity of cold saw blades are increasing due to technological advancements in cold saw
machine. Why because it is applicable for heavy duty and high production requirements are
needed. This machine consistently produces the lowest cost per cut among all sawing methods.
1.2. Objective of the project
1.2.1. Main objective of the project
The general objective of this project is designing circular saw cutting machine for mild steel with
optimum cost and basic features.
1.2.2. Specific objective of the project
To understand the working mechanism of the machine
To analyze geometry of the machine
To design each components of circular saw cutting machine
To analyze assembly of circular saw cutting machine
generally the specific objective of this project is needed to do, to achieve the overall
objective.
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 2
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
1.3. Significance of the project
The significant of the project are listed below;
The design has good capacity for cutting operation
Easily operated
Design with parts that are easily repair and replace
Generally, the significant of the project is to satisfy the customers in metal industries, workshops
and garages to cut mild steel with accurate dimension.
1.4. Scope of the project
The project is designing and analysis of circular saw cutting machine that interface the users. The
design parameters and design specifications are based on relevant data. And also design
objective are determining the success of the project. Generally, the scope of project is designing
circular saw cutting machine
1.5. Benefits and Beneficiaries
1.5.1. Benefits
High accuracy
Save the cutting time
Increases production time
Save the energy of a person that cut the metal or reduce labor force.
1.5.2. Beneficiaries
Metal industries
Workshop
Garages
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 3
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
1.6. Methodology
Different methods has been used while collecting, analyzing and evaluating data.
Data collection; data recording about circular saw cutting, raw materials by referring
books.
Data analysis; analysis includes detail study about raw materials , manufacturing process
and operation principles of circular saw cutting machine has been carried out using
methodology.
Observation, achievable data analysis and group discussion; observation is a method
which has been used to understand the operation principle of machine and identifying
features. Group discussion is made between ourselves and advisor of the project about
circular saw cutting machine.
Collecting data from different sources like written books, internet websites and
workshops.
1.7. Organization of the project
This paper illustrates introduction of circular saw cutting machine, literature reviews that define
the meaning of circular saw cutting machine, material selection, geometrical analysis and part
design calculations. It also gives conclusion and recommendation.
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 4
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
CHAPTER TWO
2. LITRATURE REVIEW
2.1. Background of circular saw cutting machine
The circular saw was invented around the end of the18th century as a rip-saw to convert logs in
to timber in saw mills and various claims have been made as to who invented the circular saw.
The rotary nature of the circular requires more power to operate but cuts faster because the teeth
are in constant motion. The sound of the circular saw is different from the sound of up-and-down
saw and earned it the neck of buzz-saw.
Saw mills first used smaller diameter circular saw to re saw dimension lumber such as lathe and
mill studs and for edging boards. As the technology advanced large diameter saw blades began to
be used for the head saws and to cut clapboards.
A circular saw is a power saw a toothed or abrasive disc or blades to cut different materials using
a rotary motion spinning around an arbor. A hole-saw and a ring saw also uses a rotary motion
but are different from circular saw.
Circular saw cutting machine is machine is a machine that cuts the parts of the required material
in order to get the required result. These machines are extremely fast compared to the convention
as double column band saw machine and are designed to cut ferrous and non-ferrous metals.
These are production machines used for cutting channels, solid bars, hollows, squares, angles
and other section of ferrous and non-ferrous metals. It is a high productive, accurate and compact
machine and has a high rate of production at comparatively low investment with good surface
finish.
A circular saw is a tool for cutting many materials such as wood, masonry, plastic, or metal and
may be hand held or mounted to a machine. Circular saw blades are specially designed for each
particular material they are intended to cut and in cutting metal are specially designed for rip-
cuts, cross cuts, or combination of both. Circular saws are commonly powered by electricity, but
may be powered by a gasoline engine or a hydraulic motor which allows it to be fastened to
heavy equipment, eliminating the need for a separate energy source. [5]
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 5
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
2.2. Types of sawing machines
There are many types of sawing machines. Among these commonly used saws are listed below.
1. Hacksaw
2 .Power hacksaw
3 .Abrasive saw
4 .Panel saw
5 .Cold saw
2.2.1. Hacksaw
A hacksaw is a fine-toothed saw with a blade under tension in a frame, used for cutting materials
such as metal. Hand held hacksaw consist of a metal frame with a handle, and pins for attaching
a narrow disposal blade. A screw or other mechanism is used to put the thin blade under tension.
The demand of hacksaw blade is considerably increasing day by day with growth of
industrialization, engineering sector, real-estate, automobile sector etc. It is used in almost every
sector for materials like channel, flat plates, rods and such other things, also required in auto
requiring shops, general repairing workshops, fitting shops, welding shops and technical
institutes.
In technical institutes the failure rates of blades are increased because of lack of experience,
knowledge and improper selection of material. The failure rate of blade can be controlled by
proper selection of material. The improper selection of materials may result in loss of
productivity and efficiency. The selection of material should not be restricted to technical aspects
only but focus should be made on environmental considerations also.
And also a hacksaw is a fine-toothed saw originally and principally for cutting metal. They can
also cut various other materials, such as plastic and wood. Most hacksaws are hand saws with a
c-shaped frame that holds a blade under tension. Such hacksaws have a handle, usually a piston
grip, with pins for attaching a narrow disposable blade. The frame may also be adjustable to
accommodate blades of different sizes. A screw or other mechanism is used to put the thin blade
under tension. Panel hacksaws far go the frame and instead have a sheet metal body, they can cut
into a sheet metal panel further than a frame further than a frame would allow. These saws are no
longer commonly available, but hacksaw blade holders enable standard hacksaw blades to be
used similarly to a keyhole saw or pad saw. Power tools including nibblers, jig saws and angle
grinder fitted with a metal-cutting blade and discs are now used for longer cuts in sheet metals.
On hacksaws, as with most frame saws, the blade can be mounted with the teeth facing toward or
away from the handle, resulting in cutting action on either the push or the pull stroke.
In normal use cutting vertically downwards with work held in bench vise, hacksaw blades should
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 6
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
be set to be facing forwards. Some frame saws, including fret saws and piercing saws, have their
blades set to be facing the handle because they are used to cut by being pulled down against a
horizontal surface.
Figure 2.1: Hacksaw [9]
Working principle
To avoid broken tools, wasted material, and injury hacksaw users should follow a few basic
operating or working principles. First, all body parts should be kept away from the saw’s blade
while in use. Further the item being sawed should be firmly secured into place to prevent it from
slipping and potentially striking or cutting the user. Finally, to prevent breakage, saw blades
should be oiled before use and thoroughly cleaned afterward. When cutting with hacksaw, the
user should first select an appropriate blade and using the blade pegs faster it onto the saw’s
frame. The object to be cut should be secured in place, ideally with a vise similar device.
Limitation of hacksaw
The main limitation of a hand held hacksaw is the depth that cut
It requires strength to operate
It can only perform small jobs
It is much slower than electric alternatives [9]
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 7
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
2.2.2. Power hacksaw
A power hacksaw (electric hacksaw) is a type of hacksaw that is powered either by its own
electric motor or connected a stationary engine. Most power hacksaws are stationary machines
but some portable models do exit; the latter (with frames) have been displaced to some extent by
reciprocating saws which accept blade with hacksaw teeth. Stationary models usually have a
mechanism to lift up the saw blade on the on the return stroke and some have a coolant pump to
prevent the saw blade from overheating.
Power hacksaws are not a commonly used in the metal working industries as they once were
band saws and cold saws have mostly displaced them while stationary electric hacksaws are not
very common, they are still produced. Power hacksaws of the type powered by stationary
engines and line shafts, like other line shaft powered machines are now rare.
Figure 2.2: Power hacksaw [10]
Working principle
Working principle of power hacksaw have of a saw edge a method for reciprocate saw with
edge, a work table and vise a supporting base by a reason of power. In method the machine
drives a blade back and forth during a work piece, critical down on the cutting stroke and
releases pressure on the revisit. Downward supply force on table perhaps obtains as of gravity or
spring keeping pace by a ratchet mechanism, a positive feed screw or as of a hydraulic drive.
Stock to be cut is held among the clamping saws. Some pieces of bar stock can be clamped
jointly and cut at the similar time. Importance of sawing is single of mainly essential cutting off
process perform in a developed plant. Metal cutting is mainly worried with cutting bar stock to a
convenient length or size for machining. A man first process in any shop is the sawing of
materials and bar stock for consequent machining process.
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 8
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
Limitation of power hacksaw
A major disadvantage of power hacksaw machines is that they are a slower than other sawing
machines. The cutting action is non continuous and only half of each reciprocating stroke is
productive. The reciprocating action prohibits the use of blades supports close to the area of
cutting, therefore, hacksaw blades are thicker than the hands used on band sawing machines, thus
requiring more power and producing more chips. Power hack sawing is essentially a roughing
operation and at least 0.05mm should be left on cut surfaces for finishing. [10]
2.2.3. Abrasive saw
An abrasive saw, also known as a cut-off saw or metal chop saw, is a power tool which is
typically used to cut hard materials, such as metals. The cutting action is performed by an
abrasive disk, similar to a thin grinding wheel. Technically speaking this is not saw, as it does
not use regularly shape edges or teeth for cutting. The abrasive saw generally has a built-in vise
or other clamping arrangement, and has the cutting wheel and motor mounted on a pivoting arm
attached to a fixed base plate.
They typically use composite friction disk blades to abrasively cut through the steel. The disks
are consumable items as they wear throughout the cut. The abrasive disk for the circular saw
cutting machine is typically 360mm in diameter and 2.8mm thick. Larger saws use 410mm
diameter blades. Disks are available for steel and stainless steel.
Since their introduction, portable metal cut-off saws have made many building site jobs easier.
With these saws, light weight steel fabrication previously performed in workshops using
stationary power or cold saws can be done on-site. Abrasive saws have replaced more expensive
and hazardous acetylene torches in many applications.
Figure 2.3: Abrasive saw [6]
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 9
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
Working principle
The immediate cutting area must extend the full width of the saw movement. Where the blade
does not meet this, an extension table should be fitted. It is good practice to mark the immediate
cutting area of the blade with a colored prohibition area. This should ideally be 300mm either
side of the saw cut. The operators hand should not enter this area. Small components and /or off-
cuts should be removed using a push-stick. Also, reaching across the saw line should be avoided.
Limitation of abrasive saw
Abrasive saw is a basic, manual method of cutting-to-length product to the customer’s
specification in any allow. An abrasive saw operates with a circular abrasive blade or resin-
composition wheel-either wet or dry that grinds through the product.
An abrasive saw is easy to use and requires little or no setup time. It cannot provide a square cut,
because the process use cutting or burning action is not efficient for thick walled material. It also
might leave a heat affected zone that can affect secondary processing.
Generally an abrasive saw is a type of saw that has cutting with much faster speed this may cause
for broken of the blade or teeth. And also an abrasive saw could over heat the carbide to the point
where the teeth fall off. These are limitations of an abrasive saw. [6]
2.2.4. Panel saw
A panel saw is any type of sawing machine with a sliding table that cuts sheets into sized parts.
A sliding panel saw was invented by Wilhelm Elmendorf in 1906 in Germany. Its invention set a
new standard in woodworking, with dramatic differences from traditional machines. Up to that
time, a conventional table saw had no mechanism for edging. Meaning that for the first and
second longitudinal cut on untreated massive wood, the lumber always had to be fed manually
through the saw blade. The new system accomplished the task more elegantly by allowing the
work piece to be fed through the saw blade while lying on a sliding table. Thus cutting becomes
faster, accurate and effortless.
Panel saws are used by cabinet shops to easily cut panels, profiles, solid-wood, plywood, MDF,
laminates, plastic sheets and melamine sheets into sizes or cabinet components. They are also
used by sign shops to cut sheets of aluminum, plastic and wood for their sign blanks. Some
higher end panel saws feature computer controls that move the blade and fence systems to preset
values. Other lower end machines offer simplicity and ease of use, including full scale hobbyist
level panel saws at a mere fraction of the cost. While the entry level machines are designed for
light duty usage, they offer home Dyers a cheap alternative for infrequent cutting when accuracy
and clean cuts are not required.
Panel saws can have one main saw blade, or a scoring along with a main saw blade. Scoring is
used to create a groove, especially in double side laminate before the main saw rips the piece
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 10
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
apart, to avoid chipping. The scoring saw rotates in an opposite direction, as the main saw to
avoid chipping.
Figure 2.4: Manual horizontal panel saw [8]
Working principle
Position the saw motor in the cross cutting with the blade oriented vertically
Using the two adjusting knobs located above and below the saw motor to adjust the
spring loaded saw foot of the panel.
Loosen the carriage lock and move the carriage to the top of the guides.
Place the work piece on the top of the rollers. Be careful not to drop the material on the
rollers.
Slide the work piece to the desired position using the cross cut rulers or optional gauging
systems as measures.
Limitation of panel saw
Panel saw is designed mainly for cutting woods and aluminum metals so previously it is
not designed for cutting hardened materials.
Routers are not recommended for work piece that are smaller than the carriage.
Do not cut pieces that are so small that the hand must behind the carriage to hold the
piece in place. [8]
2.2.5. Cold saw
A cold saw is a machine that uses a circular saw blade to cut metal. The name "cold saw" comes
from the cutting process they employ. These sawing machines transfer the heat generated by
cutting to the chips created by the saw blade. Therefore, the blade and material being cut remain
cold, unlike an abrasive saw, which abrades the metal and creates a great deal of heat in the
metal and cutting blade. Cold saws use either a solid high speed steel (HSS) or tungsten carbide-
tipped (TCT), resharpenable circular saw blade. They are equipped with an electric motor. A
cold saw cut produces minimal burr, no sparks, no discoloration and no dust. The material being
cut must be mechanically clamped to prevent movement during the cutting process. Cold saws
are capable of machining most ferrous and non-ferrous alloys. Cold saws are intended to be used
with a flood coolant system to keep the saw blade teeth cooled and lubricated.
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 11
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
Cold saw blades are circular metal cutting saw blades categorized into two types: solid HSS or
tungsten carbide-tipped (TCT). Both types of blades are resharpenable and may be used many
times before being discarded. Cold saw blades are used to cut metal using a relatively slow
rotational speed, usually less than 5000 surface feet per minute (SFM) (25m/s). They are called
"cold saw blades" because they transfer all the energy and heat created during the cutting process
to the chip. This enables the blade and the work material to remain cold.
The first type of cold saw blade, solid HSS, may be made from either M2 tool steel or M35 tool
steel, alloyed with additional cobalt. Solid HSS saw blades are heat treated and hardened to
64/65 HRC for ferrous cutting applications and 58/60 HRC for non-ferrous cutting applications.
This high hardness gives the cutting edges of the teeth a high resistance to heat and wear.
However, this increased hardness also makes the blades brittle and not very resistant to shock. In
order to produce a high quality HSS cold saw blade, you must start with very flat and properly
tensioned raw material. The blades must be press quenched after hardening to prevent them from
being warped. Solid HSS cold saw blades may be used for cutting many different shapes. These
blades may also be coated with special wear resistant coatings such as titanium nitride (TiN) or
titanium aluminum nitride (TiAlN).
The second type of cold saw blade, tungsten carbide-tipped (TCT) are made with an alloy steel
body and tungsten carbide inserts brazed to the tips of the teeth. These tips are ground on all
surfaces to create tangential and radial clearance and provide the proper cutting and clearance
angles on the teeth. The alloy body is generally made from a wear resistant material such as a
chrome vanadium steel, heat treated to 38/42 HRC. The tungsten carbide tips are capable of
operating at much higher temperatures than solid HSS, therefore, TCT saw blades are usually run
at much higher surface speeds. This allows carbide-tipped blades to cut at faster rates and still
maintain an acceptable chip load per tooth. These blades are commonly used for cutting non-
ferrous alloys.
Generally, cold sawing has several advantages over band saws and abrasive saws. Besides the
mill quality cut, cold saws have the ability to generate faster cutoff times than band saws. There
are no sparks and excessive noises that are associated with abrasive cutoff saws.
Advantages of cold saw blades;
Accuracy of cut
Good surface finish
Increased tool life
Shorter cutting time or more productive in cutting
Cold saws also offer the advantage of blades that can be re-sharpened until the diameter of the
blade will no longer cut through the material. [7]
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 12
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
2.3. Components of circular or cold saw machine
Ac motor
Shaft
Pulley
Blade or cutter
V-belt
Key
Spring
Disc
Bearing
Table
Vise
Bolt and nut
Safety guard
Handle
Coolant pump
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 13
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
CHAPTER THREE
3. DESIGN ANALYSIS OF CIRCULAR SAW CUTTING MACHINE
3.1. Design procedure
Any design procedure has to follow the essentials of the design process. The design procedure
describes, in steps, the evolution of a design. The following sequence is often followed:
Recognition: it is the complete description of the problem .i.e. the machined to be
designed and its purpose are recognized.
Synthesis: in the second step of a mechanism or a group of mechanisms are selected to
result in to desired motion or group of motion.
Analysis: each element of selected mechanism will transmitted some energy and this will
be subjected to some force. At this stage the energy to be transmitted by and the force
acting on each element of the mechanism are determined or estimated.
Selection of material: the material for each member is selected on the basis of its
function.
Calculation: the permissible stresses are immediately known once the material is selected.
Based up on this and forces coming up on each member the size of the element is
calculated. Sometimes the permissible deflection or deformations may have to be used as
criterion or size calculation.
Revision and modification: the size of each member has to be examined in context of
previous experience code or standards. This may be followed by revision &modification
of the sizes. Such revision may many times involve use of empirical formula based up on
experimental results. Modification may also be necessitated by consideration of
manufacturing to reduce overall cost. This step emphasis that design is an integrative
process and as such feedback from every possible source is utilized at this stage. This
stage includes, experience, code standards and regulation, experiment, cost,
manufacturing process, and human factor.
Report: finally, the complete detail drawing of machine has to be made. Such drawing
includes all details of materials and specifications of manufacturing process.
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 14
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.2. Geometrical Analysis of circular saw cutting machine
Given parameters and assumptions:
Length of table=1500mm
Height of table=700mm
Width of table=800mm
Overall height of machine=1500mm
Figure 3.1: Geometrical Analysis
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 15
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.3. Specifications for the design project
During the collection of data we collect the relevant data from the beneficiaries. Then select the
material to be cut or done is mild steel.
Mild steel is a type of steel alloy which is the most common high volume steel in production. It
is now the most common form of steel because of its price is relatively low while it provides
material properties that are acceptable for many applications. It contains small amount of
carbon making it malleable and ductile. Mild steel has a relatively low tensile strength, but it is
cheap and easy to form. It is quite soft and malleable so can be bent and forged into different
shapes with minimal heat treatment.
Unlike other grades of carbon steel, which tend to be brittle, mild steel is very hard, yet
malleable, making it the perfect choice for construction materials and many other every day
products. It can be easy to shape and machine because it is flexible and hardened by a heat
treatment process called carburizing. It is a suitable material for producing a variety of products
in the consumer industry. Due to these reasons most metal industries, workshops and garages
used mild steel for many applications. Now from this evidence we select mild steel to be cut by
our machine.
Then these are the specifications;
Material to be cut mild steel
Maximum diameter of work piece to be done= 100mm (round)
Maximum length of work piece to be done=100mm
Maximum thickness of work piece to be done=5mm
Type of saw blade=HSS(High speed steel)
Blade diameter=250mm
Blade bore diameter=40mm(32,40 and50mm are most common in ferrous cutting
saw blades)
Blade thickness=2.5mm
Blade tooth style=C (Heller or Cochrane teeth) most common tooth style of blade
for cutting ferrous metals.
Then taking maximum diameter, length and thickness of the work from the beneficiaries; this is
due to determine power requirement. And also blade diameters are available in many dimensions
.To match the cutter diameter with the work piece dimensions selecting the specified number is
important.
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 16
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.4. Design analysis of components
3.4.1. Motor
3.4.1.1. Motor selection consideration
The overall motor performance is related to the following parameters
Acceleration capabilities
Breakdown torque
Efficiency
Enclosure type
Heating
Inrush current
Insulation class
Power factor
Service factor
Sound level
Speed
Start torque
A good motor specification should define performance requirement and describe the
environment within which the motor operates.
Specification contents should include;
Motor horsepower and service factors
Temperature rise and insulation class
Maximum starting current
Minimum stall time
Power factor range
Efficiency requirement and test standard to be used
Load inertia and expected number of starts
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 17
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
Environmental information should include;
Abrasive or non-abrasive
Altitude
Ambient temperature
Hazardous or non-hazardous
Humidity level
Due to the power output from the motor, there is rotational motion of the pulley. The pulley
drives the belts that are used to transmit power from one shaft to another by means of pulley
which rotates at the same speed or different speed. It is very important to obtain all the listed
information before making selection.
Source of input power
Types of driven equipment
Power to be transmitted
Speed and size of driven shaft
Drive center distance and drive arrangement
Means of center distance arrangement, if any
Available lubrication type
Spare limitations
Adverse environmental conditions
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 18
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.4.1.2. Power of the motor
To calculate the power rating of the electric motor Nm, first we calculate the cutting force Fc
which is given by the formula,
FC= πDtfs (for round) [3, page283]
=Ltfs (for others)
Where, D=diameter of the work piece (mm)
t=thickness of the work piece (mm)
Fc=ultimate shear strength (N/mm2)
L=length of work piece (mm)
FC=πDtfs
=π*100*5*340 *from specifications
=533800N D=100mm
=533.8KN t=5mm
Fs=340N/mm2 [mild steel]
Then the next is calculating the total power required to cut the work piece NC, which is given by
the formula,
NC= Fc*Vc/6120, [KW] [1, page 20]
Where, FC=cutting force
VC=cutting speed
=25m/s recommended for ferrous
NC =533.8*25/6120
=2.18KW
Then to calculate power rating of the electric motor Nm, which is given by the formula,
Nm=Nc/ἠ, [KW]
Where, ἠ=coefficient of efficiency drive
=0.96 for V-belt
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 19
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
Nm=2.18/0.96
=2.27KW
By considering all the above preconditions of selecting the motor having, the power of 2.27kw is
selected.
Depending on the selected motor, which has a power of 2.27kw, is a corresponding revolution
per minute of the shaft. This revolution per minutes of the shaft of this standard motor is given
by 1100rpm. [4]
3.4.1.3. The torque applied by the motor
The torque applied by the motor can be calculated by using the power equations,
P=T*ω where p=the power of the motor
T=torque of the motor
ω =angular velocity
ω = (2*π *1100)/ (60)
ω =115.13rad/sec
T=p/ω
=2.27kw/115.13
T=19.7Nm
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 20
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.4.2. Design of belt and pulley
3.4.2.1. Belt
The belts are used to transmit power from one shaft to another by means of pulleys which rotate
at the same speed or at different speeds. The amount of power transmitted depends upon the
velocity of the belt, the tension under which the belt is placed on the pulleys, the arc of contact
between the belt and the smaller pulley and the conditions under which the belt is used.
3.4.2.2. Pulley
The pulleys are used to transmit power from one shaft to another by means of flat belts, V-belts
or ropes. Since the velocity ratio is the inverse ratio of the diameters of driving and driven
pulleys, therefore the pulley diameters should be carefully selected in order to have a desired
velocity ratio. The pulleys must be in perfect alignment in order to allow the belt to travel in a
line normal to the pulley axes.
3.4.2.3. Material selection
Material selection is a first step in the process of designing any physical object. Hence, in the
context of product design, the main goal of material selection is to minimize the cost while
meeting product performance goals. The selection of the proper material for engineering purpose
is the most difficult problem for the designer. The best material is one which serves the desired
objective at the minimum cost. Then following factors should be considered while selecting the
material:
Availability of the material
Suitability of the material for the working conditions in service, and
The cost of the material
3.4.2.4. Material selection for belt
The material used for belts must be strong, flexible, and durable. It must have a high coefficient
of friction. Because of this the selected material for our design is leather belt.
A v-belt is best having the following advantages over other belt types;
It can easily installed and removed
The operation of the belt and pulley is quite
It improves longer life 3 to 5 year
The v-belt drive gives compactness due to the small distance between centre of pulleys
The drive is positive, because the slip between the belt and the pulley groove is negligible.
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 21
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
Since the v-belts are made endless and there is no joint trouble, therefore the drive is
smooth.
3.4.2.5. Material selection for pulley
The pulleys may be made of cast iron, cast steel or pressed steel, wood and paper. The cast
materials should have good friction and wear characteristics. The pulleys made of pressed steel
are lighter than cast pulleys, but in many cases they have lower friction and may produce
excessive wear. Due to this we select cast iron having a tensile stress of 350Mpa and a density of
7200kg/m3to achieve this goal.
Let us see the analysis;
Given parameters and standards
The center distance, X1 =350mm from geometry
Driving pulley diameter=75mm
Motor output power=2.27kw @1100rpm
Motor shaft speed =1100rpm
According to C.G Barth the coefficient of friction (µ) for oak tanned leather belts
on cast iron pulley, at the point of slipping is given by;
µ=0.54-42.6/152.6+v ,where v= belt velocity, in m/min, but v=2*πNd1/2/60
Leather oak tanned with less, µ,than leather chrome tanned is preferable for this
machine; while its density is 1000kg/m3 [2, page 680]
Overload factor is 1.5 with cross sectional area of 350mm2
The angle of groove on the v-belt is 340 from standard (320,340,380) [2, page 728]
According IS:2494-1974 dimensions of “A” type v-belt for 75mm pulley diameter
are,
Top width, b, =13mm
Thickness, t=8mm
Bottom width, w=11mm
d=12mm
a=3.3mm
e=15mm
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 22
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
f=10mm
Number of sheave grooves(n)=1
Figure 3.2: Shaft motor with pulley
3.4.2.6. Coefficient of friction between belt and pulley
The coefficient of friction between the belt and the pulley depends upon the following factors:
1. The material of belt;
2. The material of pulley;
3. The slip of belt; and
4. The speed of belt.
According to C.G. Barth, the coefficient of friction (µ) for oak tanned leather belts on cast iron
pulley, at the point of slipping, is given by the following relation.
µ=0.54-42.6/152.6+v
Where, v= is belt velocity
Coefficient of friction between belt and pulley will, determined by calculating belt velocity.
V= 2*ΠN1d/2/60
2*π*1100rpm*.oo75/2/60, v =4.3175m/s but v should in m/min, v=259.05m/min
So, µ=.54-42.6/152.6+4.3175*60
µ=0.43
Speed of cutter was specified to be 550rpm and velocity ratio is to be 2.
N1d1=N2d2
.’. N1/N2=d2/d1 →d2=2*d1 and d1=2*75mm
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 23
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
d2=150mm
And, N2=N1/2, i.e. N2=1100/2
N2=550rpm
The α, for opening is given by, sine α=d2-d1/2*x1 or α=sin-1(150-75/2*350),
Α=9.240
The lap angle, Ө of pulley is given by,
So Ө= (180-2*9.24)2*π/180,
Ө=5.635radians
3.4.2.7. Calculation of pulley tension
Figure 3.3: Tension of pulley
The driving power, p is related with both tensions of the belt as follow,
P= (T1-T2) V…………………… (1) And we know,
2.3log (T1/T2) =µ*Ө*cosecᵝ…….. (2)
Where; T1 and T2 are tension in tight and slack side respectively and, P power delivered by
motor. But, 2ᵦ=340, so ᵦ=170
From equation (2) we have 2.3log (T1/T2) =.43*5.635*cosec170
Log (T1/T2) =0.0619 or T1/T2=1.1532 or T1=1.1532T2…………………… (Taking anti log of
0.0619)
And from (1) we have, T1= (2.27*103/4.3175)+T2 =525.767+ T2
Now equating (1) and (2), T2 =3432N and T1= 1.1532T2
T1=3957.8N
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 24
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
Total length of belt, L is given by ;
L=2*X1+π/2(d1+d2) + [(d2-d1)2]/4*X
L=2*350+π/2(150+75) + [(150-75)2]/4*350
L=754mm
Mass of belt, m is given by;
m=b*t*L*ρ
m=0.013*0.008*0.754*1000kg/m3
m=0.0784kg/meter
The centrifugal tension between the contact pulley face and belt is given by;
TC=m*v2 or 0.0784kg/m*(4.3175)2
TC=1.4617N
So the maximum total tension in the tight side is given by;
Tm=T1+TC or Tm= (3957.8 +1.4617)
Tm=3959.26N
Now the working stress or safe stress can be calculated as follow,
σa =Tm/A,
= (3959.26)/0.013*0.008
σa =38.069Mpa
Number of belts =total power transmitted /power transmitted power belt
=2.27kw/ (3957.8-3432)*4.3175
=1.04 =1 belt is needed.
Now the correction factor or over load factor, c will be;
C= [1-(1)/еӨµ] so, c=1.55
Having the correction factor the design power, Рd should be considered to the overload for belt
design.
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 25
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
Рd=1.55p i.e. Pd=1.55*2.27kw
Pd=3.5185kw... where pd is design power.
Therefore, p/v=3.5185*103/4.3175=814.9ws/m
Repeat the same way as in the above section of equations (1) and (2)
So, T11=1.1532T22and 1.1532T22=T22+814.9, where T11 and T22 are design tension in the slack
side and tight side respectively. From these we will got,
T22=5319.2N and T11= 6134.1N
And Tm2=T11+TC
Tm2=6134.1+1.4617
Tm2=6135.5N
Then we can determine the stress induced due to this power or the yield strength of the belt.
σy=Tm2/b*t=6135.5.5/0.013*0.008
σy =58.99Mp
Hence the safety factor, n of the leather v-belt will be,
n=yield strength /allowable strength=σy/σa
n=58.99/38.069=1.5
Table 3.1: Density of belt materials [2, page 680]
Material of belt Mass density in kg/m3
Leather 1000
Canvass 220
Rubber 1140
Balata 1110
Single woven belt 1170
Double woven belt 125
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 26
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
Table 3.2: Dimensions of standard v-grooved pulley [2, page 728]
Types of W D A C F E N0. Of Grove
belts sheave angle in
grooved (n) degree,2
A 11 12 3.3 8.7 10 15 6 32,34,38
B 14 15 4.2 10.8 12.5 19 9 34,36,38
C 19 20 5.7 14.3 17 25.5 14 34,36,38
D 27 28.8 8 19.9 24 37 14 34,36,38
E 32 33 9.6 23.4 25 44.5 20 -------
Face width (B) = (n – 1) e + 2 f
3.4.2.8. Strength analysis driven of pulley
The dimensions for standard of v-grooved pulley are shown in the table from which we found
that for “A” type belt;
d=75mm, thickness, t=8mm
top width, b= 13mm, weight per meter length =1.o6N
Table 3.3 Dimensions for standard v-belt according to ISO: 2494-1974[2, page 728]
Type of Power Minimum Top width, Thickness, Wight /
belt range (kw) pitch dia. In (b) (mm) (t) (mm) mete R
(mm) length (N)
A 0.7-3.5 75-125 13 8 1.06
B 2-15 125 17 11 1.89
C 7.5-75 200 22 14.3 3.43
D 20-150 355 32 19.5 5.96
E 30-350 500 38 38 23
Blade shaft pulley d2=2*d1=150mm
Therefore dimensions of the pulley are taken from the table above,
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 27
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
Tope width, b, =13mm
Thickness, t=8mm
Bottom width, w=11mm
d=12mm
a=3.3mm
e=15mm
f=10mm
Number of sheave grooves (n) =1
Material for the pulley is cast iron which has mass density of (ρ) =7200kg/m3
Weight of the driven pulley, wp
WP=mg, and m=ρ*v, but v=AB
Where, m= mass of pulley=density of pulleys material, A= area and v=volume of pulley
So WP=ρ*A*B*g= 7200kg/m3*(π*(.15)2/4)*.035*9.81=43.6N
Figure 3.4: pulley
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 28
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.4.3. Design of shaft
Shaft is a rotating machine element which is use to transmit power from one place to another.
The power is delivered to the shaft by some tangential force and the resultant torque (or twisting
moment) set up within the shaft permits the power to be transferred to various machines linked
up to the shaft. In order to transfer the power from one shaft to another, the various members
such as pulleys, gears etc., are mounted on it.
3.4.3.1. Transmission shaft
These shafts transmit power between the source and the machines absorbing power. The counter
shafts, line shafts, overhead shafts and all factory shafts are transmission shafts. Since these
shafts carry machine parts such as pulleys, gears etc., therefore they are subjected to bending in
addition to twisting.
3.4.3.2. Standard Sizes of Transmission Shafts
The standard sizes of transmission shafts are: 25 mm to 60 mm with 5 mm steps; 60 mm to 110
mm with 10 mm steps; 110 mm to 140 mm with 15 mm steps; and 140 mm to 500 mm with 20
mm steps. The standard lengths of the shaft are 5 m, 6 m and 7 m.
3.4.3.3. Material selection of shaft
The material used for ordinary shafts is carbon steel of grades 40C8, 45C8, 50C4 and 50C12.
The mechanical properties of these grades of carbon steel are given in the following table.
Table 3.4: Mechanical properties of steels used for shafts [2, page 510]
Indian standard designation Ultimate tensile strength, MPa Yield strength, MPa
40C8 560 – 670 320
45C8 610 – 700 350
50C4 640 – 760 370
50C12 700 Min 390
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 29
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
But we select grade 50C4 because of the following reasons;
Ultimate tensile strength = 700Mpa
Yield strength = 370Mpa
It should have high strength.
It should have good machine ability.
It should have low notch sensitivity factor.
It should have good heat treatment properties
It should have high wear resistant properties
Now to calculate the diameter of the shaft the following parameters and calculated values are set
first.
Length of shaft L=1000mm (from geometry)
T1=3957.8N, T2=3432N (from belt design)
Next to this calculate the weight of cutter which is given by the formula,
Wb=m*g
m=ρsteel*Vcircular ρsteel=7850kg/m3 (known)
V=πd2t/4, d=250mm and for blade diameter
t=2.5mm=0.02525m
V=π*(0.25mm)2*(0.0025mm)/4
=0.000122718mm3, then
m=7850kg/m3*0.000122718mm3
=0.963339934kg, then
Wb=0.963339934kg*9.81m/s2
=9.45N
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 30
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
Now the forces acting on the shaft can be determined as follows.
WP+T Wb
C A B D
300mm 400mm 300mm
=0, RAv+RBv=T1+T2+Wpulley+Wblade
RAv+RBv= (3957.8+3432) N+43.6N+9.45N
RAv+RBv=7442.85N…………………………..(i)
MA=0, RBv*400mm= (T1+T2+Wp)*300+Wb*700
400 RBv=7433.4*300+9.45*700
RBv=5591.5875N
RAv+RBv=7442.85N
RAv=1851.2625N
Bending moment at A
MAv=RAV*300+RBV*700
=1851.2625*300+5591.5875*700
=4469490Nmm
MA=
=4469490Nmm
Bending moment at B
MBv= RBV*300+RAV*700
=5591.5875*300+1851.2625*700
=29733660N
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 31
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
2
MB = H ), MBH=0
=2973360Nmm
Bending moment at C and D is zero.
MC=MD=0
Then bending moment diagram is as follows.
C 7433.4N D 9.45N
300mm A 400mm B 300mm
1851.2625N 5591.5875N
Mmax=4469490Nmm
2973360Nmm
Figure 3.5: Bending moment diagram
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 32
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
The resultant B.M diagram is shown in figure above shown that the bending moment is
maximum at A, therefore maximum B.M,
M = MA =4469490Nmm
The equivalent twisting moment is given by the formula,
2
Te= )
T= (T1-T2) R, R=Radius of pulley=30mm
T= (3957.8-3432)*300
=157740Nmm
TT =TP+TB
=157779.413Nmm
Te =
=472274.053Nmm
To calculate diameter of shaft first finding permissible shear stress, τ this is given by the
formula,
τ= 0.18sut=0.18*700Mpa=126Mpa
=03syt=0.3*370Mpa=111Mpa, we take the smaller value
Therefore, τ=111Mpa
Te= /16*τ*d3
D= /π*111)
=58mm
Figure 3.6: Shaft
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 33
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.4.4 Design and selection of key
A key is a piece of mild steel inserted between the shaft and hub or boss of the pulley to connect
these together in order to prevent relative rotation of a shaft and the member to which it is
connected to pulley. It is always inserted parallel to the axis of the shaft. Keys are subjected to
considerable crushing and shearing stresses. There are two basic functions of the key.
These are:-
To transmit the torque from the shaft to hub of mating element and vice versa.
To permit relative rotational motion between the shaft and the joint machine element.
The selection of the type of key for the given application depends upon the following factors.
Power to be transmitted
Tightness of fit
Stability of connection and cost
Depending on these applications we select rectangular sunk key.
Figure 3.7: Shaft and key securing system [2]
Given data;
Shaft diameter=58mm
Key material mild steel having the following specifications
Shear stress, τ=44Mpa and crushing stress, σc=70Mpa
For motor and cutter shaft two keys are needed at both ends of the pulley
From the table property of the standard parallel tapered and gibe head keys at shaft diameter of
58mm, w=18mm and t=11mm [2, page 472]
The length of key is obtained by considering the key in shearing and crushing.
Let L= Length of key.
Considering shearing of the key, we know that shearing strength (or torque transmitted)
Of the key,
T=L*W*τ*d/2, T=157740Nmm
L =157740*2/ (18*44*58) =20mm
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 34
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
Now considering crushing of the key, we know that shearing strength (or torque transmitted) of
the key,
T=L*t*σc*d/2
L=157740*2/ (11*70*58)
=30mm
Taking larger of the two values, we have length of key,
L=30mm (for cutter shaft and driven pulley)
To calculate key of motor shaft and driving pulley, we select width and thickness of key from
table for motor shaft=20mm,
w=8mm, t=7mm, next to this we can calculate length of key same to the above.
By considering shearing of key length of key is calculated as,
L=19700Nmm*2/(8*44*20),Tmotor=19.7Nm
=20mm
By considering of crushing of key length of key is calculated as,
L=19700Nmm*2/(7*70*20)
=18mm, then we take the larger value of the two,
L=20mm (for motor shaft and driving pulley
Figure 3.8: Key
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 35
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.4.5. Design and Selection of Bearing
A bearing is a machine element which supports another moving machine element (known as
journal). It permits a relative motion between the contact surfaces of the members, while
carrying the load. In our design bearings are used at the cutter shaft or on frame used to support
the rotating shaft by preventing wear. The selected type of bearing is radial ball bearing. A
number of balls are used and these are held at proper distances by retainers so that they do not
touch each other. The retainers are thin strips and usually in two parts which are assembled after
the balls have been properly spaced.
3.4.5.1. Material selection for bearing
Since the rolling elements and the races are subjected to high local stresses of varying magnitude
with each revolution of the bearing, therefore the material of the rolling element (i.e. steel)
should be of high quality. The balls are generally made of high carbon chromium steel. The
material of both the balls and races are heat treated to give extra hardness and toughness.
We select roller bearing for our design. The contact between the bearing surfaces is rolling by
the following merits,
Accuracy of shaft alignment
Reliability of service
Low cost of maintenance, as no lubrication is required while it is in service.
Small overall dimension
Ability to with stand momentary shock loads
Clean lines
Easy to mount and erect
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 36
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
In order to select a most suitable ball bearing, first of all, the basic dynamic radial load is
calculated. After finding the design basic dynamic radial load capacity, the selection of bearing is
made from the catalogue of a manufacturer.
Let us see the analysis,
The torque acts on shaft is 157779.413Nmm.
The load acts radial on holder shaft, P=T/r where
r=length of shaft =100cm for our design
P= =157.8N
For radial load = 157.8 N at 550rpm for 10hours per day, then expected life of bearing (L10hrs) is
equal to 25000 hrs.
The relationship between life in million revolutions and life in working hours is given by
= ,
Where,
=rated bearing life (hours) =25000hrs
n= speed of rotation (rpm) =550rpm
= = =825million revolutions
The relationship between the dynamic load carrying capacity(C), the equivalent dynamic load
(P) and the rated bearing life ( ) is given by:
By rearranging the equation
1
C=P =157.8N 3 =1476.68N=1.47668KN
1.47668KN which is less than 4KN, hence the nearest force (basic dynamic load rating) from
standard table may be 4KN with the bearing number 212 is selected.
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 37
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
With this load and bearing number:
Bore=60mm
Outer side diameter =110mm and
Width= 22mm
Table 3.5: Principal dimensions for radial ball bearing [2, page 1000]
Bearing No. Bore(mm) Outer dia. Width(mm)
(mm)
211 55 100 21
311 120 29
411 140 33
212 60 110 22
312 130 31
412 150 35
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 38
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.4.6. Design of spring
A spring is defined as an elastic body, whose function is to distort when loaded and to recover its
original shape when the load is removed.
3.4.6.1. Material for springs
There are many types of springs; helical springs (compression and tension); Conical and volute
springs; Torsion springs; Leaf springs; Disc (or Belleville) springs. Materials for springs should
have high fatigue strength, high ductility, and high resilience and should be creep resistant. Its
selection depends upon the service for which are they used. (Severe service, average service and
light service). We select Oil tempered carbon steel (0.60-0.07) allowable shear stress 300Mpa,
modulus of rigidity 80Gpa, modulus of elasticity 210Gpa.
We select helical spring type. Because of the following advantages;
Easy to manufacture.
Available in a wide range.
Are reliable
Have constant spring rate
Analysis of spring design,
P=F/k=πd2s/8Kd where, p= maximum allowable load
Where, k=4c-1/4c +0.615/c F = spring load
C=D/D
f=8pd3/Gd4 D =mean coil diameter
C=spring index
d= wire size
K=stress factor
f = deflection per coil
G=modulus of elasticity
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 39
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
The force exerted by the unbalance force F,
F =load +maximum human force= 190+250=440N
And the value of “c” ranges from 4 – 20 for standard spring.
K=4*4-1/4*4 + (0.615/4) where, c=4
=1.4
To find the diameter of the spring,
τ=k*8*F*c/(πd2)
d2=8*k*F*c/(π*τ)
d=
=6mm
And from the equation,
D/d=c
D=4*6
=24mm
To find the number of turns of the spring (n), first find deflection of coil which is given by,
f=8pd3/Gd4
=8*440*63/(210*64)
=3mm
The number of active turn of the spring is calculated as,
3mm=8*F*c3*n/(G*d)
n=3*210000*6/(8*440*63)=13
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 40
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
To find free length, Lf
Lf =nd+f+n-1
=13*6+3+13-1=90
Solid length LS is given by
LS= n*d
=13*6=78mm
To find pitch of the coil
P = [Lf –Ls/n]+d
= [90-78/13]+6= 6mm
To check direct shear stress,
τ=load/cross section area of the wire
=4W/πd2
=4*440/(π*62) =15.57Mpa
τmax =8WD/πd3+τ
=8*440*24/π*63+15.57=140Mpa
τall =300Mpa>140Mpa…………………………………………………….safe
Figure 3.9: springs
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 41
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.4.7. Design analysis of table
3.4.7.1. Material selection
Material is selected based on properties such as high bending & tensile strength, ease of
availability, ease of machining, welding, finishing, cutting etc. and cost factor. For table, support
column and support plate will use plain carbon steel 25c8.
Material Properties of 25c8
Tensile strength, δt=390N/mm2
Elastic modulus, E=210Gpa
Table specifications;
L=1500mm
W=800mm
T=20mm
Total load acting on table=mp+ ms+ mb +mbh + mm
=4.4kg+4kg+0.96kg+3kg+7kg=19.36kg*9.81=190N
M= wl2/8=189.9*(1500)2/8
=53437.5KNmm
Moment of inertia, I=bt3/12
=800(t3)/12
=66.7t3mm4
Using bending formula,
M/I=Bending stress/y
Bending stress for 25C8,syt=390N/mm2
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 42
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
Allowable bending stress=syt/fs
=390/1.5=260N/mm2
Then thickness of plate is calculated as,
53437.5*1000/66.7t3=130/t
t=
=20mm
Figure 3.10: Table
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 43
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.4.8. Design of handle
Handle is used for assigning and managing a circular saw cutting machine. The handle is
subjected to bending moment. We select plain carbon steel 30C8 (Syt=400N/mm2)
Specifications of handle;
L=300mm
Ultimate tensile strength of the material, δt=400N/mm2
Maximum human force (FH) to be 220N
Let us see the analysis,
FH
40mm A 260mm
=0
FA*40-FH*300=0
FA=220*300/40 =1650N
Bending moment is given by,
Mb=40*1650=66000Nmm
δmax = 32M/πd3, but δmax=δy/fs
=400N/mm2/5=80N/mm2 (assume factor of safety=5)
Then diameter of handle is calculated as,
D3=32M/(π δmax)
D= =40mm
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 44
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.4.9. Design analysis of frame
A structure is called a frame if at least one of its individual members is a multi force member. A
multi-force member is defined as one with three or more force acting on it, or one with two or
more forces and one or more coupling acting on it. Frames are structures which are designed to
support applied loads and are usually fixed in position. These structure members are used to
support and balance the total load. The material selected for this is plain carbon steel of 25C8 sut
=400N/mm2 and young’s modulus 210Gpa.
Specifications:
Length=150mm
Width =100mm
Height= 300 mm
The crippling load according to Euler’s formula,
Pc = Where, L = Equivalent length or effective length of the column
I = inertia of the section
E = modulus of elasticity of the column material
Pc= crippling load or buckling load
I=bh3/12
=100(300)3/12
=225*106mm4
Then crippling load can be calculated as follows,
Pc = , since both ends are fixed L=l/2 from table
=π*210*225*106/(75)2
=26.4KN
Safe load, Ps=Pc/fs
Where, fs=factor of safety
=1.5
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 45
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
Ps =26.4KN/1.5
=17.6KN
Safe load > load
Then the design is safe.
Table 3.6: Relation between equivalent length (L) and actual length (l)
No End conditions Relation between equivalent
length(L) and actual length(l)
1 Both ends hinged L=ι
2 Both end fixed L=
3 One end fixed and other end L=
hinged
4 One end fixed and other end L=2ι
free
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 46
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.5. Vise
A vise is a mechanical apparatus or a tool attached at a table to secure the work piece to be
performed on it. Vises have two parallel jaws, one fixed and the other movable, threaded in and
out by a screw and lever.
Figure 3.11: Vise
3.6. Coolant
It is a cutting fluid flows around work piece and blade to prevent its overheating, transferring the
heat produced by the work piece and blade that use or dissipate. An ideal coolant has high
thermal capacity, low viscosity, is low cost, non-toxic, and chemically inert, neither causing nor
promoting corrosion.
There are several types of machine coolants. Those are cutting oils or water-miscible fluids,
including soluble oils, synthetics and semi synthetics. When adding the coolant to the saw blade
first we must mix the coolant and water. For normal cutting, it should be mixed in a ratio of one
part coolant to seven parts water. In conditions of heavier cutting, the ratio of water should be
reduced to five parts. Generally, we use pure, synthetic, water soluble cutting fluids for the
cutting operation.
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 47
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.6 3D-Assembly drawing of the machine
Figure 3.12: 3D Assembly drawing
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 48
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.6.1 Front view
Figure 3.13: Front view
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 49
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.6.2 Right side view
Figure 3.14: Right side view
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 50
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.6.2 Top view
Figure 3.15: Top view
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 51
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
3.7 2D - Assembly drawing with bill of material
Figure 3.16 2D: Assembly drawing with bill of materials
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 52
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
CHAPTER FOUR
4. CONCLUSION AND RECOMMENDATION
4.1. Conclusion
In the final project, we have been able to visualize what will face in the future on the subject of
metal cutting machine development. Since metals are widely used in many application areas like
metal industries, workshops, garages etc. Now a day machines like hacksaw, power hacksaw,
abrasive saw etc, are used to cut metals but they were not well designed and qualified cutting
operation. By considering this pneumonia, we have tried to design and analyze the circular saw
cutting machine to solve the problems. The machine has effective performance that reduces the
faced problems.
Generally we conclude that, the needs of the customer will be solved as much as possible
because of the machine has basic features such as it increases mass production, reduces working
time, wastage of metals and the operation is safe. We believe the customers have been satisfied
by this project.
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 53
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
4.2. Recommendation
The field of metal industry is very wide and dominant for the country’s economy. Now a day
metal industries, workshops and garages used many cutting tools like hacksaw, power hacksaw,
abrasive saw etc. These cutting tools have limitations such as low mass production, short tool
life, consume more operation time and exposed to a danger like tooth is easily broken and bent
during operation. But circular saw cutting machine is well designed and avoid the above stated
limitations.
Based on the investigation carried out the following recommendation are made:
Dimension and geometry of circular saw cutting machine should be studied in more
detailed in order to optimize the performance.
Circular saw cutting machine should be enough to encourage and popularize through
mass production and distribution to metal industries, workshops and garages.
According to safety it is safer than other cutting tools.
Increase the customer’s income by minimizing cost, working time and number of
workers that participate during cutting operation.
By achieving the above goals the design will be applicable and profitable. So customers should
have to be the user of this simple machine.
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 54
DESIGN OF CIRCULAR SAW CUTTING MACHINE 2007 E.C
References
[1] Machine Tool Design and Numerical Control NK Mehta formerly Professor Indian Institute
of technology Rourkee Uttarakand
[2] R.S, KHURMI, J.K. GUPTA, A text book of Machine Design, Eurasia publishing house
pvt, L, 2005 New Delhi
[3] Tool Engineering and Design G.R.NAPAL
[4] VB BHANDARI Design of Machine Element, edition
[5] en.m.wikipedia.org/wiki/circular-saw
[6] en.m.wikipedia.org/wiki/abrasive-saw
[7] en.m.wikipedia.org/wiki/cold-saw
[8] en.m.wikipedia.org/wiki/panel-saw
[9] www.technologystudent.com/…/hacksaw1…
[10] www.technologystudent.com/…/phcks1…
BY YOHANNES, MIGBARU, YALEW &MASRIE [WUKIOT] Page 55
You might also like
- Engine StandDocument39 pagesEngine StandYeabsra83% (23)
- Design of Hand Operated Forklift For MillDocument65 pagesDesign of Hand Operated Forklift For MillAMIR MOHAMMED75% (4)
- DESIGN OF SWAGING MACHINE NewDocument41 pagesDESIGN OF SWAGING MACHINE NewBenjamin Peter100% (2)
- Bevel Gear Design Project MainDocument66 pagesBevel Gear Design Project MainJACKPOT LY100% (2)
- Machine design project on bevel driven screw jackDocument68 pagesMachine design project on bevel driven screw jacksamuel100% (1)
- Final Year Project ReportDocument135 pagesFinal Year Project Reportnabeeljamshaid86% (7)
- Structural ReliabilityDocument46 pagesStructural Reliabilitystructures100% (2)
- Performance Testing Procedure For Centrifugal PumpsDocument5 pagesPerformance Testing Procedure For Centrifugal PumpsNitin S Jog100% (11)
- Info Fivesstein Missing: TrackballDocument2 pagesInfo Fivesstein Missing: TrackballSaurabh BhandariNo ratings yet
- Design and Fabrication of Circular Saw MachineDocument37 pagesDesign and Fabrication of Circular Saw Machinelabemanza03No ratings yet
- Concrete Pipe Making MachineDocument134 pagesConcrete Pipe Making MachineYeabsraNo ratings yet
- PDD 111Document33 pagesPDD 111ANWAR MOHAMMEDNo ratings yet
- Mulata AaaaaaDocument62 pagesMulata AaaaaaRoha Engineering50% (2)
- Threshing MachineDocument15 pagesThreshing MachineAbel SamuelNo ratings yet
- Design of Manually Operated Multi-Cutter Harvesting MachineDocument56 pagesDesign of Manually Operated Multi-Cutter Harvesting MachineErmiyasNo ratings yet
- Designing a Scissor Jack for Automotive UseDocument74 pagesDesigning a Scissor Jack for Automotive UseSolomon GirmaNo ratings yet
- New Project 01Document47 pagesNew Project 01mulusewbelay86No ratings yet
- adigrat universityDocument59 pagesadigrat universitymikiaelehagossumNo ratings yet
- Machine Project 1Document38 pagesMachine Project 1lamasanbeNo ratings yet
- 1 Stage ReportDocument36 pages1 Stage ReportSwapnil PawarNo ratings yet
- Design of Manually Operated Multi Cutter Harvesting MachineDocument58 pagesDesign of Manually Operated Multi Cutter Harvesting MachineAMIR MOHAMMEDNo ratings yet
- Sliit Report AaafirDocument30 pagesSliit Report AaafirFearless HeroNo ratings yet
- Detailed Design ProjectDocument58 pagesDetailed Design ProjectMintesinot T GebreNo ratings yet
- Minywab and MitkieDocument72 pagesMinywab and Mitkienahom abrhamNo ratings yet
- A Project Report On Pneumatic Shearing MDocument51 pagesA Project Report On Pneumatic Shearing MVinay MuleyNo ratings yet
- Detailed Design ProjectDocument58 pagesDetailed Design ProjectMintesinot T GebreNo ratings yet
- Design and Manufacture of An Automatic Clay Bricks Extruding MachineDocument69 pagesDesign and Manufacture of An Automatic Clay Bricks Extruding MachineProsper MahlengezanaNo ratings yet
- Rift Valley University: Department of Mechanical EngineeringDocument39 pagesRift Valley University: Department of Mechanical EngineeringTemesgen ErenaNo ratings yet
- Rift Valley University: Department of Mechanical EngineeringDocument43 pagesRift Valley University: Department of Mechanical Engineeringabdibedasa86No ratings yet
- Scissor Hydraulic Jack@Wachamo UniversityDocument49 pagesScissor Hydraulic Jack@Wachamo UniversityMuluken Filmon75% (4)
- Wayne Miles Moyo Vibratory Tumbler and Polisher Machine ND Production 2020Document81 pagesWayne Miles Moyo Vibratory Tumbler and Polisher Machine ND Production 2020Wayne Miles Rooneey MoyoNo ratings yet
- Design and Fabrication of A CNC Precision Router: Senior Design Project ReportDocument57 pagesDesign and Fabrication of A CNC Precision Router: Senior Design Project ReportAbdul baseerNo ratings yet
- Design of Kneading MachineDocument76 pagesDesign of Kneading Machineeyasuabreha05No ratings yet
- Engine Stand Internship Report SummaryDocument61 pagesEngine Stand Internship Report SummaryNardos Bialfew DamtieNo ratings yet
- Development of A Postprocessor For A Multi-Axis CNC Milling CenteDocument58 pagesDevelopment of A Postprocessor For A Multi-Axis CNC Milling CenteAnonymous PJP78mSxNo ratings yet
- Automated Metal Bending Machine..edited 1Document47 pagesAutomated Metal Bending Machine..edited 1Hanan ShayiboNo ratings yet
- Design of Gravity LightDocument85 pagesDesign of Gravity LightAMIR MOHAMMEDNo ratings yet
- Design of Mechanical Tire-Rim Separator-1Document64 pagesDesign of Mechanical Tire-Rim Separator-1abelaxoo046No ratings yet
- Abdul Malik .Adem FinalDocument82 pagesAbdul Malik .Adem Finalabdu100% (1)
- Design of Dry Coffee Processing Machine ComponentsDocument75 pagesDesign of Dry Coffee Processing Machine ComponentsSiraj MohammedNo ratings yet
- 4_5974334164827115519Document79 pages4_5974334164827115519oliyad teferiNo ratings yet
- Product Design ProjectDocument51 pagesProduct Design ProjectwondimuNo ratings yet
- Design and Fabrication of Mango Cutting Machine: Technical ReportDocument38 pagesDesign and Fabrication of Mango Cutting Machine: Technical Report2 1No ratings yet
- Simon InternDocument38 pagesSimon InternMarvin kakindaNo ratings yet
- GROUP 2 CPM Course WorkDocument26 pagesGROUP 2 CPM Course WorkKemigisa MarthaNo ratings yet
- Thesis Document For Seiving Machine EditedDocument110 pagesThesis Document For Seiving Machine EditedAbebaw WorkieNo ratings yet
- Final Report PUK - Household Mechanical Sharpener Machine - Oktavianus P.M.Document46 pagesFinal Report PUK - Household Mechanical Sharpener Machine - Oktavianus P.M.cukutjembur100% (1)
- Ergonomical Design PDFDocument100 pagesErgonomical Design PDFabiyjoniNo ratings yet
- Final Project Report 3Document86 pagesFinal Project Report 3Muhammad Talha Khan100% (1)
- Design and Development of Manually Pedal-Operated Grain ThresherDocument59 pagesDesign and Development of Manually Pedal-Operated Grain ThreshersaleemNo ratings yet
- Design of Honey Extraction MachineDocument67 pagesDesign of Honey Extraction Machineሰነያ ጥዑምNo ratings yet
- Stirling Engine Project Report FinalDocument55 pagesStirling Engine Project Report FinalAbhijeet ShindeNo ratings yet
- Movable and Multi Block Making MachineDocument90 pagesMovable and Multi Block Making MachinegalataataaddesaaNo ratings yet
- Ghulam Ishaq Khan Institute of Engineering Sciences and Technology Sawabi, TopiDocument46 pagesGhulam Ishaq Khan Institute of Engineering Sciences and Technology Sawabi, TopiWajid AliNo ratings yet
- Analysis and Management of A B - Imtiaz Iftikhar (Syn LDR), Adn - 1715Document61 pagesAnalysis and Management of A B - Imtiaz Iftikhar (Syn LDR), Adn - 1715hgffghnbNo ratings yet
- CRC Construction Innovation 2009 CollaboDocument145 pagesCRC Construction Innovation 2009 CollaboJavier ContrerasNo ratings yet
- MAN3 VVVVVVVVVVVVVDocument57 pagesMAN3 VVVVVVVVVVVVVBirbirsa BetieNo ratings yet
- Design of Sugar Cane MachineDocument79 pagesDesign of Sugar Cane MachineNahom100% (1)
- A-18 Ababeel (AVD Final Report)Document107 pagesA-18 Ababeel (AVD Final Report)noor_mujahidNo ratings yet
- Final ProDocument89 pagesFinal ProMoibon MengistuNo ratings yet
- Resistance Seam WeldingDocument16 pagesResistance Seam Weldingkkpkk100% (1)
- Characteristics and Properties of GasesDocument13 pagesCharacteristics and Properties of GasesMkjNo ratings yet
- CNC Machines-1Document79 pagesCNC Machines-1LAVNIMESH AGNIHOTRINo ratings yet
- Members With Combined Bending and Axial ForceDocument32 pagesMembers With Combined Bending and Axial ForceJohn RomanusNo ratings yet
- Single Phase Diagram - Real Gases - 003Document36 pagesSingle Phase Diagram - Real Gases - 003JatskinesisNo ratings yet
- Split Piso Techo - 10SEERDocument4 pagesSplit Piso Techo - 10SEERSoluciones Biomédicas Peruanas S.R.L.No ratings yet
- 166563-1 A Ersatzteilkatalog en-US PDFDocument4 pages166563-1 A Ersatzteilkatalog en-US PDFHadj Ahmed SaoudiNo ratings yet
- Jntuhb - Tech 3-1 - r16Document18 pagesJntuhb - Tech 3-1 - r16lakshmilavanyaNo ratings yet
- Wingd X DF Power Plant SolutionDocument16 pagesWingd X DF Power Plant Solutionthomas pierreNo ratings yet
- Universal Fsu 122016 L GBDocument1 pageUniversal Fsu 122016 L GBALINo ratings yet
- Radel® R-5900 - SolvayDocument3 pagesRadel® R-5900 - SolvayTRUONGNo ratings yet
- Chul Park Viscous Shock Layer Calculation of Stagnation-Region Heating Environment Viscous Shock Layer Calculation of Stagnation-Region Heating EnvironmentDocument7 pagesChul Park Viscous Shock Layer Calculation of Stagnation-Region Heating Environment Viscous Shock Layer Calculation of Stagnation-Region Heating EnvironmentlazharNo ratings yet
- 944K Wheel Loader: A Hybrid of Epic InnovationsDocument16 pages944K Wheel Loader: A Hybrid of Epic InnovationsAnonymous QB0KmwVNo ratings yet
- Fasteners StandardsDocument98 pagesFasteners StandardsRahul Betgeri100% (4)
- TokaiWeld PDFDocument16 pagesTokaiWeld PDFshaNo ratings yet
- Vaccum Pump DatasheetDocument6 pagesVaccum Pump DatasheetQuietRideNo ratings yet
- Inspect and Maintain Gate ValvesDocument1 pageInspect and Maintain Gate ValvesStateNo ratings yet
- AHU ChecklistDocument11 pagesAHU ChecklistRavi SharmaNo ratings yet
- Dynamic Balancing and Shaft AlignmentDocument34 pagesDynamic Balancing and Shaft AlignmentLalit Mohan100% (2)
- Solved - The State of Plane Stress Shown Is Expected in An Alu-I... PDFDocument3 pagesSolved - The State of Plane Stress Shown Is Expected in An Alu-I... PDFTafseer-e-QuranNo ratings yet
- TATA Minibus 407 MaintainanceDocument13 pagesTATA Minibus 407 MaintainancePraveen Kumar ReddyNo ratings yet
- Vickers Valvula DGMFN-3-Z-P2W-41Document3 pagesVickers Valvula DGMFN-3-Z-P2W-41JuanPerezRooneyNo ratings yet
- Steel Option 1 2250 MTDocument9 pagesSteel Option 1 2250 MTSONNENo ratings yet
- HDS Auto Service CatalogueDocument9 pagesHDS Auto Service CatalogueHDS Inc.No ratings yet
- MEC531 Mechanical Engineering Design Course OverviewDocument10 pagesMEC531 Mechanical Engineering Design Course Overviewkhairi_mohammadNo ratings yet
- GC 2010ErrMsg PDFDocument10 pagesGC 2010ErrMsg PDFnguyenvietanhbtNo ratings yet
- Sanitary Fittings (MS 02 124 E) R2Document4 pagesSanitary Fittings (MS 02 124 E) R2herysyam1980No ratings yet