You might also like
- HITACHI ZAXIS 50U EXCAVATOR Service Repair Manual PDFDocument60 pagesHITACHI ZAXIS 50U EXCAVATOR Service Repair Manual PDFfjjskemdmem50% (4)
- Drill Collar Severing Tools Dual Fire - EBW Initiated: MAN-REC-SEV (R06)Document10 pagesDrill Collar Severing Tools Dual Fire - EBW Initiated: MAN-REC-SEV (R06)Sarah FloresNo ratings yet
- SSC DWDocument4 pagesSSC DWsanketpavi21No ratings yet
- Journal of Manufacturing Processes: Jastej Singh, A.S. ShahiDocument10 pagesJournal of Manufacturing Processes: Jastej Singh, A.S. ShahiSorabh SinghalNo ratings yet
- Austenite Morphology and Distribution Dependence of Impact Toughness in S32101 Duplex Stainless Steel Laser WeldsDocument10 pagesAustenite Morphology and Distribution Dependence of Impact Toughness in S32101 Duplex Stainless Steel Laser WeldsOumaymaNo ratings yet
- Materials Science & Engineering A: M. Sabzi, S.H. Mousavi Anijdan, A.R. Eivani, N. Park, H.R. JafarianDocument13 pagesMaterials Science & Engineering A: M. Sabzi, S.H. Mousavi Anijdan, A.R. Eivani, N. Park, H.R. JafarianRami GhorbelNo ratings yet
- Jurnal PengelasanDocument10 pagesJurnal Pengelasanyudha mamotsNo ratings yet
- 2023 Evaluation of The Effect of Heat Input... Soldagem InspecaoDocument13 pages2023 Evaluation of The Effect of Heat Input... Soldagem Inspecaocesold delcaribeNo ratings yet
- Jagesvar Verma - A Comparative Study On The Effect of Electrode On Microstructure and Mechanical Properties of Dissimilar Welds of 2205 Austeno-Ferritic and 316L Austenitic Stainless SteelDocument7 pagesJagesvar Verma - A Comparative Study On The Effect of Electrode On Microstructure and Mechanical Properties of Dissimilar Welds of 2205 Austeno-Ferritic and 316L Austenitic Stainless SteelWaris Nawaz KhanNo ratings yet
- High Strength Steel Weld PropertiesDocument15 pagesHigh Strength Steel Weld Propertiesmankari.kamal.18022963No ratings yet
- Temperature Evolution Phase Ratio and Corrosion Resistance of Duplex Stainless Steels Treated by Laser Surface Heat TreatmentDocument9 pagesTemperature Evolution Phase Ratio and Corrosion Resistance of Duplex Stainless Steels Treated by Laser Surface Heat Treatmentzidan ojaNo ratings yet
- Intergranular Corrosion of Welded Joints of Austenitic Stainless Steels Studied by Using An Electrochemical MinicellDocument8 pagesIntergranular Corrosion of Welded Joints of Austenitic Stainless Steels Studied by Using An Electrochemical MinicellGustavo GonzagaNo ratings yet
- Impact Toughness of Gas Metal Arc Welded HY-80 Steel Plate at Sub-Zero TemperaturesDocument6 pagesImpact Toughness of Gas Metal Arc Welded HY-80 Steel Plate at Sub-Zero TemperaturesRosalia AndradeNo ratings yet
- DOI: 10.1515/amm-2016-0198Document8 pagesDOI: 10.1515/amm-2016-0198BHARANINo ratings yet
- Microstructural and Mechanical Characteristics of Cold Metal Transfer Weld Joints of UNS S32750Document13 pagesMicrostructural and Mechanical Characteristics of Cold Metal Transfer Weld Joints of UNS S32750Dhruv PatelNo ratings yet
- Materials Today CommunicationsDocument11 pagesMaterials Today CommunicationsC_rovereNo ratings yet
- 1 s2.0 S0010938X21005564 MainDocument17 pages1 s2.0 S0010938X21005564 Mainshweta shuklaNo ratings yet
- Influence of T4 Heat Treatment On Tribological Behavior of ZA27 Alloy Under Lubricated Sliding ConditionDocument10 pagesInfluence of T4 Heat Treatment On Tribological Behavior of ZA27 Alloy Under Lubricated Sliding Conditionjorge CarvalhoNo ratings yet
- Wang 2011Document7 pagesWang 2011wallisonkennedy014No ratings yet
- Development of Microstructure and Residual Stress in Electron Beam Welds in Low Alloy Pressure Vessel SteelsDocument23 pagesDevelopment of Microstructure and Residual Stress in Electron Beam Welds in Low Alloy Pressure Vessel SteelsfarahNo ratings yet
- RESID. STRESS - Effect of Residual Stresses in The ZTA of Welds of S700MCDocument14 pagesRESID. STRESS - Effect of Residual Stresses in The ZTA of Welds of S700MCGabriel PaesNo ratings yet
- Metals 12 01421 v2Document16 pagesMetals 12 01421 v2Juan BonottiNo ratings yet
- OMAE2011-50009: Hydrogen Induced Mechanical Property Behavior of Dissimilar Weld Metal InterfacesDocument8 pagesOMAE2011-50009: Hydrogen Induced Mechanical Property Behavior of Dissimilar Weld Metal InterfacesLuan CaetanoNo ratings yet
- Geometrical Degradation of Electrode and Liquid Metal Embrittlement Cracking in Resistance Spot WeldingDocument15 pagesGeometrical Degradation of Electrode and Liquid Metal Embrittlement Cracking in Resistance Spot WeldingMathews LimaNo ratings yet
- The Effect of Large Heat Input On The Microstructure and Corrosion Behaviour of Simulated Heat Affected Zone in 2205 Duplex Stainless SteelDocument8 pagesThe Effect of Large Heat Input On The Microstructure and Corrosion Behaviour of Simulated Heat Affected Zone in 2205 Duplex Stainless SteelAnonymous Qha8B2No ratings yet
- Component Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsDocument15 pagesComponent Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsafabNo ratings yet
- Effect of Post Weld Heat Treatment On The Corrosion Behavior of Resistance Spot Welded Super Duplex StainlessDocument12 pagesEffect of Post Weld Heat Treatment On The Corrosion Behavior of Resistance Spot Welded Super Duplex StainlessWilliam WilkenNo ratings yet
- Tensile Properties of Friction Stir Welded Joints of 2024 Aluminum Alloys in Different Heat-Treated-StateDocument11 pagesTensile Properties of Friction Stir Welded Joints of 2024 Aluminum Alloys in Different Heat-Treated-StateRikko Putra YouliaNo ratings yet
- Dissimilar FSW of Incoloy 825 and SAF 2507Document12 pagesDissimilar FSW of Incoloy 825 and SAF 2507Daniel TibataNo ratings yet
- Application of Taguchi Method For Resistance Spot Welding of Galvanized SteelDocument6 pagesApplication of Taguchi Method For Resistance Spot Welding of Galvanized Steelpradipta satrio wNo ratings yet
- Microstructure, Mechanical and Corrosion Properties of Aisi 904 L Super Austenitic Stainless Steel Welds by Pulsed Gas Metal Arc Welding ProcessDocument18 pagesMicrostructure, Mechanical and Corrosion Properties of Aisi 904 L Super Austenitic Stainless Steel Welds by Pulsed Gas Metal Arc Welding ProcessTJPRC PublicationsNo ratings yet
- Effect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...Document16 pagesEffect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...azb00178No ratings yet
- Brahmin Belkessa - X52-2205 SMAWDocument9 pagesBrahmin Belkessa - X52-2205 SMAWWaris Nawaz KhanNo ratings yet
- 1-s2.0-S0308016121000223-main1Document11 pages1-s2.0-S0308016121000223-main1prabaNo ratings yet
- Microstructural Characteristic of Dissimilar Welded Components (AISI 430 Ferritic-AISI 304 Austenitic Stainless Steels) by CO2 Laser Beam Welding (LBW) (#97282) - 83434Document17 pagesMicrostructural Characteristic of Dissimilar Welded Components (AISI 430 Ferritic-AISI 304 Austenitic Stainless Steels) by CO2 Laser Beam Welding (LBW) (#97282) - 83434kamal touilebNo ratings yet
- Influence of Heat Inputs On Weld Profiles and Mechanical Properties of Carbon and Stainless SteelDocument9 pagesInfluence of Heat Inputs On Weld Profiles and Mechanical Properties of Carbon and Stainless SteelRamzi BEN AHMEDNo ratings yet
- Evaluation of Corrosion Resistance of GTAW API 5L X60 SteelDocument10 pagesEvaluation of Corrosion Resistance of GTAW API 5L X60 SteelBenjamin PogosonNo ratings yet
- Cao 2022 JMP FSW DssDocument13 pagesCao 2022 JMP FSW DssamanNo ratings yet
- Effect of Welding Speed and Post Weld Heat Treatment On Microstructural and Mechanical Properties of Alpha Beta Titanium Alloy EB WeldsDocument13 pagesEffect of Welding Speed and Post Weld Heat Treatment On Microstructural and Mechanical Properties of Alpha Beta Titanium Alloy EB Weldsvamsi krishnaNo ratings yet
- 0833Document8 pages0833Edmilson OtoniNo ratings yet
- Environmental Degradation of Dissimilar Austenitic 316L and Duplex 2205 Stainless Steels Welded JointsDocument6 pagesEnvironmental Degradation of Dissimilar Austenitic 316L and Duplex 2205 Stainless Steels Welded Jointsk.touilebNo ratings yet
- Effect of Welding Current on Mechanical Properties of Steel WeldsDocument9 pagesEffect of Welding Current on Mechanical Properties of Steel WeldsMuhammad Zuhdi SyihabNo ratings yet
- Microstructure Characteristics and Corrosion ResistanceDocument11 pagesMicrostructure Characteristics and Corrosion ResistanceDilipSinghNo ratings yet
- Resistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IDocument12 pagesResistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IJoel BrasilBorgesNo ratings yet
- 10 1016@j Jmapro 2013 06 010Document14 pages10 1016@j Jmapro 2013 06 010SamuelshrlyNo ratings yet
- Mma PDFDocument10 pagesMma PDFVIPIN TANDONNo ratings yet
- Effectof Welding Processeson Microstructure MechanicalDocument12 pagesEffectof Welding Processeson Microstructure MechanicalDr. Rachid djoudjouNo ratings yet
- CKT - JMEP Published PaperDocument12 pagesCKT - JMEP Published PaperNavlesh JamdarNo ratings yet
- Influence of Groove Angle On Hardness and Reinforcement Height of Shielded Metal Arc Welded Joints For Low Carbon AISI 1016 Steel PlatesDocument4 pagesInfluence of Groove Angle On Hardness and Reinforcement Height of Shielded Metal Arc Welded Joints For Low Carbon AISI 1016 Steel PlatesMoin ANo ratings yet
- Paper16-2010 (1,11)Document11 pagesPaper16-2010 (1,11)sanketpavi21No ratings yet
- Yajing Li 2022Document13 pagesYajing Li 2022ASHISH YADAVNo ratings yet
- Jeas 1115 2900-2Document9 pagesJeas 1115 2900-2Wansaypul WanmudaNo ratings yet
- Welding of 2205 Duplex Stainless Steel PipesDocument5 pagesWelding of 2205 Duplex Stainless Steel PipesMarcelo Varejão CasarinNo ratings yet
- Hassan 2021 IOP Conf. Ser. Mater. Sci. Eng. 1105 012047Document11 pagesHassan 2021 IOP Conf. Ser. Mater. Sci. Eng. 1105 012047AHMED SAMIR ALEMDARNo ratings yet
- Journal of Manufacturing Processes: Full Length ArticleDocument14 pagesJournal of Manufacturing Processes: Full Length ArticleSudish Jay MishraNo ratings yet
- 1 s2.0 S1526612517302542 MainDocument14 pages1 s2.0 S1526612517302542 Mainsudish mishraNo ratings yet
- ECO-FRIENDLY MACHINING OF SUPER DUPLEX STAINLESS STEELDocument29 pagesECO-FRIENDLY MACHINING OF SUPER DUPLEX STAINLESS STEELNabil SalimNo ratings yet
- Influence of Welding Speed On Corrosion Behaviour of Friction Stir Welded AA5086 Aluminium AlloyDocument11 pagesInfluence of Welding Speed On Corrosion Behaviour of Friction Stir Welded AA5086 Aluminium AlloysaifbenNo ratings yet
- 3 Edwin NT JongDocument15 pages3 Edwin NT JongfelixNo ratings yet
- Microstructural and Mechanical Properties of SMAW Welded Dual Phase Steel JointsDocument7 pagesMicrostructural and Mechanical Properties of SMAW Welded Dual Phase Steel Jointsismail ismaNo ratings yet
- Microstructural and Corrosion ResistanceDocument37 pagesMicrostructural and Corrosion ResistanceFerdinando Marco Rodrigues BorgesNo ratings yet
- P&ID 335 Comment Marking 220606Document50 pagesP&ID 335 Comment Marking 220606Azhar BudimanNo ratings yet
- 77023554-1 Itrans Manual en Rev12 WEDocument94 pages77023554-1 Itrans Manual en Rev12 WEIsrael Silva Hgo.No ratings yet
- NDT Matrix 12-99-90-1710 - Rev.2 PDFDocument2 pagesNDT Matrix 12-99-90-1710 - Rev.2 PDFEPC NCCNo ratings yet
- Covalent and Ionic Properties LabDocument6 pagesCovalent and Ionic Properties LabMadi WellsNo ratings yet
- E2 ManualEnglishV11Document64 pagesE2 ManualEnglishV11IñigoOrtizNo ratings yet
- Backfill NotesDocument1 pageBackfill NotesOscar Alberto Jáuregui AquinoNo ratings yet
- Schema Sigurante A Class A 170Document4 pagesSchema Sigurante A Class A 170ginutaNo ratings yet
- Chapter 10 - Product IdentificationDocument6 pagesChapter 10 - Product Identificationjtpml100% (1)
- NRG Spinning ProfileDocument10 pagesNRG Spinning Profilesadman sakibNo ratings yet
- Dumek 5Document4 pagesDumek 5Rada PjanovicNo ratings yet
- DK DN 15÷65: PVC-CDocument16 pagesDK DN 15÷65: PVC-CovidiuNo ratings yet
- Ferrous and Non-Ferrous Alloys GuideDocument22 pagesFerrous and Non-Ferrous Alloys GuideHarsh V Ashok0% (1)
- Wel-Come: Heat Treatment Process (TTT, CCT & CCR)Document14 pagesWel-Come: Heat Treatment Process (TTT, CCT & CCR)atulkumargaur26No ratings yet
- Flexidrum T 210Document2 pagesFlexidrum T 210Bruno TumbacoNo ratings yet
- Use of Vacuum Line - 17Document20 pagesUse of Vacuum Line - 17Sachin BokanNo ratings yet
- As 1214-1983 Hot-Dip Galvanized Coatings On Threaded Fasteners (ISO Metric Coarse Thread Series)Document7 pagesAs 1214-1983 Hot-Dip Galvanized Coatings On Threaded Fasteners (ISO Metric Coarse Thread Series)SAI Global - APAC100% (1)
- 48 - 2 - New York - 10-03 - 0784 PDFDocument1 page48 - 2 - New York - 10-03 - 0784 PDFEMYCEE2009No ratings yet
- Concrete Light Pole Foundation DetailsDocument3 pagesConcrete Light Pole Foundation DetailswalidNo ratings yet
- US Practice For Tieback ExcavationsDocument22 pagesUS Practice For Tieback Excavationselbinclusol0% (1)
- Snap-Action Temperature Controls: 36T SeriesDocument17 pagesSnap-Action Temperature Controls: 36T SeriesbandihootNo ratings yet
- 4 KEY STEPS TO MATCH A WELDING FILLER METAL TO A BASe METALDocument4 pages4 KEY STEPS TO MATCH A WELDING FILLER METAL TO A BASe METALAbraham RodríguezNo ratings yet
- MSA Ball Valves PDFDocument24 pagesMSA Ball Valves PDFLuka Borna100% (1)
- Yeo Il Yoon, Il Hyun Baek, and Sang Do Park: To Whom All Correspondence Should Be Addressed. (E-Mail: Ihbaek@kier - Re.kr)Document8 pagesYeo Il Yoon, Il Hyun Baek, and Sang Do Park: To Whom All Correspondence Should Be Addressed. (E-Mail: Ihbaek@kier - Re.kr)Mohammed AsherNo ratings yet
- SBBI4303 Environmental Biology (Worksheet)Document24 pagesSBBI4303 Environmental Biology (Worksheet)Ruslan LanNo ratings yet
- Local, Distortional, and Euler Buckling of Thin-Walled ColumnsDocument17 pagesLocal, Distortional, and Euler Buckling of Thin-Walled ColumnsReaditReaditNo ratings yet
- Electronics: A New Opportunity For Waste Prevention, Reuse, and RecyclingDocument4 pagesElectronics: A New Opportunity For Waste Prevention, Reuse, and RecyclingOmoloye SulaymanNo ratings yet
- Krauser - Long, Achieving Protection of Tendon Enclosures in Segmental Bridge Construction, 2011 Fib Prague PDFDocument10 pagesKrauser - Long, Achieving Protection of Tendon Enclosures in Segmental Bridge Construction, 2011 Fib Prague PDFShishir Kumar NayakNo ratings yet
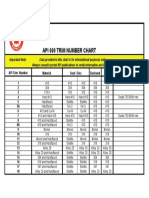
- API 600 Trim Number Chart..Document1 pageAPI 600 Trim Number Chart..francisco abarcaNo ratings yet