You might also like
- Mechanical Failure_Updated (3)Document65 pagesMechanical Failure_Updated (3)Piyush SharmaNo ratings yet
- Lecture - 5 - Notes 5 - Fracture - Brittle Ductile Transition PDFDocument100 pagesLecture - 5 - Notes 5 - Fracture - Brittle Ductile Transition PDFrony16nov100% (1)
- Ch. 2Document27 pagesCh. 2mhmdramdan.208200No ratings yet
- ENS 205 Failure Analysis and PreventionDocument76 pagesENS 205 Failure Analysis and PreventionBolaji Suberu100% (1)
- Mechanical Properties of CeramicDocument29 pagesMechanical Properties of CeramicAlexander DavidNo ratings yet
- Intro To Fracture Mechanics, Fatigue and CreepDocument40 pagesIntro To Fracture Mechanics, Fatigue and CreepM.USMAN BIN AHMED100% (1)
- Chapter 8 Failure Analysis and PreventionDocument76 pagesChapter 8 Failure Analysis and Preventionminh_bk0101100% (1)
- Introduction To Fracture MechanicsDocument63 pagesIntroduction To Fracture MechanicsSaAhRaNo ratings yet
- Ceramic Science 4RO3: Tannaz JavadiDocument31 pagesCeramic Science 4RO3: Tannaz JavadiHandio NurfikraNo ratings yet
- CH.4 Strengthening MechanismsDocument50 pagesCH.4 Strengthening MechanismsEmad SaeedNo ratings yet
- FractureDocument9 pagesFractureAshley De LeonNo ratings yet
- Unit 5 - Chapter 2&3Document33 pagesUnit 5 - Chapter 2&3Murugesan JeevaNo ratings yet
- Strength MechDocument36 pagesStrength Mechapi-3764139No ratings yet
- Failure of MaterialsDocument29 pagesFailure of MaterialsArif Istiaque FarhanNo ratings yet
- Mechanics of Fibrous Structure (TM-3051) : M IrfanDocument23 pagesMechanics of Fibrous Structure (TM-3051) : M IrfanHussainNo ratings yet
- Mechanics of Fibrous Structure (TM-3051) : M IrfanDocument23 pagesMechanics of Fibrous Structure (TM-3051) : M IrfanHussainNo ratings yet
- Mechanics of Fibrous Structure: Fracture Types ExplainedDocument23 pagesMechanics of Fibrous Structure: Fracture Types ExplainedHussainNo ratings yet
- 10 Mechanical Properties 2020Document23 pages10 Mechanical Properties 2020nadliriNo ratings yet
- Failure of MaterialsDocument34 pagesFailure of MaterialsvinayprasadskNo ratings yet
- Mechanical TestDocument37 pagesMechanical TestManipandi Annamalai SivasangaranNo ratings yet
- Factors That Influence The Tensile StrengthDocument47 pagesFactors That Influence The Tensile StrengthOvidiu GalNo ratings yet
- MET205 - M5 Ktunotes - inDocument179 pagesMET205 - M5 Ktunotes - innehaniyas08No ratings yet
- Stress-Strain Behavior and Crack Propagation in Concrete CompressionDocument29 pagesStress-Strain Behavior and Crack Propagation in Concrete CompressionAshvini KumarNo ratings yet
- Chap 6Document22 pagesChap 6api-3803993100% (1)
- Material TechnologyDocument46 pagesMaterial TechnologyVarunNo ratings yet
- AE2354 Htm2marksDocument13 pagesAE2354 Htm2marksrenjithrenjuNo ratings yet
- Mechanical Testing of MaterialsDocument38 pagesMechanical Testing of MaterialsAanand Rishabh DagaNo ratings yet
- High Temperature MaterialsDocument17 pagesHigh Temperature Materialssabaris ksNo ratings yet
- Fracture in Brittle and Ductile MaterialsDocument32 pagesFracture in Brittle and Ductile MaterialsAmit PawarNo ratings yet
- Futigue & CreepDocument20 pagesFutigue & CreepRamesh Jakkanagoudar100% (1)
- Internal Damage Processes in Low Alloy Chromium-Molybdenum Steels During High-Temperature Creep ServiceDocument7 pagesInternal Damage Processes in Low Alloy Chromium-Molybdenum Steels During High-Temperature Creep ServiceJean YureNo ratings yet
- ASSIGNMENT OF MATERIAL SCIENCE SUBJECTDocument8 pagesASSIGNMENT OF MATERIAL SCIENCE SUBJECTkunalNo ratings yet
- Lecture 3 Notes 3 Strengthening MechanismDocument89 pagesLecture 3 Notes 3 Strengthening Mechanismrony16novNo ratings yet
- Fatigue FailureDocument22 pagesFatigue FailureHimanshu YadavNo ratings yet
- Publication 3 2240 1037Document9 pagesPublication 3 2240 1037Primawati RahmaniyahNo ratings yet
- Fracture BehaviourDocument58 pagesFracture BehaviournavneeshvNo ratings yet
- Low Temperature Behavior of Metals: Fracture Toughness and Ductile to Brittle TransitionDocument39 pagesLow Temperature Behavior of Metals: Fracture Toughness and Ductile to Brittle TransitionkoontattNo ratings yet
- Fracture MechanicsDocument34 pagesFracture Mechanicsraees ahmadNo ratings yet
- Fracture Mechanics 1 EBB 334Document37 pagesFracture Mechanics 1 EBB 334Luiz CordeiroNo ratings yet
- FractureDocument16 pagesFractureps4haris.ch3534No ratings yet
- Crack Nucleation and PropagationDocument24 pagesCrack Nucleation and PropagationAndrei Răzvan SecuNo ratings yet
- CH 4 emDocument62 pagesCH 4 emKritagyaNo ratings yet
- Mechanisms by which Materials can FailDocument107 pagesMechanisms by which Materials can FailVignesh DuraiNo ratings yet
- Concrete Failure MechanismsDocument43 pagesConcrete Failure MechanismsheminNo ratings yet
- CreepDocument60 pagesCreepUsama SaoodNo ratings yet
- Failure: 2. Fundamentals of FractureDocument5 pagesFailure: 2. Fundamentals of FracturePraveena SubramanianNo ratings yet
- Module 4 HIgh Cycle and Low Cycle FatigueDocument21 pagesModule 4 HIgh Cycle and Low Cycle FatiguerohanNo ratings yet
- TougheningDocument6 pagesTougheningDamla KaymakçıNo ratings yet
- Material Testing On Mechanical Properties Top 5Document37 pagesMaterial Testing On Mechanical Properties Top 5Hezron gibronNo ratings yet
- FailureDocument47 pagesFailureAlexia Armas100% (1)
- Concrete Failure MechanismsDocument44 pagesConcrete Failure MechanismsHemin ZZNo ratings yet
- Materials Science & Engineering (MSE) - Unit 3 PDFDocument16 pagesMaterials Science & Engineering (MSE) - Unit 3 PDFbaakaruopdeng50No ratings yet
- U 10 Lect 5Document16 pagesU 10 Lect 5RekyNo ratings yet
- Mechanical Properties Chapter: Strain, Stress, DeformationDocument5 pagesMechanical Properties Chapter: Strain, Stress, DeformationAsffaq MuhdNo ratings yet
- MS Module 3Document16 pagesMS Module 3Affan KhanNo ratings yet
- Chapter 8. FailureDocument6 pagesChapter 8. FailureyshokeenNo ratings yet
- Mechanicalbehaviorof Materials Fracture ToughnessDocument21 pagesMechanicalbehaviorof Materials Fracture ToughnessCesar Vargas ArayaNo ratings yet
- Structure and Mechanical Properties of Metals: (Part II - Failure: Fracture, Fatigue, Creep)Document43 pagesStructure and Mechanical Properties of Metals: (Part II - Failure: Fracture, Fatigue, Creep)VITHYAA RUHBINI GUNARAJANNo ratings yet
- Metal Forming TechniquesDocument201 pagesMetal Forming TechniquesIshu PattanayakNo ratings yet
- Repair Welding of A Rotating Electrical Machine's Broken ShaftDocument7 pagesRepair Welding of A Rotating Electrical Machine's Broken ShaftLargyla Torres MendesNo ratings yet
- Design of Irregular SlabsDocument5 pagesDesign of Irregular SlabsEngr. Md. Mahmdudul Hasan ShawonNo ratings yet
- Characterization and Compact Modeling of Nanometer CMOS Transistors at Deep-Cryogenic TemperaturesDocument11 pagesCharacterization and Compact Modeling of Nanometer CMOS Transistors at Deep-Cryogenic Temperaturesrakshit yaNo ratings yet
- 1687 0 3 Distance Measurement v3Document40 pages1687 0 3 Distance Measurement v3RICKY SHIMADHIBRATA ISKANDARNo ratings yet
- FLOW IN CLOSED CONDUITS TutorialsDocument7 pagesFLOW IN CLOSED CONDUITS TutorialsNickson KomsNo ratings yet
- Me 27 Ef - Fluid Mechanics/Hydraulics: W V m γ= mg ρg mDocument67 pagesMe 27 Ef - Fluid Mechanics/Hydraulics: W V m γ= mg ρg mJoseph NjugunaNo ratings yet
- VX Spectra 19mm Metrological Performance - 6620824 - 01Document10 pagesVX Spectra 19mm Metrological Performance - 6620824 - 01FredyNo ratings yet
- Reinforced-Concrete-Tilt-Up-Wall-Panel-Analysis-Design-ACI551 - Structure Point PDFDocument18 pagesReinforced-Concrete-Tilt-Up-Wall-Panel-Analysis-Design-ACI551 - Structure Point PDFDivy JainNo ratings yet
- G9 Math Q4 - Week 1 - 2-Six Trigonometric RatioDocument25 pagesG9 Math Q4 - Week 1 - 2-Six Trigonometric RatioEloisa Grace AsuncionNo ratings yet
- Chapter 8 Periodic Relationships Among The Elements - NewDocument37 pagesChapter 8 Periodic Relationships Among The Elements - NewFauji Islami PhasyaNo ratings yet
- Assertion & Reason Questions PDFDocument6 pagesAssertion & Reason Questions PDFPriyansh BNo ratings yet
- OfficeServ 7070 Installation Manual (ED (1) .01)Document85 pagesOfficeServ 7070 Installation Manual (ED (1) .01)imella17100% (4)
- MONORAIL and AMS Product Catalogue ENDocument211 pagesMONORAIL and AMS Product Catalogue ENCicero MelloNo ratings yet
- Esankalp 022 W1-3 - Ph-2 - Paper-2Document14 pagesEsankalp 022 W1-3 - Ph-2 - Paper-2Ayush ChouhanNo ratings yet
- CH302 Assignments 2020BDocument5 pagesCH302 Assignments 2020BMike VhurinosharaNo ratings yet
- Investigatory ProjectDocument15 pagesInvestigatory ProjectKarthiyayini KVRNo ratings yet
- Masibus 409-S RPM - R1F - 0914 - Digital RPM Monitor PDFDocument2 pagesMasibus 409-S RPM - R1F - 0914 - Digital RPM Monitor PDFkaleesuwariNo ratings yet
- Chem 120 Exam ReviewDocument10 pagesChem 120 Exam ReviewRazan AliNo ratings yet
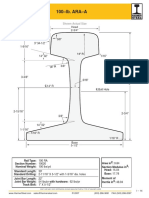
- 100 Lb-Yd ARA-ADocument1 page100 Lb-Yd ARA-ADario Bravo BordaNo ratings yet
- KPC Master Catalog Parts v1!08!27 12Document2 pagesKPC Master Catalog Parts v1!08!27 12nachoNo ratings yet
- Advanced Measurement Systems & Sensors: An Introduction: LectureDocument20 pagesAdvanced Measurement Systems & Sensors: An Introduction: LectureAbdul WaresNo ratings yet
- Nexion 300 IcpmsDocument9 pagesNexion 300 IcpmsAhmad HamdounNo ratings yet
- XC2002 Brief Manual: ResetDocument6 pagesXC2002 Brief Manual: Resetعبدالمهيمن ميناNo ratings yet
- Material Science and MetallurgyDocument43 pagesMaterial Science and MetallurgySanjay Kumar SinghNo ratings yet
- Agilent 1200 Series Binary PumpDocument136 pagesAgilent 1200 Series Binary PumpYu Han-HallettNo ratings yet
- Lab Experiments and FEA (2021)Document7 pagesLab Experiments and FEA (2021)soumyaNo ratings yet
- Mounting Instructions - Montageanleitung - Notice de Montage - Istruzioni Per Il MontaggioDocument162 pagesMounting Instructions - Montageanleitung - Notice de Montage - Istruzioni Per Il MontaggioIn UnivacNo ratings yet
- Users-Guide PD-E-01-Operating-Instruction-PUB-5138735-000Document220 pagesUsers-Guide PD-E-01-Operating-Instruction-PUB-5138735-000siboNo ratings yet
- Mcs 021 Heat Emitter Guide For Domestic Heat Pumps Issue 21Document11 pagesMcs 021 Heat Emitter Guide For Domestic Heat Pumps Issue 21Denis DillaneNo ratings yet
- B628B Optimizing Descaling PDFDocument24 pagesB628B Optimizing Descaling PDFGunawan WibisonoNo ratings yet