You might also like
- Decreasing The Scrap Level For Broken Thread - Final - UpdateDocument19 pagesDecreasing The Scrap Level For Broken Thread - Final - UpdateIoana AlexandraNo ratings yet
- Troubleshooting 1 - NOKIADocument13 pagesTroubleshooting 1 - NOKIAmanu waliaNo ratings yet
- Engine and Peripherals: Diesel InjectionDocument269 pagesEngine and Peripherals: Diesel InjectionArchivo 0546No ratings yet
- 8D FormatDocument6 pages8D FormathemrajNo ratings yet
- Diesel Injection 6Document355 pagesDiesel Injection 6nthgrNo ratings yet
- Saht730 DVD Theater Receiver PDFDocument23 pagesSaht730 DVD Theater Receiver PDFRichard KxorrolokoNo ratings yet
- RenaultDocument202 pagesRenaultcostinel iordachescuNo ratings yet
- Industrial In-Plant TrainingDocument20 pagesIndustrial In-Plant TrainingHemant WaniNo ratings yet
- MR419X6113B100Document345 pagesMR419X6113B100Archivo 0546No ratings yet
- 01 StartDocument5 pages01 StartKalaivanan VeluNo ratings yet
- Disel InjectieDocument202 pagesDisel InjectieAdcom Prest100% (1)
- 01 StartDocument5 pages01 StartAVNo ratings yet
- Kick Off Meeting InternalDocument26 pagesKick Off Meeting Internaldeden ibnuNo ratings yet
- 2010 Performance Summary: Experienced & Perceived QualityDocument8 pages2010 Performance Summary: Experienced & Perceived Qualitykumar1242No ratings yet
- Electricity in Waste Water Treatment - Sergio ChagasDocument45 pagesElectricity in Waste Water Treatment - Sergio ChagasLuizaEmanuelleNo ratings yet
- SM 4Document269 pagesSM 4Ilhami DemirNo ratings yet
- MR419X6113B150 PDFDocument389 pagesMR419X6113B150 PDFArchivo 0546No ratings yet
- Total Productive Maintenance (TPM)Document14 pagesTotal Productive Maintenance (TPM)Muhammad IrfanNo ratings yet
- Basic Vibration Analysis Training-1Document193 pagesBasic Vibration Analysis Training-1Sanjeevi Kumar SpNo ratings yet
- Autonomous Maintenance Steps 1 & 2 Module - TPM Group TrainingDocument47 pagesAutonomous Maintenance Steps 1 & 2 Module - TPM Group TrainingJesus Jose Hernandez GuerreroNo ratings yet
- Pearson Guarani Operator Training Certificate - GuilhermeDocument1 pagePearson Guarani Operator Training Certificate - GuilhermeFica a DicaNo ratings yet
- Essae 20.06.20Document3 pagesEssae 20.06.20Parthiban DNo ratings yet
- PM PillarDocument56 pagesPM PillarjesusmemNo ratings yet
- Pareto Analysis For Machine Stoppages & Slow RunDocument11 pagesPareto Analysis For Machine Stoppages & Slow RunEjaz AnwarNo ratings yet
- JH - Hta & SocDocument31 pagesJH - Hta & SocAnkurNo ratings yet
- TPM As A Tool For Better PracticesDocument27 pagesTPM As A Tool For Better PracticesSeif HabbachiNo ratings yet
- RFG 037929Document6 pagesRFG 037929godzilla20142000No ratings yet
- Burst Builds - Launch Ramp-Up SuccessDocument32 pagesBurst Builds - Launch Ramp-Up SuccessKaya Eralp AsabNo ratings yet
- 13 Autonomous Maintenance v20130530Document13 pages13 Autonomous Maintenance v20130530Van phong Doi moi sinh thaiNo ratings yet
- TPMDocument34 pagesTPMJagdeep BajwaNo ratings yet
- Jishu Hozen by Sudhansu Bhushan Mohapatra TPM Consultant - IIPM E-Mail: Sbm@iipm - Ac.inDocument64 pagesJishu Hozen by Sudhansu Bhushan Mohapatra TPM Consultant - IIPM E-Mail: Sbm@iipm - Ac.insudhansu_cvrce100% (9)
- Training JH PillarDocument41 pagesTraining JH PillarSelvamNo ratings yet
- TPM Basic Awareness and Autonomous Maintenance: Anand U 1Document90 pagesTPM Basic Awareness and Autonomous Maintenance: Anand U 1Asanka ChathurangaNo ratings yet
- Preventive MaintenanceDocument18 pagesPreventive MaintenanceCharbel TadrosNo ratings yet
- Engine 12V140E-3 Series: 40 TroubleshootingDocument48 pagesEngine 12V140E-3 Series: 40 TroubleshootingЕгорNo ratings yet
- Total Productive Maintenance: Production Production Maintenance MaintenanceDocument42 pagesTotal Productive Maintenance: Production Production Maintenance Maintenance123456789No ratings yet
- Problem: Part Hight Out of Spec Problem PhotoDocument8 pagesProblem: Part Hight Out of Spec Problem PhotoManikandanNo ratings yet
- TPM Overview: Manufacturing & Administrative ExcellenceDocument16 pagesTPM Overview: Manufacturing & Administrative Excellencestefmont2004No ratings yet
- 3.2 Guide Hadware InstallationDocument21 pages3.2 Guide Hadware InstallationMitch Harris100% (1)
- TPM Basics and Am Step 1 To 5Document90 pagesTPM Basics and Am Step 1 To 5Gaurav Mittal100% (5)
- PfmeaDocument1 pagePfmeaSridhar DineshNo ratings yet
- Toyota Motor Manufacturing, U.S.A., Inc.: Lean SystemsDocument18 pagesToyota Motor Manufacturing, U.S.A., Inc.: Lean SystemsmuralimadhavaregurigupthaNo ratings yet
- TPM JH PPT 01 JH AwarenessDocument28 pagesTPM JH PPT 01 JH AwarenessLakshmanan Venkatesan100% (1)
- Materi Just in Time - Bagian 1Document16 pagesMateri Just in Time - Bagian 1Ardho Binuri AdnanNo ratings yet
- Edc 17Document435 pagesEdc 17vladimir100% (5)
- PR DV 06 (IPP - Procedure)Document2 pagesPR DV 06 (IPP - Procedure)Amit PathakNo ratings yet
- Production Management - PRDH20-2: Session 15 TPM (Continued) + Overall Equipment Effectiveness (OEE)Document14 pagesProduction Management - PRDH20-2: Session 15 TPM (Continued) + Overall Equipment Effectiveness (OEE)djNo ratings yet
- AM - Step 1Document17 pagesAM - Step 1Sydney DodooNo ratings yet
- Philips: Failure Mode and Effect AnalysisDocument74 pagesPhilips: Failure Mode and Effect AnalysisCostin IlincaNo ratings yet
- Analysis of Kanban Warehouses-Flextronics Doumen CampusDocument21 pagesAnalysis of Kanban Warehouses-Flextronics Doumen CampusJonahNo ratings yet
- GM Layered AuditsDocument13 pagesGM Layered Auditselyes50% (2)
- Infranor Variable Speed Drive Implementation: UserguideDocument24 pagesInfranor Variable Speed Drive Implementation: UserguideerasmoNo ratings yet
- Formato 8DDocument2 pagesFormato 8DALEJANDRONo ratings yet
- QAD-WI-15 Control of Non-Conforming Product - Final Processes - Rev24Document11 pagesQAD-WI-15 Control of Non-Conforming Product - Final Processes - Rev24Nikolay DilanovNo ratings yet
- Fmea Fta ModuleDocument156 pagesFmea Fta ModuleIan Maldonado100% (1)
- Inovation ReportDocument7 pagesInovation ReportagungNo ratings yet
- Fmea GuideDocument11 pagesFmea GuideSASIKUMARNo ratings yet
- F Ailure M Ode and Effects Analysis 4Th EditionDocument39 pagesF Ailure M Ode and Effects Analysis 4Th EditionHaryana SalehNo ratings yet
- Diesel Injection 3Document275 pagesDiesel Injection 3nthgrNo ratings yet
- En TI D070801 OilPressureSafety 0Document10 pagesEn TI D070801 OilPressureSafety 0Miguel MartinezNo ratings yet
- Clamp LocksDocument22 pagesClamp LocksBhagirath NagarajuNo ratings yet
- The High Performance Long Distance RunnersDocument23 pagesThe High Performance Long Distance RunnersMiguel CabezasNo ratings yet
- GV GBDocument2 pagesGV GBfranNo ratings yet
- Series 100: Grundfos Data BookletDocument44 pagesSeries 100: Grundfos Data BookletadionicelNo ratings yet
- Oil Based Rig Inspection ChecklistDocument4 pagesOil Based Rig Inspection Checklistelmaadawy2002100% (1)
- PZX Large PresentationDocument67 pagesPZX Large PresentationAnonymous yjK3peI7100% (3)
- Mecorrel2 - Thermo-Fluids Terminology PDFDocument13 pagesMecorrel2 - Thermo-Fluids Terminology PDFJohn Paul EspañoNo ratings yet
- Laboratory EquipmentsDocument3 pagesLaboratory EquipmentsDipaloy DattaNo ratings yet
- W&i Catalogue 2023 en - Low ResDocument184 pagesW&i Catalogue 2023 en - Low ResNitin ThakurNo ratings yet
- The LMV-343 Pump: Appendix E: Specifications of Sundyne High Head Low-Flow Centrifugal PumpsDocument16 pagesThe LMV-343 Pump: Appendix E: Specifications of Sundyne High Head Low-Flow Centrifugal PumpsjafaristsNo ratings yet
- d90s 5 Sb1102e10 Em0pafdb0dfdb0e 1160 Db58 3s Parts BookDocument562 pagesd90s 5 Sb1102e10 Em0pafdb0dfdb0e 1160 Db58 3s Parts BookAhmet KayaNo ratings yet
- Check List For Chilled Water Secondary Pump: Sl. No Description RemarksDocument2 pagesCheck List For Chilled Water Secondary Pump: Sl. No Description Remarkssiruslara6491No ratings yet
- Uong Bi 300 MW Extension Power Plant: OwnerDocument32 pagesUong Bi 300 MW Extension Power Plant: OwnerAmEnPro100% (1)
- Productos BelimoDocument244 pagesProductos BelimovickmenNo ratings yet
- 3231Document40 pages3231Jorge Patiño100% (1)
- Hse PlanDocument240 pagesHse PlanWaleed KhalidNo ratings yet
- Bergkamp Calibration PDFDocument136 pagesBergkamp Calibration PDFAnna KL100% (1)
- Water PumpsDocument15 pagesWater PumpsMohammad Mustafa MirzadNo ratings yet
- 05 Grupos Electrogenos Mtu Onsite Energy PDFDocument40 pages05 Grupos Electrogenos Mtu Onsite Energy PDFracsoNo ratings yet
- Manual Equipo Pintura Titan SpeefloDocument32 pagesManual Equipo Pintura Titan SpeefloJulio Rolong OrtizNo ratings yet
- Bombardier CRJ 200-Hydraulic PowerDocument17 pagesBombardier CRJ 200-Hydraulic PowerGazpachoesi100% (3)
- Alpha LPW LPWS LPWX Engines Operators HandbookDocument48 pagesAlpha LPW LPWS LPWX Engines Operators Handbookchristiam tevesNo ratings yet
- Mine PumpsDocument42 pagesMine PumpsHitesh GulabaniNo ratings yet
- A6vm250 Catalogo GeralDocument88 pagesA6vm250 Catalogo GeralPatrick GarciaNo ratings yet
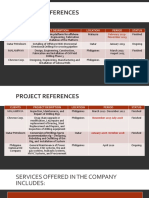
- Project References: Clients Project Desription Location Period StatusDocument4 pagesProject References: Clients Project Desription Location Period StatusDiane Joy Fojas PanganibanNo ratings yet
- HR70 9,110 9,120 9,140C 9Document166 pagesHR70 9,110 9,120 9,140C 9Anonymous yjK3peI7100% (3)
- JsaDocument106 pagesJsaRoy Dwi PrasetyoNo ratings yet
- Air Compressor Manual Stationary: For US General ModelsDocument12 pagesAir Compressor Manual Stationary: For US General ModelsNathan De Los SantosNo ratings yet
- Solar Powered Smart Irrigation System: January 2014Document7 pagesSolar Powered Smart Irrigation System: January 2014Saff MdNo ratings yet